Класс точности сверла по металлу а1
Обновлено: 11.05.2024
В этой статье мы подробно расскажем, как выбрать сверло по металлу. Вы получите ответы на следующие важные вопросы.
- Какие выбрать сверла по металлу для выполнения определенных работ?
- Какие характеристики и особенности имеют самые популярные спиральные разновидности?
- О чем говорит цвет сверл?
- Как читать их маркировку?
- Для чего подходят различные хвостовики?
- Что следует дополнительно учесть при выборе сверл?
Изучив информацию, вы сможете без проблем купить сверла по металлу, которые лучше всего справятся со своими задачами.
Выбираем сверла по металлу в зависимости от их вида и назначения
Выбирая сверло по металлу, мастер, в первую очередь, смотрит на его вид.
Спиральные сверла
Самый популярный вид. Эти простые дешевые сверла предназначены для проделывания глухих и сквозных отверстий определенных диаметров. Рабочая часть представляет собой цилиндрический стержень с двумя режущими кромками. Канавки служат для отвода стружки.

Фотография №1: спиральные сверла по металлу
Конусные сверла
Рабочие части имеют форму конусов. В быту такие сверла по металлу применяют редко. Они лучше всего подходят для специальных станков и двуручных дрелей. С их помощью проделывают отверстия с диаметрами от 6 до 60 мм.

Фотография №2: конусное сверло по металлу
Как выбрать ступенчатое сверло по металлу
Конические ступенчатые сверла по металлу лучше всего подходят для проделывания отверстий в тонких листах. Выглядят эти инструменты так.
Фотография №3: ступенчатое сверло по металлу
Как видите, при проделывании отверстий различных диаметров в тонколистовом металле инструмент не нужно менять.
Центровочные сверла по металлу
Центровочные сверла по металлу предназначены для проделывания в заготовках центровочных отверстий. Они необходимы для фиксации изделий на различных специальных станках.

Фотография №4: центровочные сверла по металлу
Левосторонние сверла
Левосторонние сверла по металлу специально предназначены для высверливания болтов и винтов со сломанными головками. С помощью обычных сверл сделать это не получится. Болт или винт будет прокручиваться.

Корончатые сверла по металлу
Корончатые сверла или кольцевые фрезы применяют для быстрого просверливания в металлических заготовках отверстий больших диаметров (от 15 до 100 мм). Принцип работы таких инструментов основан на корончатом фрезеровании. На него тратится в 4–12 раз меньше энергии, чем при использовании обычных сверл.

Фотография №6: корончатые сверла по металлу
Такие сверла предназначены для установки на сверлильные, фрезерные и токарные станки. Для ручной работы используют специальные инструменты с зажимами типа QuickIN Plus.
Перовые сборные сверла
Перовые сборные сверла отлично подходят для обработки чугуна, конструкционной стали и твердых поковок. С помощью этих инструментов проделывают фасонные и ступенчатые отверстия больших диаметров. Перовые сборные сверла состоят из державок, к которым крепят пятигранные режущие пластины различных размеров. Для отвода стружки на них имеются специальные канавки.

Твердосплавные сверла
Твердосплавные сверла изготовлены с применением особо прочных материалов. Существуют следующие разновидности таких инструментов.
- Монолитные.
- Сварные.
- Со специальными пластинами.

Такие инструменты покупают для обработки заготовок из жаропрочных сталей и сплавов титана.
Далее расскажем, как выбрать качественное спиральное сверло по металлу.
Спиральные сверла по металлу: особенности выбора
При выборе сверл по металлу мастера смотрят на:
- материал изготовления;
- цвет;
- маркировку;
- размеры;
- форму хвостовика;
- производителей.
Из каких материалов изготавливают сверла по металлу
Основной материал, идущий на изготовление сверл по металлу, — быстрорежущая сталь. Для повышения надежности и расширения функционала добавляют кобальт и молибден.
К примеру, если в сплаве содержится 5 % кобальта, срок службы сверла увеличивается в три раза. Таким инструментом можно работать с заготовками из нержавеющей и легированной сталей с пределами с пределами прочности на растяжение до 1000 Н/мм2.
Что говорит цвет сверл по металлу о технологиях их изготовления
При выборе сверла по металлу его качество можно оценить по цвету.
Изготовлены без применения дополнительной обработки. В быту используются чаще всего. Однако качество, срок службы и функциональность оставляют желать лучшего.

Фотография №9: самые распространенные сверла по металлу
Черный цвет говорит о том, что при финишной обработке инструментов использовался перегретый пар. Такие сверла подходят для работы с заготовками из легированных и углеродистых сталей, цветных металлов и иных материалов с прочностью на растяжение до 800 Н/мм2.

Фотография №10: парооксидированные сверла по металлу
- Сверла по металлу со слабым золотистым оттенком.
Он означает, что при финишной обработке применяли отпуск для снятия внутренних напряжений и закалку. Отличаются надежностью и долговечностью.

Фотография №11:: закаленное сверло по металлу
Стоят дороже аналогов, но отличаются максимальными качеством и долговечностью. Ярко-золотой цвет означает, что сверло покрыто нитритом титана. При помощи таких инструментов можно обрабатывать заготовки из материалов с прочностью на растяжение до 1100 Н/мм2. Еще одно преимущество таких сверл — низкий коэффициент трения.

Фотография №12: сверло, покрытое нитритом титана
Размеры сверл по металлу
Размер также относится к основным критериям выбора спирального сверла по металлу. По ГОСТу эти инструменты делятся на три группы.
- Короткие. Диаметр — 0,3–20 мм. Длина — 20–131 мм.
- Удлиненные. Диаметр — 0,3–20 мм. Длина — 131–205 мм.
- Длинные. Диаметр — 1–20 мм. Длина — 205–254 мм.
Выбирайте сверла по металлу в зависимости от габаритов заготовки, а также типа и диаметра отверстия, которое необходимо проделать.
Российская и зарубежная маркировки сверл
По российским стандартам:
- маркировке подлежат все спиральные сверла диаметром от 2 мм;
- на сверла диаметром 2–3 наносят лишь марку стали и поперечное сечение;
- на сверла диаметром от 3 мм также наносят логотип компании-производителя.
В российских маркировках присутствуют цифры и буквы «Р», «М» и «К».
- «Р6». Означает, что сверло изготовлено из быстрорежущей стали с 6-процентным содержанием вольфрама.
- «М5». Говорит о том, что в сплаве присутствует молибден (5 %).
- «К5». Добавлен кобальт (5 %).

Изображение №1: правила расшифровки российских маркировок
В зарубежных маркировках букву «Р» заменяет аббревиатура HSS. К ней добавляют информацию о составе сплава и предназначении сверла. Перечислим чаще всего встречающиеся обозначения и их расшифровки.
- HSS-TiN. Свело покрыто нитридом титана. Термостойкость инструмента — 600 °C.
- HSS-TiAN. Нитрид титана легирован алюминием. Термостойкость инструмента — 900 °C.
Это самые надежные и износостойкие сверла, предназначенные для работы с различными металлами (включая титан).
- HSS-G. Предназначение таких инструментов — сверление углеродистых и легированных сталей, а также сплавов из меди и алюминия.
- HSS-E. Кроме вышеперечисленных материалов сверлят нержавеющие и кислотостойкие стали.
- HSS-G Co 5. Сверлят различные металлы с прочностью на растяжение до 1100 Н/мм2.

Фотография №13: пример зарубежной маркировки сверла
Выбор спирального сверла по металлу по форме хвостовика
При выборе сверла по металлу также обратите внимание на форму хвостовика. Хвостовик — это часть сверла, которая зажимается в патроне. Существуют следующие основные разновидности хвостовиков.
Самый распространенный тип. Обычно диаметры хвостовика и сверла совпадают, но есть и модели, в которых хвостовики толще или тоньше рабочих частей. К недостаткам цилиндрических хвостовиков относят невозможность передачи инструменту большого крутящего момента. Главное достоинство заключается в том, что при заклинивании сверла дрель не сломается.

Фотография №14: сверло с цилиндрическим хвостовиком
Могут зажиматься обычными кулачковыми патронами и вставляться в специальные держатели. На сверла с такими хвостовиками можно передавать большие крутящие моменты. При установке таких инструментов в держатели немного снижается точность.

Фотография №15: сверла с шестигранными хвостовиками
Сверлами с такими хвостовиками оснащают промышленные дрели и станки.

Фотография №16: сверла с коническими хвостовиками
Лучшие производители сверл
Перечислим производителей сверл, продукция которых пользуется популярностью.
Эта немецкая компания занимает лидирующую позицию на рынке. Несмотря на высокие цены спрос на продукцию не уменьшается, т. к. она отличается высокими качеством и долговечностью. Купить сверла Bosh можно как поштучно, так и в наборах.

Фотография №17: сверла Bosch
Эта компания также находится в Германии. Поставляет на мировой рынок различные режущие инструменты. Продукция сочетает в себе высокое качество и приемлемую стоимость. Особого внимания заслуживает серия спиральных сверл с крестовой заточкой (TL 3000).

Фотография №18: сверла Ruko
Это один из ведущих отечественных производителей. Рекомендуем обратить внимание на серию «Кобальт». В нее входят надежные, точные и качественные сверла по металлу (ГОСТ 10902-77). При этом цены на продукцию значительно ниже.

Фотография №19: сверла «Зубр»
Это наша собственная торговая марка. Мы специализируемся на выпуске износостойких и качественных спиральных сверл по ГОСТу 10902-77 с цилиндрическими хвостовиками. На изготовление идет быстрорежущая сталь марки Р6М5. Наши сверла подходят для работы с различными металлами (серый чугун, цветные металлы и их сплавы, жаропрочные, высокопрочные и стойкие к коррозии стали и сплавы, титановые сплавы и пр.). Приобрести нашу продукцию вы можете по максимально низким ценам.

Как правильно выбрать сверло по металлу: важные особенности
Чтобы правильно выбрать сверло по металлу, учтите следующие важные особенности.
- Обратите внимание на угол заточки. Его выбирайте в зависимости от типа металла, который будете сверлить.
- Бронза — 130–140°.
- Чугун — 118°.
- Конструкционная сталь — 116°.
- Нержавеющая сталь — 120°.
- Если приобретаете сверла для редкого бытового пользования, можно сэкономить и купить дешевые серые модели. В противном случае — выбирайте качество.
- Удостоверьтесь в том, что хвостовик подходит к вашему инструменту.
- Если нужно соблюсти допуски, приобретайте сверла повышенного класса точности (А1).
Как выбрать сверло по металлу для дрели под саморез
Чтобы подобрать сверло под саморез по металлу, руководствуйтесь следующим принципом. Диаметр сверла должен быть меньше диаметра самореза.
| диаметр резьбы,d | диаметр сверла, мм |
| ST 2,9 | 2,4 |
| ST 3,5 | 2,9 |
| ST 3,9 | 3,2 |
| ST 4,2 | 3,7 |
| ST 4,8 | 4,2 |
| ST 5,5 | 4,9 |
| ST 6,3 | 5,9 |
Изображение №2: таблица для выбора диаметров сверл под саморезы по металлу
Перед вкручиванием крепежа смажьте отверстие машинным маслом. Фиксация пройдет без особых усилий.
Как выбрать сверла по металлу
Для сверления металлов используют винтовые или, как их чаще называют, спиральные сверла. Будучи практически одинаковыми по конструкции, эти инструменты могут различаться по материалу, виду дополнительной обработки, особенностям заточки. Существует много разновидностей сверл, оптимизированных для разных металлов, глубины сверления и других условий работы.
Из чего изготавливают сверла
Для изготовления сверл по металлу применяется быстрорежущая сталь. Это группа высоколегированных сплавов, в состав которых, кроме железа и углерода, входит вольфрам, молибден, кобальт, ванадий и другие элементы.
Быстрорежущая сталь отличается от обычной инструментальной тем, что сверло из нее сохраняет работоспособность при нагреве. Инструментальная сталь при нормальной температуре не уступает по твердости быстрорежущей, но при нагреве свыше 200 о С происходит отпуск и она становится мягкой. Быстрорежущая сталь сохраняет твердость до 500—600 о С, а некоторые марки – до 1000 о С.
Вольфрам – основной компонент, повышающий "красностойкость стали" (способность сохранять твердость при нагреве). Однако из-за ограниченных запасов вольфрама пришлось отказываться от стали с его высоким содержанием и переходить на молибденовые сплавы. При содержании вольфрама в пределах 6% требуемые качества сверл обеспечиваются добавкой молибдена, кобальта и других элементов. Инструменты из стали Р18 уже не производятся, и даже Р9 встречается нечасто.
В зарубежной классификации быстрорежущие сплавы обозначаются аббревиатурой HSS (High Speed Steel). Их существует несколько разновидностей, и некоторые из них аналогичны сплавам, указанным в ГОСТе. Марки быстрорежущих сталей обозначаются буквой «М» с последующей цифрой. Сравним несколько наиболее часто используемых марок.
Сталь с низким содержанием вольфрама и увеличенным – молибдена (1.5 и 8 % соответственно). Не отличается высокой стойкостью, используется для изготовления сверл общего назначения.
Сплав содержит 6% вольфрама и 5% молибдена, что придает сверлам из него высокую твердость. Российский аналог – Р6М5. Сверла из этой стали обладают хорошей износостойкостью и красностойкостью.
Сверла из этой стали применяются для глубокого сверления и работы с высокими усилиями. В ее составе уменьшено содержание вольфрама (1,75 %), но увеличено количество молибдена (8,75 %) и ванадия (2 %). Российский аналог – Р2М9.
Российский аналог этого сплава – Р6М5К5. Эта сталь отличается от М2 (Р6М5) более высокой «красностойкостью» за счет добавки 5 % кобальта. В сплав также добавлены: кремний, магний и никель. Сверла из стали М35 выдерживают сильный нагрев и обеспечивают высокую производительность.
Этот сплав имеет в составе немного вольфрама, но высокое содержание молибдена и кобальта. Сверла из него отличаются высокой красностойкостью и отлично держат заточку. Хорошо работают при высокой скорости резания и по вязким материалам. Российский аналог – сталь Р2М10К8.
Особенности сверл и их маркировка
В зарубежной системе маркировки сверл отражаются некоторые особенности их изготовления и важнейшие компоненты стали.
Нешлифованные сверла изготавливаются винтовой прокаткой. Для них используется относительно мягкая, деформируемая сталь. После прокатки инструмент закаляется. В маркировке буква «R» может отсутствовать.
Вышлифованные сверла изготавливаются шлифовкой CBN (кубическим нитридом бора). Это самый распространенный вид инструментов для широкого круга задач. Сверла имеют высокую износостойкость и минимальное радиальное биение.
HSS-PM
Сверла, изготовленные по технологии порошковой металлургии. Применяются для обработки твердых металлов.
HSS-E (HSS-Co)
Кобальтовые сверла из сплавов с высоким содержанием кобальта. К маркировке может добавляться цифра, обозначающая округленное до целых содержание кобальта в процентах. Например, HSS-Co5 или HSS-Co8, что соответствует сплавам М35 или М42.
HSS-TiN или HSS-TiAN
Титановые сверла покрыты нитридом титана. Буква «A» во втором варианте означает легирование алюминием. Покрытие нитридом титана придает инструменту золотистый цвет и в несколько раз повышает его износостойкость.
HSS-E-VAP
Парооксидированные сверла. Сверла этой группы покрыты пленкой окислов, которая создается парооксидированием – обработкой перегретым паром в специальной среде. Покрытие имеет черный цвет, снижает налипание стружки на режущие кромки, повышает смачиваемость поверхности охлаждающей жидкостью. Сверла HSS-E-VAP эффективны для сверления нержавеющей стали и других вязких сплавов.
Твердость сверл из быстрорежущих сталей по ГОСТ 2034-80 должна быть в пределах 63—66 HRC.
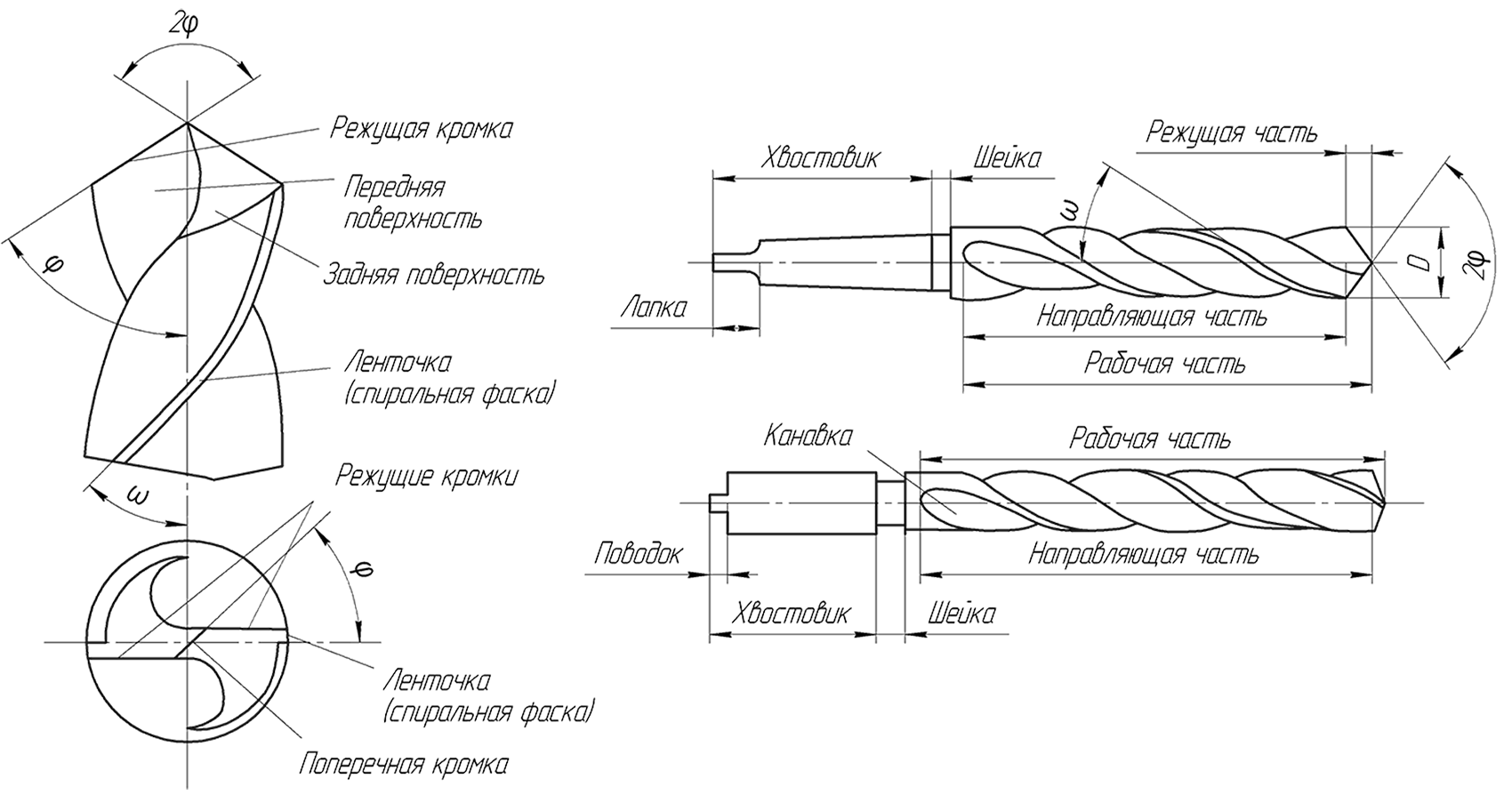
Режущая часть
Резание при сверлении осуществляется двумя кромками, которые образованы пересечением передних поверхностей винтовых канавок и конической головки сверла. Строго говоря, режущая часть не совсем коническая: задняя поверхность лезвия понижается, под небольшим углом отходя от теоретического конуса.
Главный параметр заточки – угол при вершине. Для большинства применений он составляет около 118 о . Для чугуна или твердой бронзы его можно уменьшить до 116 о . Для латуни, мягкой бронзы, алюминия применяют углы 120 о , 130 о , 140 о .
Для сверления мягкого листового металла применяют специальную заточку с криволинейными режущими кромками, выступающим заостренным центром и чуть выступающими краевыми резцами. В начале сверления сверло сразу четко центрируется, затем очерчивается контур, и после этого начинается выемка металла по всей площади отверстия. В результате исключается биение на входе и закусывание краев на выходе.
Для сверления стального и чугунного литься применяются сверла с двойной заточкой. Кроме угла при вершине 116 – 118 о , кромки стачиваются на периферии, на ширину 0,2 диаметра, под углом 70 – 75 о . Существуют и другие формы заточки для конкретных применений.
Точность сверления
Факторы, влияющие на точность сверления, делятся на две группы: зависящие от оборудования и зависящие от инструмента. Сверла делятся на три класса точности: А1, В1 и В. Класс точности определяется предельно допустимыми величинами:
- несимметричностью сердцевины и поводка сверла;
- радиальным биением;
- допуском прямолинейности режущих кромок.
Класс точности должен соответствовать требуемому квалитету точности отверстий и возможностям оборудования. Сверла класса А1 применяются для отверстий от 10 до 13 квалитетов точности. Сверла классов В1 и В – до 14 и до 15-го квалитета точности соответственно.
Виды хвостовиков
Хвостовая часть сверла, предназначенная для крепления в станке или ручном инструменте, может иметь разные формы.
- Цилиндрический хвостовик. Это самая распространенная форма хвостовика, пригодная для фиксации в патроне дрели, сверлильного или токарного станка.
- Конический (конус Морзе). Сверла с коническим хвостовиком применяются на промышленном оборудовании. Для них требуется соответствующий конус на шпинделе. Отличаются надежной фиксацией, точной центровкой и быстротой замены инструмента.
- Шестиугольный. Такой хвостовик пригоден для установки в трехкулачковый патрон и отличается уверенной передачей высокого крутящего момента. Исключает проскальзывание сверла в патроне. Кроме того, шестиугольная форма удобна для установки сверла в адаптер шуруповерта. При этом сверло не нужно зажимать, но не обеспечивается его точное положение при работе.
Популярные наборы и сверла специальной формы
Наиболее часто используемые сверла – диаметром от 2 до 10 мм. Они используются в металлообрабатывающих мастерских, на станциях СТО, в домашнем хозяйстве. На популярность этих диаметров указывает и то, что большинство легкого сверлильного оборудования имеет патроны, приспособленные под этот диапазон размеров.
Для общего применения подходит набор сверл с шагом диаметра 0,5 мм. В большинстве случаев такой набор перекроет основные потребности сверления. Для конкретного применения можно подбирать диаметры с шагом 0,1 мм. Более точные размеры отверстий достигаются дополнительной обработкой.
Есть особые случаи, для которых удобно использовать специальные сверла:
- для листовых материалов;
- кольцевое сверло или центробор для неглубокого сквозного сверления отверстий большого диаметра;
- комбинированное сверло-метчик, которым можно за один проход просверлить отверстие и нарезать в нем резьбу.
Правильный выбор инструмента в соответствии с предстоящим применением существенно упростит работу и поможет достичь должного качества.
Сверла по металлу
Домашние мастера нередко сталкиваются с необходимостью просверливания отверстий в металлических изделиях, и большинство из них так или иначе знакомы с этой операцией. Процесс оформления отверстий с первого взгляда несложен, но для получения качественного результата мастеру следует придерживаться некоторых правил. В предлагаемой статье будет приведена информация о том, какими бывают сверла по металлу, как правильно подобрать сверлильный инструмент перед вступлением в работу, о видах буравов, и другие полезные факты, которые помогут понять мастеру все о сверлах.

Сверла по металлу для разнообразных поверхностей
Конструктивные особенности
В зависимости от конструктивных особенностей и своей функциональной принадлежности, весь сверлильный инструмент подразделяется на несколько характерных видов. Так, по своему назначению, выделяют нижеперечисленные виды сверл:
- для сверловки органического стекла;
- бетонных изделий;
- керамических деталей;
- древесины;
- пластиковых компонентов;
- буравчики для сверления по металлу.
Конструкция сверла – это главный отличительный признак соответствующего вида буравов от других его «собратьев». Различаться могут следующие основные части сверла:
- режущая часть буравчика;
- хвостовик;
- рабочая поверхность, выполняющая также и функцию вывода стружки из просверленного прохода.

Классификация сверл по типу конструкции
При работе с металлическими деталями, можно выделить 2 основные группы сверлильных приспособлений:
- Плоские (или перовые) буравы — такой инструмент имеет сменные пластины к перовому сверлу, нетребователен к точности угла приложения силы во время выполнения сверлильных работ, конструктивно прост и имеет низкую стоимость, но при этом легко теряет диаметр рабочей поверхности при заточке и конструктивно не имеет желобка для вывода стружки.
- Спиральные сверла – цилиндрические буравы, которые имеют на поверхности своего тела одну или две канавки для отвода стружки.
При работе с металлом важно подобрать соответствующее материалу сверлильное приспособление. Для того, чтобы работа была выполнена качественно, мастеру необходимо уметь отличать сверла по металлу от похожих на них сверл по дереву. Конфигурация буравов для обоих материалов имеет схожие элементы, в обоих случаях инструменты могут иметь диаметр до 80 мм и длину до 600 мм, технология проведения сверлильных работ идентична и, более того, буравчики имеют одинаковую маркировку. Но при всей схожести, инструменты по дереву не всегда подойдут для сверления по металлу, и наоборот.
Первым отличительным признаком является твердость буравчика: для сверления отверстий в металле выбирается инструмент с более высокой твердостью. Нужно понимать, что твердость буравов по металлу не является постоянным параметром и, в свою очередь, также зависит от прочностных характеристик того материала, по которому будут проводиться сверлильные работы.
Второе отличие – это тип заточки режущих элементов. У приспособления для сверловки по дереву на наконечнике имеется острый носик в виде штыря или уголка, который предупреждает соскальзывание буравчика относительно его заданного положения. Подобная фиксация при работе с металлом не требуется. Угол между режущими кромками также отличается и напрямую зависит от того материала, для которого предназначен бурав.
При проведении сверлильных работ по деревянным деталям и решением мастера использовать инструмент, рассчитанный на выполнение работ по металлу, нужно понимать, что отличительные характеристики, перечисленные выше, могут сыграть ключевую роль в получении качественного отверстия с ровными краями и без подпалин.
Немаловажную роль при получении качественного отверстия играет тот фактор, правильно ли была выдержана технология изготовления бурава. Если в процессе производства сверлильного инструменнта по металлу было что-то нарушено, то ни правильная форма буравчика, ни его соответствующий цвет не смогут обеспечить качественный результат работ и срок службы сверлильного изделия значительно сократится. Информацию о зависимости цвета бурава от того, из чего делают сверла по металлу, можно будет найти в главах ниже.
Виды сверл по металлу
Понимание видов буравов поможет мастеру определиться и сделать выбор в пользу наилучшей модели сверлильного изделия.
Коническое сверло Кольцевые фрезы Спиральное сверло
Различают следующие виды сверл по металлу:
Длинные сверла по металлу Перовое сверло по металлу Сверло по металлу для центровки
Классы точности и размеры сверл
В зависимости от квалитета точности отверстия, различают 3 класса точности буравов:
- Сверла повышенной точности А1 – сверловка отверстий 10-13 квалитетов точности. Этот класс точности сверла, нанесенный на плоскости буравчика, сориентирует мастера при выборе инструмента повышенной прочности.
- Нормальной точности В1 – для отверстий до 14 степени точности.
- Нормальной точности В – для сверловки отверстий до 15 квалитета точности.
Размеры сверл по металлу, представленные на современном рынке предложений, имеют очень большой разбег, но, опираясь на основные ГОСТы, можно выделить 3 основные категории, представленные в таблице:
Типы сверл в зависимости от материала
Для определения лучших буравчиков для металла, необходимо выяснить, из какого материала был изготовлен выбираемый буравчик и познакомиться с тем, какие бывают разновидности сверл в зависимости от этого.
Для сверловки высокопрочных сплавов подойдут твердосплавные изделия, имеющие на своей режущей кромке поверхность повышенной твердости. Обычно тело подобных буравчиков изготовлено из простой инструментальной стали, за счет чего обеспечивается невысокая цена готового сверлильного изделия. Пластины, изготовленные из карбидного сплава, подвергаются самозаточке в процессе их использования, вследствие чего такие буравчики справляются с особо прочными материалами, в т.ч. имеющих большую толщину.
Кобальтовые сверла отлично реагируют на высокие механические нагрузки и не подвержены изменением своих свойств под действием высокой температуры. В своей основе такие буравы имеют быстрорежущую сталь, легированную кобальтом, в результате чего они отлично справляются со сверловкой отверстий в высокопрочных материалах и металлических изделиях с высокой вязкостью. Ценовая характеристика также выступает в пользу этой категории буравчиков по металлу.

Сверла по металлу из кобальта
Титановые сверла имеют наилучшие показатели своих сверлильных характеристик. При соблюдении правил эксплуатации таких буравов, титановые изделия будут радовать своего хозяина отличными результатами работ в течении очень долгого времени.

Титановые сверла по металлу
Определение типа сверла по цвету его поверхности
Цвет инструмента для сверловки – это важный признак, который позволяет сделать соответствующие выводы о его добротности и долговечности. Различные типы окрасов буравчиков имею разные прочностные характеристики, выбор которых должен быть основан на частоте использования инструмента, его точности и требований к качеству готового отверстия.

Тип сверла по металлу можно определить по его цвету
Сверла серого цвета недолговечны и наименее надежные ввиду полного отсутствия какого-либо защитного покрытия, что делает их подверженными к изменению механических свойств в худшую сторону под влиянием высокой температуры или силовых нагрузок. Такие буравы имеют невысокую стоимость, но и их применение будет одноразовым.
Черные сверла по металлу, по сравнению с серыми, имеют более хорошее качество. Технология изготовления черных буравчиков подразумевает обработку высокотемпературным паром, за счет чего повышается их прочность и стойкость к износу. Сверлильные изделия с черной поверхностью также имеют невысокую стоимость, что обращает на себя внимание многих мастеров.
Сверла со светлым желтым покрытием имеют очень хороший запас прочности. Внутренние напряжения в таких изделиях устранены термическим отпуском еще на этапе их изготовления, за счет чего создается высокая прочность инструмента. Для их изготовления прибегают к использованию быстрорежущей инструментальной стали высокого качества. Несмотря на все свои достоинства, бледно-золотые буравы уступают по своим характеристикам более ярким экземплярам.
Ярко-желтые сверла изготовлены из высокопрочной стали, имеющей нитридо-титановое покрытие. Изделия с подобным окрасом при оформлении отверстий испытывают минимальную силу трения, что оказывает положительное влияние на их срок службы. Стоимость таких буравчиков достаточно велика, но при этом полностью окупается за счет своего продолжительного срока службы.
Расшифровка маркировки сверл
При выборе подходящего сверлильного приспособления, мастеру поможет сориентироваться соответствующая маркировка сверл по металлу. Маркировка сверл содержит информацию о его рабочем диаметре, о марке стали и информацию о производителе.

Сверла по металлу с нанесенной маркировкой
Так, на сверлильных изделиях с диаметром до 2 мм, маркировку не наносят ввиду миниатюрности подобных изделий.
Для сверл, с диаметром от 2-х до 3-х мм, на теле буравчика будет расположена информация о марке стали и о рабочем диаметре.
Буравы с диаметром более 3-х мм проинформируют мастера о данных своего диаметра, буквенное обозначение марки стали, из которой изготовлен буравчик, и логотип предприятия-изготовителя.
Буквенно-цифровое обозначение марки стали содержит в себе следующую информацию:
- категорию сплава;
- присутствие дополнительных примесей;
- химический состав.
Особенности маркировки сверл по металлу отечественного производства при помощи буквенного обозначения сообщают следующее:
- буква «Р» — инструмент выполнен из быстрорежущей стали. Цифра, стоящая после нее, указывает на процентное содержание вольфрама в стали;
- буква «М» — сплав легирован молибденом, процентное содержание которого также указано соответствующей цифрой, стоящей после буквы «М»;
- буква «К» — сплав содержит кобальт в количестве, указанном последующей после буквы цифрой.
Для примера стоит ознакомиться со следующими обозначениями, применяющимися для маркировки сверлильных изделий отечественного производства:
- Р6М5К5 — буравчик из быстрорежущей стали, содержащей 6 % вольфрама, 5 % молибдена и 5 % кобальта;
- Сверло СЦП Р6М5 –спиральный бурав с цилиндрическим хвостовиком, сплав которого содержит 6 % вольфрама и 5 % молибдена.
Зарубежные изделия имеют отличительную маркировку HSS, которая также содержит в себе информацию о легирующем элементе при помощи дополнительных символов.

- HSS-Е – сплав сверла легирован кобальтом, что положительно скажется при оформлении отверстий в металлах с высокой вязкостью;
- HSS-R – твердосплавный буравчик, который имеет повышенную прочность и применяется для сверления литых изделий, деталей из латуни, чугуна, бронзы, мельхиора и сплавов, с прочностью до 900 Н/мм2;
- HSS-TiN (-TiАN) – тело сверла подвергнуто титановому напылению, благодаря которому увеличена твердость рабочей поверхности и уменьшено изменение механических свойств под воздействие высоких температур, вплоть до +600 ºС, что позволяет работать с материалами, имеющими прочность до 1100 Н/мм2;
- HSS-Е VAP – буравчик применим для нержавеющей стали;
- HSS-4241 – сверлильное приспособление для работы с алюминиевым сплавом.

Стандарты для разных типов HSS
Рекомендации по выбору
Опираясь на характеристики, которые предлагает основная классификация сверл, можно найти лучшие сверла по металлу. При выборе мастер должен учитывать те технологические задачи, которые будут решаться при помощи сверлильного изделия, а также материал, по которому будут проходить работы. Правильный выбор должен быть основан на особом внимании к следующим характеристикам буравчиков:
- Цвет сверла.
- Качество заточных элементов и симметрия частей конструкции буравчика.
- Рабочий диаметр сверла.
- Функциональность и прямое назначение изделия.
- Материал, из которого изготовлен бурав.
- Соответствие типа сверла оборудованию, на котором оно будет использоваться (например, для сверловки отверстия большого диаметра потребуется низкооборотная дрель с высоким показателем мощности).
- Фирма-производитель.
Выбор качественного сверла напрямую зависит от добросовестности производителя, ведь ни одна уважающая себя компания не допустит поступления в продажу некачественных изделий. Производители сверл, предлагающие свои инструменты продолжительное время, являются самым настоящим гарантом покупки качественного буравчика. Профессиональные сверлильщики отдают свое предпочтение самым прочным буравам и выбирают следующий сверлильный инструмент:
- сверла, выпущенные на предприятиях бывшего СССР;
- сверла немецких производителей брендов Ruko, Bosch и Haisser;
- российские сверла фирмы «Зубр».
Это самые распространенные фирмы, предлагающие качественный инструмент на протяжении долгого времени, но выбор всегда остается только за мастером, ведь рынок изобилует предложением сверлильного инструмента на любой вкус и кошелек.
Выбор сверла для бытового применения
Для проведения частых сверлильных работ в домашней мастерской, сверлильщику стоит подумать о приобретении готового набора с изделиями разного диаметра. Подобный набор, в зависимости от качественных характеристик, представлен на рынке предложений в разном ценовом диапазоне, поэтому каждый мастер найдет необходимый инструмент по своим финансовым возможностям. Если сверла определенного типа будут применяться более часто, то дополнительно стоит купить комплект запасных буравчиков с определенным диаметром. Знания мастера о том, какие бывают сверла, какие типы инструментов лучше и какие из них самые прочные, помогут сверлильщику сделать правильный выбор сверла по металлу в пользу самого лучшего инструмента.
Стоит помнить, что любой выбор сверла оправдается, если мастер будет обращаться с ним умело и будет производить его своевременную заточку. Аккуратное использование буравчика по его прямому назначению позволит осуществить заметную экономию денежных средств на отсутствии необходимости постоянной замены вышедших из строя сверлильных изделий.

В соответствии с правилами, принятыми в нормативной литературе по техническому регулированию сверло определяется как осевой режущий инструмент для получения отверстий, увеличения их диаметра в сплошном материале (ГОСТ 25751-83 Инструменты режущие, термины и определения).
Напомним, что осевым считается режущий инструмент, размеры которого вдоль оси вращения больше, чем размеры в перпендикулярном направлении.
В целом, эти два признака служат главными критериями, согласно которым инструмент относят к обширному виду «сверла».
В машиностроении классификация по этим двум признакам, плюс требования по точности и производительности, объединили в классе «сверла по металлу» несколько различных режущих инструментов.
Они значительно отличаются по форме и характеристикам, но разными способами решают одни и те же задачи сверления:
- резка металла в плоскости отверстия;
- формирование стенок в соответствии с заданными допусками;
- удаление стружки.
В итоге в общий раздел «сверла по металлу» вошли классы:
- перовые сверла;
- спиральные сверла;
- корончатые сверла (кольцевые фрезы);
- центровочные сверла;
- глубокого сверления (эжекторные, ружейные)
- комбинированные сверла.
Несмотря на все отличия сверло каждого класса состоит из корпуса с рабочей частью и хвостовика.
Дальнейшее деление на различные типы связано с размерами и формой этих частей, требованиями по точности и способами установки в металлорежущее оборудование.
Общие обозначения и характеристики свёрл по металлу
Большинство типов сверл изготавливаются из быстрорежущих сталей (HSS), легированной стали Р6М5 и др.
Твердосплавные элементы выполняются из сплавов ВК6, ВК6-М, ВК8 и пр. Несмотря на разнообразие типов большинство «сверл для металла» имеет сходное строение с общими обозначениями.
На следующем рисунке обозначены части сверла по металлу с соответствующими названиями.
Помимо маркировки важным общим показателем является класс точности.
Для стандартных изделий он приводится в ГОСТ и ГОСТ Р. Класс точности задается посредством соответствующих квалитетов, указывающих на величину допусков при изготовлении продукции.
Сверла повышенной точности выполняются с применением фрезеровки и шлифовки, нормальной точности методом проката.
Точность задается с помощью квалитетов. Например, для отверстий в широко применяемом интервале диаметров 6 – 10 мм квалитеты точности имеют значения:
| квалитет | допуск (мм) | квалитет | допуск (мм) |
| 10 | 0,058 мм | 14 | 0,36 |
| 13 | 0,22 мм | 15 | 0,58 |
Из таблицы следует, что сверло с квалитетом 10 в 10 раз точнее сверла с квалитетом 15.
Спиральные сверла по металлу
Наиболее разветвленный и обширный класс. Выпускаются трех классов точности (указываются в маркировке по ГОСТу на соответствующий тип).
Сверла повышенного класса точности А1 предназначены для сверления отверстий 10 - 13 квалитетов точности, класса точности В1 - для сверления отверстий до 14 квалитета точности, класса точности В - для сверления отверстий до 15 квалитета точности.
Применяются в машиностроении, авиации, судостроении, производстве строительных конструкций и пр. Разнообразие применений привело к появлению различных вариантов этого инструмента.
Классическими представителями этого класса следует считать спиральные сверла с цилиндрическим хвостовиком по ГОСТ 10902-77. Большинство существующих разновидностей спиральных свёрл являются модификациями этого типа, разработанными для решения конкретных технологических задач.
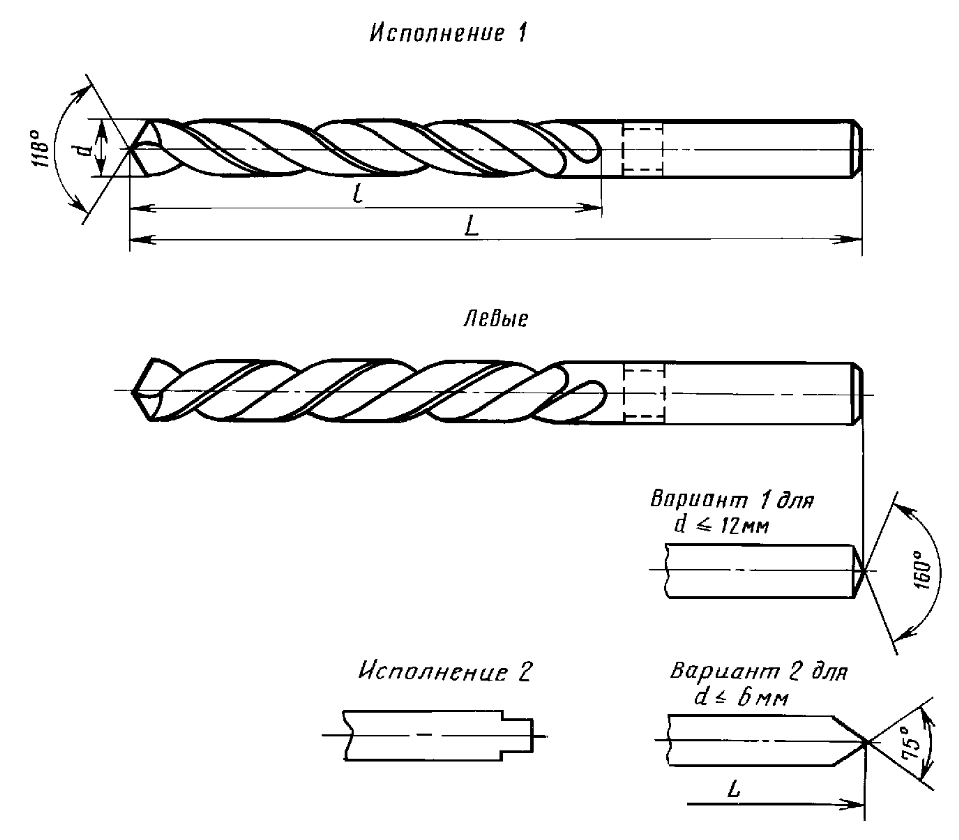
Рисунок 2 Спиральное сверло средней серии по ГОСТ 10902
Так, для обеспечения более надежной фиксации, постоянного и точного позиционирования, особенно в оборудовании с автоматической сменой инструмента применяются сверла с хвостовиком в виде конуса.
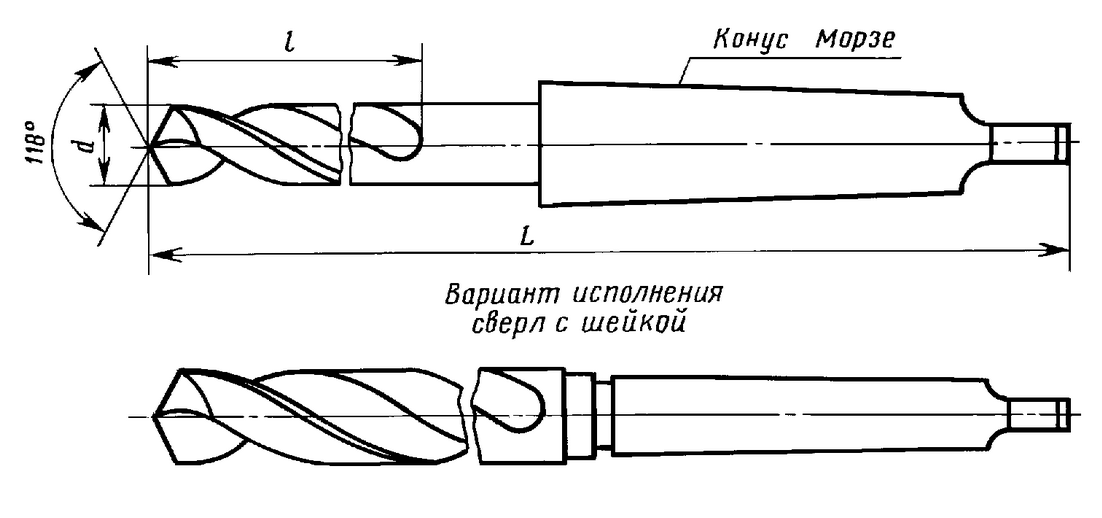
Рисунок 3 Спиральное сверло с хвостовиком Конус Морзе
Для сверления глубоких отверстий применяются сверла с удлиненной рабочей частью, аналогично для «короткого» сверления используются сверла с укороченной рабочей частью.
Примеры различных решений по длине рабочей части и хвостовика, а также с разной формой хвостовика показаны далее:
Рисунок 4 Спиральное сверло короткой серии (ГОСТ 4010)

Рисунок 5 Спиральное сверло длинной серии (ГОСТ 886-77)

Рисунок 6 Спиральное сверло длинной серии с коротким цилиндрическим хвостовиком (ГОСТ 12122, ГОСТ 2092-77)

Рисунок 7 Спиральное сверло длинное с хвостовиком "конус Морзе" (ГОСТ 12121)
Спиральные сверла по металлу с пластинами из твердого сплава
В качестве отдельной технологической задачи можно выделить сверление твердых сталей чугунов твердостью более 170НВ.
Для таких операций применяются спиральные сверла с твердосплавными пластинами. Сверла подобного типа выпускаются с цилиндрическими и коническими хвостовиками, сварными и цельнотянутыми.

Рисунок 8 Спиральное сверло с пластинами из твердого сплава и хвостовиком "конус Морзе" (ГОСТ 22736, ТУ по ГОСТ 5756-81)
Ступенчатые спиральные сверла по металлу
В последнее десятилетие на российском рынке активно продвигаются ступенчатые («конические») сверла зарубежного производства. Продукт позиционируется как новинка, ранее неизвестная в РФ. В действительности ступенчатое сверло уже давно производится и применяется в России. В частности, такой инструмент используется для сверления отверстий под метрическую резьбу с одновременным снятием фаски. До 2008 года геометрические характеристики ступенчатых сверел описывались в ГОСТ 20320, после 2008 г. действовал стандарт ГОСТ Р 52966-2008, с 1 января 2019г введен в действие ГОСТ 28320-2017.
С помощью одного ступенчатого сверла можно выполнять за один заход сразу две (или больше) технологических операции. Также возможно сверление одним сверлом отверстий разного диаметра (в зависимости от числа ступенек). Однако при этом глубина отверстия не может превышать суммарной высоты ступенек предыдущего диаметра.
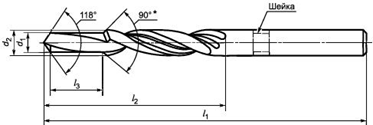
Рисунок 9 Ступенчатое сверло с цилиндрическим хвостовиком для отверстия под резьбу и снятия фаски (ГОСТ Р 52966-2008)

Рисунок 10 Импортное ступенчатое сверло (HSS) по металлу
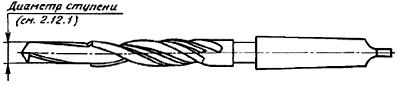
Рисунок 11 Ступенчатое сверло с хвостовиком "конус Морзе" по ГОСТ Р 52966-2008
Центровочные сверла
В процессе сверления самый ответственный этап – это касание поперечной кромки сверла с поверхностью металла. Поскольку поверхность не идеально плоская, а поперечная кромка не идеально перпендикулярна оси сверла при касании возникают моменты сил, отклоняющие сверло от теоретического центра отверстия.
Очевидно, что величина таких моментов возрастает с увеличением размеров поперечной кромки (диаметров сверла). Обратное так же верно, поэтому для сверления центровых отверстий разработаны специальные центровочные сверла с уменьшенным началом рабочей части.
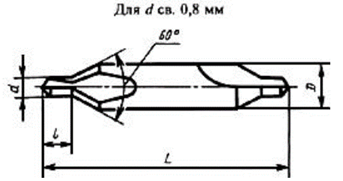

Рисунок 12 Центровочное сверло для центровых отверстий без предохранительного конуса тип А по ГОСТ 14952-75
Такой инструмент сначала касается металла только небольшой поперечной кромкой.
Незначительные моменты, возникающие при этом гасятся массивной рабочей частью номинального диаметра.
Соотношения малого и большого диаметров стандартизированы. В соответствии с ГОСТ 14952 эта величина меняется в диапазоне от 3 до 5.
Центровое отверстие имеет треугольное сечение в зависимости от величины угла между стенками и наличия предохранительного конуса центровочные сверла делятся на 4 типа.
| A | B | C | R | |
| Угол, град. | 60 | 60 | 75 | дуга |
| конус | - | + | - | - |
Класс точности для центровочных свёрл не вводится.
Сверла для глубокого сверления
В ряде источников по металлообработке отверстие с глубиной в 5 раз превышающей его диаметр уже считается глубоким.
В то же время в ГОСТ 12122-77, где представлены типовые размеры «длинной серии», показано, что отношение длины рабочей части к диаметру l/d колеблется в диапазоне от 15 до 20.
Таким образом глубоким можно считать сверление отверстий с глубиной, превышающей диаметр в 10 – 15 раз и более.
В начале этого диапазона и при диаметрах до 10 мм задача решается с помощью спиральных сверл стандартной «длинной серии» (класса точности А1, В1 и В).
В этом случае используется традиционный наружный подвод СОЖ и наружный отвод стружки.
При отношении l/d ≈ 20 – 30 и диаметрах до 30 мм проблема решается применением шнековых сверел и длинных спиральных сверел с каналами для СОЖ и канавками для дробления стружки (внутренняя подача СОЖ и наружное удаление стружки).
С дальнейшим увеличением l/d и/или увеличением диаметра отверстий проблемы с подачей СОЖ и удалением стружки делают использование спиральных сверл невозможным.
Такие отверстия получают с помощью сверл одностороннего резания с внутренней подачей СОЖ или наружной подачей СОЖ, внутренним или наружным отводом стружки. К ним относятся ружейные (пушечные) и эжекторные сверла.
Ружейное сверло
Данный вид не относится к спиральному типу. Ружейное сверло представляет собой полую конструкцию с одной или двумя режущими кромками на рабочей части. Точность обработки по диаметру соответствует 7 – 9 квалитету.
Широкая и глубокая выемка по всей длине корпуса сверла обеспечивает эффективный наружный отвод стружки. Она вымывается СОЖ, поступающей под высоким давлением из внутренней полости в каналы в рабочей части.
Сверлом такого типа получают отверстия диаметром до 30мм.
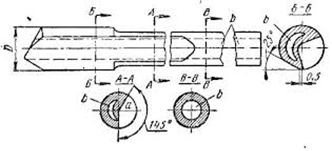
Рисунок 13 Ружейное сверло

Фото ружейное сверло
Для более крупных отверстий применяют сверла с внутренней подачей СОЖ и не наружным, а внутренним отводом стружки.
Глубокое сверление с внутренним отводом стружки. Эжекторное сверло
При глубоком сверлении отверстий с l/d≫20 и диаметрами более 30 мм проблемы с подачей СОЖ и особенно с удалением стружки значительно усложняются. Наружное удаление становится практически не возможным, поэтому приходится использовать специальное составное сверло.
Инструмент представляет собой стальную трубу с навинчивающейся рабочей частью. Рабочая часть изготавливается в виде полого толстостенного цилиндра с площадками для установки режущих пластин и каналами для СОЖ. Конструкция позволяет использовать большую часть пространства отверстия для отвода стружки.
На рисунке ниже представлен усовершенствованный вариант такой конструкции – эжекторное сверло. У него пустотелая рабочая часть (2) с наружной смазкой и охлаждением.
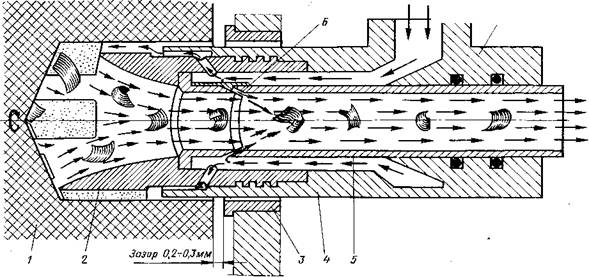
Рисунок 14 Эжекторное сверло
В процессе сверления стружка дробится и попадает вместе с СОЖ в полость рабочей части. Далее смесь поступает в полость трубы (5) и уходит в стружкоприемник, где стружка отделяется от СОЖ.
Главное отличие эжекторной схемы от обычной заключается в дополнительных каналах (6). Они обеспечивают возврат 1/3 поступающей СОЖ сразу в полость стебля сверла. Благодаря этому возникает эффект эжекторного насоса, который создает дополнительное разрежение в полости рабочей части. Эффект обеспечивает усиленную откачку СОЖ вместе со стружкой из зоны резания.
Для эжекторного сверла необходим специальный патрон, обеспечивающий подачу СОЖ. Такие патроны разработаны и могут устанавливаться на универсальных станках (токарных, сверлильных, фрезерных и т. п.).
В итоге глубокое сверление может выполняться на обычном оборудовании, дополненном стационарной или мобильной насосной станцией. При этом требуемое давление СОЖ в 2 раза ниже, чем при глубоком сверлении с наружной подачей СОЖ без эффекта разрежения.
Также применение эжекторного сверла избавляет от герметизации зазоров между заготовкой и кондукторной втулкой (3). что упрощает наладку и обслуживание станка.
Перовые сверла по металлу
Перовые сверла получили свое название благодаря форме рабочей части. В зависимости от конструкции рабочей части они делятся на цельные и составные.
Цельные конструкции могут быть ступенчатыми, что позволяет за один заход получить отверстие с переменным диаметром. Цельные сверла выпускаются определенных стандартных номеров (6, 7, 8, 10 … мм). Составные перовые сверла состоят из универсальной державки и сменных режущих пластин по ГОСТ 25526-82.
Основное применение этого типа связано с неглубоким или предварительным сверлением сталей, чугунов и др. металлов в операциях с большими значениями квалитета.

Рисунок 15 Перовое сверло
Корончатые сверла (кольцевые фрезы, кольцевые сверла) по металлу
При больших диаметрах сквозных отверстий сплошное сверление представляется нецелесообразным c точки зрения затрат времени и ресурсов. Гораздо эффективнее не переводить весь металл в стружку, а вырезать только кольцо заданного наружного диаметра. С такой операцией успешно справляются корончатые сверла.

Рисунок 16 Корончатое сверло по металлу
Корончатое сверло дает значительное преимущество при сверлении листового материала, обработке торцевых кольцевых канавок, сверлении на криволинейной поверхности и получении отверстий большого диаметра. Корончатое (кольцевое) сверление позволяет оптимизировать производство не только за счет роста производительности.
Применение такого инструмента позволило значительно уменьшить габариты сверлильных станков, получить эффективное передвижное оборудования для сверления металлопроката, рельсов, труб.
В настоящее время на российском рынке представлены корончатые сверла из быстрорежущей стали (HSS) и с напаянными твердосплавными резцами. Диаметры от 10 мм до 150 мм.
К сожалению, в РФ нет стандарта для кольцевых сверл по металлу. Такой стандарт имеется только для кольцевых сверл по бетону, керамике и т.п. (ГОСТ 17013-71). В отсутствии стандарта говорить о классах точности некорректно.
Первые модели корончатых сверл имели свои недостатки. В первых образцах отмечались проблемы с центровкой, при l/d~5 ухудшалось удаление стружки.
Кроме того, корончатое сверло имеет большую поверхность контакта с обработанными поверхностями, которые с трех сторон окружают лезвия инструмента. В таких условиях увеличивается сила трения, растет тепловыделение, затрудняется отвода тепла.
В современных конструкциях корончатых сверл решены задачи с центровкой отверстий, проблемы с отводом тепла и удалением стружки устраняются эффективной подачей СОЖ.
Комбинированные сверла по металлу
Сверла такого типа являются комбинацией двух различных инструментов металлообработки. Соответственно, их применяют для совмещения некоторых последовательных технологических операций.
Поскольку сверление часто предшествует нарезанию резьбы, зенкованию, то вполне логично появление комбинаций сверло-метчик, сверло-зенкер. Для объединения используются как правило сверла спирального типа.
Виды сверл по металлу и их назначение, характеристики спиральных сверл
Прочитав эту статью, вы узнаете: какие существуют виды сверл по металлу, где найти их маркировку, какие важные характеристики есть у этих инструментов, на что они влияют, на какое оборудование устанавливают сверла по металлу.
Содержание
- Спиральные цилиндрические сверла
- Корончатые сверла по металлу
- Конические сверла по металлу
- Перовые сверла по металлу
- Центровочные сверла по металлу
- Специальные виды сверл по металлу
Прочитав эту статью, вы узнаете:
какие существуют виды сверл по металлу;
где найти их маркировку;
какие важные характеристики есть у этих инструментов;
на что они влияют;
на какое оборудование устанавливают сверла по металлу.

Фотография №1: сверла по металлу
Виды сверл по металлу и их назначение
Опишем чаще всего встречающиеся виды сверл по металлу и расскажем об их назначении.
Спиральные цилиндрические сверла
Встречаются чаще всего и знакомы каждому. По конструкции такие сверла представляют собой цилиндрические стержни, на рабочих частях которых имеются:
спиральные канавки (одна или две), предназначенные для отвода стружки;
и режущие кромки.

Изображение №1: конструкция спирального сверла по металлу
Выделяют пять категорий спиральных сверл по металлу.
Общего назначения. Эти самые распространенные сверла по металлу находят применение в быту и на производстве. Диметр может достигать 80 мм.
Левые сверла по металлу. У них спиральные канавки закручиваются в противоположные стороны. Предназначение таких инструментов — высверливание болтов со сломанными головками и иных разновидностей крепежа, которые невозможно извлечь иными способами.
Повышенной точности. Сверла по металлу этого типа используют в быту и на производстве, если нужно получить отверстия с высокоточными диаметрами. Такие инструменты имеют класс А. Погрешность работы — доли миллиметра.
Твердосплавные. Такие сверла могут быть цельнолитыми или иметь специальные пластины или напайки. Предназначены для обработки заготовок из материалов с высокой твердостью. Существуют также специальные модели, которые используют при изготовлении печатных плат.
Глубокого сверления. Эти удлиненные спиральные сверла имеют 2 винтовых канала.
Рабочие части таких сверл представляют собой полые цилиндрические стаканы с канавками для отвода стружки. На торцах имеются режущие зубья.

Фотография №2: корончатые сверла по металлу
Корончатые сверла по металлу используют для проделывания отверстий больших диаметров (до 150 мм). Инструменты применяют при обработке заготовок на фрезерных, токарных и сверлильных станках.
Принцип работы таких сверл основан на технологии корончатого фрезерования. Отверстия вырезаются по контурам. Эта технология отличается высокой производительностью, возможностью использования оборудования небольшой мощности и высокой точностью.
Конические сверла по металлу
Рабочие части таких сверл имеют форму конусов. Инструменты применяют при сверлении заготовок небольшой толщины (2–6 мм) из стали и цветных металлов. Существуют две основные разновидности конических сверл.
- Стандартные. Требуют от мастера внимательности при высверливании отверстий определенных диаметров.

Фотография №3: стандартное коническое сверло по металлу

Фотография №4: ступенчатые конические сверла по металлу
Выделяют следующие главные достоинства конусных сверл.
В тонком металле можно проделывать отверстия различных диаметров без необходимости смены сверла.
Инструменты очень легко центрируются.
Существуют две разновидности таких сверл.
Стандартные. Рабочие части таких перьевых сверл имеют форму лопаток. На торцах имеются центрирующие наконечники.

Фотография №5: стандартные перовые сверла по металлу
Сборные. В настоящее время применяются чаще всего. Состоят из державок и сменных пластин, фиксируемых при помощи винтов.

Фотография №6: сборное перовое сверло со сменными пластинами
Предназначение перовых сверл — проделывание глубоких отверстий небольших диаметров. Инструменты имеют следующие преимущества.
Нечувствительность к перекосам.
Простота и высокая скорость смены режущих пластин.
Недостаток — трудности с отводом стружки.
Их применяют для высверливания в заготовках центровочных отверстий.

Фотография №7: центровочные сверла
Существуют 4 типа таких сверл.
A. Формируют центровочные отверстия без предохранительных конусов. Угол разворота сторон составляет 60°.
B. Высверливают центровочные отверстия c предохранительными конусами. Угол разворота сторон составляет 120°.
C. С их помощью проделывают центровочные отверстия без предохранительных конусов. Угол разворота сторон составляет 75°.
R. Предназначены для высверливания центровочных отверстий дугообразной конфигурации.

Изображение №2: виды центровочных отверстий
Специальные виды сверл по металлу
Кроме вышеперечисленных основных видов сверл по металлу, существуют и специальные. К ним, к примеру, относятся однокромочные модели. Рабочие поверхности таких сверл прямой конструкции сточены наполовину. Это обеспечивает более эффективный отвод стружки. Однокромочные сверла применяют при изготовлении ружейных стволов.

Изображение №3: виды однокромочных сверл по металлу
Маркировка сверл по металлу (российская и зарубежная)
По российскому ГОСТу маркировке подлежат все сверла по металлу диаметром от двух миллиметров. Обозначения содержат информацию о диаметре инструмента и марке стали. На некоторых моделях встречаются клейма производителей. Чтобы узнать маркировку сверла, смотрите на хвостовик инструмента.
Российская маркировка выглядит так.

Изображение №4: правила расшифровки российских маркировок
Зарубежные сверла по металлу, изготовленные из быстрорежущей стали, имеют маркировку HSS. В зависимости от модификаций и особенностей изготовления к ней добавляют различные дополнительные обозначения.
Классификация спиральных сверл по особенностям конструкции и техническим характеристикам
Сверла классифицируют по различным особенностям конструкции и техническим характеристикам.
Типы хвостовиков
По конструкции хвостовой части сверла классифицируют на следующие разновидности.
С цилиндрическими хвостовиками. Встречаются чаще всего. Диаметры хвостовиков могут не совпадать с диаметрами рабочих частей. Сверла малого диаметра нередко оснащают более крупными хвостовиками. Это повышает надежность фиксации. Крупные сверла могут иметь хвостовки уменьшенного диаметра. Это позволяет зафиксировать инструмент в дрели со стандартным патроном. Недостаток таких хвостовиков — невозможность передачи большого крутящего момента. Это повышает рекомендуемую мощность оборудования, необходимого для работы с инструментом. Но в такой конструкции есть и плюс. Если сверло заклинит, дрель не повредится.

Фотография №8: спиральное сверло с цилиндрическим хвостовиком
С коническими хвостовиками. Ими оснащают сверла, предназначенные для обработки заготовок на специализированных станках и при помощи промышленных дрелей.

Фотография №9: сверла с коническими хвостовиками
С шестигранными хвостовиками. Такие сверла подходят для фиксации в стандартных кулачковых патронах и специальных зажимах.

Фотография №10: перовое сверло с цилиндрическим хвостовиком
Классы точности сверл по металлу
Существуют три основных класса точности сверл по металлу.
B и B1. Это катанные и вальцованные сверла па металлу нормальной точности. Используются для проделывания отверстий до 15 и 14 квалитетов точности, соответственно. За рубежом их маркируют HSS-R.
А. Это шлифованные сверла по металлу высокой точности. Применяются для высверливания отверстий с квалитетами точности от 10 до 13.
Углы заточки спиральных сверл и их влияние на применение инструментов
Спиральные сверла по металлу имеют два важных геометрических параметра, которые оказывают влияние на применение инструментов.

Изображение №5: геометрические параметры спиральных сверл
Угол наклона винтовой канавки сверла (ω). Возрастает с увеличением диаметра инструмента. Варьируется в пределах от 18 до 45°. Выбор сверла с определенным углом наклона канавки зависит от материала обрабатываемой заготовки.
Электрон, алюминий и дюралюминий — 45°.
Вязкие и легкие металлы — 40–45°.
Хрупкие металлы — 22–25°.
Различные виды стали — 26–30°.
Угол между режущими кромками (2ϕ). С его увеличением прочность сверла повышается, но при этом возрастает усилие подачи. С уменьшением — наоборот, сверление облегчается, но рабочая часть ослабляется. Выбор сверла с определенным углом между режущими кромками также зависит от материала обрабатываемой заготовки.
Мрамор и иные хрупкие материалы — 80°.
Целлулоид и эбонит — 85–90°.
Сплавы на основе магния — 110–120°.
Электрон, баббит, алюминий — 130–140°.
Красная медь — 125°.
Бронза и латунь — 130–140°.
Закаленная сталь и стальные поковки — 125°.
Сталь и чугун средней твердости — 116–118°.
Виды заточки сверл по металлу
В завершении статьи расскажем о видах заточки сверл по металлу, которую применяют для восстановления затупившихся инструментов и изменения их геометрии.

Изображение №6: виды заточки спиральных сверл
Нормальная (одинарная) заточка (Н). Считается универсальной. При нормальной заточке на поверхности сверла формируются две режущих кромки и одна поперечная. Угол между режущими кромками — 118–120°. Этот вид заточки можно использовать по отношению к сверлам с диаметрами до 12 мм. Остальные технологии подходят для инструментов с диаметрами до 80 мм.
Одинарная заточка с подточкой режущей кромки (НП). Уменьшает ее длину. За счет этого снижается нагрузка на рабочую часть при выполнении сверлильных работ.
Одинарная заточка с подточкой поперечной кромки и ленточки (НПЛ). Дополнительно уменьшает ее ширину в области режущей части. Сила трения значительно снижается. Кроме этого, образуется дополнительный задний угол. Это приводит к облегчению резания.
Двойная заточка с подточкой поперечной кромки (ДП). При двойной заточке формируются 4 режущие кромки и одна поперечная. Они имеют вид ломаных линий. Стойкость сверл с двойной заточкой увеличивается в 5–7 раз при обработке заготовок из чугуна и в 2,5–3 раза при сверлении сталей.
Двойная заточка с подточкой поперечной кромки и ленточки (ДПЛ). При такой заточке сверление облегчается дополнительно.
Полезные советы по выбору сверл
При покупке инструментов не экономьте. Высокие цены на сверла по металлу — это гарантия качества и медленного износа.
Приобретайте инструменты, подходящие к имеющемуся в наличии оборудованию.
Обращайте внимание на марку стали. От нее напрямую зависит возможность обработки заготовок из различных по прочности материалов.
Читайте также: