Клинико лабораторные этапы металлической штампованной коронки
Обновлено: 18.05.2024
Замещения дефектов зубных рядов мостовидными протезами является одной из наиболее распространенных и важных проблем ортопедической стоматологии. Одним из методов замещения дефектов зубных рядов является изготовление штамповано-паяных мостовидных протезов. Изложение данного материала обусловлено необходимостью правильного понимания клинических и лабораторных этапов изготовления не только паяных мостовидных протезов, которые можно считать историей ортопедической стоматологи, но и современных технологий изготовления мостовидных протезов.
2. Учебные цели занятия.
- знать показания к изготовлению штамповано-паяных мостовидных зубных протезов;
- знать противопоказания к изготовлению штамповано-паяных мостовидных протезов;
- усвоить лабораторные этапы изготовления штамповано-паяных мостовидных протезов;
- усвоить особенности моделирования промежуточной части мостовидного протеза;
- усвоить технологию пайки.
3. Воспитательная цель:
- Воспитывать у студентов чувство ответственности при оказании стоматологической помощи больным.
Міждисциплінарна інтеграція
| Дисциплины | Знать | Уметь |
| Нормальная анатомия | Строение органов полости рта | Графически изобразить анатомическую форму зуба |
| Гистология | Особенности строения тканей полости рта | Графически изобразить гистологическое строение зуба |
5. Содержание темы:
Клинико-лабораторные этапы изготовления штамповано-паяных мостовидных протезов
Клинический этап:
- подготовка полости рта к протезированию;
- составление плана лечения, препарирование опорных зубов;
- снятие рабочего оттиска и оттиска зубов-антагонистов;
Лабораторный этап:
- изготовление металлических штампованных коронок.
- припасовывание по штампованных коронок;
- моделирование промежуточной части из воска;
- отливка промежуточной части из металла;
- спаивание промежуточной части с коронками;
- припасовка каркаса штамповано-паяного мостовидного протеза;
- определение цвета облицовочного материала.
- моделирование фасеток с воска;
- замена воска на пластмассу;
- обработка, шлифовка, полировка.
- фиксация мостовидного штамповано-паяного протеза;
- удаление остатков цемента.
В зуботехнической лаборатории по полученным оттискам отливают гипсовые модели, проводят гипсрвание в оклюдатор (артикулятор) в положении центрального соотношения челюстей при помощи восковых, гипсовых или силиконовых шаблонов.
После загипсовки моделей в оклюдатор проводят моделирование анатомической формы отпрепарированных опорных зубов, изготовления гипсовых и металлических штампов и контрштампов, штампованных полных металлических коронок. На этом заканчивается первый лабораторный этап.
Изготовленные коронки иногда отбеливают (но не полируют), чаще в чёрном внешнем виде (с окалиной) отправляют в клинику, где проводится второй или третий (в зависимости от способа определения центральной окклюзии) клинический этап.
На этом клиническом этапе опорные коронки примеряют, проверяют центральные соотношения челюстей, получают оттиск вместе с коронками для изготовления промежуточной части мостовидного протеза. После получения окклюзионного оттиска снимают все опорные коронки и направляют в зуботехническую лабораторию.
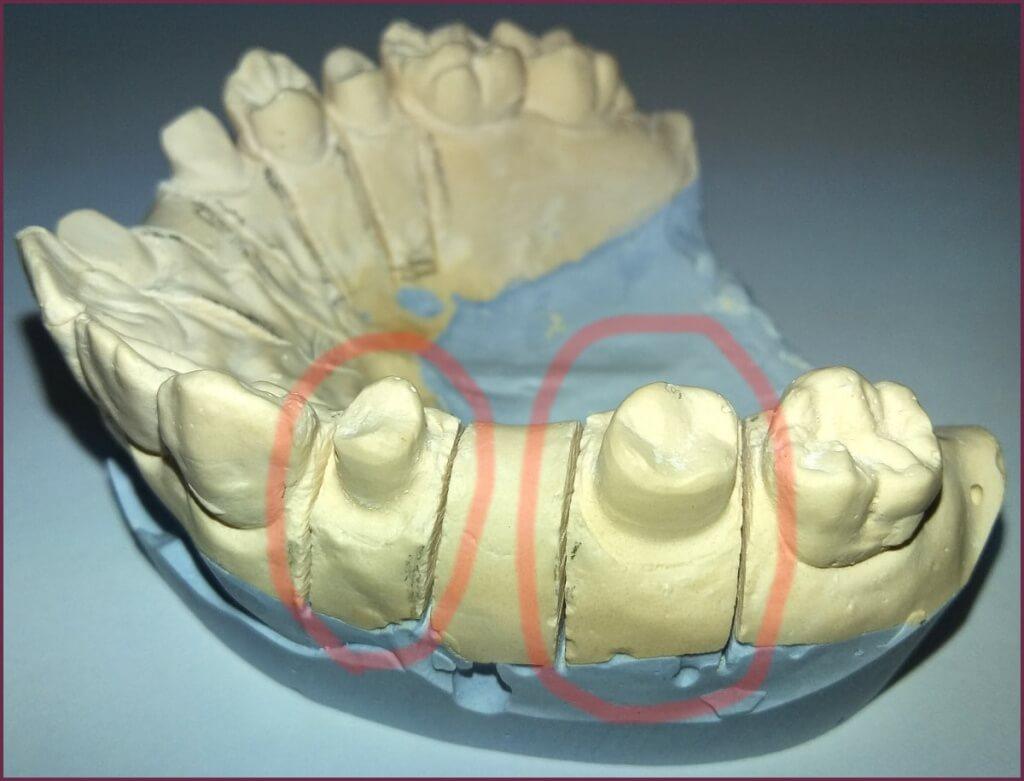
При склеивании оттиска коронки тщательно размещают в их ложе, следят за тем, чтобы они плотно прилегали не только ко дну, но и в области краёв лунки. Если коронка не будет доведена ко дну лунки, то она будет вне контакта с антагонистами. Особенное внимание необходимо уделять предотвращению поворота зуба вокруг своей оси.
Если коронку трудно ввести в оттиск, то лучше его разъединить и в большую часть вставить коронку, после чего присоединить к нему меньшую, заливают их расплавленным воском. Так же приклеивают коронки до края ячейки сильно разогретым воском с целью предотвращения их смещения после отливки моделей. В середину коронок также необходимо налить воск и вставить по центру небольшие деревянные штифты, чтобы впоследствии коронки можно было легко снять с модели; штифты защищают гипс в таких участках от поломок. Модель отливают, предварительно положив гипсовый отпечаток в воду до насыщения, сопоставляют с моделью антагонирующей челюсти и загипсовуют в оклюдатор, а лучше - в артикулятор.
После фиксации модели в артикуляторе (оклюдаторе) приступают к моделированию промежуточной части мостовидного протеза. В области жевательных зубов, которые незаметны при улыбке, целесообразно отмоделировать литую металлическую конструкцию промежуточной части протеза, в области фронтальных зубов, а иногда и в области премоляров моделируют комбинированную конструкцию, состоящую из металлической основы и пластмассы.
Зубной техник при моделировании промежуточной части должен особое внимание обратить на форму жевательной поверхности. Неправильное моделирование может быть причиной потери опорных зубов или их антагонистов в случае функциональной перегрузки при движении нижней челюсти. Бугорки жевательных зубов должны быть закругленными, не резко выраженными, не создавать блокировочных моментов во время движений нижней челюсти.
Особые требования существуют к конструкции промежуточной части. Большое значение имеет ее форма и отношение к прилегающим тканям протезного ложа слизистой оболочки альвеолярного отростка и воротниковой части.
Во фронтальном и в боковых отделах зубной дуги положения промежуточной части неодинаково. Если во фронтальном отделе она должна касаться слизистой оболочки без давления на нее, для этого модель в этой проекции покрывается изоляционным лаком, то в боковом отделе между промежуточной частью протеза и слизистой оболочкой, покрывающей беззубый альвеолярный отросток, должно оставаться свободное пространство, которое не будет препятствовать прохождению пищевых компонентов (промывное пространство).
При касательной форме отсутствие давления на слизистую оболочку проверяют зондом, проводя острым концом между слизистой оболочкой и промежуточной частью. В боковых отделах зубного ряда создают промывное пространство, примерно 2-3,5 мм (на толщину спички), это особенно касается нижней челюсти. На верхней челюсти промывное пространство делают меньших размеров, учитывая степень обнажения зубов при улыбке. В каждом конкретном случае этот вопрос решается индивидуально (рис. 1.).
Рис. 1. Формы промывной части мостовидного протеза: а - касательная для фронтальной группы зубов, б – промывная часть при высоких клинических коронках; в – промывная часть при низких клинических коронках; г - седловидная металлическая д, е – промывная часть с облицовкой вестибулярной или вестибуло-жевательной поверхности; є- седловидная часть с облицовкой жевательной и боковой поверхностей.
В литейной лаборатории проводят замену воска на металл.
Для получения металлических деталей с помощью литья используют два способа:
1) метод литья из моделирующих восков, который выгорает;
2) метод литья на огнеупорных моделях.
Процесс литья включает ряд последовательных операций:
1) изготовления восковых моделей;
2) установку литнико-образующих штифтов и создание литниковой системы;
3) покрытие моделей огнеупорным слоем;
4) формирование модели огнеупорной массой;
5) выплавления воска;
6) высушивание и спекания модели;
7) плавления сплава;
9) высвобождения деталей от огнеупорной массы и литников.
При литье зубопротезных деталей важна борьба с усадкой металла. Этому подчинены все промежуточные операции уменьшения усадки восковых композиций, создания специальных компенсационных формовочных масс, создания системы и определение характера литников, методов плавки.
Литье может производиться как в специальных литьевых аппаратах, так и в аппаратах, где сочетаются плавка и литье металла.
В зависимости от характера воздействия на металл различают следующие методы литья:
а) литье под давлением;
б) центробежное литье;
в) вакуумное литье.
После окончания процесса литья техник-литейщик высвобождает зуботехнические детали из опоки. При литье деталей из нержавеющей стали приходится порой наблюдать плотное спекание первого огнеупорного слоя с металлом. В таких случаях очистку деталей проводят раствором кислоты или щелочи, ультразвуком в специальной ванне или с помощью пескоструйной аппарата.
Промежуточную часть мостовидного протеза можно спаять с опорными коронками непосредственно на модели или без нее. В первом случае плотно прилегающую промежуточную часть скрепляют с короткими частями липким воском и загипсовывают протез в огнеупорную смесь гипса с пемзой, песком и т.д. так, чтобы жевательные поверхности коронок и литых зубов оставались открытыми. Такой способ использовался раньше при спайке золотых мостовидных протезов.
Если мостовидный протез должен быть спаян без модели, тогда коронки надо легонько подогреть над пламенем горелки, чтобы освободить их от воска, которым они были заполнены ранее. Коронки и модель очищают от остатков воска, поверхности, которые будут спаиваться, должны быть чистыми, без окалины, жирного налета. Коронки и литые зубы снова располагают на модели и скрепляют липким воском. Охладив модель, осторожно снимают мостовидный протез с модели и гипсуют в огнеупорной массе.
Существует относительно новый метод точечной электросварки с помощью специального аппарата. Поверхности стальных и хромокобальтовых протезов должны быть очищены от окалины, их размещают на рабочей модели. К двум участкам подводят электроды и включают ток на очень короткий промежуток времени. На контактных поверхностях проходит точечная сварка, которая позволяет проводить в будущем спаивание деталей без гипсования.
Пайка деталей из стали и золотых сплавов, как отмечалось ранее, проходит по-разному при помощи подобного сплава с более низкой температурой плавления.
Припой должен отвечать следующим требованиям:
1) иметь температуру плавления ниже, чем у основных металлов, на 50-100 ° С и узкий температурный интервал плавления;
2) хорошо флюсовать, т.е. быть жидкотекущим;
3) хорошо диффундировать, проникать в толщу основных металлов;
4) быть устойчивым к воздействию кислот и щелочей;
5) быть подобным к основным металлам по цвету;
6) обладать стойкостью против коррозии в полости рта;
7) по физико-механическим свойствам приближаться к металлам, которые спаивают;
8) не создавать раковин и пузырьков.
Флюсы должны иметь следующие свойства:
1) температуру плавления ниже, чем температура плавления припоя;
2) легко растекаться по металлической поверхности;
3) распадаться и выветриваться при температуре плавления;
4) удалять все окислы (окислители), образующиеся на поверхности металла при пайке;
5) легко удаляться с поверхности по окончании процесса пайки.
После пайки мостовидный протез погружают в воду, отбеливают, промывают в кипящей воде, снимают остатки припоя и начинают шлифовка и полировка.
Вещества, которые служат для растворения окалины, называются отбеливателями. Отбеливатели подбирают с таким расчетом, чтобы они хорошо растворяли окалину и как можно меньше действовали на металл. Нержавеющая сталь при термической обработке покрывается толстым слоем окислительной плёнки, для снятия которой необходимо применить сильные химические средства, содержащие соляную и серную кислоты. Технику рекомендуется пользоваться этими растворами, знать режим отбеливания и соблюдать его.
После отбеливания и обработки мостовидного протеза его шлифуют различными кругами, жёсткими и мягкими щетками. После этого полируют, используя различные пасты в зависимости от материала, из которого изготовлен мостовидный протез. Промежуточную часть мостовидных протезов облицовывают акриловой пластмассой "Синма-М". После замены воска на пластмассу протез опять шлифуют и полируют. После полировки его промывают водой с мылом, затем спиртом и отправляют в клинику для фиксации. На этом заканчивается последний лабораторный этап изготовления паяного мостовидного протеза.
Изготовление штампованной коронки этапы изготовления
Штампованные коронки представляют собой один из распространенных вариантов реставраций для восстановления эстетики зубных рядов, функциональных характеристик. Это имитации естественной формы зуба в виде колпачка, который одевается на подготовленную культю, либо стандартный абатмент или индивидуальный.
Все этапы процесса изготовления и установки делят на клинический и лабораторный, предлагаем подробнее ознакомиться с каждым из них.

Изготовление коронок для зубов, препарирование

Затем формируется два оттиска с верхней и нижней челюсти пациента:
В этом случае задействуются оттискные массы, альгинатные или полиэфирные. Процесс проходит по классической схеме с использованием ложек, в которые загружается состав, после чего вдавливается на челюсть и фиксируется до схватывания отпечатка. Готовые изделия оцениваются на предмет соответствия требованиям реставрации, дезинфицируются.
Изготовление коронок — чередование этапов
Далее начинается первый лабораторный этап – отливаются гипсовые модели челюстей, а так же формируются восковые базисы с окклюзионными валиками, которые позволяют выявить соотношения челюстей и единиц при естественных движениях. Валики используются не для всех операций.
Затем снова проводится клинический этап, который сводится к определению центральной окклюзии. Это основное отношение челюстей, которое необходимо для создания качественной реставрации.
Снова лабораторный этап, подразумевающий подготовку придесневой части гипсовой единицы, это необходимо для изготовления штампованной коронки. В процессе происходит гравировка шейки скальпелем, придающая контуру четкость и выраженную ступеньку границы, шейка обозначается химическим карандашом.
Модели из гипса фиксируются в артикуляторе или окклюдаторе, осматриваются визуально на предмет явных отклонений, проверяется степень разобщения с антагонистами. Четкость контуров шейки повышается за счет снятия излишков или наплывов гипса, для этого задействуется глазной скальпель. Шейка обводится химическим карандашом, по апроксимальным сторонам штампа проводится сепарация.
Изготовление коронок — моделирование и штампы
Моделирование проводят при помощи специального одноименного воска, на гипсовую культю он укладывается слой за слоем до получения необходимого объема. Затем заготовка обрабатывается для передачи естественной геометрии и всех поверхностей коронковой части.

Последовательность следующая:
До линии шейки сохраняется небольшой отступ, буквально в 1-1,5 мм, в противном случае будет увеличен объем этого участка и не удастся добиться плотного обхвата основания искусственным изделием. Важно воссоздать компонент не полностью идентичный природному, а уменьшить его объем на толщину металла будущей коронки.

Затем формируется штамп из гипса – заготовка для металлического. Из гипса плоской пилочкой вырезается модель, диаметр нижней части которой равен диаметру шейки зуба. После выпиливания штамп опускается в холодную воду на 5-10 минут.
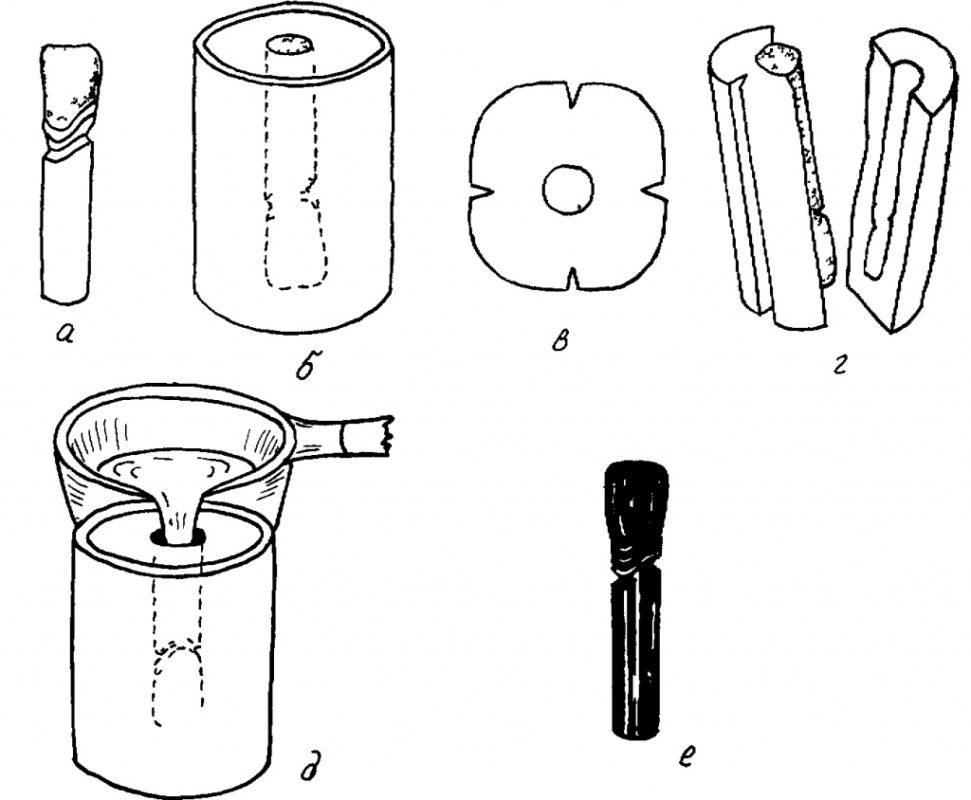
Более сложным и многоэтапным является изготовление штампа из металла.
Для этого создается форма из двух половин, которая создается на основе металлической рамки со следующими параметрами:
— борта высотой 20 мм;
— длина 150-200 мм, но может быть больше.

В эту форму заливают замешанный гипс, который сглаживается шпателем. За это время (пока заполнялась и разглаживалась рамка) заготовки штампов пробыли в холодной воде достаточное время, их извлекают. В гипс компоненты погружаются апроксимальной стороной на половину, расстояние между заготовками 5 мм. Затвердевшую гипсовую форму извлекают из металлической рамки и выравнивают поверхность, по краям бруска формируют два углубления в виде конуса.
Брусок погружают в воду, холодную, выдерживают так 2-3 минуты и заливают 20-30 мм гипса, чтобы получить вторую половину формы. Выдерживается необходимое время для твердения, после чего форма раскрывается, заготовки удаляются, ложе расширяется у основания и обе половины совмещают по созданным ранее коническим выступам.
Заливается для штампов легкоплавкие металлы, которые расплавляются в специальной ложке, оснащенной деревянной ручкой. Для заливки используются отверстия в ложе, далее необходимо выждать время для застывания металла. Охлажденные половинки с штампами раскрывают, готовые компоненты удаляют и отправляют на дальнейшие этапы.
Изготовление коронок — гильза и предварительная штамповка
Гильза для выполнения следующего этапа используется стандартная, диаметр подбирается аналогичный диаметру шейки зуба. Если из существующего ассортимента ничего не подходит, можно подогнать под необходимые параметры стандартную гильзу, путем ее протяжки.
Для этого используются аппараты “Шарп”, “Самсон” или аналогичные по возможностям. Если деталь подготовлена правильно, то на штамп она натягивается плотно, с приличным усилием. После постановки ее обжигают.

Далее необходимо провести предварительную штамповку коронки, с этой целью гильза обрабатывается механически на наковальне, небольшим молотком, снова проводится обжиг. Теперь первый штамп используется, чтобы выбить в свинцовой пластинке углубление, идентичное жевательной поверхности и режущей кромке на штампе.
Гильза надевается на штамп и он вбивается в другую гильзу, которая помещена в углубление свинцовой пластины. Необходимо получить отпечаток поверхности зуба, после чего гильза повторно проходит этап температурной обработки (обжига).
Изготовление коронок — окончательная штамповка
Окончательная штамповка коронки проводится двумя методами:
— по методу Паркера.
В первом случае после описанной предварительной штамповки нужно получить контрштамп. Для этого второй штамп покрывается липким пластырем толщиной в пределах 0,25-0,28 мм. Кювету с конически сужающимся дном заливают легкоплавким сплавом и погружают в него полностью штамп коронковой частью вниз. После твердения сплава на кольце-подставке выбиваются контрштампы при помощи пестика.

Далее контрштампы раскалывают зубилом на две половины, пластырь с металлической детали удаляется, надевается отожженная гильза и вставляется в контрштамп на место ложа. Контрштампы помещаются в кювету, коронка штампуется молотком, необходимо наносить удары до того момента, пока контршатмп не дойдет до исходной позиции на дне кюветы.
Метод Паркера подразумевает использование одноименного аппарата, в нем происходит окончательная штамповка с использованием нового штампа.
Конструктивно аппарат Паркера – это массивная пустотелая основа и цилиндр, который в нее входит. Полость заполняется вулканизированным каучуком/мольдином, в этом веществе происходит окончательная штамповка за счет помещения в него гильзы коронковой частью внутрь и механического воздействия (ударами молотка по цилиндру). При необходимости используют пресс, развивающий давление в 2-3 атмосферы.
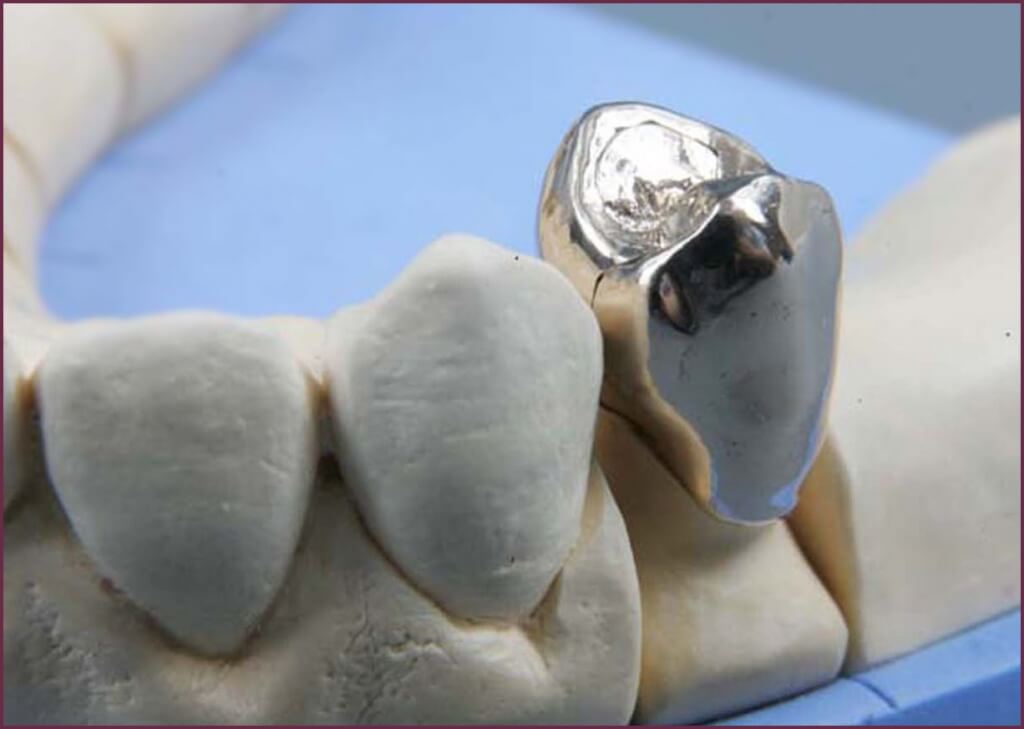
Готовая коронка снимается со штампа, очищается, кипятится в пробирке с соляной кислотой. Кромка обрезается коронковыми ножницами, необходимо точно соблюсти линию углубления. Если выпускается изделие из стали, то края обрабатываются карборундовыми камнями, если из золота – то достаточно использовать напильник для сглаживания.
Финальные клинико лабораторные этапы изготовления штампованной коронки
В финале изготовленная коронка примеряется в ротовой полости и все выявленные недостатки корректируются. Важно убедиться в отсутствии видимых повреждений и гладкости поверхности, все поверхности и края должны быть четко выражены.
Цельнолитые коронки и их производство
Коронки – это ортопедический компонент для реставрации зубов, насчитывающий сотни лет истории. За это время десятки форм были забыты, как несостоятельные методики, другие прошли через века практически без изменений. Изготовление коронки из металлокерамики проводится в лабораторных условиях, чтобы соблюсти все аспекты процесса. Рассмотрим один из вариантов – цельнолитые коронки.
Показания/противопоказания
Цельнолитые протезы являются одной из разновидностей ортопедических систем, которые призваны восстановить целостность зубных рядов, суть их в том, что на основе металлического сплава отливается форма, имитирующая внешний вид и функционал природных единиц. Изготовление коронок из металлокерамики требует соблюдения оптимального режима, чтобы выдержать стабильные характеристики готового изделия.
Чаще всего для выпуска продукции используется кобальт-хромовый сплав, но есть варианты на базе драгоценных и недрагоценных металлов.
Изделия позволяют решить следующие проблемы:
— дефекты анатомических аспектов;
— эстетическая неполноценность рядов;
— утрата функциональности вследствие травмы или прочих причин.

Выделяют два варианта компонентов:
С помощью коронок этого типа удается решить множество проблем, в частности:
— аномальное положение и развитие переднего ряда, когда ортодонтическое лечение не дает ожидаемого результата;
— интенсивное стирание твердой ткани, флюороз, клиновидные дефекты и прочие аномалии развития;
— ухудшение эстетики вследствие потери естественного блеска, изменение цвета и аналогичные искажения.

Метод не дает возможности решить абсолютно все проблемы, но выделяют два варианта противопоказаний: относительные и абсолютные. Первая группа – это ситуации, при которых метод может дать хороший результат, например, если клиническая ситуация не слишком запущена. Абсолютные противопоказания – это случаи, когда метод гарантированно не подходит.
К абсолютным относится:
— реставрация детских/подростковых зубов при живой пульпе;
— запущенная степень пародонтита.
Относительными считаются такие проблемы, как аномалии прикуса с глубоким перекрытием резцами, патологическая стираемость, парафункции жевательных мышц, малая высота коронок, особенно в случае выявленных серьезных дефектов рядов. Изготовление металлокерамической коронки на имплантате является точной операцией, что повышает приживаемость и комфорт клиента.
Клинические этапы
Клинические этапы выпуска коронок проводятся стоматологом в условиях кабинета, часть из них прямо при приеме пациента. Необязательными являются два: создание диагностической модели, предварительное планирование, которые обычно реализуют при сложном случае еще до препарирования единиц.
К клиническим этапам относят следующие:
— препарирование единиц под цельнолитые коронки, снятие оттисков;
— определение центрального соотношения;
— припасовка мостовидной системы в ротовой полости;
— фиксация конструкции на цемент.
Очевидно, что этапы чередуются с работой техника в лаборатории.
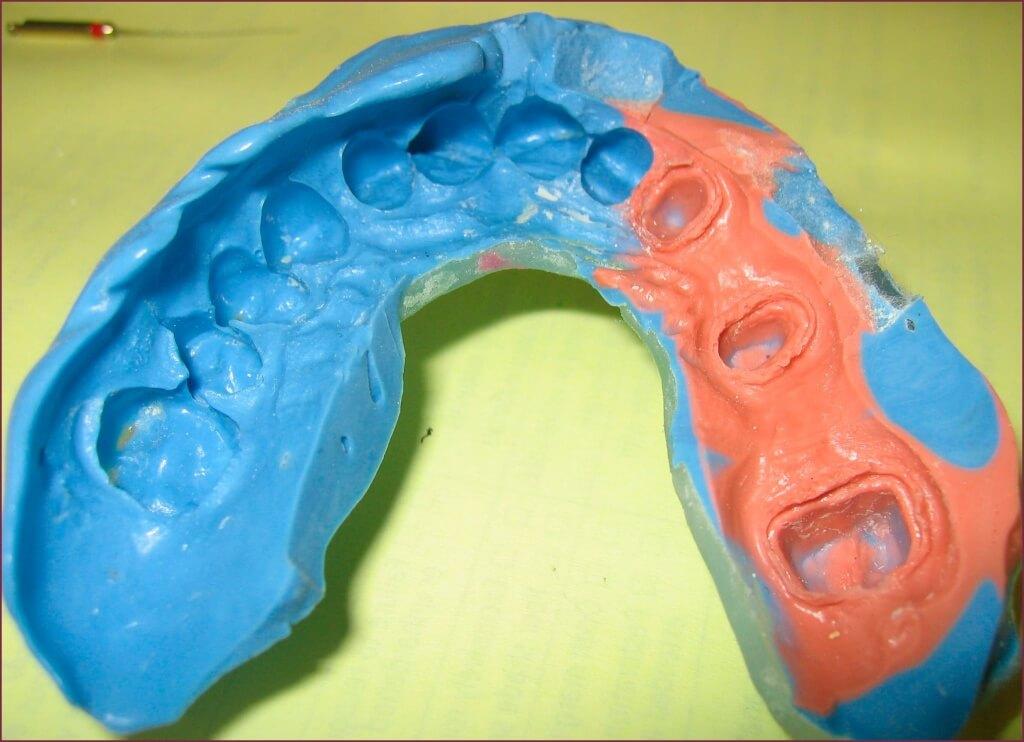
Оттиск для конструкции получают с помощью различных масс, называют полученный отпечаток двухслойным, так как он позволяет создать субгингивальный и супрагингивальный оттиск. Смеси в этом случае имеют различную степень вязкости, допускается их задействование по отдельности или одновременно.
В первом случае сначала создается базисный отпечаток, а потом формируется корригирующий слой. Базис получают благодаря массе с высокой вязкостью, текучий состав используют для создания окончательного варианта формы.
Работу рекомендуется проводить через 6-7 дней после препарирования единиц, именно этот период необходим для фиксации компонентов после заживления тканей. Изготовление временной коронки армированной металлом позволяет создать более надежную реставрацию, чем альтернативы.

При фиксации на зубных рядах ложка с составом должна располагаться равномерно и не смещаться, необходимо распределить давление, чтобы исключить несоответствия. Извлечение после застывания происходит без раскачки, иначе возможны отклонения.
После промывки проточной водой поверх схватившегося слоя наносится корригирующий, он не должен деформировать или выдавливать первый, его задача уточнить полученный отпечаток. Для оптимальной формы нужно смазывать всю поверхность первого слоя, а не только каналы, образованные единицами рядов.
Давление нужно равномерно распределить, но не вдавливать его чрезмерно, особенно если используется очень текучая корригирующая масса. В противном случае можно выдавить практически весь материал и всю работу придется проводить заново.
При одномоментном создании оттиска на ложку наносится сразу два слоя, после чего процесс идентичен двухмоментной методике. Важно исключить чрезмерное давление при введении материала, иначе значительно ухудшается качество полученной модели. Этот принцип в любом случае уступает по точности описанной выше, так как низкое динамическое давление на корригирующий слой не позволяет получить такое же достоверное отображение поверхностей.
Лабораторные этапы

Лабораторные этапы создания коронок следующие:
— создание гипсовых моделей (рабочая, комбинированная), гипсовка в окклюдатор или артикулятор, покрытие поверхности штампа компенсационным лаком, изготовление воскового колпачка;
— моделирование анатомической формы восстанавливаемой единицы в полном объеме на основе воска;
— литье металла, обточка, припасовка, шлифовка заготовки, полировка.
Модели челюстей из гипса создаются тремя основными методами:
— на основе полимерного цоколя модели без штифтов;
— аналогичный, но со штифтами;
— на базе гипсового цоколя и штифтов.
В основном в этом случае используют гипс 3 и 4 класса.
При литье материал естественным образом усаживается в процессе застывания, уменьшаются размеры изделия, что необходимо компенсировать. В этом случае применяются компенсационные лаки, которые наносятся на поверхность в 2-3 слоя.
Цельнолитая коронка моделируется одним из распространенных способов:
— послойное нанесение/снятие воска;
— погружение в расплав воска;
— моделирование основы и обжатие бюгельным воском.
Готовая коронка должна иметь толщину не более 0,5 мм.

При послойном нанесении на поверхность модели наносится тонкий слой воска, превышающий объем восстанавливаемого участка. Заготовка обрезается, обтачивается, шлифуется и подгоняется под параметры единицы. Плюс в том, что можно восстановить или убрать любой объем воска в случае ошибки.
Погружение проводится при создании одиночных коронок, процесс в последнее время значительно упростился за счет появления воскотопок и восков с минимальным коэффициентом усадки и повышенной прочностью. Модель просто погружается в жидкий состав, который находится в топке и поддерживается при определенной температуре. Нагрев регулируется, чем он выше, тем тоньше отпечатавшийся слой.
Модели литых одиночных коронок допускается создавать путем обжатия пластинками материала. Их разогревают над электроплиткой или горелкой, после чего фиксируют на поверхности заготовки, лишнее срезается инструментом. Для контроля толщины нанесенного состава либо укладывают несколько слоев, либо повторно обжимают поверхность с большим усилием.

Замещение восковой модели металлом происходит в литейной форме, создается литниковая система, основанная на конструкции с каналами, по которым расплавленный металл подается в отливку. Метод эффективен в том числе благодаря тому, что позволяет получить точные коронки без пористой и пузыристой структуры, снижающей прочность.
Литье
Литник строится с учетом нескольких основных принципов:
— необходимо обеспечить равные условия для заполнения всех участков восковой модели, для этого задействуется восковая проволока и профилированные элементы для точного позиционирования. Мелкие детали удается сформировать одним литником, протяженные конструкции – совмещая два и более;
— размеры литниковой системы должны быть в строгом соответствии с параметрами подготавливаемой единицы. Необходимо обеспечить запас по толщине, высоте и в стороны для точного заполнения и распределения, равномерного поступления расплава во все полости;
— важно обеспечить перемещение жидкого сплава от толстостенных участков к тонкостенным, для этого в литнике подготавливается специальный отвод для свободного продвижения материала, что исключает образование воздушной полости, пор;
— учитываются не только описанные параметры, но и расположение и направление течения сплава в литнике. Это позволит добиться уплотнения металла.

Завершающий этап
В качестве финальной обработки проводится шлифовка и полировка, так как поверхность после литья далека от идеала, а в процессе расширения/сжатия возможно появление мелких дефектов. Обычно изменения, связанные с температурой, компенсируются аналогичными трансформациями моделировочного материала, но доработка чистоты поверхности необходима всегда.
Опока после литья охлаждается на воздухе, интенсивное охлаждение может быть вредным, так как провоцирует возникновение внутренних напряжений. Далее конструкция разбирается и извлекается отлитая заготовка, иногда необходимо удаление припеченных элементов, например, часто наблюдается такая проблема при литье нержавеющей стали. В этом случае используют кислоты/щелочи, ультразвук или пескоструйную обработку.

Литники удаляют различным методом, стальные и хром-кобальтовые изделия – на микромоторе карборундовым диском. Далее шлифовка проводится пескоструйкой, металлическими борами, которые придают ровную поверхность. Если обнаружились недостатки литья, как пустые участки, процесс повторяется, начиная с моделирования.
Качественное изделие в финале полируется. Изготовление металлокерамической коронки зуба подразумевает объединение положительных качеств обоих составляющих.
Клинико-лабораторные этапы изготовления штампованных коронок. Основные и вспомогательные материалы, применяемые при изготовлении данной конструкции.
1. Значительное разрушение зуба вследствие кариеса, его осложнений, дефекты коронковой части зубов, которые не могут быть устранены пломбой или вкладкой.
2. Для покрытия зубов, которые являются опорными, особенно если надо изменить их форму.
3. В качестве опорных коронок при изготовлении мостовидных протезов.
4. При патологической стираемости для предупреждения развития дальнейшего стирания.
5. При аномалии формы, цвета, структуры зубов.
6. Для крепления различных ортодонтических или челюстно-лицевых аппаратов.
7. Для шинирования при заболеваниях пародонта и при переломах челюстей.
Виды искусственных коронок :
. По конструкции или по величине и способу охвата зуба:
1) полные, то есть покрывающие все поверхности зуба;
2) экваторные, то есть доходящие до экватора зуба;
3) коронки со штифтом;
4) телескопические коронки;
5) окончатые или фенстер-коронки.
II. По методу изготовления:
3) паяные (шовные) — сейчас практически не применяются.
III. В зависимости от материала:
1) металлические (сплавы золота, нержавеющая сталь, кобальтохромовые сплавы (КХС), серебрянопалладиевые, титановые);
2) неметаллические (пластмассовые, фарфоровые);
3) комбинированные, то есть облицованные пластмассой, фарфором или другими керамическими массами (ме-таллопластмассовые и металлокерамические).
IV. По назначению:
Правила препарирования зубов под различные виды искусственных корок. (штампованную, цельнолитую металлическую, пластмассовую, керамическую, металлокерамическую)
Препарирование зуба под штампованную коронку
1. Сначала препарируют с помощью алмазных или карборундовых кругов окклюзионную поверхность на 0,28 – 0,5 мм. Толщина меняется в зависимости от материала, будет ли напыление. В случаях, когда берется золотой сплав или серебряно-палладиевый, то сошлифовывают больше тканей, особенно с жевательной поверхности у коренных и с режущего края у резцов, так как на внутреннюю поверхность будет заливаться припой из золота для увеличения сроков службы протеза.
2. Проверяют наличие достаточного пространства между препарируемым зубом и антагонистом с помощью мягкой полоски воска, прося больного накусить её, оценку разобщенности делают по отпечаткам.
3. Затем приступают к препарированию апроксимальных поверхностей сепарционными алмазными дисками, фасонными головками.
4. Заканчивают препарирование под штампованную коронку с щечной и небной поверхностей. Культя должна стать цилиндрической, её диаметр должен быть совпадать с диаметром шейки. Тогда штампованная коронка сядет плотно и легко зайдёт в десневой карман. Если диаметр будет отличаться, то искусственная коронка либо не залезет, либо будет болтаться.
Препарирование зубов под цельнолитые металлические коронки
Отличительной особенностью препарирования под цельнолитые коронки является необходимость создания конвергенции стенок зуба от 2° (для изготовления одиночных коронок) до 6-8° (при препарировании 3-4 рядом
стоящих зубов). Величина сошлифовываемых твердых тканей зуба составляет 0,5-0,8 мм, а с жевательной поверхности до 1 мм. В придесневой части желательно создавать символ уступа, как ориентир края коронки для зубного техника. В остальном препарирование зубов ведется по тем же правилам, что и препарирование зубов под штампованную коронку.
Препарирование зубов под фарфоровые, пластмассовые и комбинированные коронки
Подготовку зуба начинают с сепарации контактных поверхностей. Для этого используют тонкие цилиндрические алмазные головки, диаметр которых должен быть меньше ширины уступа. Режущую поверхность головки располагают отступя от рядом стоящего зуба и удерживают ее под небольшим углом к оси зуба (3-5°). Сняв ткани в области межзубного контакта, постепенно продвигаются к шейке зуба, где на уровне десны намечают уступ. Ширина уступа для фарфоровых и пластмассовых коронок составляет 0.3-0.5мм, для комбинированных с пластмассовой и керамической облицовкой -1-1.5мм.
Приступая к подготовке вестибулярной поверхности необходимо предварительно нанести маркировочные борозды. Глубина борозд должна соответствовать слою твердых тканей зуба, который планируется сошлифовывать, и может варьировать от 1 до 2 мм. Аналогичные борозды наносятся на оральной поверхности. Для этого применяют специальные калибровочные боры, с заданным диаметром рабочей поверхности. При их отсутствии, возможно ориентироваться на диаметр хвостовика алмазной головки для турбинного наконечника (1,6 мм). Затем твердые ткани зуба сошлифовываюг с губной и оральной поверхности до дна ориентировочных борозд, используя крупнозернистые алмазы (величина зерна -140-120 мкм - черная маркировка). В пришеечной части ткани снимают, отступив от десны на 0.5-1 мм, одновременно формируя наддесневой уступ. Проведя грубую обработку боковых поверхностей зуба, переходят к укорочению клинической коронки. На передних зубах поверхность режущего края скашивается в оральном направлении примерно под углом 45° к продольной оси зуба. Жевательную поверхность удобнее подготавливать специальными бочкообразными алмазными головками, сохраняя присущую ей индивидуальную клиническую форму. Толщина снимаемых тканей для пластмассовых и фарфоровых коронок должна составлять 1 - 2 мм, для комбинированных - 1.5-2 мм. Вершины бугров жевательных зубов должны быть закруглены. Жевательной поверхности необходимо придавать вид,
151-В, тема №2, Таримов Кирилл Олегович
присущий другим функционирующим зубам с учетом возрастного стирания твердых тканей.
Уступ, виды уступов.
Существуют способы обточки зубов с уступом:
Ножевидный уступ (на англ. Knife-edge). Очень часто используется. Его ширина составляет 0,3-0,4 мм. Это оптимальный вариант для препарирования наклонных зубов и под литые металлические коронки.
Плечевой уступ (на англ. Shoulder). Самый неэкономичный вид с шириной 2 мм, он требует удаления нерва зуба (то есть депульпирования). Он обладает самыми высокими показателями с эстетической точки зрения, а также позволяет добиться надежной фиксации.
Обточка зуба без уступа является сложной проблемой для стоматолога, коронка не сможет плотно прилегать к зубной поверхности. Все это значительно усложнит уход за зубными коронками и увеличит риск развития кариеса.
Клинико-лабораторные этапы изготовления штампованных коронок. Основные и вспомогательные материалы, применяемые при изготовлении данной конструкции.
Клинические этапы изготовления штампованной коронки
2. Выбор цвета вместе с пациентов
3. Снятие слепка
4. Передача конструкции технику, лабораторные этапы, возврат готовой коронки врачу
5. Примерка протеза, коррекция
6. Окончательная фиксация на цемент.
Лабораторные этапы изготовления штампованной коронки
1. Получение гипсовой модели.
2. Загипсовка моделей в положении центральной окклюзии в ртикулятор или окклюдатор.
3. Послойно наносят моделирующий воск в расплавленном состоянии на десну, создание восковой модели.
4. Изготовление гипсового штампа, замена его на штамп из легкосплавного металла
Штампованные протезы или литые — сравнение
— технология отработана, что позволяет реализовать потенциал используемого оборудования и материала в полной мере.
Основные и вспомогательные материалы в ортопедической стоматологии включают ряд составов, которые отличаются упрощенной обработкой, но не используются постоянно.
Основные характеристики

Для сравнения двух вариантов восстановления утраченных единиц и функций зубных рядов стоит оценивать конструкции в схожих условиях.
В частности, в обоих случаях фиксация проводится с применением фосфат цемента, сравниваться будут компоненты на всех этапах создания протеза:
— гравировки уступов и шейки.
Для анализа применяется метод наружной штамповки. При подборе компонентов учитываются виды имплантатов и особенности различных имплантационных систем.
Стоит отметить, что сравнительные анализы различных типов стоматологических конструкций проводятся постоянно и имеют важную цель: они позволяют сделать труд техника более эффективным и оценить/пересмотреть основные аспекты ценообразования.
Цельнолитые системы являются перспективным направлением деятельности, но специалисты при их реализации сталкиваются с рядом трудностей. В частности, до сих пор нет простых и дешевых решений для компенсации усадки металлов и сплавов, применяемых в стоматологии.
Металлы используются далеко не всегда, значительную долю реставраций составляют полимеры, как выжигаемые абатменты, которые формируются на основе пластика, выгорающего без зольного остатка. Технология изготовления цельнолитых коронок обеспечивает структуре однородность.

Штамповка
Используются штампованные коронки при серьезном разрушении единицы вследствие кариеса, травм и прочих причин. Обычно это весь список проблем, которые не получается устранить при помощи вкладки или пломбирования. Часто применяется метод для изменения формы единиц, в том числе при подготовке опоры для кламмеров.
На базе изделий формируют опорные компоненты для мостовидных структур, при патологической стираемости, аномальных эстетических аспектах (форма, цвет), для установки ортодонтических и челюстно-лицевых аппаратов различной природы, шинирования, удержания лекарств. Добиться можно и высоких эстетических результатов, но для этого уже используется облицовка.

Штампованная коронка должна соответствовать ряду требований, в частности:
— полностью восстанавливать анатомические параметры зубов;
— погружаться в ткань десны (зубодесневую бороздку) на глубину 0,2-3 мм;
— восстанавливать точки контакта с антагонистами и соседствующими единицами.
Штамповка при фиксации на цементе обладает следующими слабыми сторонами:
— связующее вещество (цемент) постепенно рассасывается, однако, этот недостаток имеется и у цельнолитых компонентов. Частично нивелировать эффект позволяет качественное прилегание коронки к шейке единицы;
— если прилегание не плотное, то постепенно под искусственную деталь будет попадать пища, что всегда провоцирует кариозные процессы в районе шейки;
— в случае продолжительного ношения начинается стирание поверхности, особенно заметно оно в случае ошибок техника на этапах моделировки, препарирования и на всех этапах подготовки изделия;
— функции могут быть восстановлены не полностью, в частности при малом опыте техника, но может нивелироваться за счет выбора технологии штампования.

Плюсы штампованных изделий в возможности минимально обтачивать сохранившуюся ткань, достаточно 0,25 мм слоя. Готовые компоненты подойдут для работы на участке жевательных зубов, где необходима высокая надежность и прочность. Доступность метода – его главное преимущество.
Для выпуска используется нержавеющая сталь, в частности марки 1Х18Н9Т. В заводских условиях на их базе формируют гильзы-цилиндры толщиной от 0,25 до 0,27 мм. Лабораторные технические средства позволяют подогнать показатели заготовки под требуемые условия. Золото используется 900 пробы за счет оптимальной мягкости, припой для заливки изнутри задействуется 750 пробы. Для ряда модифицированных структур используются пластики и композиты. Для детей применяют никель-хромовый сплав. Если проводится изготовление цельнолитой коронки лабораторные этапы чередуются с клиническими для лучших результатов.
Цены на изделия стартуют примерно с тысячи рублей и достигают 2,5-3 в зависимости от региона и политики выпускающей фирмы.
Литье
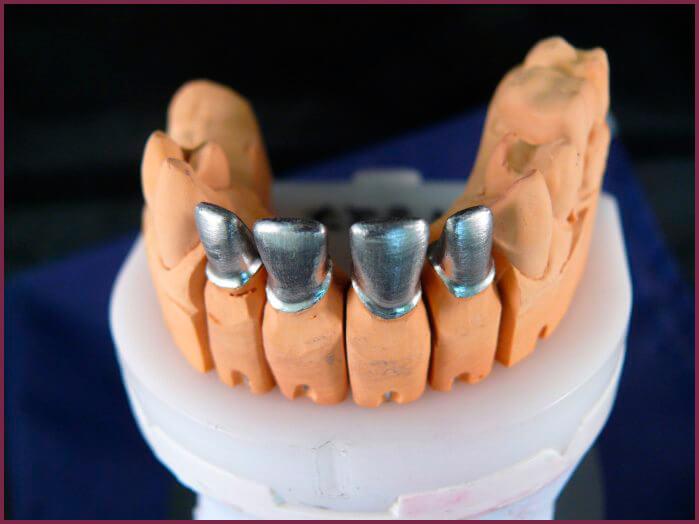
По данной методике выпускаются в основном компоненты для мостовидных структур, процесс занимает несколько этапов:
— после анестезии начинается препарирование единиц, нужно добиться строгой параллельности;
— затем формируется круговая обвязка всех опорных элементов, получают общий и уточненный слепок;
— после этого выполняется ряд манипуляций со слепками, которые позволяют получить точную заготовку;
— в подготовленную форму заливается расплавленный металл, после его застывания проводится обработка, подгонка, корректировка по необходимости.

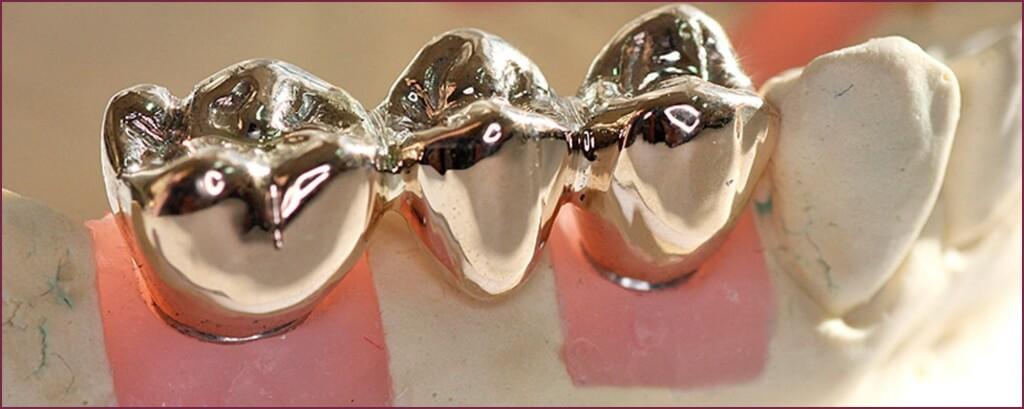
Мостовидный протез задействует искусственные единицы в качестве опоры, промежуточная часть между опорами располагается так, чтобы не ослаблять структуру. При опоре на естественные единицы нагрузки при эксплуатации равномерно передаются на пародонт. Система в виде моста чаще всего применяется для реставрации отдельных передних единиц.
Важной частью процессы выпуска моста является необходимость спайки его составных. От качества проведения процесса зависит функциональность и надежность конечной конструкции, комфорт ее эксплуатации и скорость привыкания.
Показания и противопоказания для протезирования литыми структурами в первую очередь требуют анализа состояния зубных рядов и отдельных компонентов. Важно оценить протяженность дефекта, подходит метод для средних и малых дефектов, а так же на концевых участках рядов. В последнем случае мостовидная структура имеет только одностороннюю опору. Классификация материалов в ортопедической стоматологии позволяет подобрать оптимальный вариант для определенной ситуации.
Учитывать нужно следующие аспекты:

— состояние пародонта опорных элементов, которые расположены по краям от дефектной области;
— зубы должны быть устойчивыми, что обычно означает, что пародонт здоров. Если компоненты подвижны, значит ткани пострадали, изменения происходят глубоко в структуре, потому нужно их тщательно оценить и проанализировать;
— даже устойчивость единиц не свидетельствует о состоянии пародонта. Может потребоваться дополнительное рентгенологическое обследование в случае наличия ряда признаков: обнажение шеек, патологические костные и десневые карманы, гингивит;
— если пломбы, коронки, установленные ранее, имеют повреждения, дефекты, стерлись, изменили эстетические показатели, то причины и возможные последствия так же следует подробнее оценить, при необходимости удалить или заменить структуры.
Проводить работы описанного уровня хорошо помогает диагностическая модель, она же необходима для оценки окклюзионных положений. Особого внимания требуют мосты с односторонней опорой, так как пародонт может серьезно пострадать при задействовании описываемых структур на жевательном участке.
Актуально применять односторонние системы в случаях, когда нет возможности установить съемные аппараты, но в этом случае антагонистами протезной системы должны быть единицы съемного протеза.

Качественная структура этого класса будет получена только при задействовании двух зубов в форме опоры, искусственные компоненты не должны быть больше премоляров.
Окклюзионные отношения тщательно оцениваются и выравниваются для получения надлежащего результата. Тело структуры должно иметь не меньше одной искусственной единицы.
Противопоказания для литых конструкций следующие:
— если дефекты задействуют слишком много зубов, а ограничиваются компонентами с различным направлением волокон периодонта;
— опорные компоненты подвижны, коронки слишком низкие;
— если коронки опорных элементов слишком высоки, а корни уходят неглубоко. В этом случае зубам просто может не хватить прочности закрепления в тканях, чтобы выдержать нагрузки.
Цены мостовидных структур варьируются аналогичным образом, что и любые протезные системы. Цена может сильно измениться, если необходимо создавать опорные элементы или при сложных случаях. К примеру, за один имплантат стоимость начинается от 20 тысяч.
Подведем итоги

Исходя из основных аспектов, перечисленных выше, выведем несколько тезисов, которые позволят объективно оценить параметры и перспективы развития рассмотренных методик реставрации зубных рядов:
— литые компоненты демонстрируют меньший риск возникновения электрохимических реакций. В этом случае структура сплава однородна, потому не появляется привкус металла во рту, нет неприятных ощущений, изменений цвета и состояния тканей;
— литье точнее, шейка зуба схватывается надежно и не происходит травмирования мягких тканей. Дефекты возмещаются наиболее полно, сокращается время привыкания и дискомфорт на всех этапах использования;
— зубные протезы допускается облицовывать пластиком или керамикой. В этом случае достигается лучший эстетический результат, а так же повышается устойчивость основы к коррозийным процессам, воздействию активных сред. Результатом становится увеличение сроков службы реставрации;

— литьевые технологии при внедрении в практику стоматологов и лабораторий позволяет упростить работу, сократить ряд этапов выпуска и обработки, что касается как клинических, так и лабораторных работ. Это приводит к существенному удешевлению и повышению качества готовых изделий, однако, значительная часть аспектов зависит от умения и оснащенности техника;
— цельнолитые протезы не требуют в процессе выпуска использования активных и потенциально опасных веществ, как кислоты и щелочи. Это значительно упрощает работу техников, исключает риски и вред для здоровья персонала, контактирующего с материалами.
Читайте также: