Концентрация сож для различных процессов обработки металла
Обновлено: 06.07.2024
Большое разнообразие методов механической обработки особенно важно для металлообрабатывающих отраслей промышленности. Несмотря на то, что на протяжении нескольких лет наблюдалась тенденция к росту применения не режущих (формующих) методов (по соображениям качества обрабатываемой заготовки, экономии материала и снижения затрат на обработку), это не оказало существенного влияния на объемную долю смазочных материалов. Это также видно из статистики применения станочного оборудования. Резкие изменения, прогнозируемые в семидесятых годах прошлого столетия, так и не сбылись ни в восьмидесятых, ни в девяностых годах.
Из-за особого значения охлаждения для операций резания этот процесс называют охлаждающей смазкой, а жидкости — смазочно-охлаждающими. Наряду с термином «хладагент», который обычно применяют в повседневной практике, имеется множество других терминов специального назначения, например: масла для резания, шлифовальные масла, масла для зенкования, сверлильные масла и масла для хонингования. Нет точных данных о количестве видов операций механической обработки, выполняемых без применения СОЖ. Однако нет сомнения в том, что влажная механическая обработка применяется намного чаще, чем сухая обработка металлов. С 1996 г. предпринимались усилия к распространению сухой механической обработки путем реализации различных научно-исследовательских проектов. Можно кратко резюмировать преимущества, которые дает применение СОЖ
• быстрый отвод тепла, увеличение срока службы металлорежущего инструмента и увеличение скорости резания;
• образование смазочной пленки между режущим инструментом, стружкой и заготовкой, снижение износа и улучшение качества обработки поверхности заготовки;
• смазка точек скольжения за пределами фактической зоны резания между режущим инструментом, заготовкой и стружкой;
• эффективное удаление стружки. Довольно часто уделяется недостаточно внимания смазке вне зоны контакта режущего инструмента со стружкой. И тем не менее это может иметь большое значение. Здесь следует напомнить, например, о том, что на спиральных сверлах и развертках, а также поддерживающих и направляющих рейках на инструментах для глубокого сверления и хонингования существуют допуски.
В повседневной практике после правильного подбора соответствующей СОЖ проблему смазки и охлаждения часто отодвигают на задний план надолго. Фактически успех в повседневной работе при обработке металлов определяется правильным подбором и тщательным соблюдением не только основных, но и вторичных требований, предъявляемых к этим жидкостям. Вторичным требованиям также следует придавать большое значение. Эти требования, такие как техническое обслуживания и состав СОЖ, являются затратными факторами, поэтому они приобретают важность при исследовании системы.
1. Механизм действия и выбор СОЖ
Простейшей геометрической моделью механической обработки может служить ортогональное резание в двухмерном изображении с непрерывным образованием стружки (рис. 1).
Режущая кромка инструмента врезается в заготовку, преодолевая силы вытеснения, и происходит сдвиг. Стружка образует след на режущей кроме. Основная работа по формованию стружки выполняется в зоне сдвига, положение которой определяется идеализированной плоскостью сдвига и его углом. Также говорят о первичной зоне сдвига. Однако трение между стружкой и резцом имеет особое значение для смазки и охлаждения. Оно вызывает сдвиг в зоне контакта материала резца (вторичной зоне сдвига) и влияет на положение плоскости сдвига, размер зоны сдвига и пластическую деформацию в зоне сдвига. Величина пластической деформации, которая также зависит от усилия сдвига, становится больше по мере увеличения трения в зоне торца резца.
Однако здесь на сдвиг стружки все еще влияют и другие факторы, например геометрия резца и свойства материала. Все это может непосредственно влиять на трение при образовании стружки и также привести к изменению ее формы.
Влияние трения на пластическую деформацию при обработке резанием привело к традиционному объяснению, в котором коэффициент трения является основой последних исследований влияния СОЖ. Были созданы новые рабочие модели с учетом основ принципов пластичности.
Решающим результатом трения является износ режущего инструмента. На рис. 2. показаны типичные изменения, происходящие с режущим инструментом. Частицы металла привариваются к режущей кромке резца, что приводит к так называемым наклепам.
Это делает материалы с высокой формообразующей способностью особенно чувствительными к такому разрушающему резец явлению, как адгезия. Кроме того, некоторые структурные компоненты стали (аустенит, феррит) и чугуна (феррит) могут способствовать образованию наклепов. Наряду с тем, что это влияет на условия резания, скорость резания также может быть подвержена изменению/
В последние годы высказывалось много различных идей в отношении механизма действия СОЖ. Большинство авторов полагают, что одно только охлаждение снижает износ при высоких скоростях резания. Однако невозможно было предположить, что СОЖ сможет проникнуть в контактную зону между стружкой и резцом для проявления смазывающего эффекта. Раньше трибологическую значимость СОЖ определяли только в диапазоне малых скоростей резания. Этот взгляд все еще справедлив для ряда способов резания; тем не менее, в результате новейших исследований трибологическим эффектам придают все большее значение. Например, достигнуты более благоприятные результаты при применении шлифовальных масел для высокоэффективного шлифования при очень высоких скоростях по сравнению с результатами, полученными с водосмешиваемыми продуктами. Специальный эффект противозадирных присадок и менее благоприятные охлаждающие свойства масел по сравнению с водосмешиваемыми продуктами отражают преобладающее значение свойств смазочных материалов.
При обработке металла резанием непрерывно образуется реакционно «чистая» поверхность обрабатываемого материала. Она склонна к адгезионной реакции на режущей поверхности инструмента в зоне контакта материала заготовки с резцом. Можно предположить не только то, что эта реакционная поверхность пытается насытить свободную валентность материала режущего инструмента, но также и то, что в эту реакцию могут быть вовлечены и другие вещества, содержащиеся в материале, которые могут связываться абсорбцией, химической абсорбцией и химической связью. Кислород воздуха играет особую роль. В результате многочисленных опытов, проведенных в условиях вакуума, удалось установить, что износ режущего инструмента значительно снижается вследствие насыщения поверхности, открываемой резанием (по сравнению с условиями, в которых присутствует газ или газовые смеси при разных парциальных давлениях). Вот почему сегодня известно, что даже в случае изменения абсорбционных и реакционных свойств материала при сухом резании происходят изменения в трибологии. Проникновение охлаждающего агента в контактную поверхность, судя по результатам новейших исследований, происходит через часть капилляров, которые взаимосвязаны. Диаметры капилляров находятся в пределах от 10-3 до 10-6 мм. Проблемы транспортной кинетики указывают на особую роль скорости диффузии. Следует иметь в виду, что трибологический эффект часто придается не хладагентом в целом, а скорее компонентами, образовавшимися вследствие его испарения или разложения. В результате лабораторных испытаний на модельных веществах, содержащих хлор, установлено, что смазывание улучшается вследствие следующих аспектов:
• высокой реакционной способности эффективных компонентов по отношению к поверхностям;
• низких усилий сдвига реакционного слоя (ниже, чем усилие сдвига базового металла);
• благоприятных диффузных свойствах эффективных компонентов (более низкого молекулярного веса, более высокого давления насыщенных паров).
Что касается процесса насыщения вновь сформировавшейся поверхности, то эта поверхность при смазке никогда не покрывается полностью эффективными молекулами: всегда остается четкий градиент поверхностной активности, указывающий направление режущего инструмента, с незначительной реакционной способностью на внешней стороне (режущего инструмента). Высокое нормальное давление также предотвращает смещение смазочного слоя при механической обработке материалов, трудно поддающихся резанию. Оценка результатов испытаний с модельными веществами показали, что 30%-ное насыщение контактной поверхности фазы между стружкой и резцом приводит к снижению силы трения на 75%. К сожалению, даже сегодня эти результаты все еще недостаточно учитываются и отодвигаются на второстепенные позиции по сравнению с другими приоритетами.
1.2. Охлаждение
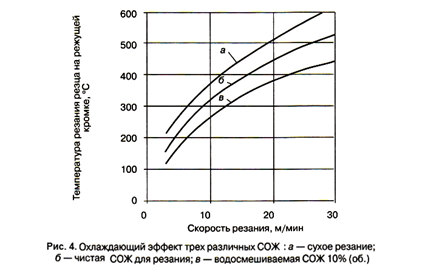
В свете выводов исследований, относящихся к охлаждению и смазке, эти два понятия невозможно разделить. Изменения свойств материалов, вызываемые температурой, тесно связаны с эффектами трения. Значение охлаждение по отношению к износу режущего инструмента, когда максимальная температура резания приближается к точке размягчения материала режущего инструмента, постоянно растет. Пример, как температура может развиваться на поверхности резания в зависимости от скорости резания и толщины срезаемого слоя, приведен на рис. 3.
С одной стороны, охлаждающий эффект СОЖ и рассеяние теплоты зависит от термических свойств жидкости, особенно теплоемкости и теплоотдачи и коэффициента теплоотдачи. С другой стороны, условия протекания процесса и коэффициент теплоотдачи также играют важную роль. На коэффициент теплоотдачи существенное влияние могут оказать ПАВ на границе раздела и испарение.
Высокие удельная теплоемкость и коэффициент теплопередачи воды улучшают охлаждающие свойства водосмешиваемых СОЖ по сравнению с масляными жидкостями. Благодаря испарению воды из водосмешиваемых продуктов теплота испарения значительно способствует общему охлаждению. В табл. 1. показаны различия термических свойств минерального масла и воды: значения для низких концентраций водосмешиваемых СОЖ близки к значениям для воды.
Концентрация сож для различных процессов обработки металла
Смазочно-охлаждающие жидкости призваны повышать эффективность металлообработки, причем настолько, чтобы обусловить возникновение и развитие целой отрасли по их разработке и производству. Звучит неплохо, однако хотелось бы понять, как оценивается эта самая эффективность, по каким показателям?

Чтобы ответить на этот вопрос, обозначим базовые функции СОЖ, которые заложены в самом названии всей группы жидкостей такого типа. СОЖ должны эффективно смазывать, то есть снижать трение между инструментом и стружкой, а также между инструментом и заготовкой. СОЖ должны эффективно охлаждать инструмент и заготовку, уносить стружку и частицы износа инструмента из зоны резания. Существует еще одна весьма важная функция: пассивирование поверхности металла путем заполнения освободившихся в процессе резания химических связей. Способность СОЖ выполнять эту функцию значительно влияет на снижение адгезионного износа инструмента и точность обработки.
На основе перечисленных базовых функций СОЖ из всего множества показателей эффективности обработки металлов в целом можно выделить две группы, непосредственно касающиеся этих жидкостей. Назовем их технологические и экономические.
Технологические показатели в основном заключаются в снижении высотных и шаговых параметров шероховатости обработанной поверхности и повышении геометрической точности обрабатываемых деталей путем:
- снижения адгезионного износа инструмента и предотвращения наростообразования;
- удаления абразивных частиц из зоны резания;
- уменьшения деформации заготовки под действием механических нагрузок;
- уменьшения температурных деформаций заготовки и инструмента.
Экономические показатели выглядят так:
- увеличение стойкости инструмента и, соответственно, сокращение его расхода;
- повышение производительности как результат увеличения подачи и скорости резания;
- повышение производительности путем улучшения условий труда по сравнению с резанием «всухую»;
- защита заготовки от коррозии в межоперационный период;
- защита оборудования и оснастки от коррозии в течение всего периода эксплуатации.
Как видите, пунктов немало, при этом мы даже не затронули эксплуатационные и санитарно-гигиенические характеристики. Очевидно, что уровень и длительность проявления всех перечисленных показателей в значительной мере зависят от правильности выбора тонко настроенной смеси веществ, которая непосредственно участвует в процессе резания.
Выбор СОЖ — задача всегда индивидуальная. Здесь невозможен подбор «к продукту», то есть вопрос из разряда: «Какой продукт Y можно использовать вместо работающего сейчас продукта Х?» в случае с любыми жидкостями для металлообработки не имеет смысла. Не существует универсальной жидкости, одинаково хорошо подходящей для всех операций, металлов, скоростей резания, операторов станков, давлений подачи и т. д., так же, как не существует абсолютно одинаковых технологических процессов.
В рамках статьи я могу обозначить лишь критерии для предварительного подбора жидкости, которая впоследствии будет допущена или не допущена к испытаниям в реальных условиях конкретного предприятия.
В наше время большинство производителей с готовностью предлагают СОЖ к испытаниям, и это хорошо. Другое дело, что и производителей, и продуктов сейчас на рынке на несколько порядков больше, чем во времена Акволов и Укринолов, а работающее предприятие не является площадкой для экспериментов. Другими словами, прежде, чем выделять одну или несколько единиц оборудования под испытания пока неизвестной СОЖ на несколько месяцев, весьма желательно минимизировать риск выпуска брака этими выделенными единицами.
Итак, критерии следующие: обрабатываемый металл/сплав, операции обработки, а также качество воды, используемой для приготовления эмульсии или раствора. Очевидно, что в случае с масляными (неводосмешиваемыми) СОЖ качество воды мы не рассматриваем. Начнем с обрабатываемых металлов.
Обрабатываемые металлы и сплавы
Металл, безусловно, накладывает свои требования на состав и характеристики СОЖ, и требования эти зачастую определяют ее выбор. Ниже перечислены наиболее часто встречающиеся в отрасли металлы и сплавы, расположенные по возрастанию сложности их обработки:
- Сплавы магния
- Сплавы алюминия
- Сплавы меди
- Серый чугун
- Низко- и среднелегированные стали
- Высоколегированные стали
- Нержавеющие стали
- Жаропрочные стали
- Инструментальные стали
- Хромоникелевые сплавы
- Сплавы никеля и кобальта
- Сплавы титана
Безусловно, выше показано весьма упрощенное деление, основанное по большей части на значениях силы резания и уровне воздействия на инструмент и не учитывающее ряд факторов. Например, сплавы магния вроде бы находятся в первой строке. Однако такая позиция справедлива без учета необходимости принятия особых мер пожарной безопасности при их обработке. Серый чугун не требует высоких усилий резания и часто обрабатывается «всухую», однако гораздо эффективнее и безопаснее держать мелкую стружку, образующуюся при обработке этого металла в объеме СОЖ, а не в атмосфере рабочей зоны. Помимо этого, чугун подвержен коррозии, поэтому СОЖ должна обладать хорошими антикоррозионными свойствами. Алюминий тоже относительно легко обрабатывается, однако, являясь пластичным металлом, способен образовывать нарост на инструменте, что негативно сказывается на размерной точности детали, и СОЖ призвана решать именно эту проблему.
С другой стороны, при работе с жаропрочными сплавами образование нароста маловероятно, но стойкость инструмента будет сильно зависеть от наличия и количества в СОЖ противозадирных присадок, некоторые из которых вызывают коррозию сплавов меди. С особенностями обработки жаропрочных сплавов и сплавов титана мы познакомились в прошлой статье («РИТМ машиностроения» № 8/2018). Пожалуй, каждый металл или сплав достоин отдельной статьи, однако нам нужно двигаться дальше.
Операции обработки
Все операции металлообработки можно разделить на два направления, принципиально различающихся по воздействию на металл и связанных с ним процессов и явлений. Одно из этих направлений охватывает все операции, подразумевающие снятие определенного количества металла с заготовки или, другими словами, операции резания. При этом существуют операции резания, изменяющие форму заготовки и условно ее не изменяющие. Перечислим основные операции этих двух типов.
- точение,
- фрезерование,
- пиление,
- сверление,
- развертывание,
- зубофрезерование,
- зубодолбление,
- нарезание резьбы,
- протягивание.
В общем случае все операции резания с изменением формы можно разделить на три категории с точки зрения энергозатрат на обработку, влияния на инструмент и требовательности к составу СОЖ:
- легкие (точение, фрезерование),
- средней сложности (сверление, пиление, нарезание резьбы фрезой),
- тяжелые (зубофрезерование, зубодолбление, развертывание, протягивание, нарезание резьбы метчиком, глубокое сверление).
Применительно к смазочно-охлаждающей жидкости «требовательность» выражается в необходимости добавления в состав и в количестве веществ и соединений, обеспечивающих насколько возможно мягкие условия для режима граничного трения. До определенных нагрузок эту роль выполняет непосредственно масло, а, в случае с синтетическими водосмешиваемыми СОЖ — водорастворимые полимеры. Однако в составе жидкостей для операций средней сложности и тяжелых операций мы обязательно увидим такие компоненты, как сложные эфиры, животные, растительные или синтезированные жиры, а также противоизносные и противозадирные присадки. При этом нельзя забывать об охлаждающей функции СОЖ, которая становится особенно актуальной с увеличением скорости резания*.
- шлифование,
- хонингование,
- полирование, доводка и другие операции, которые принято называть суперфинишными.
В такой операции, как шлифование, тоже можно выделить три категории:
- легкие (плоское шлифование и шлифование двумя обращенными друг к другу кругами),
- средней сложности (бесцентровое, внутреннее, заточка инструмента),
- тяжелые (глубинное, профильное, резьбошлифование, шлифование канавок).
В операциях шлифования приобретают особенную актуальность такие характеристики СОЖ, как проникающая и смачивающая способность. Обусловлено это тем, что инструмент в этом случае имеет множество режущих кромок, а, значит, от жидкости требуется выполнить весь свой функционал в зонах резания, относительно большие поверхности которых удалены друг от друга и от места непосредственной подачи жидкости.
Выше дан краткий обзор двух основных критериев для предварительного выбора смазочно-охлаждающей жидкости. Что касается качества воды, то, учитывая важность этой составляющей в водосмешиваемых жидкостях, мы рассмотрим этот критерий в отдельной статье. Что касается ориентиров, то в техническом описании все три критерия отчетливо обозначены для каждой смазочно-охлаждающей жидкости Castrol. Это выглядит как на примере ниже.
Применение
Hysol SL 45 XBB разработана для обработки сплавов титана и алюминия, применяющихся в аэрокосмической отрасли. Также может применяться для обработки черных металлов.
Низко- и среднелегированные
стали
Высоколегированные/
нержавеющие стали
Сплавы аллюминия
Желтые металлы
Типичные характеристики
HysolТМ
SL 45 XBB
Рекомендованные концентрации
В свою очередь, смазочно-охлаждающие жидкости разделяются на:
Водосмешиваемые (водоразбавляемые), представляющие собой концентраты для последующего смешивания с водой. В общем случае водосмешиваемые СОЖ бывают трех типов:
1. На основе минерального масла, процентное содержание которого в концентрате варьируется от 40% и более, образующие при смешивании с водой молочно-белые эмульсии. При этом, чем выше содержание минерального масла в составе, тем более насыщенный молочный цвет имеет эмульсия. В ассортименте Castrol это продукты: Hysol™ SL 45 XBB, Hysol™ MB 50, Alusol™ SL 51 XBB, Hysol™ LXE.
2. На основе минерального масла, где доля этого компонента менее 40%. Такие СОЖ часто называют «полусинтетическими», и их концентраты образуют в смеси с водой полупрозрачные эмульсии. В ассортименте Castrol это продукты: Alusol SL 61 XBB, Hysol SL 37 XBB и Hysol SL 35 XBB.
3. Полностью синтетические, не содержащие минеральное масло и дающие при смешивании с водой прозрачный раствор. В ассортименте Castrol это линейка Syntilo™
Масляные, не предполагающие смешивание с водой. Основу таких СОЖ могут составлять различные масла: от минеральных масел до синтетических сложных эфиров. В ассортименте Castrol линейки масляных СОЖ именуются CareCut™, Variocut™ и Honilo™. Замечу, что для одной и той же операции обработки одного и того же металла теоретически могут применяться СОЖ всех перечисленных типов.


Однако на этом процесс выбора не заканчивается. Необходимо знать предшествующие и последующие этапы технологического процесса и их особенности на конкретном предприятии, технологические требования к готовому изделию, тип системы подачи СОЖ (централизованная или индивидуальная), требования безопасности и охраны труда для операторов станков, возможности предприятия по утилизации отработанной СОЖ, а также множество тонкостей и деталей настройки процесса в условиях конкретного предприятия.
Другими словами, правильно подобрать смазочно-охлаждающую жидкость возможно только в тесном контакте с технологами, механиками и операторами станков. Такому подходу мы стараемся следовать сами и направляем на этот путь наших партнеров — дистрибьюторов во всех регионах. Чтобы увидеть результаты нашей работы в этом направлении, предприятию достаточно обратиться к одному из наших дистрибьюторов или непосредственно в технический отдел представительства Castrol.
Александр Клепиков, технический консультант по маслам
для промышленных предприятий Castrol Россия.
Статья опубликована в журнале «РИТМ машиностроения для СНАБЖЕНИЯ» / Специализированный выпуск / №1 2019.
Заказать СОЖ оптом можно в компании «Агреман». Свяжитесь с нашим отделом продаж по телефону, email или заполните заявку на сайте.
СОЖ: от приготовления до утилизации - рекомендации по применению
В данной технической инструкции изложены правила хранения, приготовления, эксплуатации и утилизации универсального концентрата смазочно-охлаждающей жидкости «OILCOOL CLEANLINE», а также порядок подготовки оборудования к замене СОЖ, требования производственной и экологической безопасности.
Инструкция предназначена для технологов, мастеров и рабочих, ответственных за приготовление и эксплуатацию смазочно-технологических средств (СОТС) на предприятии.
1. Хранение СОЖ
Хранение СОЖ и масел на производстве регламентируется ГОСТ 1510 и СНиП 2.11.03. Под эти цели должен быть отведен сухой вентилируемый склад, оборудованный стеллажами. Разрешается кратковременное хранение вне помещений при соблюдении следующих условий: емкости ставить на поддоны и защищать от прямых солнечных лучей.
Гарантийный срок хранения СОЖ «OILCOOL CLEANLINE» составляет 12 месяцев со дня изготовления. Допустимый диапазон температур – от -25 до +50 °С.
2. Меры предосторожности при работе с СОЖ
- оборудовать производственные помещения вентиляцией в соответствии с требованиями СНиП 41-01-2003;
- установить на станки локальную вентиляцию и защитные устройства, предотвращающие разбрызгивание СОЖ;
- обеспечить рабочих спецодеждой, обувью, очками, защитными кремами и мазями.
3. Промывка оборудования и системы подачи (при полной замене СОЖ).

При необходимости полной замены смазывающе-охлаждающей жидкости перед последним запуском оборудования добавьте в резервуар системный очиститель «OILCOOL XR» в количестве 1 – 3% от ее объема (в зависимости от степени загрязнения*) и продолжайте работу в штатном режиме. Продукт не нарушает технологические параметры металлообработки, безопасен для уплотнительных материалов, не вызывает коррозии углеродистых и легированных сталей, медных сплавов, алюминия и цинка.
Для предотвращения блокировки системы подачи периодически проверяйте фильтры и сливные отверстия.
После 8 – 24 часовой выдержки в системе смесь СОЖ и очистителя полностью слейте и утилизируйте в установленном порядке. Резервуар тщательно промойте водой и залейте в него свежеприготовленную эмульсию.
*При очень сильном загрязнении системы рекомендуется сочетание химического и механического способов очистки.
4. Приготовление СОЖ
На производстве должны быть разработаны технологические инструкции по приготовлению СОЖ для разных материалов и видов обработки: свойства рабочей эмульсии напрямую зависят от ее концентрации.
4.1. Как разводить концентрат СОЖ водой: пропорции
4.2. Как разбавить концентрат СОЖ при приготовлении эмульсии
- использовать воду жесткостью 4-8 мг экв/л, нагретую до температуры 17-50°С;
- добавлять концентрат в воду (постепенно, при перемешивании) и ни в коем случае не наоборот;
- после введения всего количества концентрата перемешивать раствор 10-12 минут.
4.3. Как разбавлять СОЖ в процессе эксплуатации
В процессе металлообработки из-за интенсивного испарения воды происходит сгущение СОЖ. Разбавлять ее нужно 1% эмульсией (разводить рабочую эмульсию чистой водой нельзя – это может стать причиной расслоения).
5. Контроль СОЖ в процессе эксплуатации
Периодичность мониторинга водосмешиваемых СОЖ регламентирует ГОСТ 12.3.025-80 (в зависимости от условий эксплуатации, но не реже одного раза в неделю).
При эксплуатации эмульсии из концентрата СОЖ OILCOOL CLEANLINE обязательному контролю подлежат следующие показатели.
| Показатель | Метод определения | Норма |
| Внешний вид | Визуально | От прозрачного до полупрозрачного цвета с желтым или коричневым отенком |
| Запах | Органолептически | Специфический, не раздражающий |
| Концентрация | Рефрактометрический, титрование | Выбранная технологически |
| Водородный показатель (рН) | ГОСТ 6243 | 8 – 10 |
| Коррозионная агрессивность к черным металлам | ГОСТ 6243 | Выдерживает |
| Механические примеси (%), не более | ГОСТ Р 50558 | ГОСТ Р 50558* |
| Инородные масла (%), не более | ГОСТ Р 50558 | ГОСТ Р 50558* |
| Биопоражение (КОЕ/мл) | ТТХ-тест | 10 5 |
5.1 Измерение концентрации СОЖ
Концентрация СОЖ требует ежедневного контроля, поскольку напрямую влияет на технологические свойства рабочей эмульсии.
В условиях производства наиболее удобный способ определения концентрации СОЖ – измерение коэффициента преломления (рефракции) рабочей эмульсии рефрактомером.
Коэффициент рефракции СОЖ зависит не только от ее концентрации, но и от температуры. Поэтому перед каждым измерением необходимо делать калибровку рефрактометра: нанести на призму воду, которая применялась для приготовления СОЖ, и через 30 с регулировочным винтом выставить границу между синим и белым полем на нулевую отметку (рис.1).
Далее призму нужно насухо протереть и нанести на нее исследуемую СОЖ. Расположение линии границы на шкале покажет концентрацию раствора (рис.2). Для получения истинного значения концентрации эмульсии этот показатель умножается на индекс рефракции, указанный в техническом описании СОЖ.
Рис.1 Рис.2
По результатам измерений строится график, в соответствии с которым принимается решение о необходимости коррекции концентрации эмульсии:
5.2 Контроль биопоражения СОЖ
Периодичность лабораторного контроля биопоражения СОЖ зависит от конкретных условий производства. Визуально и органолептически рабочую эмульсию необходимо проверять ежедневно. При изменении цвета и консистенции, помутнении, появлении неприятного запаха необходимо проводить внеплановый анализ СОЖ.
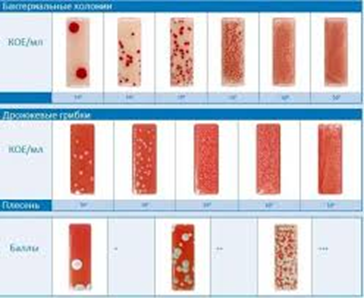
Для контроля биопоражения смазочно-охлаждающей жидкости используйте дип-слайды – пластинки, по желтой стороне которых определяется уровень бактерий, а по розовой – плесневых и дрожжевых грибков.
После 24-48 часов выдержки дип-слайдов в инкубаторе полученные результаты анализов сравните с образцами.
При содержании в СОЖ бактерий свыше 10 3 КОЕ/мл, дрожжевых грибков более 10 2 КОЕ/мл, плесени от 3 баллов необходимо производить коррекцию водородного показателя рабочей эмульсии и вводить в нее биоциды.
Перечень биоцидов для СОЖ приведен в ГОСТ 12.3.025-80 (Приложение 3).
6. Замена СОЖ
При соблюдении требований инструкции по приготовлению (см. п.4) и правильной эксплуатации средний срок службы эмульсии из концентрата OILCOOL CLEANLINE составляет 6-8 месяцев, а максимальный – до 14 месяцев.
- появление неприятного запаха, помутнение и расслоение эмульсии;
- сильная размытость границы между синей и белой зоной на шкале рефрактометра.
6.1 Регенерация СОЖ
Чтобы установить, можно ли использовать СОЖ повторно, нужно проверить, не истек ли срок ее эксплуатации (в этом случае она подлежит обязательной замене).
Если срок эксплуатации в норме, но в зоне обработки наблюдается повышенное пенообразование, необходимо уменьшить кратность оборота СОЖ (количество циклов, которое весь объем рабочей эмульсии совершает в течение 1 часа). При отсутствии желаемых результатов проверьте концентрацию и степень биопоражения раствора, жесткость водной среды, содержание посторонних веществ.
СОЖ OILCOOL CLEANLINE можно использовать повторно после регенерации путем очистки от посторонних примесей, нормализации уровня рН, биоочистки и обеззараживания на специальных установках, коррекции технологических характеристик.
7. Утилизация СОЖ
Способы утилизации отработки эмульсолов на промышленных предприятиях зависят от кода по ФККО (Федеральному классификационному каталогу отходов).
- термический (выпаривание);
- механический (мембранную фильтрацию);
- реагентный (разрушение деэмульгаторами и коагулянтами);
- электрохимический (электрокоагуляцию, электрофлотацию).
Расчет количества отработки СОЖ производится по формуле:
где Vсож – расход эмульсии за год, т;
Nсож – норматив сбора (13 %).
Малые объемы отработки после механической очистки можно деэмульгировать кислотой или щелочью, а также разбавлять водой в пропорции 1:1000 и сливать в канализацию.
Если требуется деэмульгировать СОЖ быстрее, добавьте в нее деэмульгатор и нагрейте до 90 °С при интенсивном перемешивании.
При средних объемах отходов следует просчитать, что выгоднее – обезвредить их на собственном производстве (оборудование для утилизации необходимо выбирать с учетом технологических возможностей предприятия) или заключить договор со специализированной компанией.
На крупных заводах целесообразно создание комплексных очистных сооружений.
СОЖ - что это? Состав, виды и преимущества использования.
При всех видах механической обработки металлов в зоне контакта инструмента с заготовкой действуют мощные силы трения и выделяется большое количество тепла. Это приводит к ухудшению качества обработки поверхностей, ускоренному износу инструментальной оснастки и оборудования, изменению свойств и структуры обрабатываемого металла из-за перегрева. Чтобы избежать негативных последствий, при токарной и других видах металлообработки рекомендуется применение СОЖ.
Что такое СОЖ?

Аббревиатура СОЖ в производстве и металлообработке расшифровывается как “смазочно-охлаждающая жидкость”, также употребляется термин СОТС — “смазочно-охлаждающие технологические средства”. СОЖ — это многокомпонентные составы, главным назначением которых является охлаждение и смазка инструментов и обрабатываемых деталей из черных и цветных металлов и сплавов. Они уменьшают трение и защищают инструменты и заготовку от перегрева и коррозии, эффективно удаляют абразивную пыль и мелкую стружку из рабочей зоны, предотвращают быстрый износ основных элементов оборудования.
Виды и характеристики СОЖ
Основными техническими характеристиками СОЖ являются плотность и вязкость, которые зависят от состава и определяют их смазывающие и охлаждающие качества. Также важным свойством охлаждающей жидкости является температура замерзания, определяющая условия, в которых возможно применение смазки.
В зависимости от состава, СОЖ подразделяются на две группы:
По форме выпуска различают концентраты и готовые к применению эмульсии. В особую группу можно выделить аэрозоль, применяемый на нестационарных рабочих местах.
Масляные СОЖ
Масляные СОЖ — это чистые минеральные масла (вязкость 2 — 40 мм2/с при 50°С) или с добавками разнообразных функциональных присадок (противозадирные, антифрикционные, антитуманные, антикоррозионные и пр.). Производятся из нефтепродуктов, в связи с чем относятся к горючим жидкостям.
Имеют отличные смазывающие свойства, но при этом отмечается ряд недостатков: низкая способность к охлаждению, испаряемость и высокий уровень пожарной опасности. Масляные смазочно-охлаждающие жидкости не требуют специального приготовления, они выпускаются готовыми к применению.
Выбор и применение СОЖ на масляной основе
Масляные СОЖ характеризуются показателями плотности, вязкости и температурой вспышки, что и является основными критериями выбора определенной марки смазочно-охлаждающей жидкости. Они традиционно используются при тяжелых режимах работы на металлорежущих станках — с низкими скоростями подачи и большой глубиной резания. Эмульсолы на основе минерального масла широко применяются при хонинговании, развертывании и сверлении, а также в случаях, когда уплотнение станка не позволяет использовать водосодержащие продукты.
Чистые минеральные масла без присадок имеют ограниченное применение и чаще всего применяются при простых работах с цветными металлами (бронза, латунь, медь), а также с углеродистыми сталями и чугуном. Для труднообрабатываемых материалов подходят масляные смазочно-охлаждающие жидкости более сложного состава с присадками.
Делая выбор между несколькими марками смазочно-охлаждающей жидкости с аналогичными характеристиками, специалисты рекомендуют отдать предпочтение тем продуктам, которые:
- имеют более высокую прозрачность для лучшего обзора рабочей зоны
- не образуют масляный туман и безопасные для персонала
- не содержат хлора и при этом обладают высокими смазывающими свойствами и обеспечивают требуемое качество обработки
Синтетические и полусинтетические СОЖ
Водосмешиваемые СОЖ в своем составе содержат различные органические и неорганические вещества, среди которых: спирты, вода, эмульгаторы, электролиты, биоциды, ингибиторы коррозии, противозадирные присадки и пр.
Преимущества этого вида эмульсолов — невысокая стоимость, простота приготовления рабочих эмульсий, низкая пожароопасность, хорошие охлаждающие свойства. Недостатки — пенообразование, высокая степень биопоражения микроорганизмами и расходы на утилизацию.
Классификация водорастворимых СОЖ
Поставка водосмешиваемых эмульсолов осуществляется в виде концентрата, который используется для приготовления рабочих эмульсий непосредственно на месте применения. При этом обязательным условием получения качественного продукта является правильное разбавление концентрата водой — он добавляется в воду и тщательно перемешивается.
Эта группа включает три основных разновидности СОЖ с разной дисперсностью основного компонента:
- Эмульсионные: грубодисперсные продукты, получаемые путем разбавления водой эмульсолов, содержащих до 85% минеральных масел. Вследствие смешивания эмульсола и воды в концентрации 5-30% образуется эмульсия белого цвета, обладающая высокими смазывающими характеристиками.
- Полусинтетические: концентрированные продукты с коллоидной степенью дисперсии, содержат до 50% минеральных масел. Рабочий полупрозрачный раствор концентрацией 1-10% получают при смешивании с водой. Он в равной мере характеризуется хорошими смазывающими и охлаждающими свойствами.
- Синтетические: концентраты, не содержащие масел, имеют молекулярную степень дисперсности. Основные компоненты: поверхностно-активные вещества (ПАВ), вода, водорастворимые полимеры и присадки. Рабочий раствор в концентрации 1-10% обладает высокими охлаждающими свойствами.
Состав и характеристики СОЖ на водной основе
Водорастворимые СОЖ характеризуются отличными охлаждающими свойствами и поэтому подходят для высокоскоростных режимов обработки металлов. Кроме того, они дают возможность получить рабочий раствор различной концентрации, что расширяет применяемость данного вида эмульсолов в металлообработке.
Например, одна и та же марка смазочно-охлаждающей жидкости может использоваться для черновой механической обработки в концентрации 2-5%, а при выполнении особо трудных операций (глубокого зенкования, сверления и пр.) — в повышенных концентрациях до 8%. Синтетические СОЖ с невысокой концентрацией 1,5-2,5% обычно выбирают для шлифовальных операций.
Рекомендуемые концентрации и применяемость каждой марки СОЖ для определенного вида механической обработки приводятся в технической документации производителей. Точное соблюдение дозировок гарантирует стабильность готового раствора СОЖ и позволяет достичь максимально эффективной обработки металлов.
Выбор и применение СОЖ
Основными сферами применения смазывающе-охлаждающих жидкостей являются токарная и фрезерная обработка металлов. Эмульсол для металлообработки выбирается, исходя из конкретных условий производства: типа оборудования, применяемого инструмента, выполняемых технологических операций, материала заготовки, способа подачи рабочей эмульсии и пр.
СОЖ для токарных станков - какую выбрать?
Однозначного ответа на вопрос, какая СОЖ лучше для токарной обработки , нет: ее нужно выбирать с учетом скоростного режима и свойств обрабатываемого металла.
При высокоскоростной токарной обработке необходимо использовать СОЖ с улучшенными теплоотводящими и антифрикционными характеристиками.
Даже при обработке нержавеющих металлов в составе концентрата СОЖ, эмульсола или эмульсии для токарных станков должны быть специальные присадки для предотвращения коррозии инструмента и узлов оборудования.
В состав токарной эмульсии для обработки вязких металлов обязательно вводят антизадирные компоненты.
Как выбрать СОЖ для фрезерования?

Требования к СОЖ для фрезерных станков зависят от режима резания, материала инструмента и заготовки. Например:
при использовании фрез с твердосплавными пластинами они должны сочетать высокие смазочные и низкие охлаждающие свойства (фрезерование является прерывистым процессом, поэтому интенсивное охлаждение зоны реза приводит к образованию термических трещин на режущих кромках инструмента из-за резких перепадов температуры);
при обработке деталей из алюминия и нержавейки необходимо для улучшения качества обработки поверхностей следует применять СОЖ с антизадирными присадками.
Особенности выбора СОЖ для шлифовальных станков
К СОЖ для шлифовки металлов предъявляются повышенные требования по пожаробезопасности, пено- и туманообразованию, содержанию опасных для здоровья персонала веществ.
Во время шлифования в рабочей зоне образуется большое количество мелкой стружки и абразивной пыли, что приводит к образованию царапин на обрабатываемых поверхностях. Поэтому для обеспечения высокого качества деталей необходимо выбирать СОЖ с улучшенными моющими свойствами.
СОЖ для сверления

Выбирая смазочно-охлаждающую жидкость для сверлильного станка, необходимо обязательно учитывать глубину отверстий: СОЖ для глубокого сверления должны обладать повышенными теплоотводящими и антифрикционными свойствами.
Для повышения качества обработки поверхностей отверстий в деталях из нержавеющей стали в состав СОЖ вводят компоненты, предотвращающие налипание металла на сверло.
Одним из важнейших требований к СОЖ при использовании твердосплавных сверл является содержание присадок, препятствующих выгоранию кобальта.
СОЖ для обработки металлов давлением
Подбор СОЖ для обработки металлов давлением осуществляют с учетом особенностей технологических режимов выполняемых процессов (прессование, горячая или холодная штамповка).
В основном для операций горячей штамповки применяются пожаробезопасные смазочно-охлаждающие жидкости на водной основе с графитом и без графита, а также масляные СОЖ с графитом. Эти продукты образуют термостойкую смазочную пленку с хорошими разделительными свойствами. Они уменьшают износ оборудования, предотвращая жесткий контакт матрицы и заготовки.
Широкое применение получило также специальное испаряющееся масло для штамповки, в состав которого входят особые полярные присадки (эфиры). Оно отличается невысокой вязкостью, легко наносится на рабочие поверхности, испаряется при нагреве и не требует последующей очистки.
Для холодной обработки металлов давлением выпускаются СОЖ на масляной основе со значительным содержанием различных присадок и смазочных добавок, придающих нужные эксплуатационные свойства — коррозионную устойчивость и износостойкость, хорошие противозадирные качества. Создаваемая защитная масляная пленка снижает трение, уменьшает дефекты и улучшает качество поверхности получаемой детали.
Марки и рейтинг СОЖ
Первые места в рейтинге СОЖ для металлообработки занимают продукты марок Henkel, Blaser, Cimcool - данные фирмы специализируются на выпуске смазочно-охлаждающих жидкостей. Для компаний Castrol, Shell, Mobil основным направлением является производство моторных масел, а выпуск СОТС для них - "побочное" дело. При этом стоимость СОЖ всех вышеперечисленных марок одинаково высока , в том числе из-за немалых затрат на доставку и растаможку.
Кроме того, под видом эмульсий и эмульсолов известных марок нередко продаются фальсификаты, опасные не только для оборудования, но и для здоровья людей.
Смазывающе-охлаждающие жидкости отечественного производства стоят значительно дешевле, но при этом обладают рядом недостатков, в числе которых:
- быстрое расслоение, бактерицидное заражение и, как следствие, и потеря рабочих свойств;
- коррозия и разрушение деталей станка, выполненных из цветных материалов;
- вспенивание и выпадение осадка при использовании с жесткой водой;
- аллергические реакции и другие проблемы со здоровьем у персонала;
- высокая токсичность отработанной эмульсии и проблемы с её утилизацией.
При разработке нашей продукции мы учли эти факторы, поэтому концентрат СОЖ для металлообработки марки Oilсool полностью отвечает современным санитарно-гигиеническим требованиям, а пакет присадок Ecoboost 2000 обеспечивает высокие антикоррозионные, антифрикционные, противозадирные и другие важные эксплуатационные свойства. Производимые нами смазочно-охлаждающие жидкости ничем не уступают зарубежным аналогам и при этом стоят дешевле.
Когда требуется замена СОЖ
Замена эмульсола производится по истечению срока годности продукта, а также в тех случаях, когда в процессе использования его качество, внешний вид и эксплуатационные характеристики значительно ухудшились.
Как показывает практика, масляные эмульсолы имеют более длительный срок годности по сравнению с СОЖ на водной основе. Это объясняется тем, что вода является хорошей средой для развития всевозможных микроорганизмов, что приводит к снижению уровня кислотности рН и появлению неприятного запаха. Вредными факторами для водосмешиваемых СОЖ являются также повышенные температуры, загрязнение смазочными материалами и абразивами. Такая эмульсия теряет стабильность и свои свойства, становится более токсичной. Текущий контроль состояния СОЖ дает возможность своевременно выявить несоответствия и внести корректировки. Периодичность контроля устанавливается стандартами:
СОЖ. Все о смазочно-охлаждающей жидкости

При обработке металлов резанием или пластическим деформированием происходит выделение большого количества теплоты. В результате нагревания рабочего инструмента и поверхности заготовки ухудшается качество обработки, повышается износ дорогостоящего инструмента и оснастки, изменяется структура поверхностных слоев металла заготовки. Это, в свою очередь приводит к снижению рабочих свойств и качеству конечных изделий.
Для предотвращения перечисленных проявлений и повышения качества обработки поверхности заготовки применяют специальные охлаждающие технические средства – СОТС.
По агрегатному состоянию СОТС делятся на газообразные, жидкие, твердые.
Наибольшее распространение получили жидкие СОТС – смазочно-охлаждающие жидкости (СОЖ).
Смазочно-охлаждающая жидкость (СОЖ) – это специальная субстанция, используемая при работе станков по обработке металла. Каждый технологический процесс токарного или фрезерного станка сопровождается трением, которое может привести к деформации обрабатываемой детали, поломке дорогостоящего станка или его части, изменению механических свойств металла.
Основное предназначение СОЖ для металлообработки - разделение поверхностей, подвергающихся трению, и снижение температуры инструмента. Эта жидкость образует смазочную пленку на рабочих поверхностях, которая снижает силу трения и силу, необходимую для резания. Введение в состав продукта особых присадок упрощают процесс резания – молекулы жидкости быстро проникают в микротрещины на поверхности металла и как бы вбивают клин между его частицами.

Состав СОЖ (СОТС)
Состав рецептуры большинства СОЖ для металлообработки примерно одинаков. В продуктах разных производителей и названий меняется лишь концентрация того или иного вещества или присадка, нужная конкретному процессу или металлу.
Эффективная СОЖ для станков включает в себя:
Смазки из натуральных или синтетических масел
Присадки, обладающие различными эксплуатационными свойствами
Вещества, препятствующие расслоению смазочно-охлаждающих жидкостей на фракции
Антикоррозионные и износоснижающие компоненты
Добавки, снижающие пенообразование и агрессивность по отношению к обрабатываемым металлам
Присадки в составе СОЖ
Присадки – важная составляющая СОЖ для металлообработки. Имея совсем небольшую концентрацию, они позволяют значительно улучшить качество и эффективность работы с металлом.

Присадки различного назначения выполняют несколько важных функций:
Повышают стойкость металлов к коррозии
Противодействуют износу благодаря снижению износа рабочих поверхностей инструмента
не дают образовываться задирам на поверхности металлической заготовки в процессе обработки,
Предотвращают образование пены, снижающей качество СОЖ, и появление масляного тумана, который вредно действует на кожу и дыхательные органы рабочего персонала
Основные функции СОЖ
Смазочно-охлаждающие жидкости для металлорежущих станков выполняют следующие основные функции:
Охлаждение режущего инструмента, нагревающегося при работе, и увеличение его срока службы
Повышение качества обработки поверхности металла
Удаление с рабочих поверхностей пыли, грязи, металлической стружки и т. д.
Смазывание зоны трения для повышения ресурса резцов, снижения коэффициента трения и выделения теплоты
Повышение производительности станка за счет увеличения скорости, улучшения качества и точности обработки
Классификация СОЖ
К каждому технологическому процессу нужна СОЖ, свойства которой максимально будут отвечать специфике материала и характеристикам станка.
Обычно в металлообрабатывающем производстве используется несколько видов СОЖ для металлообработки:
Масляные СОЖ. Их основа – минеральное или синтетическое масло. Для получения особых свойств жидкости в состав вводят присадки. Такие СОЖ отлично смазывают поверхности, но плохо снижают температуру, поэтому используются для мягких металлов при несложных работах.
Водосмешиваемые СОЖ – в составе этих жидкостей могут быть спирты, эмульгаторы, масла, электролиты, присадки и т. д. Хорошо охлаждает инструменты и металлы, но обладают скромными смазывающими характеристиками,
Минеральные СОЖ – производится из нефтяных продуктов, используется преимущественно для работы фрезерных и токарных станков для резания стали,
Синтетические и полусинтетические СОЖ – эти виды смазочно-охлаждающих жидкостей изготавливаются на основе смеси водорастворимых полмиров с добавлением поверхностно-активных веществ, ингибиторов, биоцидов и т.д.
Эмульсии СОЖ – составы с большей, по сравнению с водосмешиваемыми, концентрацией дисперсных компонентов. Такие жидкости имеют отличные смазывающие и противоизносные характеристики.
По способу приготовления или составления рабочей жидкости различают эмульсолы – готовые жидкости, в составе которых есть присадки, мешающие расслоению, – и концентраты СОЖ, смешиваемые с водой перед использованием для получения эмульсий СОЖ
По вязкости, температуре вспышки, кислотному числу и т.д. (масляные СОЖ)
Смазочно-охлаждающие жидкости для операций резания
Основными сферами применения смазывающе-охлаждающих жидкостей являются токарная и фрезерная обработка металлов. Эмульсол для металлообработки выбирается исходя из конкретных условий производства: типа оборудования, применяемого инструмента, выполняемых технологических операций, материала заготовки, способа подачи рабочей эмульсии и пр.
Отметим, какие смазочно-охлаждающие жидкости наиболее распространены при проведении различных операций резания:
Полуторапроцентный раствор кальцинированной соды в кипяченой воде (для чернового обтачивания)
Вода, тринатрийфосфат и тринит натрия – повышает антикоррозийную стойкость
Вода, эмульсол и сода – обеспечивает обтачивание высокого качества
Масло (индустриальное и льняное) и керосин – для высокоточной работы дорогостоящими резцами
Сульфофрезол и керосин – для глубокого сверления металла
Керосин – при работе с алюминием и его сплавами
Обработка металла давлением также требует применения СОЖ для металлообработки, но такие материалы должны обладать особыми свойствами. Металлообработка давлением характеризуется значительными усилиями и невысокой скоростью скольжения между деталью и инструментом, поэтому СОЖ должна быть достаточно вязкой, стойкой к расслоению при высоких температурах. Зачастую в составе таких жидкостей содержится тонкочешуйчатый графит, который минимизирует трение в зоне пластической деформации.
Особые смазочно-охлаждающие материалы применяются также при работе с алюминием и его сплавами. Этот металл имеет свойство налипать на поверхности режущего инструмента, с которыми соприкасается. По этой причине СОЖ для алюминия должны обеспечивать высокое качество чистовой обработки заготовки. При работе с алюминием обычно используются эмульсии СОЖ на основе жирных кислот и вещества с этиленгликолем или глицерином.
СОЖ для токарных станков
Однозначного ответа на вопрос, какая СОЖ лучше для токарной обработки, нет: ее нужно выбирать с учетом скоростного режима и свойств обрабатываемого металла.
При высокоскоростной токарной обработке лучше использовать жидкости с улучшенными теплоотводящими и антифрикционными характеристиками.
Даже при обработке нержавеющих металлов в составе концентрата СОЖ для токарных станков должны иметься специальные присадки для предотвращения коррозии инструмента и узлов оборудования.
В состав токарной эмульсии для обработки вязких металлов обязательно вводятся антизадирные компоненты.
СОЖ для фрезерования
Требования к СОЖ для фрезерных станков зависят от режима резания, материала инструмента и заготовки. К примеру, при использовании фрез с твердосплавными пластинами главное свойство, которым должна обладать смазочно-охлаждающая жидкость, это высокая смазочная способность. Охлаждающие свойства не важны и даже вредны: фрезерование является прерывистым процессом, интенсивное охлаждение зоны реза приводит к образованию термических трещин на режущих кромках инструмента из-за резких перепадов температур.
При работе с деталями из алюминия и нержавеющей стали для улучшения качества обработки поверхностей следует применять СОЖ с антизадирными присадками.
СОЖ для шлифовальных станков
Во время шлифования в рабочей зоне образуется большое количество мелкой стружки и абразивной пыли, что приводит к образованию царапин на обрабатываемых поверхностях. Именно поэтому для обеспечения высокого качества деталей необходимо выбирать СОЖ с улучшенными моющими свойствами.
СОЖ для сверления
Для повышения качества обработки деталей из нержавеющей стали в состав СОЖ вводят компоненты, предотвращающие налипание металла на сверло.
СОЖ для обработки металлов давлением
Подбор СОЖ для обработки металлов давлением осуществляется с учетом особенностей технологических режимов выполняемых процессов (прессование, горячая или холодная штамповка).
Для операций горячей штамповки, в основном, применяются пожаробезопасные смазочно-охлаждающие жидкости на водной основе с графитом и без него, а также масляные СОЖ с графитом. Эти продукты образуют термостойкую смазочную пленку с хорошими разделительными свойствами. Предотвращая жесткий контакт матрицы и заготовки, пни уменьшают износ оборудования.
Для холодной обработки металлов давлением выпускаются СОЖ на масляной основе со значительным содержанием различных присадок и смазочных добавок, придающих нужные эксплуатационные свойства: коррозионную устойчивость, износостойкость, хорошие противозадирные качества. Защитная масляная пленка снижает трение, уменьшает дефекты и улучшает качество поверхности получаемых деталей.
Многие смазочно-охлаждающие жидкости обладают рядом существенных недостатков, в числе которых:
- Быстрое расслоение и бактерицидное заражение с последующей потерей рабочих свойств
- Вызывание коррозии и разрушения деталей станка, выполненных из цветных материалов
- Вспенивание и выпадение осадка при использовании с жесткой водой
- Токсичность и аллергичность, вызывающие проблемы со здоровьем у персонала
Производители СОЖ стараются минимизировать вышеперечисленные явления. При этом российские компании, выпускающие смазочно-охлаждающие жидкости, сегодня ни в чем не уступают зарубежным "конкурентам" и поставляют на рынок СОЖ, соответствующие международным стандартам.
Одной из таких компаний является "Эффективный Элемент". Полусинтетическая водорастворимая смазочно-охлаждающая жидкость EFELE CF-621 содержит не более 20 % минерального масла, поэтому по свойствам она близка к синтетической.
Универсальную СОЖ EFELE CF-621 рекомендуется применять при обработке различных видов сталей, в том числе нержавеющей и высоколегированной, чугуна, титана, алюминиевых сплавов. Кроме того, ее можно использовать в процессе операций шлифования, точения, сверления, развертывания, фрезерования, пиления, нарезания резьбы, хонингования и притирки.
EFELE CF-621 представляет собой концентрат, который перед применением разводится водой в нужных пропорциях (диапазон концентраций – от 5 до 10 %, в зависимости от типа операции). Для приготовления раствора используется вода жесткостью 100 - 350 ppm (10 - 35 °TH, 5 - 19 °DH). Готовая жидкость не содержит формальдегида, хлора и вторичных аминов, поэтому не выделяет вредных для людей испарений.
В ходе эксплуатации данная СОЖ демонстрирует отличную биостойкость, высокие смазывающие, антипенные и антикоррозионные свойства, отсутствие неприятного запаха. Использование этого материала гарантирует высокое качество обработки поверхностей.
Как правильно эксплуатировать СОЖ для станков?
1. Определить рабочий металл и его особенности. Каждый металл или сплав имеет свои специфические особенности в обработке, что влечет за собой тщательный подбор СОЖ. Жидкость, подходящая для стали, будет неэффективна при работе с алюминием и т. д.
2. Выбрать концентрацию СОЖ. Низкая концентрация ухудшит производительность станка, а слишком высокая может навредить здоровью работников и привести к вспениванию жидкости. Необходимая концентрация достигается путем добавления в воду небольшими порциями концентрата СОЖ при тщательном перемешивании.
3. Следить за совместимостью смазки станка и СОЖ.
4. Контролировать расход эмульсии СОЖ - он должен быть не меньше 10-15 литров в минуту (независимо от состава).
5. Использовать эмульсию СОЖ сразу же, в начале работы, не дожидаясь, пока резец нагреется.
6. Подавать СОЖ в места максимально высокой температуры – туда, где идет процесс образования стружки.
7. Не применять СОЖ для обработки хрупких металлов – мелкая крошка этих материалов, смешиваясь с СОЖ, забивается в узлы и агрегаты, тем самым портя дорогое оборудование.
Перед применением готовая жидкость или концентрат СОЖ тщательно перемешивается с водой, при этом необходимо концентрат СОЖ добавлять небольшими порциями в воду. Если добавлять в обратной последовательности – воду вливать в концентрат СОЖ, – то эмульсия может не получиться из-за расслоения жидкостей, образования крупных капель нерастворившегося концентрата.
Читайте также: