Контактная сварка толщина металла
Обновлено: 05.07.2024
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
Конструктивные элементы и размеры
Resistance welding. Welded joints. Design elements and dimensions
Срок действия с 01.07.80
до 01.07.85*
________________
* Ограничение срока действия снято
по протоколу N 4-93 Межгосударственного
Совета по стандартизации, метрологии и сертификации.
(ИУС N 4 1994 г.). - Примечание изготовителя базы данных.
ВВЕДЕН В ДЕЙСТВИЕ постановлением Государственного комитета СССР по стандартам от 28 мая 1979 г. N 1926
ПЕРЕИЗДАНИЕ. Сентябрь 1983 г.
1. Настоящий стандарт устанавливает конструктивные элементы и размеры расчетных сварных соединений из сталей, сплавов на железоникелевой и никелевой основах, титановых, алюминиевых, магниевых и медных сплавов, выполняемых контактной точечной, рельефной и шовной сваркой.
Стандарт не распространяется на сварные соединения, выполняемые контактной сваркой без расплавления металла.
2. В стандарте приняты следующие обозначения способов контактной сварки:
Для конструктивных элементов сварных соединений приняты следующие обозначения:
расчетный диаметр литого ядра точки или ширина литой зоны шва;
расстояние между центрами соседних точек в ряду;
расстояние между осями соседних рядов точек при цепном расположении;
расстояние между осями соседних рядов точек при шахматном расположении;
длина литой зоны шва;
величина перекрытия литых зон шва;
длина неперекрытой части литой зоны шва;
расстояние от центра точки или оси шва до края нахлестки;
число рядов точек.
3. Конструктивные элементы сварных соединений, их размеры должны соответствовать указанным на черт. 1, 2, 3 и в табл. 1, 3, 5 для соединений группы и в табл. 2, 4, 6 - для соединений группы
Группа соединения должна быть установлена при проектировании в зависимости от требований к сварной конструкции и особенностей технологического процесса сварки.
4. Величина нахлестки для многорядных швов при цепном расположении точек .
5. В зависимости от вида нахлестки сварного соединения величину нахлестки следует определять в соответствии с черт. 4.
6. Расстояние от центра точки или оси шва до края нахлестки должно быть не менее половины минимальной величины нахлестки.
7. Допускается сварка деталей неодинаковой толщины; при этом размеры конструктивных элементов следует выбирать по детали меньшей толщины.
В случае8. При сварке трех и более деталей расчетный диаметр литого ядра точки следует устанавливать раздельно для каждой пары сопрягаемых деталей. Допускается сквозное проплавление средних деталей.
9. Величина проплавления должна быть для магниевых сплавов от 20 до 70%, титановых - от 20 до 95% и остальных металлов и сплавов - от 20 до 80% толщины деталей.
10. При шовной контактной сварке величина перекрытия литых зон герметичного шва должна быть не менее 25% длины литой зоны шва .
При шовной контактной сварке деталей толщиной менее 0,6 мм допускается уменьшение величины перекрытия литых зон шва до значений, гарантирующих герметичность сварного шва.
11. Глубина вмятины , в случае применения одного из электродов с увеличенной плоской рабочей поверхностью, а также при сварке в труднодоступных местах допускается увеличение глубины вмятины до 30% толщины детали.
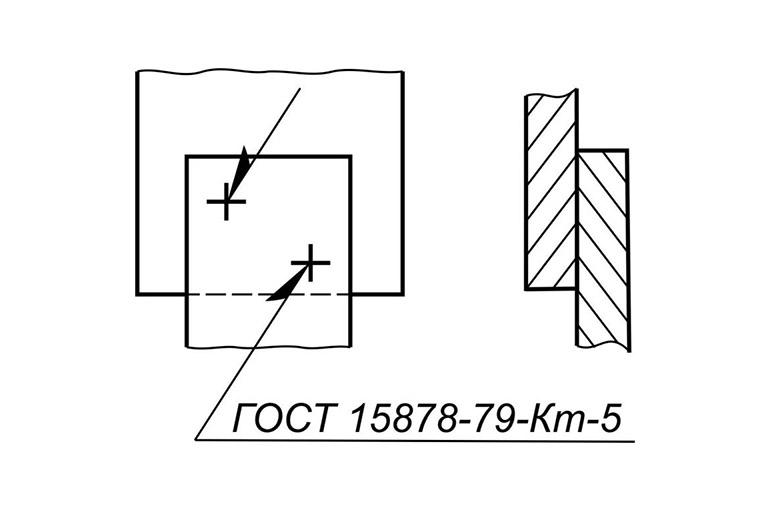
Конструктивные элементы сварных соединений, выполненных контактной точечной сваркой

- неплакированные металлы; б - плакированные металлы; в - детали неравной толщины; г - разноименные металлы
Описание технологии контактной точечной сварки
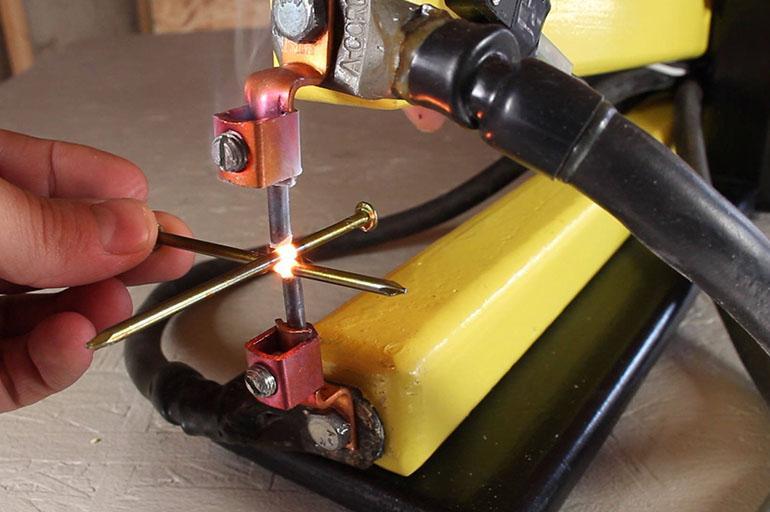
Точечная сварка
Точечная сварка чаще всего используется в бытовых условиях. С ее помощью можно надежно и быстро соединить металлические элементы. Для этого не нужно быть профессиональным сварщиком, а само оборудование можно сделать своими руками.
.jpg)
Описание технологии точечной сварки
Техника соединения деталей различается в зависимости от вида металла, толщины заготовок, но общий порядок выполнения работ одинаковый.
Основные этапы сварочного процесса:
- Подготовительные мероприятия. Поверхности соединяемых элементов конструкции очищаются от лакокрасочных покрытий, которые не пропускают ток.
- Сжимание деталей. Поверхности соединяемых заготовок берут клещами для образования участков проведения тока непосредственно между контактами.
- Прогрев заготовок электрическим импульсом (постоянным или переменным). Дольше нагреваются более толстые элементы.
- Ослабление давления на соединяемые детали (для автоматических сварочных агрегатов). Эта процедура предупреждает выдавливание расплавленного материала.
- Отключение тока при покраснении материала на участке размещения электродов.
- Завершающий этап – проковка (прижим) деталей в период остывания материала. Эта процедура выполняется для создания прочного шва.
Настройка оборудования осуществляется в зависимости от типа металла. Качество соединения деталей зависит от применяемой сварочной технологии, импульса и режимов сжимания элементов конструкции.
Обозначения по ГОСТу на чертежах
Сфера применения и как это работает
Основные отличия контактной точечной сварки:
- кратковременное воздействие на соединяемые элементы;
- малая площадь расплавления материала;
- напряжение – 1-3 В;
- ток – от 2000 А;
- усилие в точке соединения – 10-100 кг.
Благодаря таким особенностям этот вид сварки применяют для спайки металлических изделий, толщина которых не превышает 3 см.
Трансформаторы для выполнения точечной сварки используются в автомастерских (устранение вмятин). По этой технологии также осуществляется пайка литиевых батарей ноутбуков.
Разновидности контактной сварки в общем
Контактные соединения подразделяют на 4 группы:
- точечные;
- стыковые;
- шовные;
- рельефные.
Каждый вид сварки имеет свои характеристики, область применения.
Точечный метод
Соединение деталей выполняется точками в одном или нескольких местах. Под воздействием импульсного тока и давлением электродов осуществляется нагревание поверхностей материалов, расплавление и соединение металла.
Сварка рельефная
Этот вариант спаивания напоминает предыдущий. В этом случае предварительно готовят выпуклые места для соединения. А форма точки зависит не от электрода, а от самой выпуклости.
Рельефная сварка используется при производстве электротехнического оборудования, автомобильной техники.
Создание шва
Шовные соединения получают нанесением в ряд одновременно двух и более точек. Если их наносить внахлест, получаются герметичные швы. Сварка выполняется с использованием одного или нескольких аппаратов.

Такая техника спаивания позволяет получать качественные швы при соединении изделий толщиной до 3 мм. Ее используют для производства стальных и алюминиевых емкостей (канистр, бочек и пр.).
Стык встык
Контактное сваривание встык осуществляется по всей площади соединяемых компонентов.
Работы выполняются одним из 3 способов:
- сопротивлением;
- непрерывным оплавлением места спайки;
- оплавлением с параллельным нагреванием участка соединения.
Первый способ используется для сваривания элементов малого сечения – до 2 см², труб, изготовленных из металлов с малым процентом содержания углерода.
Техника оплавления применяется для деталей с площадью сечения до 10 тыс. см².
Какие плюсы и минусы имеет
Благодаря высокой производительности и простоте эксплуатации оборудования точечная технология сварки получила широкое применение.

- при малом расходе электрической энергии агрегат обеспечивает более 100 спаиваний в минуту;
- возможна автоматизация рабочего процесса;
- отсутствует необходимость в применении флюсов, присадок и проволоки;
- получаются прочные соединения без остаточных деформаций.
Недостаток: негерметичные швы. Агрегат работает прерывисто, спайка материалов осуществляется в нескольких отдельных точках.
Требуемое оборудование и электроды
Точечные сварочные агрегаты подразделяют на 2 группы:
Агрегаты переносного типа отличаются небольшими габаритами и малым весом. Их чаще используют для возведения крупногабаритных металлоконструкций и кузовного ремонта. С помощью такой сварки можно соединять детали толщиной до 5 мм.
Стационарное оборудование используется на производственных предприятиях для изготовления металлических изделий, которые мастер может держать в руках. При серийном производстве с их помощью быстро создаются однотипные соединения. Такие установки достаточно тяжелые и занимают много места, но наличие мощного источника питания позволяет спаивать заготовки толщиной до 8 мм.
Характеристика используемых электродов для сварных точечных соединений:
- повышенная температурная стойкость – более 600º;
- высокая плотность материала, позволяющая удерживать форму при сжатиях до 6 кг/мм²;
- повышенная электро- и теплопроводность без потери импульсного тока.
Плоские электроды применяют для одно- и двухсторонней сварки. В остальных случаях используют элементы бочкообразной формы.
Техника безопасности при работах
При эксплуатации агрегатов точечного типа нужно соблюдать правила техники безопасности:
- не должно быть повреждений изоляции электрических кабелей, оголенных контактов;
- агрегат следует заземлить;
- при подсоединении к электросети оборудования контакты должны соответствовать номинальным значениям;
- необходимо использовать дифавтоматы;
- настройка и обслуживание аппарата в процессе эксплуатации осуществляется только после отсоединения от электросети.
.jpg)
Сварщик должен быть в плотной робе, специальной маске или очках, диэлектрических перчатках. При этом надежно изолируется рукоять клещей. Работать в помещении нужно в респираторе, должна присутствовать вытяжка.
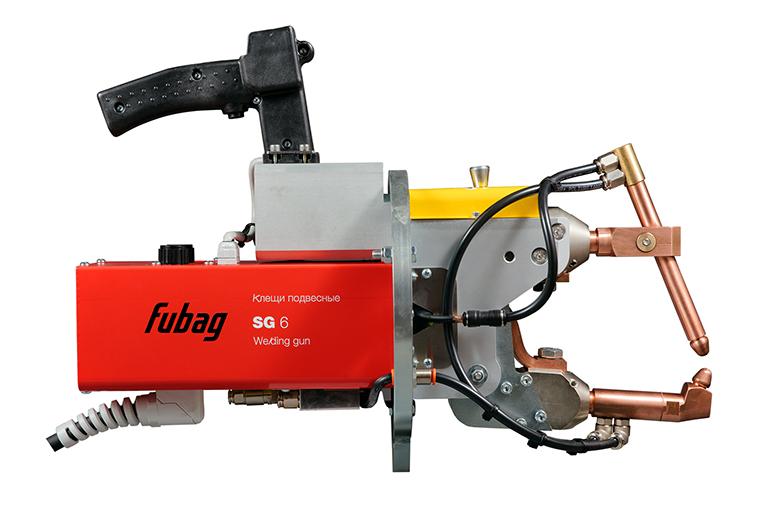
Типы используемых аппаратов
При контактной точечной сварке агрегат способен выдавать разный ток.
По этим признакам оборудование делится на категории:
- с постоянным и переменным током;
- низкочастотное;
- конденсаторное.
Для сваривания стальных сеток на предприятиях используют многоточечные агрегаты, которые позволяют делать соединения одновременно в нескольких местах.
Но самыми востребованными являются одноточечные модели, для которых используется переменный ток.
По каким характеристикам выбирать устройство
При выборе оборудования нужно учитывать следующие параметры: рабочие режимы аппарата, мощность, толщину материла, потребление электричества.
Режимы работы аппарата
В зависимости от свойств тока режим функционирования агрегата может быть жестким или мягким.
В первом случае используют ток большой плотности, сварочный цикл меньше 1.5 с. В таком режиме увеличивается производительность, но соединяемые детали нужно сильно сдавливать. Для работы используют электроды, диаметр которых превышает суммарное сечение спаиваемых элементов в несколько раз.

Во втором случае применяют ток меньшей плотности, цикл сварки увеличивается до 5 с. Это позволяет снизить давление клещей на заготовки и работать электродами, диаметр которых равен толщине деталей.
Мощность напряжения
Сварочный аппарат можно подсоединять к однофазной линии на 220 В и трехфазной на 380 В. Мощность потребления в зависимости от модели может составлять от 3 до 12 кВт. К стандартной электросети не рекомендуется подключать оборудование, работающее с мощностью выше 5 кВт, т.к. проводка может расплавиться.
Толщина свариваемых листов
Этот параметр определяет максимальное сечение деталей, которые можно проварить агрегатом. При спаивании более толстых заготовок получаются некачественные швы.
Обозначение параметра может быть общим или раздельным. Например, в первом случае – «5 мм», во втором – «2,5+2,5 мм», но значение этих параметров одинаковое.
Промышленные модели, способные сваривать одновременно 3 стальных листа обозначают – «3+3+3 мм».
Экономичность потребления
Дешевые агрегаты предназначены для ручного управления. Некоторые модели работают только на максимальной силе тока, т.к. его регулировка не предусмотрена. Сварщик самостоятельно сжимает клещи, следит за периодом соприкосновения электродов, пока не будет выполнен нужный провар.
.jpg)
Чтобы шов получился качественным, предварительно трансформатор опробуется на черновых заготовках того же сечения, что и основные элементы. Это делается для определения времени прижима. После этого можно переходить к чистовой работе.
Выпускаются модели, на которых сила тока регулируется – синергетическое (микропроцессорное) управление. Это существенно упрощает выполнение сварочных работ. Оператор указывает на панели прибора тип соединения и толщину заготовок. Механизм управления самостоятельно выбирает оптимальные параметры для работы, включает/отключает подачу тока. Задача мастера – только подносить электроды к месту соединения деталей. Но это дорогое оборудование.
Какие дефекты возможны при точечной сварке
В производстве и бытовых условиях востребована многоточечная технология сваривания стальных изделий. Ее используют для соединения тонких деталей. Швы получаются качественными и прочными.
Но не исключены и дефекты:
- Прожог. В изделиях в процессе перегрева материала и стекания стали образуются отверстия и легко отрываются сплавленные кромки. Это происходит при высокой силе тока, избыточной силе сжатия, продолжительном импульсе. Для предупреждения прожогов рекомендуется уменьшить прижим клещей и ток.
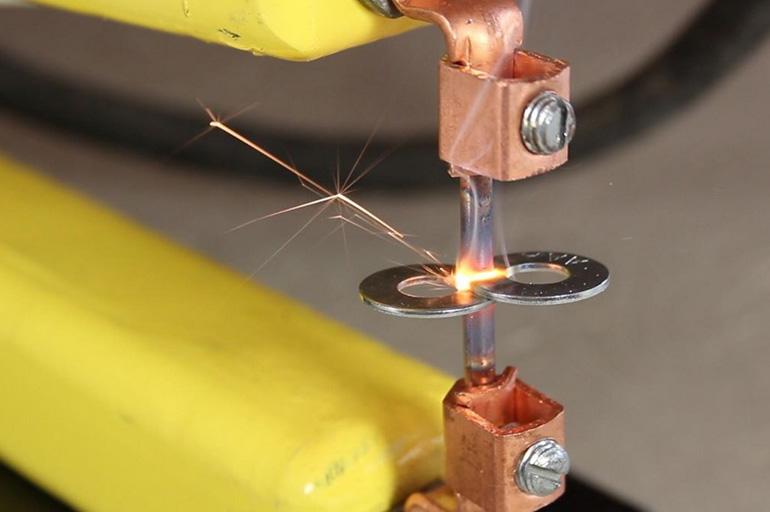
- Стекание расплавленного металла. Расплавленный материал способен выйти из ядра из-за продолжительного применения слабого импульса или сильного сжимания клещей. При выполнении сварочных работ сталь выплескивается из точек в виде искр. А при таком продолжительном факторе прочность соединения существенно снижается.
- Непровар. Причиной того, что слабо нагревается ядро, может быть недостаточная сила сжатия и слабый импульс. Непровар возникает при близких точках сварки, т.к. соседняя точка является шунтом, который пропускает через себя часть энергии.
Также из-за короткого импульса или плотного прилегания соединяемых деталей может получаться недостаточная площадь расплава. В подобных случаях в одной сварной точке образуется несколько микросплавов, которые суммарно дают более слабое соединение, чем цельная точка.
Исправление ошибок
Точечная бесконтактная или контактная сварка осуществляется согласно разработанной технологии. Но в этой методике есть сложности, способные вызвать различные дефекты. А достаточно сложная диагностика точную картину о виде и качестве шва не дает.
Для устранения дефектов рекомендуется выполнить следующие действия:
- высверлить соединение, повторить спаивание полуавтоматом;
- проварить точечный шов еще раз;
- зачистить наружные выплески материала;
- установить вытяжную или сварную заклепку;
- проковку разогретой точки.
Чтобы не приходилось исправлять недочеты, рекомендуется перед выполнением работ потренироваться на черновых заготовках.
Самоделка или заводской аппарат
Станок для точечной сварки, сделанный своими руками, позволяет сэкономить на кузовном ремонте и спаивании металлических конструкций. Профессиональное оборудование достаточно дорогое. Оно окупается только при выполнении больших объемов работ, т.е. на производстве.
Но для сооружения аппарата своими руками нужно знать его конструкцию, последовательность сборки. Для этого предварительно придется изучать техническую документацию, схемы и инструкции по сборке.
Самодельный агрегат для сварки стальных деталей – это незаменимый инструмент в гараже. С его помощью при необходимости можно подварить собственный автомобиль, собирать металлические конструкции (например, стеллажи), ремонтировать радиотехническое оборудование и т.д.
Для частых работ рекомендуется приобретать заводские аппараты с регулировкой тока для соединения деталей разной толщины, из разных металлических сплавов.
Контактная точечная сварка

Точечная сварка – вид контактного метода сваривания деталей, получивший широкое распространение в быту и промышленной сфере деятельности человека. Она применяется для сборки конструкций из арматуры, сваривания деталей из металла в автомобиле-и самолетостроении. Также подобный вид сварки нашел применение при починке транспорта.
Это объясняется простотой и эффективностью метода. Точечная сварка проводится с помощью специализированно аппарата контактной сварки, для управления которым нужно пройти соответствующее обучение и набрать квалификацию. В работе существуют тонкости, которые обязательно нужно знать специалисту, чтобы обеспечить надежность и аккуратность сварного шва, что напрямую влияет на качество конструкции. Подобрать аппарат можно, перейдя по ссылке.
Физика процесса контактной точечной сварки
Принцип работы основан на свойствах электротока, протекающего сквозь детали. Задача машины для контактной точечной сварки сводится к реализации следующих процессов:
- создание приемлемого сжатия заготовок электродами
- в момент сваривания подача токов с большим значением ампер
- охлаждение электродов, чтобы они не расплавились под воздействием большой температуры
Известно, что ток, проходя через материал, нагревает его. Чем больше ток, тем выше нагрев. В случае с точечной контактной сваркой проводниками являются свариваемые заготовки. Их накладывают друг поверх друга, зажимают электродами и подают напряжение.
За счет малого сопротивления участка стыка деталей, то при протекании напряжения всего несколько вольт, проходит ток более сотни тысяч ампер (точный параметр определяется источником питания). Такие величины электротока приводят к сильному нагреву металла, который под воздействием тепла размягчается. Большое давление под воздействием электродов создает условия для взаимной диффузии размягченных материалов заготовок.
Способы выполнения контактной точечной сварки
Альтернативным названием точечной контактной сварки является спот-сварка. Этот метод эффективно показал себя в автомобилестроении и ремонте автомобилей любых марок. Прихват деталей осуществляется всего за несколько минут. Это значительно увеличивает скорость изготовления сварных конструкций из металла или корпусных деталей.
Контактная сварка бытового уровня способна варить заготовки из металла, толщиной в пределах 0,1-6 мм. Промышленное оборудование для SPOT-сварки может работать с металлическими деталями, толщиной до 20 мм. Они используются в заводских цехах тяжелой промышленности. Такие аппараты обладают более высоким ресурсом по сравнению с бытовыми сварочными устройствами. Способы СПОТ-сварки зависят от вида подведения электротока к поверхности детали. Существуют двусторонний и односторонний метод SPOT-сварки. Каждый из них используется в конкретных случаях.
Двусторонняя SPOT-сварка
Двусторонний метод применяется для сваривания 2 заготовок без каких-либо препятствий. Заготовки с заданным усилием зажимают между электродами. В этом случае электроток подводится с двух сторон будущей конструкции. Этим описываемый способ spot-сварки обязан своим названием. Он применяется при сваривании деталей небольшого размера, узлов с отбортовкой, а также открытых соединений.
Двусторонний зажим деталей обеспечивает необходимое усилие для образования надежной сварки. Этим двусторонний способ спот-сварки подтверждает высокую эффективность полученного результата. Однако недостаток представленного метода заключается в ограниченной длине клещей для точечной сварки, используемых для зажима заготовок. Поэтому двусторонняя сварка сварки является не подходит для работы с крупными деталями.
Односторонняя SPOT-сварка
Если свариваемые детали являются частью закрытого аппаратного узла, и нет возможности расположить их таким образом, чтобы обеспечить подвод электродов с двух сторон, используется односторонний способ контактной точечной сварки. Его применяют для сваривания конструкций любого размера. Ограничения существуют только по толщине. Благодаря тому, что электроды сварки прикладываются с одной стороны заготовок, нет зависимости от длины щупа. Это и позволяет сваривать детали любого размера.
В процессе сварки ток распределяется между двумя свариваемыми заготовками, а нагрев обеспечивается от части электротока, протекающего из нижней детали. Чтобы улучшить качество сварки, в месте установки электродов устанавливается специальная прокладка из меди. Она увеличивает технические параметры тока, протекающего между заготовками. За счет этого увеличивается прочность сварки. Односторонний метод сварки имеет следующие преимущества:
- высокая производительность
- низкая потребление энергии за счет малой площади сварочного контура
- симметричность процесса обуславливает снижение деформации заготовок
Недостаток – часто нужное усилие невозможно предоставить. Поэтому во многих случаях качество односторонней сварки уступает двустороннему методу. Современные машины контактной точечной сварки способны варить заготовки разной толщины. В этом случае электроды нужно расположить подальше друг от друга, чтобы предупредить наружный выплеск расплавленного металла.
Режимы контактной точечной сварки

В условиях завода или обычного гаража для контактной точечной сварки используют специализированные машины. Таковыми являются аппарат точечной сварки Telwin ALUSPOTTER 6100, FoxWeld МТ-25 – машина контактной сварки, ручные клещи для точечной сварки TECNA 7915, подвесные точечные сварные клещи TECNA 7913 и так далее. Существует мягкий и жестким режим спот-сварки. Основные технические характеристики, на которые нужно обратить внимание сварщику, описаны в таблице ниже.
| Технические значения | Усилия сжатия | Сила тока | Время сваривания | Диаметр рабочего элемента электрода |
| Описание | Обеспечивает надежный контакт между заготовками, а также создает их деформацию, что препятствует попаданию в зазоры расплавленного металла. Зависит от вида металла и толщины деталей. | Определяется химическим составом материала деталей и их общей толщиной. | Состоит в прямой зависимости от размера сварной точки в ядре контакта. | Понимается та часть заготовки, которая находится в контакте с рабочими поверхностями электрода. Этот технический аспект учитывается профессиональными сварщиками. |
Представленные технические величины в процессе сварки обязательны к исполнению! Даже минимальное отклонение от параметров может обернуться низким качеством сварки. Подбирать параметры нужно с учетом толщины материала. Их прямая зависимость описана в специализируемых таблицах, которые обязательно должны быть на рабочем месте профессионального сварщика.
Возможности контактной точечной сварки
Нужно обратить внимание, что оборудование для такого вида сварки должно иметь качественную систему охлаждения электродов. Охлаждение используется водяное (в редких случаях воздушное). Вода для охлаждения электродов должна соответствовать качеству по ГОСТу 297 – 80Е. Если все условия соблюдены контактная точечная сварка имеет следующие возможности:
- сварка черных и цветных металлов
- сваривание нержавеющих металлов
- сварка разнородных металлов
- сварка деталей с разной толщиной
Описываемый вид сварки представляет собой относительно безопасный процесс. Особые меры безопасности в ее случае не требуются. Однако нужно учитывать, что оборудование, предназначенное для таких видов работ, подключается к высоковольтной сети. Соответственно, от сварщика требуются соблюдение правил работы в таких сетях.
Вывод
Контактная точечная сварка – эффективный и простой процесс сваривания деталей, основанный на физических законах. Применяется в промышленной и бытовой сфере, легко поддается автоматизации. Во время сварки таким методом нужно обратить внимание на определенные технические характеристики как сварного оборудования, так и заготовок. В таком случае качество сварки будет максимально высоким. Также необходимо соблюдать элементарные правила безопасности работы с электрооборудованием.
Читайте также: