Контроль качества металлов и сплавов
Обновлено: 05.07.2024
Механические испытания имеют важнейшее значение в промышленности. Целью механических испытаний металлов является определение качественных и эксплуатационных характеристик материалов, в частности, прочности и пластичности. На основе полученных результатов делают прогнозы относительно поведения металлических деталей в реальных условиях.
Методы и виды испытаний
Металлические детали машин и механизмов в процессе эксплуатации подвергаются различным нагрузкам и воздействиям, которые по характеру бывают растягивающие, сжимающие или сдвиговые. В зависимости от вида материала и целей экспертизы применяют различные методики испытания механических свойств металлов:
- статические – образцы подвергаются воздействию постоянной или плавно возрастающей нагрузки;
- динамические – нагрузка в процессе опыта увеличивается с большой скоростью;
- циклические – направление и величина нагрузки изменяются многократно;
- технологические – оценивается поведение материалов при испытании на специальных установках, имитирующих специфические условия эксплуатации.
Определение твёрдости
Чаще всего проводятся механические испытания металлов на твёрдость. Эта характеристика показывает способность материала сопротивляться проникновению в него более твёрдого объекта. Существует несколько методик проведения экспертизы: вдавливание в поверхность стального шарика (по Бринеллю), алмазного конуса (по Роквеллу), 4-гранной алмазной пирамиды (по Виккерсу).
Существенным преимуществом данной методики является простота проведения опыта. При этом испытуемое изделие не разрушается и может поступить в продажу. По результатам определения твёрдости можно сделать вывод о приблизительном пределе прочности металла при растяжении.
Испытание на растяжение
Востребованный вид механических испытаний металлов, который позволяет определить такие важнейшие характеристики, как предел прочности, относительное удлинение, предел упругости, предел тягучести.
Для исследования берут образцы с круглым или прямоугольным сечением, которые закрепляют на лабораторной машине и растягивают с постоянной скоростью. В процессе механических испытаний стали и других пластичных материалов фиксируется изменение деформации, затем математическими вычислениями определяются требуемые показатели.
Испытание на сжатие
Испытания на растяжение не дают объективных результатов при исследованиях хрупких материалов. В этом случае используют другой способ определения прочностных характеристик – испытания на сжатие. Также этот вид экспертизы необходим, когда в реальных рабочих условиях на деталь действуют сжимающие нагрузки. Опытный образец устанавливают между платформами пресса и прикладывают к нему давление, в результате чего происходит деформация или разрушение материала.
Механические испытания металлов – это комплекс исследований, проводимых в лаборатории на специальном оборудовании с целью определения физико-механических свойств материалов. Экспертиза даёт объективные данные о свойствах испытуемых материалов, возможности их применения для массового производства деталей машин, оборудования, сооружений.
«Лабораторно-исследовательский центр» проводит механические испытания тонких листов, проволоки, листового и фасонного проката, труб, стали арматурной, соединений сварных арматуры и закладных изделий железобетонных конструкций, сварных соединений металлических материалов, крепежей и метизов по показателям:
- Прочность при растяжении
- Временное сопротивление
- Предел текучести
- Относительное удлинение
- Относительное сужение
- Изгиб/загиб
- На ударный изгиб при пониженных, комнатной и повышенной температурах
- Твердость по Бринеллю (вдавливанием шарика)
- Твердость по Виккерсу (вдавливанием алмазного наконечника в форме правильной четырехгранной пирамиды)
- Твердость по Роквеллу (вдавливанием в поверхность образца (изделия) алмазного конуса или стального сферического наконечника)
По окончании работ выдается официальный протокол исследований, признаваемый государственными и коммерческими структурами.
Подробнее с перечнем услуг, а также их стоимостью Вы можете ознакомиться в нашем прайс-листе.
Организация входного контроля качества металлопродукции

ГОСТом 24297–87 установлено, что входной контроль (ВК) качества металлопродукции должен проводиться входящим в состав служб технического контроля качества каждого конкретного предприятия (ОТК) – бюро входного контроля (БВК).
В перечень ведущих задач входного контроля внесены:
- контроль наличия обязательной сопроводительной документации на указанную продукцию;
- проведение контроля соответствия требованиям имеющейся нормативно-технической и конструкторской документации относительно комплектности продукции и ее качества;
- мониторинг и накопление существующих статданных о фактической степени качества изготавливаемой продукции для возможности последующей разработки на основе собранного материала предложений относительно повышения ее качества а, в случае необходимости, и пересмотра существующих требований, предъявляемых к ней НТД;
- систематический контроль за соблюдением поставщиками сроков и правил хранения продукции.
Используемые для проведения входного контроля средства выполнения измерений и необходимое испытательное оборудование выбираются исходя из требований к подконтрольной продукции ГОСТ 8.002–86 и прочей НТД.
СТП устанавливается введенный на предприятии порядок организации, проведения входного контроля металлопродукции и оформления его результатов. Технологической инструкцией, сообразно перечню подлежащих входному контролю полуфабрикатов и металлов, определяются виды и необходимый объем ВК, которые должны быть установлены в соответствии с ТУ и НТД на выпускаемую продукцию.
Проведение ВК входит в перечень обязанностей БВК. При этом к проведению входного контроля привлекаются: склад готовой металлопродукции (далее склад) или цех-потребитель, а также заводская центральная лаборатория (ЦЗЛ).
Виды проверок качества металлопродукции
- удостоверяющей качество сопроводительной документации (паспорта, сертификата);
- упаковки, тары, маркировки;
- геометрических параметров;
- состояния поверхностей;
- специфических свойств продукции;
- марки используемого материала, структуры, механических свойств.
Стандартная схема организации и проведения ВК выглядит следующим образом: металлопродукция, поступившая на склад, по количеству, ассортименту и номенклатуре принимается с полным пакетом сопроводительной документации, после чего в течение10 суток должна быть передана на входной контроль.
В ходе ВК выполняется ряд проверок в соответствии с первыми четырьмя пунктами (см.
выше), а также проходит отбор проб с целью подтверждения заявленной марки металла, его структуры, специальных и механических свойств. Процедуру отбора проб проводят под непосредственным контролем БВК.
Затем отобранные пробы поступают в ЦЗЛ. Заключение о степени соответствия установленным требованиям качества металлопродукции делается исходя из данных входного контроля, включающих результаты ЦЗЛ.
Если какой-либо из показателей не соответствует установленным требованиям, от данной партии металлопродукции для контроля отбирается удвоенное число образцов. Если и после этого получены неудовлетворительные результаты, складом, БВК и отделом снабжения составляется акт на брак.
Маркировка «Брак» производится при помощи красной краски, после чего забракованный металл передается на хранение в изолятор брака и хранится там до тех пор, пока не будет принято решение об утилизации некачественной продукции или ее возврате.
Контроль геометрических параметров
Технологическая инструкция регламентирует объем контроля геометрических параметров сортамента металлопродукции. Как правило, это около 5% от партии. Контроль данных параметров производят с использованием измерительных инструментов, допускающих погрешность в измерениях не более ½ от допуска на каждый измеряемый параметр.
В зависимости от категории сортамента (лист, лента, пруток и проч.) проводится контроль
указанных в сертификате размеров. В ТИ также указывается, каким образом и в каких местах должны проводиться измерения.
Так, толщину лент и полос измеряют на расстоянии не превышающем
50 мм до конца изделия и не превышающем 10 мм от его боковой кромки. Толщина лент, ширина которых до 20 мм , измеряется посредине. Для проведения замеров используется микрометр по ГОСТ 4381-87 или ГОСТ 6507-90. Например для оценки качества фольги алюминиевой существуют свои особенности.
Статья по теме: Как делают фольгу
Контроль поверхности
Как правило, проверка качества поверхностей металла проводится визуально. Рекомендуемый объем контроля продукции составляет 5 % от тестируемой партии. В ряде случаев (отливки, поковки и проч.) производится контроль поверхности всей партии продукции.
В любом случае при выявлении дефектов (включая следы коррозии) в ЦЗЛ направляются пробы для точного определения причин дефекта и его размеров. Решение о качестве подобной партии металла принимается лишь после получения заключения ЦЗЛ.
Контроль качества изделий из металлов
Определение (идентификация) металлов и сплавов по внешним признакам. В строительстве применяют разнообразные прокатные профили: лист, уголки, тавры, двутавры, швеллеры и др. В последние годы все большее применение находят трубчатые профили, а также гнутые профили. Их изготовляют, как правило, из малоуглеродистых сталей (С до 0,25—0,3%) марок по ГОСТ 380—71* от Ст2 до Ст4, реже Ст5. Исключение составляют трубчатые профили, для изготовления которых могут быть использованы и другие марки.
Внешне сталь в таких профилях выглядит одинаково: полученные с завода изделия покрыты тонким и плотным слоем окалины серого или серо-голубоватого цвета. При длительном хранении на воздухе под навесом они покрываются равномерным тонким слоем ржавчины, а при длительном нахождении под непосредственным воздействием дождя пли снега покрываются толстым и рыхлым чешуйчатым слоем ржавчины. Если внешний вид профилей не соответствует описанному, то это говорит о том, что они изготовлены из других марок сталей.
Гнутые профили (рис. 36) находят все большее применение во всех областях строительства. Их изготовляют из листовой стали, обыкновенной и оцинкованной толщиной 1—2 мм. Поскольку профили изготавливают гнутьем, то для них используют малоуглеродистые стали обыкновенного качества Ст3 и те низколегированные, которые по пластичности не уступают марке Ст3, однако имеют более высокие показатели прочности (например, марка 18Г2).
Особое место среди строительных сталей занимают арматурные стали (рис. 37), которые могут поставляться на строительство в виде мотков или бухт (холоднотянутые стали), а также в виде стержней — прутков (горячекатаная сталь). Сечение тех и других может быть круглым (гладким) и периодического профиля (рифленым). Арматурные стали гладкие изготовляют обычно из стали марки Ст3 (класс А-1), периодического профиля — из марок Ст5, Ст6 и различных марок низколегированных сталей (ГОСТ 5781—75, ГОСТ 10884—81).
Класс А-II арматурной стали отличается по внешнему виду от остальных классов: класс A-II имеет винтообразный профиль, а классы A-III, A-IV и выше — профиль «елочку». К классу A-II относят стали марок Ст5 и 18Г2С, а также 10 ГТ (класс Ас-II), которая предназначена для северных условий. В ближайшие годы намечен переход на периодический профиль улучшенного очертания. Сейчас производят стержни с таким профилем классов Ас-II, A-IV, А-V, а также классов Ат (термообработанные стали). Каждый класс арматурной стали и каждая марка стали отличаются своими механическими свойствами. Сведения об арматурных сталях приведены в прил. 6.
Алюминиевые сплавы идут на изготовление таких же профилей, как и из стали (уголки, тавры, двутавры, швеллеры и т. п.). Однако помимо обыкновенных профилей из алюминиевых сплавов производят и более сложные профили, т. е. такие, которые из стали не делают. Некоторые характерные профили из алюминиевых сплавов показаны на рис. 38. Конструкционные алюминиевые сплавы, применяемые в строительстве, относят к так называемым деформируемым сплавам. Существуют две группы деформируемых сплавов: подвергнутые термической обработке и не подвергнутые этой обработке. Их свойства даны в прил. 7.
Изделия из термически необработанных сплавов обладают более светлой поверхностью (знакомый Реем алюминиевый цвет), они менее тверды и поэтому их легче обрабатывать. Из них изготовляют емкости, трубы, оконные переплеты, легкие фермы. Марки этих сплавов: АМг (сплав алюминия с магнием), АМц (сплав алюминия с марганцем) и А (технический алюминий). Цифры в марках обозначают количество легирующего элемента либо чистоту алюминия (АМг-6 содержит ~6% магния).
Изделия из термически обработанных сплавов более прочны, тверды и имеют более темную поверхность. Их применяют только для силовых элементов конструкций. Особенность большинства таких сплавов в том, что они плохо свариваются и поэтому все соединения в конструкциях из них делают, как правило, на заклепках. Одна из разновидностей этих сплавов носит общее название дюралюмины, их обозначают буквой Д.
Определение ориентировочного химического состава. Примерно уточнить марку стали можно, используя метод искровой пробы. С помощью этой пробы можно оценить примерное содержание отдельных элементов в сталях, в первую очередь углерода. Для испытаний по этому методу необходимо иметь сухой крупнозернистый наждачный круг, вращающийся со скоростью около 25 м/с. Образующийся пучок искр при соприкосновении с вращающимся кругом куска испытуемого металла должен иметь длину около 30 см. В зависимости от химического состава стали пучок искр имеет различный цвет и строение [5] Характер искр при такой пробе представлен в табл. 27 (пп 4—6 табл 27 относятся к низколегированным сталям).
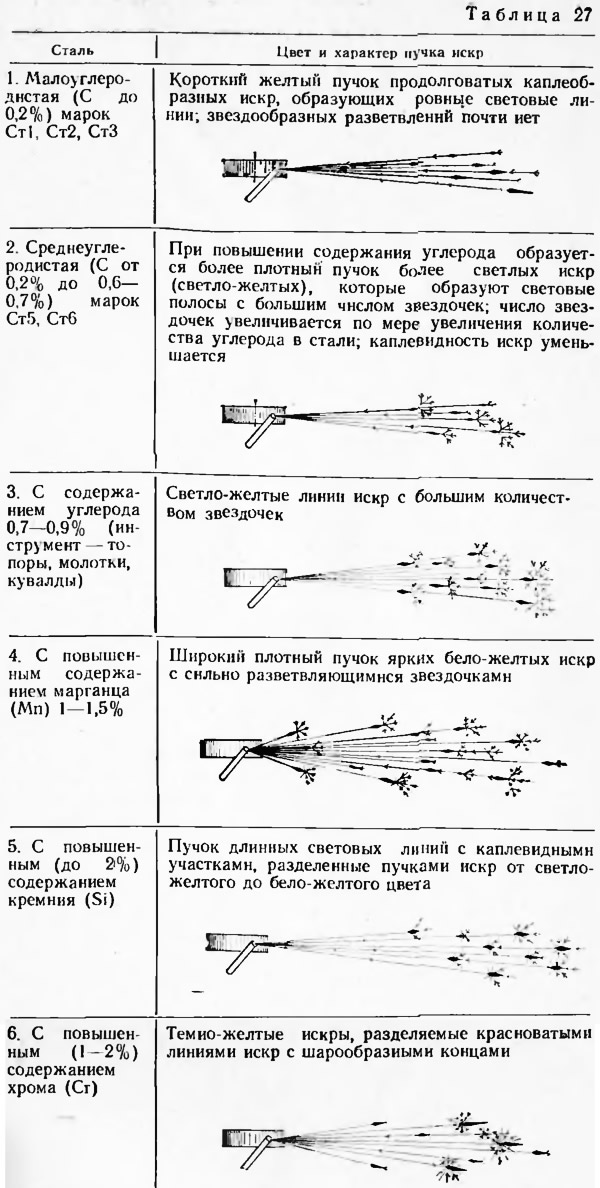
Более точно можно судить о составе стали, имея образцы известных марок сталей. Сравнивая искры испытуемой стали с искрами известной стали, можно уверенней определить примерный химический состав первой. Удобно для этого использовать арматурные стали: марки Ст3 (0,2% С), Ст5 (0,3% С), 80С (0.8% С), содержащие разное количество углерода; марки 08Г2С и 25Г2С с повышенным содержанием марганца; марки 10ГС2 и 20ГС2 с повышенным содержанием кремния и марка 23Х2Г2Т с повышенным содержанием хрома. При работе с наждачным кругом («проба на искру») следует соблюдать правила техники безопасности. Для более точного определения пробу следует осуществлять в затемненном помещении.
Проба на холодный загиб. Для установления пластичности стали, а следовательно, и ориентировочного содержания в ней углерода плоский или круглый образец загибают на наковальне или в тисках с помощью молотка на определенный угол или до появления первой трещины. В случае хрупкой стали трещина образуется быстро, в случае же мягкой и пластичной стали половинки образца могут быть доведены до соприкосновения друг с другом без образования трещины в месте загиба. На рис. 39 схематично показан порядок проведения таких испытаний. Стали марок Ст1 и Ст2 обычно должны загибаться до соприкосновения концов без возникновения трещин; сталь Ст3 образует трещину перед самым соприкосновением (при угле около 150—170°), а сталь Ст5 — при угле 90—110°.
Алюминиевые сплавы даже близких марок могут существенно отличаться по пластичности. Так, сплав марки АМг-(п) имеет невысокую пластичность (δ=6%), а марки АМг-М — значительно более высокую (δ=23%). Но здесь существуют определенные закономерности: до образования трещин сплавы АМц и АМг, как правило, загибаются на больший угол, а сплав Д — на меньший (прил. 7).
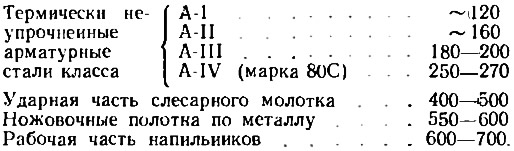
Для определения качества листовой кровельной стали предложен метод — образование двойной складки (так называемый носовой платок, см. рис. 39, д). На практике может оказаться полезным использование различных инструментов: молотков, топоров, напильников, сверл и т. п., так как их изготовляют из сталей с определенным содержанием углерода; топоры и молотки из сталей с С 0,7—0,8%; ножовки по металлу с С 0,8% и Mn 1%; сверла с С 1%; напильники с С 1,2—1,3%. Используя инструменты в качестве эталонов твердости можно приблизительно оценить количество углерода в среднеуглеродистых сталях. Таким же способом можно выделить дюралюмины: они достаточно трудно пилятся ножовкой по металлу (их твердость приближается к твердости малоуглеродистых сталей).
Наконец, в некоторых случаях может быть использован для выявления малоуглеродистых сталей (с содержанием С менее 0,3%) метод, основанный на способности сталей к закаливанию. Для этого отрезок стального элемента помещают в пламя и держат до тех пор, пока он не накалится до яркого, алого цвета, затем бросают в воду. Если при сильном ударе молотком вынутая из воды сталь трескается или разлетается на отдельные куски, то она содержит углерода более 0,35%. если сталь остается пластичной, в ней содержится менее 0,3% углерода.
Примерно таким же образом можно определить, подвергнуты ли сплавы термической обработке. Однако при этом после каления элемент не бросают в воду, а охлаждают на воздухе. После охлаждения проверяют твердость образца сравнением: если она заметно снизилась, то сплав был термически обработан.
2. Прочность металлов
Наиболее точным из всех полевых методов определения прочности считается метод, основанный на соответствии предела прочности сплава σв его твердости по Брниеллю HB. В литературе приводятся различные соотношения, однако наш опыт позволяет предложить следующие [4, 5, 10]: для углеродистых сталей (с содержанием С≤0,7—0,8%) σв≈0,36 ИВ; для хромистых н хромоникелевых сталей σв≈0,34 HB; для алюминиевых сплавов типа АМг, АМц σв≈0,4 НВ и типа Д σв≈0,37 НВ (НВ в кгс/мм 2 ).
Определение же твердости в полевых условиях может производиться одним из ниже приведенных методов.
Метод, использующий прибор Польди. Ударный шариковый прибор Польди (рис. 40) легок, удобен и не требует никаких предварительных приготовлений при определениях: сильным ударом молотка по верхней части прибора, зажатого в руке, находящийся на его другом конце шарик диаметром 10 мм вдавливается в образец. Энергия удара неизвестна, но противоположная сторона шарика делает еще один отпечаток на стальном эталоне, твердость которого известна. Оба отпечатка измеряют угловым шаблоном или, если под рукой измерительная лупа, с ее помощью. Твердость испытываемого сплава определяют по приложенным к прибору таблицам или с помощью формулы
где НВи — твердость испытываемого образца; НВэ — твердость эталона; dэ — диаметр отпечатка на эталоне; dм — диаметр отпечатка на испытываемом образце.
Изготовить прибор Польди несложно в мастерских, имеющих обычный парк станков.
Метод, использующий принцип упругого отскока. По этому методу измеряют способность поверхности металла пружинить. Схема испытаний показана на рис. 41. Боек из инструментальной стали с содержанием углерода 1—1,2%, заключенный в стеклянную трубку, сбрасывают с максимальной высоты этой трубки и по нанесенной на ней шкале замеряют высоту подскока бойка. Предварительно делают тарировку этого приспособления. Для этого боек сбрасывают на поверхность закаленной инструментальной стали и высоту его отскока, отмеченную на поверхности стеклянной трубки, делят на 100 равных частей. Перевод значений отскока при испытаниях в числа твердости по Бринеллю НВ может быть сделан по приближенной формуле: НВ ≈ 7 Нотс. Полученные таким образом результаты в сильной степени зависят от состояния поверхности. Поэтому перед испытаниями необходимо обязательно зачистить; поверхность испытываемого сплава мелкой наждачной бумагой и протереть [5].
Примерную оценку твердости (прикидку) можно произвести, царапая поверхность испытуемого металла образцами металлов известной твердости. Для этого можно использовать образцы различных металлов эталонов с известной твердостью либо следующие характеристики твердости НВ распространенных металлических изделий (в кгс/мм 2 ):
3. Сварные соединения
Контроль сварных соединений всегда начинается на стадии подготовки к сварке путем проверки пригодности электродов (при электродуговой сварке) или сварочной проволоки (при газовой сварке), а также осмотром подготовленных к сварке кромок, которые должны быть хорошо зачищены и иметь правильную геометрию.
Если на пачках с электродами есть этикетки, то по ним устанавливают тип и марку электродов. Типы электродов (ГОСТ 9467—75) определяют прочность наплавляемого металла например для стали тип Э-34 определяет минимальную прочность шва в 340 МПа Для сварки стальной арматуры и конструкций применяют электроды Э-34, Э-42, Э-46, Э-50 и Э-55. Один тип электрода может иметь несколько марок. Марка электрода определяет качество сварочной проволоки и вид покрытия. Она устанавливается заводом-изготовителем. Наилучшее качество сварки дают толстые покрытия толщиной свыше 1,5 мм. При отсутствии этикеток на пачках и при поступлении немаркированных электродов производят пробу на свариваемость, чтобы установить пригодность электродов для сварки данной стали. Сварка алюминиевых сплавов должна осуществляться в стационарных условиях.
Сварку в полевых условиях контролируют путем проверки параметров работающего оборудования (силы тока, напряжения на дуге), скорости и метода наложения шва, качества выполненной работы. Качество сварного соединения контролируют в первую очередь внешним осмотром шеи При этом устанавливают, наличие наплывов, приводящих к перерасходу металла, подрезов, непроваров, глубоких кратеров и прожогов, снижающих прочность шва; определяют наличие шлаковых включений, наружных трещин, свищей и пор. Характерные дефекты сварки показаны на рис. 42.
Перечисленные дефекты сварки выявляют невооруженным глазом или с помощью простейшей лупы с 2—5-кратным увеличением. Таким образом можно при некотором навыке определить и зону термического влияния около сварного шва. Она зависит от вида сварки, ее режима и химического состава свариваемого металла. Чем меньше эта зона, тем выше качество сварки. Практически сварка электродом с качественным покрытием создает термическую зону 5—6 мм, сварка под слоем флюса — 2—3 мм, а газовая сварка — до 30 мм. Подрезы, непровары, наплывы, глубокие кратеры в шве говорят о недостаточной квалификации сварщика. Свищи и поры, как правило, возникают из-за высокой влажности покрытия электродов, а также из-за наличия ржавчины и окалины на плохо зачищенных кромках.
При определении соответствия размеров и формы сварного шва проектным данным, в полевых условиях может быть рекомендован универсальный шаблон А. И. Красовского [15]. При измерении шаблон устанавливают так, как показано на рис. 43.
В полевых условиях можно осуществить контроль плотности шва, что особенно необходимо в конструкциях трубопроводов, резервуаров и металлической гидроизоляции. Плотность швов определяют сжатыми газами (воздухом, азотом, инертными газами), водой, паром; можно для этого использовать также аммиак (нашатырь) и керосин. Небольшие емкости удобно помещать в ванны с водой и затем нагнетать в них воздух. Это достаточно наглядный метод проверки. Можно обмазывать швы мыльным раствором; появление пузырей от проникания газа указывает на наличие дефектных мест. При пробах с использованием керосина поступают следующим образом: шов с одной стороны обмазывают керосином с помощью кистей или тампонами, а с противоположной стороны производят обмазку шва меловым раствором, на котором, после его высыхания, хорошо видны пятна от проникшего по неплотностям керосина. При использовании аммиака поступают так же, но вместо мела используют бумажные ленты или марлевые полоски, смоченные фенолфталеином, который от взаимодействия с аммиаком становится красным.
Перечисленные методы, однако, не выявляют внутренние дефекты в швах. Их определяют с помощью соответствующей аппаратуры, которой оснащены специализированные лаборатории.
Методы контроля качества металлопродукции
О сновная задача любой системы контроля – выявление дефектов и определение пределов прочности и надежности. Дефекты могут возникнуть в результате ошибки при конструировании, производстве или эксплуатации: дефекты литья, усталостное разрушение, атмосферная коррозия, изнашивание сопряженных деталей, дефекты при нанесении покрытий, дефекты неразъемных соединений металла и так далее. В каждом конкретном случае применяются специальные методики, позволяющие определить степень влияния дефекта на качество изделия: насколько уменьшится надежность, рабочие характеристики, как изменятся сроки и условия эксплуатации, или дефект является критичным и предмет не может быть допущен к использованию. Различают две основные группы испытаний: разрушающего и неразрушающего контроля.
Методы разрушающего контроля
Разрушающий контроль служит для количественного определения максимальной нагрузки на предмет, после которой наступает разрушение. Испытания могут носить разный характер: статические нагрузки позволяют точно измерить силу воздействия на образец и подробно описать процесс деформации. Динамические испытания служат для определения вязкости или хрупкости материала: это разного рода удары, при которых возникают инерционные силы в частях образца и испытательной машины. Испытания на усталость – это многократные нагрузки небольшой силы, вплоть до разрушения. Испытания на твердость служат для измерения силы, с которой более твердое тело (например, алмазный наконечник ударника) внедряется в поверхность образца. Испытания на изнашивание и истирание позволяют определить изменения свойств поверхности материала при длительном воздействии трения. Комплексные испытания позволяют описывать основные конструкционные и технологические свойства материала, регламентировать максимально допустимые нагрузки для изделия.
Для определения характеристик механической прочности используют разрывные машины. Например, WEB 600, производства TIME Group Inc.: она способна развивать усилие 600 кН. Машины для технологических испытаний, такие как ИА 5073-100, ИХ 5133, ИХ 5092 отечественного производства, поставляемые компанией ООО «Северо-Западные Технологии», служат для испытаний на скручивание проволоки, выдавливание листового металла, перегибов проволоки и так далее.
Есть несколько методов определения твердости металла: по Виккерсу, когда в поверхность вдавливается четырехгранная алмазная пирамидка под действием нагрузки в 5, 10, 20, 30, 50 и 100 кгс. Затем отпечаток измеряют по диагоналям квадрата, и по таблице определяют число твердости. Машины для определения твердости – твердомеры. Например ИТ 5010 – машина для определения твердости по Виккерсу.
При исследовании твердости по методу Роквелла, образец плавно нагружают до 98 Н (10 кгс). Затем дается дополнительная нагрузка до максимального значения 490 Н (50 кгс) – 1373 Н (140 кгс). После его достижения на шкале индикатора прибора отображается количество единиц твердости образца. Один из распространенных твердомеров по Роквеллу – ТР 5006 М. Среди машин, предназначенных для испытания на усталость можно назвать МУИ-6000 (поставщик – «Северо-Западные Технологии»).
Методы неразрушающего контроля
Если методы разрушающего контроля применяются только к контрольным образцам, для выяснения общих механических свойств, то неразрушающий контроль служит для массового контроля качества продукции. Работа приборов неразрушающего контроля основывается на принципах изменения свойств предмета при наличии дефектов. Это ультразвуковая дефектоскопия и толщинометрия , радиография , магнитопорошковый и капиллярный контроль, вихретоковый контроль, оптико-визуальный контроль и другие. Например, оборудование ультразвуковой дефектоскопии измеряет разницу в прохождении ультразвука, в зависимости от толщины и плотности металла. Толщиномеры 26МG, 26MG-XT, 26XTDL, 36DLPLUS, производства компании Panametrics служат для определения остаточной толщины стенок труб, котлов и других конструкций, подверженных износу. 36 DL PLUS – современный цифровой эхо-импульсный переносной контактный толщиномер, который позволяет измерять толщину даже тех объектов, к которым можно подойти только с одной стороны. Применяется в энергетике и машиностроении для измерения толщины стенок трубопроводов, сосудов давления, котлов и других объектов.

Один из распространенных методов неразрушающего контроля – вихретоковый. Он основан на измерении возмущений вихревых токов при наведении электрического тока на образец. Даже малейшая трещина или каверна в металле, точечная коррозия или истончение сразу фиксируется в изменении вихревых токов. Современные вихретоковые дефектоскопы служат для контроля посадочных полок дисков колес, ряда крепежных деталей авиационных конструкций, детектирования трещин вблизи крепежных отверстий, а также для отображения С-скана крепежных отверстий, контроля многослойной коррозии в автомобильной, авиационной и аэрокосмической отраслях. Среди оборудования вихретокового контроля можно назвать приборы компании Zetec, которые позволяют выполнять широкий спектр обследований различных конструкций самолетов, узлов двигателей и колес. Например, MIZ®-21SR – многорежимный вихретоковый дефектоскоп и бонд-тестер. Это легкий портативный прибор, использующий два метода вихретоковой дефектоскопии для обнаружения непроклея, расслоения и аномалий плотности. Кроме того, MIZ®-21SR имеет функции измерения проводимости и толщины покрытий. Вся информация отображается на дисплее с высоким разрешением и четкостью изображения.
Рентгеновский контроль
Этот метод обыкновенно используется для дефектоскопии крупных сварных металлических конструкций, подверженных коррозионному воздействию атмосферы: трубопроводов, опор и несущих и любых других металлических конструкций. Рентгеновские аппараты могут быть стационарные (кабельного и моноблочного типа), переносные или монтироваться на кроулеры. Кроулер – самоходный, дистанционно управляемый робот, несущий автономный рентгеновский комплекс. Он предназначен для контроля качества сварных соединений трубопроводов. Такой аппарат по команде извне перемещается в трубопроводе, останавливается и снимает рентгенограмму. Экспонирующее устройство кроулера работает полностью независимо. Одни рентгеновские аппараты требуют экспонирования и проявки специальной пленки, другие отражают информацию сразу в цифровом виде.

Среди аппаратуры рентгеновского контроля нужно назвать продукцию ЗАО «Синтез НДТ», входящую в группу предприятий «ЮНИТЕСТ». Стационарные аппараты серии «Витязь» изготовлены моноблоком, со стеклянной рентгеновской трубкой. Их стоимость относительно невысока. Серия «Бастион» – аппараты кабельного типа, в них используется металлокерамическая трубка, что обеспечивает надежность и длительный срок службы, но они более дороги. Как правило, стационарные аппараты используются для контроля материалов или готовой продукции, они отличаются от переносных высокой стабильностью параметров тока, напряжения и минимумом пульсаций. Переносные рентгеновские аппараты серии «РПД», того же производителя, предусматривают и варианты для работы в тяжелых климатических условиях, на Крайнем севере. В этом случае, блок питания и управления монтируется в металлическом корпусе, категория защиты — IP65. На кроулеры устанавливаются панорамные рентгеновские трубки серии СХТ. Они обеспечивают максимально возможную жесткость спектра излучения с высоким КПД, аппараты питаются от аккумуляторной батареи кроулера. Оборудование СХТ снабжено системой принудительного воздушного охлаждения анодов вентиляторами.
Сегодня не существует одного универсального метода, который позволял бы измерить все свойства металлического изделия разом. Поэтому методы контроля качества применяются в комплексе: на стадиях разработки и изготовления – разрушающие, в процессе эксплуатации – различные неразрушающие. Выбор конкретного способа контроля зависит не только от специфики и назначения металлической конструкции, но и от многочисленных внешних факторов, которые непременно учитываются специалистами.
Оценка качества металлов
Идентификация или подтверждение свойств, характеристик имеют большое значение для предприятий всех отраслей, производящих продукцию из стали, чугуна, цветных металлов, их сплавов. Это гарантия того, что изделия или комплектующие к ним изготовлены из материала, соответствующего национальным и международным нормам, стандартам.
Прочность, надёжность, экологическая безопасность, безотказная работа в экстремальных условиях, при высоких нагрузках, в агрессивных средах. Эти свойства зачастую требуют дополнительных механических испытаний металла, других проверок с документальным подтверждением.
Исследование вышедших из строя металлических деталей и узлов, строительного, трубного проката, другой продукции на соответствие заявленной марке позволяет выявлять недобросовестных поставщиков. Избегать отказов оборудования, машин в будущем.
Проверку и контроль металлов на соответствие параметрам производят по методикам, изложенным в стандартах и нормах. Проводят их аккредитованные предприятия, в том числе ООО ЛИЦ. Лаборатория полностью оборудована для исследований(в том числе неразрушающих) а также для проведения анализа металлов и сплавов любого состава.
Основные виды проверок
Оценка качества металлов охватывает состав и эксплуатационные качества. Вот главные из них.
- Химический состав, марка.
- Механические и технологические.
- Микро- и макроструктурный анализ.
- Качество сварочных материалов и соединений.
Анализируются и тестируются закладные изделия, болтовые соединения.
Определение химического состава
Современная аппаратура для спектрального анализа позволяет точно и быстро установить марку металла, определить его элементный состав, в том числе неразрушающими методами. В сплавах определяется основа, примеси.
На свойства стали значительное влияние оказывает массовая доля таких элементов, как углерод, никель, кремний, медь. Точное определение количества этих составляющих позволяет использовать металл в тех условиях, где он будет наиболее эффективен.
Технологические и механические свойства металлопроката
К технологическим свойствам относится пригодность металла для изготовления изделий или деталей резанием, свариванием, литьём.
Механические испытания металлопроката, сплавов, чугунов, различных изделий из них должны соответствовать стандартным показателям пределов прочности и текучести, ударной вязкости, твёрдости, сжатию, растяжению, изгибу.
Структурный анализ
Исследование структуры металла позволяет выявить макродефекты, которые ослабляют рабочее сечение заготовки или детали, концентрируют напряжения при нагрузках. Это раковины, поры, трещины.
Структурный анализ используется при изучении излома - его характер свидетельствует о причине разрушения металла. Более тонкую оценку качества заготовки получают при микроструктурном анализе.
Качество и прочность сварных соединений
Проверка швов – обязательное условие изготовления любой продукции, части или детали которой соединены сваркой.
Особое внимание уделяется ответственным объектам: технологическому оборудованию, работающим под давлением ёмкостям, металлоконструкциям объектов общественного назначения, транспортной инфраструктуры.
Производится неразрушающими или разрушающими методами. Переносное оборудование позволяет проводить неразрушающие проверки непосредственно на строительной площадке. Экспертизе подлежат как сам металл, так и сварочные материалы.
Заключение
Обращаясь в ООО ЛИЦ для оценки качества металлов, можете быть уверены, что мы предоставим полную гарантию надёжности результатов перечисленных испытаний. Опыт и знания сотрудников клиенты считают нашей сильной стороной.
Читайте также: