Контроль металла на расслоение
Обновлено: 02.07.2024
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
Методы ультразвукового контроля
Rolled sheet.
Ultrasonic test methods
Срок действия с 01.07.89
до 01.07.94*
_____________________
* Ограничение срока действия снято
по протоколу N 3-93 Межгосударственного Совета
по стандартизации, метрологии и сертификации.
(ИУС N 5-6 1993 год). - Примечание "КОДЕКС".
1. РАЗРАБОТАН И ВНЕСЕН Министерством черной металлургии СССР
Д.А.Турсунов, канд. физ.-мат. наук; А.С.Голубев, канд. техн. наук; Б.А.Круглов, канд. физ.-мат. наук; В.Н.Потапов, канд. техн. наук (руководители темы); В.М. Веревкин, канд. техн. наук; Д.Ф.Кравченко, канд. техн. наук; Г.Н.Трофимова, В.А.Федоров, В.М.Зайцев, В.А.Каширин, И.М.Барынина, В.А.Приходько
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 09.02.88 N 212
4. Срок первой проверки II квартал 1994 г.
Периодичность проверки - 5 лет
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка
Номер пункта, подпункта, перечисления, приложения
2.4; приложение 2
Настоящий стандарт устанавливает: эхо-метод, теневой, эхо-сквозной и многократно-теневой в сочетании с теневым, эхо-метод в сочетании с зеркально-теневым - методы ультразвукового контроля листового проката из углеродистой и легированной сталей, в том числе двухслойной, толщиной от 0,5 до 200 мм, применяемые для выявления несплошностей металла типа расслоений, скоплений неметаллических включений, закатов, отслоений плакирующего слоя и определения их условных или эквивалентных размеров.
Стандарт не устанавливает методы ультразвукового контроля для распознавания типов, ориентаций и других действительных характеристик дефектов.
Необходимость проведения ультразвукового контроля, метод и объем контроля указывают в нормативно-технической документации на прокат.
Термины, применяемые в настоящем стандарте, и их пояснения приведены в приложении 1.
Характеристики методов ультразвукового контроля приведены в приложении 2.
1. АППАРАТУРА
Ультразвуковые дефектоскопы, соответствующие по параметрам и техническим требованиям ГОСТ 23049-84 типов УЗДОН и УЗДС, укомплектованные пьезоэлектрическими или электромагнитно-акустическими преобразователями, а также другие средства ультразвукового контроля, аттестованные в установленном порядке.
Контрольные образцы в соответствии с приложением 3.
Вспомогательные устройства для соблюдения параметров сканирования и определения характеристик выявленных несплошностей.
2. ПОДГОТОВКА К КОНТРОЛЮ
2.1. Подготовку к контролю проводят в следующей последовательности:
оценивают визуально состояние поверхности проката;
проверяют функционирование средств механизации и автоматизации;
проверяют правильность настройки чувствительности контроля.
2.2. Поверхность листового проката, по которой перемещают преобразователь, очищают от грязи, отслаивающейся окалины, плен и брызг металла.
В случае невозможности реализации заданной чувствительности контроля из-за неудовлетворительного качества поверхности листового проката, проводят дополнительную обработку поверхности (дробеструйную, абразивную, химическую и др.).
3. ПРОВЕДЕНИЕ КОНТРОЛЯ
3.1. Контроль проводят по технической документации, разработанной в соответствии с ГОСТ 20415-82.
3.2. При контроле лист сканируют одним или несколькими преобразователями. Параметры сканирования указывают в технической документации на контроль.
При перемещении преобразователя вручную и для определения характеристики выявленных несплошностей допускается применять аппаратуру без вспомогательных устройств, предназначенных для соблюдения параметров сканирования.
3.3. При контроле эхо- и эхо-сквозным методами в заданном временном интервале регистрируют один или несколько эхо-импульсов от несплошностей, амплитуда хотя бы одного из которых равна или превышает уровень, соответствующий заданной чувствительности.
3.4. При контроле теневым или многократно-теневым методом регистрируют уменьшение амплитуды первого или -го прошедшего через лист импульса до или ниже уровня, соответствующего заданной чувствительности.
3.5. При контроле зеркально-теневым методом регистрируют уменьшение амплитуды донного сигнала до или ниже уровня, соответствующего заданной чувствительности.
4. ОЦЕНКА И ОФОРМЛЕНИЕ РЕЗУЛЬТАТОВ КОНТРОЛЯ
4.1. Основные контролируемые характеристики сплошности листового проката:
чувствительность контроля, определяемая параметрами регистрации чувствительности согласно табл. 2 приложения 2;
условные площади несплошностей: минимальная учитываемая (, см); максимальная допустимая (, см);
условная площадь максимально допустимой зоны несплошностей (, м);
Полный текст этого документа доступен на портале с 20 до 24 часов по московскому времени 7 дней в неделю .
Также этот документ или информация о нем всегда доступны в профессиональных справочных системах «Техэксперт» и «Кодекс».
Контроль металла на расслоение
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Трубы стальные бесшовные и сварные. Часть 8. Ультразвуковой метод автоматизированного контроля для обнаружения расслоений
Seamless and welded steel tubes. Part 8. Automated ultrasonic testing for the detection of imperfections
ОКС 23.040.10, 77.040.20, 77.140.75
Дата введения 2015-01-01
1 ПОДГОТОВЛЕН Техническим комитетом по стандартизации ТК 357 "Стальные и чугунные трубы и баллоны", Негосударственным образовательным учреждением дополнительного профессионального образования Научно-учебный центр "Контроль и диагностика" (НУЦ "Контроль и диагностика") и Открытым акционерным обществом "Российский научно-исследовательский институт трубной промышленности" (ОАО "РосНИТИ") на основе собственного аутентичного перевода на русский язык стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 357 "Стальные и чугунные трубы и баллоны"
4 Настоящий стандарт идентичен международному стандарту ИСО 10893-8:2011* "Неразрушающий контроль стальных труб. Часть 8. Автоматический ультразвуковой контроль бесшовных и сварных стальных труб для обнаружения ламинарных дефектов" (ISO 10893-8:2011 "Non-destructive testing of steel tubes. Part 8: Automated ultrasonic testing of seamless and welded steel tubes for the detection of laminar imperfections", IDT).
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - Примечание изготовителя базы данных.
Наименование международного стандарта изменено относительно наименования указанного настоящего стандарта для приведения в соответствие с ГОСТ Р 1.7 (пункт 6.2) и уточнения области применения.
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им национальные стандарты Российской Федерации, сведения о которых приведены в дополнительном приложении ДА
5 ВВЕДЕН В ПЕРВЫЕ
Введение
Настоящий стандарт идентичен международному стандарту ИСО 10893-8, который был подготовлен Техническим комитетом ISO/TC 17 "Сталь", подкомитетом SC 19 "Технические условия поставки труб, работающих под давлением".
Международный стандарт ИСО 10893-8 аннулирует и заменяет ISO 10124:1994, ISO 11496:1993 и ISO 13663:1995, технически пересмотренные.
Международный стандарт ИСО 10893 состоит из следующих частей под общим названием "Неразрушающий контроль стальных труб":
- Часть 1. Автоматический электромагнитный контроль стальных бесшовных и сварных труб (кроме труб, полученных дуговой сваркой под флюсом) для верификации герметичности;
- Часть 2. Автоматический контроль методом вихревых токов стальных бесшовных и сварных труб (кроме труб, полученных дуговой сваркой под флюсом) для обнаружения дефектов;
- Часть 3. Автоматический контроль методом рассеяния магнитного потока по всей окружности бесшовных и сварных труб из ферромагнитной стали (кроме труб, полученных дуговой сваркой под флюсом) для обнаружения продольных и (или) поперечных дефектов;
- Часть 4. Контроль методом проникающих жидкостей стальных бесшовных и сварных труб для обнаружения поверхностных дефектов;
- Часть 5. Контроль методом магнитных частиц бесшовных и сварных труб из ферромагнитной стали для обнаружения поверхностных дефектов;
- Часть 6. Радиографический контроль шва сварных стальных труб для обнаружения дефектов;
- Часть 7. Цифровой радиографический контроль шва сварных стальных труб для обнаружения дефектов;
- Часть 8. Автоматический ультразвуковой контроль бесшовных и сварных стальных труб для обнаружения ламинарных дефектов;
- Часть 9. Автоматический ультразвуковой контроль для обнаружения ламинарных дефектов в полосе/листе, используемых для изготовления сварных стальных труб;
- Часть 10. Автоматический ультразвуковой контроль по всей окружности бесшовных и сварных стальных труб (кроме труб, полученных дуговой сваркой под флюсом) для обнаружения продольных и (или) поперечных дефектов;
- Часть 11. Автоматический ультразвуковой контроль шва сварных стальных труб для обнаружения продольных и (или) поперечных дефектов;
- Часть 12. Автоматический ультразвуковой контроль толщины по всей окружности бесшовных и сварных стальных труб (кроме труб, полученных дуговой сваркой под флюсом).
1 Область применения
Настоящий стандарт устанавливает требования к ультразвуковому методу автоматизированного контроля для обнаружения расслоений:
a) в теле бесшовных и сварных стальных труб (контроль по всей окружности), за исключением труб, полученных дуговой сваркой под флюсом (SAW);
b) в зоне, прилегающей к сварному шву сварных стальных труб;
c) на концах (контроль по всей окружности) бесшовных и сварных труб.
Настоящий стандарт может быть применен для контроля круглых профилей.
Примечание - Для сварных труб в качестве альтернативы возможно проведение контроля на наличие расслоений в стальной полосе/пластине до формовки трубы в соответствии с ИСО 10893-9.
2 Нормативные ссылки
Для применения настоящего стандарта необходимы следующие ссылочные документы*. Для датированных ссылок используют только указанное издание документа, для недатированных ссылок - последнее издание ссылочного документа, включая все его изменения:
* Таблицу соответствия национальных стандартов международным см. по ссылке. - Примечание изготовителя базы данных.
ИСО 5577 Контроль неразрушающий. Ультразвуковой контроль. Словарь (ISO 5577 Nondestructive testing - Ultrasonic inspection - Vocabulary)
ИСО 9712 Контроль неразрушающий. Квалификация и аттестация персонала (ISO 9712 Nondestructive testing - Qualification and certification of NDT personnel)
ИСО 10893-6 Неразрушающий контроль стальных труб. Часть 6. Радиографический контроль шва сварных стальных труб для обнаружения дефектов (Nondestructive testing of steel tubes. Part 6: Radiographic testing of the weld seam of welded steel tubes for the detection of imperfections)
ИСО 10893-7 Неразрушающий контроль стальных труб. Часть 7. Цифровой радиографический контроль шва сварных стальных труб для обнаружения дефектов (Nondestructive testing of steel tubes. Part 7: Digital radiographic testing of the weld seam of welded steel tubes for the detection of imperfections)
ИСО 11484 Трубы стальные напорные. Квалификация и сертификация персонала по неразрушающему контролю (ISO 11484 Steel products - Employer's qualification system for nondestructive testing (NDT) personnel)
3 Термины и определения
В настоящем стандарте применены термины и определения по ИСО 5577 и ИСО 11484, а также следующие термины с соответствующими определениями:
3.1 калибровочный отражатель (reference standard) Отражатель для настройки оборудования неразрушающего контроля (например, отверстие, пазы и т.п.)
3.2 настроечный образец-труба (reference tube): Труба или часть трубы, используемые для целей настройки.
3.3 настроечный образец (reference sample): Образец (например, сегмент трубы, пластины или ленты), используемый для настройки.
Примечание - Термин "образец-труба", используемый в настоящем стандарте, также включает термин "настроечный образец".
3.4 расслоение (laminar imperfection): Дефект, расположенный в стенке трубы и, как правило, ориентированный параллельно поверхности.
Примечание - Его площадь может быть вычислена путем измерения его контура на поверхности стенки трубы.
3.5 труба (tube): Полый длинный продукт, открытый с обоих концов, любой формы в поперечном сечении.
3.6 бесшовная труба (seamless tube): Труба, изготовленная путем прошивания твердой заготовки для получения полой трубы, которая в дальнейшем обрабатывается (горячим или холодным способом) до ее окончательных размеров.
3.7 сварная труба (welded tube): Труба, изготовленная путем формирования полого профиля из плоского продукта и сварки смежных кромок вместе, и которая после сварки может быть дополнительно обработана (горячим или холодным способом) до ее окончательных размеров.
3.8 изготовитель (manufacturer): Организация, которая изготавливает продукцию согласно соответствующему стандарту и заявляет соответствие поставленной продукции всем действующим положениям соответствующего стандарта.
3.9 соглашение (agreement): Контрактные отношения между изготовителем и заказчиком в момент запроса и заказа.
4 Общие требования
4.1 Если спецификация на продукцию или соглашение между заказчиком и изготовителем не оговаривают иное, то ультразвуковой контроль должен проводиться на трубах после завершения всех первичных технологических операций производства (прокатки, термической обработки, холодной и горячей деформации, обработки в размер, предварительной правки и т.п.).
4.2 Трубы должны быть достаточно прямыми, чтобы обеспечить проведение контроля. Поверхность трубы должна быть свободна от посторонних веществ, которые могут помешать проведению достоверного контроля.
4.3 Контроль должен проводиться только подготовленными операторами, квалифицированными в соответствии с ИСО 9712, ИСО 11484 или эквивалентными документами, и под руководством компетентного персонала, назначенного изготовителем (заводом-изготовителем). В случае инспекции третьей стороной это должно быть согласовано между заказчиком и изготовителем. Контроль по разрешению работодателя должен проводиться в соответствии с письменной процедурой. Процедура неразрушающего контроля должна быть согласована специалистом 3 уровня и лично утверждена работодателем.
Трубы стальные напорные бесшовные и сварные (кроме труб, изготовленных дуговой сваркой под флюсом). Ультразвуковой метод контроля расслоений
Стандарт устанавливает требования к ультразвуковому методу контроля бесшовных и сварных стальных труб (кроме труб, изготовленных дуговой сваркой под флюсом) для обнаружения дефектов расслоения в соответствии с четырьмя приемочными уровнями контроля. Приемочный уровень В1 относится только к бесшовным трубам, предназначенным для применения в критических условиях, например для паросборников.
ГОСТ Р ИСО 10124-99
ГОСУДАРСТВЕННЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ТРУБЫ СТАЛЬНЫЕ НАПОРНЫЕ
БЕСШОВНЫЕ И СВАРНЫЕ (КРОМЕ ТРУБ,
ИЗГОТОВЛЕННЫХ ДУГОВОЙ СВАРКОЙ
ПОД ФЛЮСОМ)
Ультразвуковой метод контроля расслоений
ГОССТАНДАРТ РОССИИ
Предисловие
1 РАЗРАБОТАН И ВНЕСЕН Техническим комитетом по стандартизации ТК 132 «Техническая диагностика»
2 ПРИНЯТ И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Госстандарта России от 23 декабря 1999 г. № 672-ст
3 Настоящий стандарт представляет собой аутентичный текст международного стандарта ИСО 10124-94 «Трубы стальные напорные бесшовные и сварные (кроме труб, изготовленных дуговой сваркой под флюсом). Ультразвуковой метод контроля расслоений»
4 ВВЕДЕН ВПЕРВЫЕ
Содержание
Настоящий стандарт распространяется на ультразвуковой метод контроля бесшовных и сварных стальных труб (за исключением труб, изготовленных дуговой сваркой под флюсом) для обнаружения дефектов расслоения.
Термин «дефект расслоения» означает любой дефект, расположенный, как правило, параллельно поверхности трубы в пределах толщины изделия.
Рассматриваются четыре различных приемочных уровня (таблица 1). Выбор между этими уровнями относится к компетенции Технического комитета ИСО, ответственного за разработку соответствующих стандартов.
ТРУБЫ СТАЛЬНЫЕ НАПОРНЫЕ БЕСШОВНЫЕ И СВАРНЫЕ (КРОМЕ ТРУБ, ИЗГОТОВЛЕННЫХ ДУГОВОЙ СВАРКОЙ ПОД ФЛЮСОМ)
Seamless and welded (except submerged arc-welded) steel tubes for pressure purposes. Ultrasonic testing for the detection of laminar imperfections
Дата введения 2001-01-01
1.1 Настоящий стандарт устанавливает требования к ультразвуковому методу контроля бесшовных и сварных стальных труб (кроме труб, изготовленных дуговой сваркой под флюсом) для обнаружения дефектов расслоения в соответствии с четырьмя приемочными уровнями контроля. Приемочный уровень В1 относится только к бесшовным трубам, предназначенным для применения в критических условиях, например для паросборников (таблица 1).
Примечание - Для сварных труб (кроме труб, изготовленных дуговой сваркой под флюсом) требования к ультразвуковому контролю для обнаружения дефектов расслоения установлены в международном стандарте ИСО 12094-94* В этом случае ультразвуковой контроль проводят на стальных полосах, из которых должны изготовляться трубы.
1.2 Настоящий стандарт распространяется на трубы наружным диаметром более 30 мм. Нижний предел толщины стенки не устанавливается.
Примечание - Возможны трудности при применении данного метода контроля для обнаружения дефектов расслоения и их классификации по размерам при толщине стенок труб менее 5 мм. В таких случаях необходимо согласование между потребителем и изготовителем методов контроля труб и классификации размеров дефектов.
В настоящем стандарте использована ссылка на следующий стандарт:
ИСО 12094-94* Трубы стальные сварные напорные. Ультразвуковой контроль для определения расслоений в полосовом (листовом) материале, используемом для изготовления сварных труб
3 Общие требования
3.1 Ультразвуковой контроль, регламентируемый данным стандартом, как правило, проводят на трубах после завершения всех производственных операций.
Контроль должен проводиться персоналом, сертифицированным (аттестованным) в соответствии с действующей системой аттестации и назначенным изготовителем.
В случае осуществления контроля третьей стороной об этом должна быть достигнута договоренность между потребителем и изготовителем.
3.2 Кривизна трубы и состояние ее поверхности должны удовлетворять требованиям применяемых приборов ультразвукового контроля.
4 Метод контроля
4.1 При контроле труб для обнаружения дефектов расслоения используют эхо-импульсный метод ультразвуковой дефектоскопии, посылая импульсы ультразвуковых колебаний в изделие перпендикулярно к его поверхности.
* Международный стандарт ИСО 12094-94* - во ВНИИКИ Госстандарта России.
4.2 Во время испытаний труба и(или) ультразвуковой преобразователь должны двигаться относительно друг друга с шагом сканирования, обеспечивающим обнаружение дефектов расслоений размерами, не менее приведенных в таблице 1.
Таблица 1 - Приемочные уровни и соответствующие им размеры дефектов расслоения, которые обнаруживают в трубах при ультразвуковом контроле
Минимальная площадь дефекта расслоения Вмин, мм 2
Поперечный размер С, мм
Вмин - произведение продольного и поперечного размеров дефекта. Это произведение округляется с точностью до 10 мм 2 ;
D - наружный диаметр трубы, мм.
Примечание - На обоих концах трубы могут быть короткие отрезки, которые нельзя подвергнуть контролю. В этом случае изготовитель должен обрезать их или провести ручной ультразвуковой контроль, используя соответствующие приемочные уровни.
4.3 Максимальный размер каждого применяемого ультразвукового преобразователя, измеряемый параллельно оси трубы, не должен быть более 30 мм. Минимальная частота ультразвукового преобразователя должна быть 2 МГц (номинальная).
4.4 Ультразвуковая установка должна обеспечивать разбраковку труб (годные и дефектные) посредством автоматического срабатывания на установленное значение браковочного уровня в сочетании с системой маркировки и (или) сортировки.
5 Стандартные образцы
5.1 Стандартные образцы, определенные в данном стандарте, являются эталонами, пригодными для калибровки неразрушающего испытательного оборудования. Размеры искусственных отражателей в этих эталонах не должны рассматриваться как минимальные размеры дефектов, обнаруживаемых данным оборудованием.
5.2 Ультразвуковое оборудование калибруют электронными средствами с использованием гладких трубчатых стандартных образцов согласно 7.1.1 или с помощью стандартных образцов, имеющих плоскодонные отверстия, квадратные или прямоугольные выемки (рисунок 1), вырезанные на внутренней поверхности трубчатого испытательного образца, с учетом того, что для приемочного уровня В1 можно использовать эталоны только с плоскодонными отверстиями. Стандартный образец с плоскодонным отверстием используют как первичное средство для установления чувствительности испытательного оборудования. При использовании других типов стандартных образцов чувствительность регулируют так, чтобы она была эквивалентна чувствительности, полученной при использовании образца с плоскодонным отверстием.
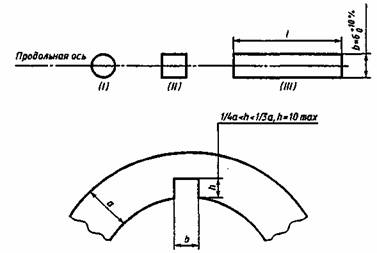
l - длина прямоугольной выемки (единственное ограничение l>6 мм);
b - ширина прямоугольной выемки и диаметр отверстия; h - глубина прямоугольной выемки и отверстия; а - толщина стенки трубы
Рисунок 1 - Формы эталонных отверстия и выемок
5.3 Стандартный образец должен иметь такой же номинальный диаметр, толщину и качество поверхности, что и труба, подлежащая контролю, а также аналогичные акустические свойства.
6 Размеры искусственных отражателей в стандартных образцах
6.1 Искусственные отражатели в используемых стандартных образцах должны иметь следующие размеры.
6.1.1 Ширина (поперечный размер) - (6+10 %) мм.
6.1.2 Глубина выемки - в интервале 1 /4- 1 /2 от номинальной толщины трубы при максимальном значении 10 мм.
6.2 Размеры и форма стандартного образца должны поверяться соответствующим методом.
7 Калибровка и контроль испытательного оборудования
7.1 Испытательное оборудование калибруют в статическом состоянии с использованием электронных средств согласно 7.1.1 или стандартных образцов согласно 7.1.2.
По договоренности между потребителем и изготовителем испытательное оборудование можно также калибровать в динамическом состоянии, гарантирующем, что при выбранном шаге контроля и частоте повторения импульсов оборудование будет обнаруживать расслоения с минимальными размерами (Вмин), указанными в таблице 1.
7.1.1 Калибровка с использованием электронных средств
Эталонным уровнем считается уровень на 10 дБ менее амплитуды первого донного эхо-сигнала при установке ультразвукового преобразователя на гладкий трубчатый стандартный образец.
Необходимая регулировка чувствительности должна быть сделана до начала производственного контроля, и изготовитель должен обеспечить способность оборудования обнаруживать эталонное отверстие или выемку при установленной чувствительности.
7.1.2 Калибровка с использованием стандартного образца
Эталонным уровнем считается уровень амплитуды первого эхо-сигнала при установке ультразвукового преобразователя неподвижно над центром эталонного отверстия или выемки.
7.2 Во время производственного контроля труб скорости относительного вращения и (или) перемещения, а также частота повторения импульсов, должны быть выбраны так, чтобы обнаруживать расслоения с минимальными размерами (Вмин) и круговыми размерами (С) в соответствии с таблицей 1 на основе установленного браковочного уровня.
7.3 Проверка калибровки должна осуществляться с регулярными интервалами во время производственного контроля труб одинакового сортамента с использованием выбранного стандартного образца. Периодичность проверки калибровки должна быть не менее 4 ч или один раз на каждые 10 проконтролированных труб независимо от продолжительности контроля. Кроме того, проверку калибровки необходимо проводить всегда, когда происходит смена бригады операторов, обслуживающих оборудование, а также в начале и конце производственного цикла.
Примечание - В тех случаях, когда производственный контроль проводят в течение всей рабочей смены, 4-часовой период может быть увеличен по согласованию между потребителем и изготовителем.
7.4 Оборудование должно проходить повторную калибровку после любых регулировок системы или в тех случаях, когда происходит изменение сортамента контролируемых труб.
7.5 Если после проверки калибровки требования калибровки не удовлетворены даже после увеличения чувствительности на 3 дБ с поправкой на дрейф системы, то все трубы, прошедшие контроль после предыдущей калибровки, должны быть подвергнуты контролю вновь после повторной калибровки оборудования.
Повторный контроль не является необходимым даже после падения чувствительности более чем на 3 дБ после предыдущей калибровки при наличии соответствующей записи, обеспечивающей разбраковку труб на годные и дефектные.
8 Приемка
8.1 Любая труба, по своим характеристикам не превышающая браковочный уровень, считается прошедшей контроль.
8.2 Любая труба, по своим характеристикам превышающая браковочный уровень, считается дефектной или же по желанию изготовителя может быть проконтролирована повторно.
8.3 Если при повторном контроле браковочный уровень не превышен, труба считается прошедшей контроль. При превышении браковочного уровня труба считается дефектной.
8.4 Для дефектных труб должны быть предприняты одна или несколько следующих мер в соответствии с требованиями стандарта на продукцию:
- сомнительный участок нужно исследовать ручным методом ультразвукового контроля или с использованием соответствующей автоматической либо полуавтоматической системы, чтобы установить степень распространения участка расслоения. Труба будет считаться годной, если площадь расслоения (Вмакс) и общая суммарная площадь расслоения не превышают значений, указанных в таблице 2;
- сомнительный участок должен быть вырезан. Изготовитель должен гарантировать потребителю, что все сомнительные участки удалены.
В противном случае труба считается не прошедшей контроль.
Таблица 2 - Приемочные нормы
Минимальная площадь отдельного учитываемого расслоения (Вмин). мм 2
Максимально допустимая площадь расслоения (Вмакс), мм 2
Общая суммарная площадь расслоений
> В мин В макс
УЗК контроль листового проката, нержавеющей стали, металлопроката
УЗК контроль металла – диагностический неразрушающий метод, имеющий высокую степень точности. С его помощью выявляется широкий перечень дефектов и получаются достоверные данные о расположении, свойствах и размерах изъянов, которые имеет металл или металлоконструкция. Выполняется УЗК листового проката, нержавеющей стали, поковок, круглого проката – каждый процесс исследования имеет свои особенности и требует использования специального оборудования, позволяющего точно и оперативно обнаруживать наружные или внутренние дефекты.

Что выявляет УЗК контроль
Неразрушающий контроль УЗК предполагает обнаружение следующих видов дефектов, которые может иметь листовой прокат, сварной металл, нержавеющий элемент, круглый прокат, трубопровод, поковка:
- поры;
- непровары;
- трещины;
- инородные включения;
- шлаковые включения;
- расслоения.
Проведение УЗК сварных металлоконструкций, листового проката, нержавеющей стали, поковки позволяет удостовериться в том, что нет критических повреждений. Если они имеются, то принимается решение о непригодности использования всей конструкции до устранения выявленных дефектов.
Какие методы УЗК контроля используются
Проверка УЗК металла заключается в использовании ультразвуковых колебаний, проникающих в металл и отражающихся от дефектов. При помощи специального дефектоскопа создается узконаправленная волна, которая проходит через исследуемое изделие. Если имеются дефекты, то распространение волны идет с отклонениями, которые фиксируются на экране прибора. Так проводится УЗК контроль поковок, металлоконструкций – в ходе исследования полученные сведения позволяют выявить наличие и характер имеющихся дефектов. К примеру, по времени прохождения ультразвуковой волны определяется расстояние до несплошностей, а амплитуда колебаний отраженной волны позволяет измерить размер дефекта.
В лаборатории «ТПЭ Атом» вы можете заказать услуги УЗК трубопроводов и изделий из металла. Все работы наши специалисты выполняют быстро и качественно, строго придерживаясь определенных нормативных документов и применяя современное оборудование. Если требуется проверить круглый прокат, сварное соединение – все это мы сделаем в короткие сроки, при этом работаем по городу Москва, выезжаем в область и другие регионы России. С ценами на услуги «ТПЭ-Атом» можно ознакомиться по ссылке.
Выполняя УЗК контроль, специалисты компании «ТПЭ Атом» используют несколько методов: импульсный эхо-метод, теневой, зеркальный, зеркально-теневой. Импульсный эхо-метод осуществляется при помощи одного преобразователя, который является приемником и источником волны. Теневая методика предполагает применение двух преобразователей. Зеркальный метод заключается в установке преобразователей с одной стороны. Он эффективен в отношении обнаружения дефектов, которые расположены под прямым углом к поверхности исследуемого элемента. Зеркально-теневой метод, по сути, является тем же теневым, но расположены приборы на одной стороне. Эти неразрушающие методики позволяют получить необходимую информацию о состоянии металла, для того чтобы создать условия безопасной эксплуатации объекта.
Есть вопросы?
Оставьте свои контакты и наш специалист свяжется с Вами, чтобы ответить на все Ваши вопросы
Читайте также: