Круг отрезной по металлу технические характеристики
Обновлено: 05.10.2024
Отрезные диски – это оснастка для электроинструмента, они предназначаются для быстрой и аккуратной резки различных заготовок и конструкций из разного материала.
Круг отрезной по металлу состоит из абразивного полотна, чаще армированного для прочности специальной сеткой (бакелитовая связка), которая придает отрезному диску прочность и исключает разлет осколков при заклинивании диска или его повреждении. Фиксируются отрезные круги на отрезной машине специальной гайкой и посадочным отверстием, которое опрессовано металлической рубашкой для повышения прочности диска.
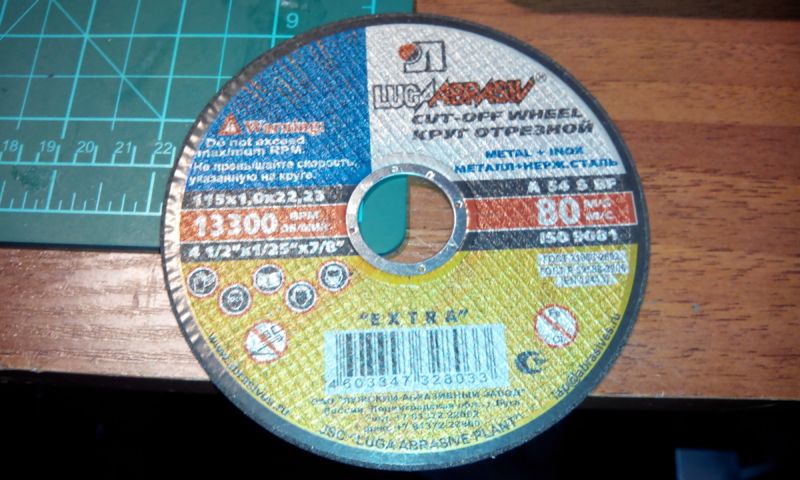
На поверхность отрезного диска по металлу нанесены сведения о производителе, ГОСТ, зернистость абразива, штрих-код и, обязательно, сведения о диаметре, толщине полотна и посадочном диаметре, а также допустимое количество оборотов в минуту. Обычно, эта информация выглядит примерно так: 125*1,6*22, где: 125 – внешний диаметр отрезного круга в миллиметрах; 1,6 – толщина полотна; 22 – посадочный диаметр диска.
Диаметр отрезного круга влияет на глубину реза, толщина полотна подбирается в зависимости от толщины разрезаемого металла, а посадочный диаметр для ручных УШМ бывает обычно двух стандартов – 22 мм (самый распространенный) и 32 мм (очень редкий).
Отрезные круги для ручных УШМ («болгарок») выпускаются следующих стандартных размеров: 115 мм., 125 мм., 150 мм., 180 мм., и 230 мм. Существуют диски и с диаметрами, превышающими 230мм., но с ручными УШМ они не используются.
| Круги отрезные по металлу | ||||||||||
| Наименование | Количество в упаковке | Вес 1 шт, кг | ||||||||
| 10 шт | 15 шт | 25 шт | 50 шт | 80 шт | 100 шт | 150 шт | 200 шт | 400 шт | ||
| Круг отрезной по металлу 115х1.0х22 | ✔ | 0.02 | ||||||||
| Круг отрезной по металлу 115х1.2х22 | ✔ | 0.03 | ||||||||
| Круг отрезной по металлу 115х1.6х22 | ✔ | ✔ | 0.036 | |||||||
| Круг отрезной по металлу 115х2.0х22 | ✔ | ✔ | 0.04 | |||||||
| Круг отрезной по металлу 115х2.5х22 | ✔ | 0.055 | ||||||||
| Круг отрезной по металлу 125х0.8х22 | ✔ | ✔ | 0.019 | |||||||
| Круг отрезной по металлу 125х1.0х22 | ✔ | 0.025 | ||||||||
| Круг отрезной по металлу 125х1.2х22 | ✔ | ✔ | 0.03 | |||||||
| Круг отрезной по металлу 125х1.6х22 | ✔ | ✔ | 0.044 | |||||||
| Круг отрезной по металлу 125х2.0х22 | ✔ | ✔ | 0.052 | |||||||
| Круг отрезной по металлу 125х2.5х22 | ✔ | 0.064 | ||||||||
| Круг отрезной по металлу 125х6.0х22 | ✔ | ✔ | 0.168 | |||||||
| Круг отрезной по металлу 150х1.0х22 | ✔ | 0.04 | ||||||||
| Круг отрезной по металлу 150х1.2х22 | ✔ | ✔ | ✔ | ✔ | 0.044 | |||||
| Круг отрезной по металлу 150х1.6х22 | ✔ | ✔ | ✔ | 0.06 | ||||||
| Круг отрезной по металлу 150х2.0х22 | ✔ | ✔ | 0.076 | |||||||
| Круг отрезной по металлу 150х2.5х22 | ✔ | ✔ | 0.104 | |||||||
| Круг отрезной по металлу 180х1.6х22 | ✔ | ✔ | ✔ | 0.095 | ||||||
| Круг отрезной по металлу 180х2.0х22 | ✔ | ✔ | 0.11 | |||||||
| Круг отрезной по металлу 180х2.5х22 | ✔ | ✔ | 0.14 | |||||||
| Круг отрезной по металлу 180х6.0х22 | ✔ | 0.354 | ||||||||
| Круг отрезной по металлу 200х2.5х22 | ✔ | ✔ | 0.172 | |||||||
| Круг отрезной по металлу 230х1.6х22 | ✔ | ✔ | 0.143 | |||||||
| Круг отрезной по металлу 230х2.0х22 | ✔ | ✔ | 0.18 | |||||||
| Круг отрезной по металлу 230х2.5х22 | ✔ | ✔ | 0.21 | |||||||
| Круг отрезной по металлу 230х3.0х22 | ✔ | ✔ | 0.28 | |||||||
| Круг отрезной по металлу 230х6.0х22 | ✔ | ✔ | 0.586 | |||||||
| Круг отрезной по металлу 400х4.0х32 | ✔ | 0.55 | ||||||||

Узнайте стоимость кругов отрезных по металлу
Толщина
Варьируется в пределах 0,7-4 мм. Выбор зависит от диаметра самого круга и выполняемых операций. Следует учитывать, что резка тонким кругом за счет меньшей площади соприкосновения требует меньше усилий и выполняется быстрее, однако работа требует аккуратности: при перекосе насадка может лопнуть. На степень износа толщина практически не влияет.
В техническом описании размеры диска, посадочного отверстия и толщина могут указываться как в метрической системе, так и в дюймах.
Виды отрезных кругов
Классификация по назначению
- Диски по металлу. Область применения – резка арматуры, профильных труб, стальных уголков, швеллера, листовой стали.
- Круги по дереву. Применяются также для резки пластиковых труб, оконного профиля, гипсокартона и плит МДФ. Изготавливаются из высокопрочной стали, внешняя кромка диска оснащается острыми зубьями.
- Отрезные диски по камню. Предназначены для работы с изделиями из силикатного кирпича, тротуарной плитки, каменными сооружениями, брусчаткой, асбестоцементными листами.
Классификация по технологии производства
Абразивные диски

Основа диска по металлу состоит из как минимум двух слоев стекловолоконной сетки, поверх которой нанесена масса из абразивных материалов:
- корунда;
- карбида кремния;
- электрокорунда.
Технология изготовления отрезных кругов по металлу предусматривает термическую обработку, после которой изделие становится устойчивым к разрушению. Диск запекается в печи при температуре +2000С.
В зависимости от формы абразивный расходный инструмент делится на два типа:
- плоские диски;
- круги с вогнутой втулкой.
Алмазные круги

Область применения – резка особенно прочных материалов:
- бетона,
- гранита,
- мрамора,
- красного кирпича,
- асфальта,
- камня.
Изготавливаются из стали. На торцевую часть круга наносится абразивная масса, в составе которой содержится алмазная крошка. Ширина алмазоносного слоя варьируется в пределах от 1,5 до 3 мм.
В кругах большого диаметра, предназначенных для работы на проход, ширина слоя алмазной крошки может достигать 1-2 см.
На рынке представлено три вида алмазных отрезных дисков:
- Сплошной. Предназначен для влажной резки материалов, представляет собой цельный диск с беспрерывной алмазной кромкой.
- Сегментированный. Используется для сухого реза. Режущая алмазная кромка разделена на отдельные сегменты.
- Турбо-диск. Алмазоносная кромка выполнена в форме волны. Наличие наклонных канавок уменьшает площадь контакта с рабочим материалом, в результате чего обеспечивается естественное охлаждение. Универсальный круг применяется для влажной и сухой резки.
Материал абразива
Круги для резки металла изготавливаются из карбида кремния (маркируются литерой C) и электрокорунда (A). Карбид кремния более твердый материал, но уступает электрокорунду по прочности, из-за чего его применение для резки металла ограничено. Помимо буквенного обозначения в маркировке присутствует число. Чем оно больше, тем выше качество абразива. Марки карбида кремния: от 52С до 55С – черный, 62С-64С – зеленый. Марки электрокорунда: от 12A до 16A – нормальный, 22A-25A – белый, 32A-35A – хромистый, 37A – титанистый, 38A (ZA) – циркониевый. Режущая способность циркониевого электрокорунда в 10 раз выше, чем нормального.
Какие лучше

Идеальный отрезной круг представляет собой:
- Изделие на бакелитовой связке с упрочняющим элементом.
- Вид абразива: для черных металлов – простой электрокорунд, для изделий из нержавеющей стали – белый электрокорунд.
- Средняя толщина отрезного диска по металлу составляет 1,6-2 мм.
- Универсальный наружный диаметр для круга по металлу для бытового использования – 125 мм.
- Для резки стальных конструкций лучше применять диски с мелкой фракцией абразивных частиц.

Алмазная резка
- Для сухой резки конструкций из бетона, гранита, кирпича, идеальным расходным инструментом станет сегментированный алмазный диск с внешним диаметром 230 мм и шириной алмазоносного слоя 2,5-3 мм.
- Для организации борозд с целью дальнейшей прокладки инженерных коммуникаций лучше выбрать сегментированный круг с алмазоносным слоем 3,5 мм и диаметром 350 мм.
- Для работы с керамической плиткой и мрамором подойдет сплошной отрезной круг с алмазным напылением. Данный способ резки предполагает обязательное охлаждение водой.
- Для резки железобетонных конструкций лучше использовать алмазный турбо-диск.

Отрезной круг по дереву
- Лучшим расходным инструментом для резки деревянных изделий послужат твердосплавные диски, усиленные напайкой с высоким содержанием карбидов вольфрама либо кобальта.
- Типовая толщина диска по дереву – 3,2 мм.
- Универсальный размер внешнего диаметра составляет 130-250 мм.
- Идеальное количество зубьев для поперечного реза – 80-90 резцов, для продольного распила – не более 60 резцов.
- Оптимальный угол наклона зубьев: для продольного распила – 15-200, для поперечного реза – 5-150.

Оптимальная скорость распила подбирается в зависимости от породы древесины:
- для мягких пород – от 50 до 90 м/с;
- для твердых пород – от 50 до 80 м/с;
- столярная древесина – 60-80 м/с;
- экзотические породы – 80-85 м/с.
Связующий материал
Режущий материал армируется вулканитом (состоящим из серно-каучуковой массы) или бакелитом (содержащим в основе фенолформальдегидные смолы). Вулканит более эластичный материал, но скорость работы инструмента ограничивается до 50-80 м/с.
Бакелит при температуре 200 °C теряет прочность, нагревание свыше 300 °C приводит к выгоранию (отсюда искрение). Тем не менее, благодаря более высокой скорости именно бакелит чаще используется в кругах, предназначенных для резки металла. Об использовании этого связующего материала свидетельствует маркировка БУ или BF.
Характеристики отрезных кругов
Тип связки

От типа связки зависит прочность, производительность и качество реза. При производстве дисков используются органические и неорганические связки. К первому типу относятся вулканитовая и бакелитовая, ко второму – керамическая.
Вулканитовая связка – это масса из каучука и серы, прошедшая термическую обработку. Диски на ее основе характеризуются плотной структурой, эластичностью.
Прочность круга на вулканитовой связке позволяет обеспечить рабочую скорость реза 50,60 и 80 м/с.

Основой бакелитовой связки выступают порошкообразные и жидкие фенолформальдегидные смолы с наполнителями. В качестве наполнителей применяют криолит, алебастр, пирит.
Абразивные круги на бакелитовой связке характеризуются высокой прочностью на изгиб и сжатие, но они неустойчивы к воздействию щелочной охлаждающей воды (содержание щелочи в жидкости не должно превышать 1,5 %).
Рабочая скорость кругового вращения – свыше 80 м/с.
Недостаток бакелитовой связки – малая теплостойкость: при нагреве до 2000С она становится хрупкой, а при повышении температуры до 250-3000С выгорает.

Исходными материалами для создания керамической связки выступают:
- огнеупорная глина;
- тальк;
- жидкое стекло;
- мел;
- кварц;
- полевой шпат.
Керамическая связка повышает водостойкость абразивного инструмента, она характеризуется высокой огнеупорностью, устойчивостью к воздействию химических веществ. К недостаткам относится чувствительность к ударным нагрузкам и невысокая прочность на изгиб.
Наружный и внутренний диаметр отрезных кругов

На рынке представлены отрезные диски с внешним диаметром от 115 до 500 мм. Востребованными в быту являются:
- диаметр 115 мм – предназначен для малогабаритных болгарок;
- диаметры 125, 150 мм – используются в углошлифовальных машинах средней мощности и размера;
- диаметры 180, 230 мм – предназначены для профессионального инструмента.
Диаметр посадочного места для бытового инструмента чаще всего составляет 22 либо 32 мм.
Зернистость

Характеристика отображает режущую способность отрезного круга. Фракция абразивного вещества варьируется в диапазоне от 100 до 2000 мкм. Чем выше показатель зернистости, тем лучше режущие качества.
Но при этом крупные зерна абразива уменьшают прочность расходного инструмента.
Абразивное вещество

На качество работы отрезных дисков оказывает влияние не только размер зерна, но и форма и характеристики абразивного вещества.
Форма частиц электрокорунда наиболее приспособлена к резке стальных изделий, более твердые зерна карбида кремния предназначены для работы с неметаллическими материалами либо со сплавами цветных металлов.
Весомым параметром выступает термостойкость абразива. Лучшей термостойкостью отличаются корундовые абразивы, диапазон рабочих температур вещества составляет от 1700 до 19000С.
Алмазные абразивы и карбид бора характеризуются наименьшей термостойкостью – 700-8000С.
Толщина отрезных кругов

Толщина бытовых отрезных дисков колеблется в диапазоне 1-5 мм. Тонкие круги рационально использовать при работе с маломощными угловыми шлифовальными машинами.
Чем меньше высота диска, тем легче и быстрее происходит процесс резки – ввиду меньшего сопротивления материала. Резка толстым кругом потребует больше усилий.
Расходные инструменты со средним и малым внешним диаметром могут иметь любую толщину, круги большого диаметра – только максимальную.
Основные обозначения
Основательный подход к выбору абразивных кругов зависит от критериев следующего вида:
- Общий диаметр круга;
- Толщина дисковой пластины;
- Посадочный диаметр (редко отличается от 22,2).
Кроме того, в основной информации обычно указывается срок годности.
По стандартам толщина пластины диаметром 125 мм составляет от 2,3 мм до 2,5 мм. Тонкими при таком же диаметре считаются диски в 1−1,2 мм.
Основную информацию следует искать на лицевой поверхности: там будет указана специализация круга — предназначен ли он для резки только стали или подходит также для цветных металлов. Существуют и универсальные варианты. Там же указывается размер отрезного диска, срок годности и максимально допустимое в процессе использования количество оборотов.
Срок годности
Обычно этим цифрам, выбитым вокруг посадочного отверстия пластины, придается мало значения. Тем не менее, производители отрезных дисков настаивают на использовании продукции в указанный ими временной промежуток: например, V 01/ 2018 будет означать срок годности до начала первого квартала 2018 года.
Внешний диаметр
Этот важнейший параметр, по сути, означает класс УШМ, для работы на которой предназначен отрезной круг. Распространены следующие варианты: 115, 125, 150, 180 либо 230 мм. Недопустимо устанавливать на шлифмашину круг большего, нежели следует, диаметра. Это прямо запрещается техникой безопасности вкупе со здравым смыслом. Во-первых, помешает защитный кожух, а во-вторых, скорость вращения режущего края выйдет далеко за пределы, предусмотренные производителем электроинструмента, что с высокой вероятностью чревато серьезными травмами и выходом техники из строя.
Толщина пластины
Чем тоньше отрезной диск, тем легче прорезается материал: меньшая площадь лезвия уменьшает его сопротивление. Вообще у тонких пластин немало преимуществ:
- Быстрее справляются с работой;
- Меньше нагреваются;
- Спил получается ровнее.
При этом не менее очевиден и недостаток такого рода кругов: быстрая стачиваемость. Однако для УШМ небольшой мощности, аккумуляторных, не предназначенных для длительной работы без перерыва, этот тип дисков годится как нельзя лучше.
Стоит отметить, что при соблюдении норм ТБ и эксплуатационных требований к электроинструменту, ни тонкие, ни толстые диски не слишком опасны: армирующая сетка удерживает структуру пластины вне зависимости от ее толщины.
Параметры спецификации
Спецификацией называется код из четырех символов, с помощью которых зашифровывается информация о фракции абразивного зерна и связывающих его веществах. Например, AS маркируется белый электрокорунд высокой степени очистки, предназначенный для резки заготовок из нержавеющей стали. Цифры кода означают зернистость на единицу поверхности диска: для работы со сталью потребуется крупнозернистый отрезной круг с пометкой 30 или 24.
Для цветных металлов нужен будет круг с кодом 40, а то и 60, если металл мягкий. Далее, буквой латинского алфавита обозначается твердость связующего компонента. Связка тем тверже, чем ближе буква расположена к концу. Однако здесь существует обратная зависимость с твердостью обрабатываемого материала, поскольку режет не связка, а абразивное зерно.
Последние два символа редко изменяются и обозначают связующий компонент, в качестве которого используется вязкий термореактопласт бакелит.
Отрезные круги
Отрезной круг – расходный инструмент, предназначенный для резки разных видов поверхностей. Конструктивно представляет собой диск, поверхность которого покрыта слоем абразивных частиц. Посыпка скреплена между собой связкой – керамической, вулканитовой либо бакелитовой.

Технология изготовления отрезных кругов по металлу предусматривает термическую обработку, после которой изделие становится устойчивым к разрушению. Диск запекается в печи при температуре +200 0 С.



Недостаток бакелитовой связки – малая теплостойкость: при нагреве до 200 0 С она становится хрупкой, а при повышении температуры до 250-300 0 С выгорает.


Весомым параметром выступает термостойкость абразива. Лучшей термостойкостью отличаются корундовые абразивы, диапазон рабочих температур вещества составляет от 1700 до 1900 0 С.
Алмазные абразивы и карбид бора характеризуются наименьшей термостойкостью – 700-800 0 С.

Преимущества

Главные достоинства абразивных кругов:
- пористая структура обеспечивает естественное охлаждение расходного инструмента;
- диск не затупляется во время работы;
- доступная стоимость;
- большой выбор изделий.
Положительные качества алмазных дисков для резки:
- высокая точность реза;
- износостойкость;
- отсутствует сильный запах гари;
- минимальное количество искр во время работы.
Недостатки

Отрицательными качествами абразивных расходных материалов являются:
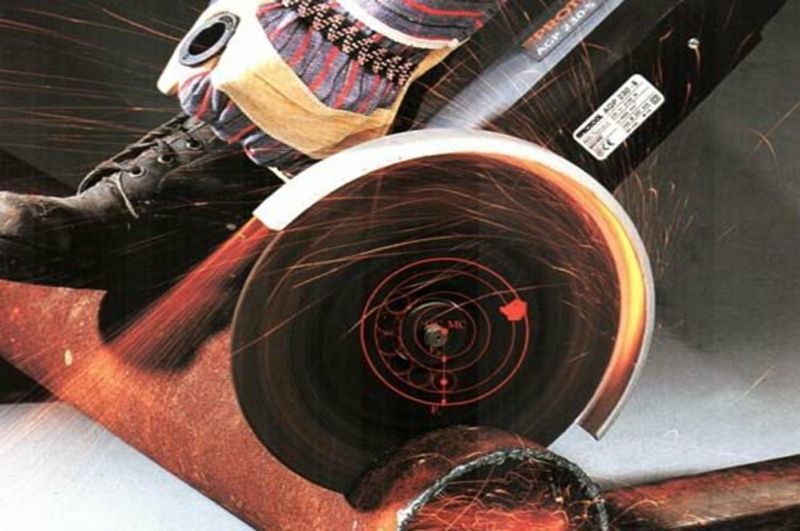
- образование снопа искр при работе;
- появление сильного характерного запаха при резке;
- быстрый износ.
Недостатки алмазных кругов:
- дорогая стоимость;
- малая термостойкость.
Как выбрать отрезные круги

Главными обозначениями, влияющими на выбор изделия, выступают:
- тип совместимого оборудования (ручной инструмент, стационарное оборудование);
- срок годности;
- зернистость абразива (чем меньше числовое значение зернистости, тем крупнее фракция зерна);
- внешний диаметр круга и размер посадочного места;
- толщина расходного инструмента;
- максимальное количество оборотов (параметр не должен превышать частоту вращения электроинструмента);
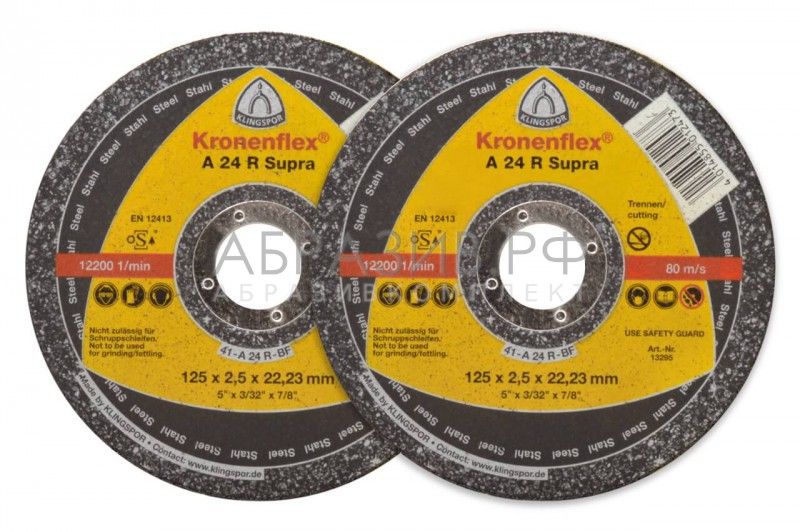
- рабочая скорость (указывается в виде числового значения либо маркируется поперечной цветной полосой: желтый цвет обозначает скорость до 63 м/с, красный – до 80 м/с, зеленый – до 100 м/с);
- тип связки, наличие упрочняющего элемента;
- предназначение инструмента (тип рабочего материала указывается в виде графического изображения либо цветового обозначения).
Цветовое обозначение вида рабочего материала

Для абразивных кругов:
- зеленый цвет – камень;
- синий цвет – сталь.
Маркировка алмазных дисков:
- зеленый цвет – гранит;
- синий цвет – мрамор, бетон;
- желтый цвет – кафель, алебастр;
- оранжевый цвет – кирпич;
- серый цвет – гранит, керамика, черепица.



- Лучшим расходным инструментом для резки деревянных изделий послужат твердосплавные диски, усиленные напайкой с высоким содержанием карбидов вольфрама либо кобальта.
- Типовая толщина диска по дереву – 3,2 мм.
- Универсальный размер внешнего диаметра составляет 130-250 мм.
- Идеальное количество зубьев для поперечного реза – 80-90 резцов, для продольного распила – не более 60 резцов.
- Оптимальный угол наклона зубьев: для продольного распила – 15-20 0 , для поперечного реза – 5-15 0 .

Эксплуатация
Работа с абразивно-отрезным оборудованием связана с высокой скоростью вращения и требует соблюдения мер безопасности. Перед началом работы ознакомитесь с мерами предосторожности, указанными производителем.
- К работе с отрезными устройствами не допускаются несовершеннолетние лица, люди в нетрезвом состоянии. Вблизи места проведения работ не допускается присутствие детей, животных.
- Выполняйте отрезные работы вдали от горючих материалов.
- Используйте отрезные диски исключительно по предназначению.
- Перед началом операции осмотрите диск, не используйте расходные инструменты со следами повреждений (наличие сколов, трещин).
- Не используйте круги с истекшим сроком годности.
- Соблюдайте правила хранения расходного инструмента.
- При работе с электроинструментом используйте средства индивидуальной защиты.

Правила эксплуатации:
- Перед началом отрезных работ надежно закрепите круг в электроинструменте.
- Используйте инструмент, защитный кожух которого способен выдержать удар в случае разрыва круга и уловить осколки.
- При резке металла закрепите металлическую конструкцию лишь с одной стороны, это поможет исключить излишний нагрев и деформацию материала, и, как следствие, заклинивание абразивного диска.
- При выполнении отрезных работ держите круг прямо, применяя лишь радиальное давление.
- При возникновении интенсивного искрения отрезные работы следует прекратить на 10-15 секунд, по истечении указанного времени продолжить работу с меньшей скоростью реза.

Установка отрезного круга в углошлифовальную машину:
- Отключите электроинструмент от электросети.
- Посредством специальной кнопки зафиксируйте вал вращения.
- Установите диск на посадочное место.
- Закрутите стопорную гайку, закрепите ключом.
- До начала отрезных работ проверьте работоспособность диска на протяжении 1 минуты.
Производители отрезных кругов
Bosch

Компания занимает лидирующую позицию на рынке электроинструмента и сопутствующих изделий. Ассортимент включает абразивные отрезные диски по дереву, металлу и камню, алмазные круги и универсальные модели.
Качество продукции компании соответствует международным стандартам качества.
Dremel

Продукция американской марки реализуется в более чем 60 странах мира. Ассортимент компании включает не только высококачественные электроинструменты, но и широкий выбор насадок.
Dremel выпускает отрезные круги для резки древесины, пластмассы, металла. Диски с алмазным покрытием справятся с бетоном, керамикой, мрамором, фарфором.

Канадская компания специализируется на производстве инструмента для бытового и профессионального назначения. Ассортимент продукции включает в себя широкий выбор моделей отрезных дисков по металлу и камню для бытового электроинструмента.
FUBAG

Главное направление немецкой компании – производство высококачественного профессионального оборудования для ремонтных и строительных работ.
Производственные базы бренда расположены в Германии и Швейцарии, стаж работы компании составляет более 40 лет. Каталог предлагает потребителю высококачественные алмазные диски для влажной и сухой резки.
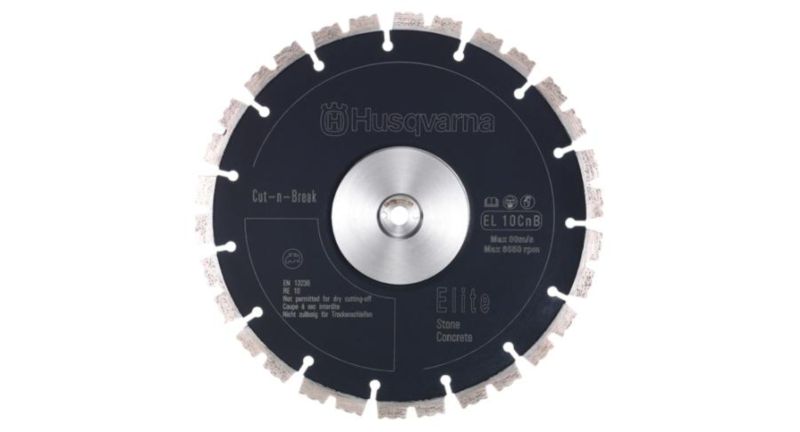
Husqvarna

Расходный инструмент от швейцарского производителя характеризуется высокой производительностью и прочностью. В ассортименте компании – большой выбор отрезных алмазных дисков, а также абразивных изделий для резки металла.
Недостатком марки Husqvarna является достаточно высокая стоимость.
Makita

Компания предлагает большой ассортимент качественных абразивных дисков и сегментированных кругов с алмазным покрытием. В каталоге можно найти как бюджетные модели, так и изделия, относящиеся к средней и высокой ценовой категории.
Master

Компания занимается поставками строительного оборудования на протяжении 15 лет. Каталог товаров включает расходные инструменты для резки металла, дерева.
MESSER

Каталог компании включает множество моделей расходного инструмента широкого спектра применения:
- сегментированные алмазные диски для резки бетона и асфальта;
- круги со сплошной кромкой для резки керамических изделий, мрамора, керамогранита;
- твердосплавные диски для резки высокоуглеродистой стали;
- турбо-диски.
Metabo

Немецкая торговая марка специализируется на производстве профессионального электроинструмента и режущего оборудования.
Модельный ряд расходных инструментов предусматривает большое разнообразие абразивных и алмазных дисков для угловых шлифовальных машин, а также пильных кругов по дереву.

Российская компания является производителем и поставщиком электроинструмента и режущего оборудования.
Каталог расходных материалов торговой марки предлагает разнообразный выбор универсальных отрезных кругов для углошлифовальных машин, бензорезов и плиткорезов.
Круг отрезной по металлу технические характеристики
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Grinding wheels for cutting-off. Specifications
Дата введения 2019-01-01
Предисловие
1 РАЗРАБОТАН Федеральным государственным унитарным предприятием "Всероссийский научно-исследовательский институт стандартизации и сертификации в машиностроении" (ВНИИНМАШ)
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 95 "Инструмент"
4 В настоящем стандарте учтены основные нормативные положения следующих международных стандартов:
ИСО 525:2013* "Абразивная продукция на связке. Общие требования" (ISO 525:2013 "Bonded abrasive products - General requirements", NEQ);
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - Примечание изготовителя базы данных.
ИСО 603-15:1999 "Абразивная продукция на связке. Размеры. Часть 15. Круги отрезные для стационарных или переносных машин" (ISO 603-15:1999 "Bonded abrasive products - Dimensions - Part 15: Grinding wheels for cutting-off on stationary or mobile cutting-off machines", NEQ);
ИСО 603-16:1999 "Абразивная продукция на связке. Размеры. Часть 16. Круги отрезные для ручных электроинструментов" (ISO 603-16:1999 "Bonded abrasive products - Dimensions - Part 16: Grinding wheels for cutting-off on hand held power tools", NEQ);
ИСО 13942:2000 "Абразивная продукция на связке. Предельные отклонения размеров и допуски биения" (ISO 13942:2000 "Bonded abrasive products - Limit deviations and rum-out tolerances", NEQ)
5 В настоящем стандарте реализованы требования Технического регламента Таможенного союза "О безопасности машин и оборудования" применительно к отрезным кругам:
6 ВВЕДЕН ВПЕРВЫЕ
7 ИЗДАНИЕ (март 2020 г.) с Поправкой (ИУС 9-2019)
1 Область применения
Настоящий стандарт распространяется на отрезные круги (далее - круги) для резки и прорезки материалов на стационарных, переносных станках, а также на ручных шлифовальных машинах (Рg).
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 2.610 Единая система конструкторской документации. Правила выполнения эксплуатационных документов
ГОСТ 15.309 Система разработки и постановки продукции на производство. Испытания и приемка выпускаемой продукции. Основные положения
ГОСТ 577 Индикаторы часового типа с ценой деления 0,01 мм. Технические условия
ГОСТ 3060 Круги шлифовальные. Допустимые неуравновешенные массы и метод их измерения
ГОСТ 3647 Материалы шлифовальные. Классификация. Зернистость и зерновой состав. Методы контроля
ГОСТ 27595 Материалы шлифовальные и инструменты абразивные. Упаковка, маркировка, транспортирование и хранение
ГОСТ 30513 Инструмент абразивный и алмазный. Методы испытаний на безопасность
ГОСТ Р 52381 (ИСО 8486-1:1996, ИСО 6344-2:1998, ИСО 9138:1993, ИСО 9284:1992) Материалы абразивные. Зернистость и зерновой состав шлифовальных порошков. Контроль зернового состава
ГОСТ Р 52587 Инструмент абразивный. Обозначения и методы измерения твердости
ГОСТ Р 52588 Инструмент абразивный. Требования безопасности
ГОСТ Р 52710 Инструмент абразивный. Акустический метод определения твердости и звуковых индексов по скорости распространения акустических волн
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
3 Классификация и размеры
3.1 Круги следует изготовлять типов:
42 - с утопленным центром.
3.2 Размеры кругов должны соответствовать указанным на рисунках 1 и 2 и в таблицах 1 и 2.
ГОСТ 21963-2002
(ИСО 603-15-99, ИСО 603-16-99)
Grinding wheels for cutting-off.
Specifications
Дата введения 2004-07-01
1 РАЗРАБОТАН Межгосударственным техническим комитетом по стандартизации МТК95/ПК "Абразивный инструмент" (ОАО "НПК "Абразивы и шлифование")
ВНЕСЕН Госстандартом России
2 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол N 22 от 6 ноября 2002 г.)
За принятие проголосовали:
Наименование национального органа
по стандартизации
Госстандарт Республики Беларусь
Госстандарт Республики Казахстан
3 Стандарт полностью соответствует требованиям международных стандартов ИСО 603-15:1999 "Продукция абразивная на связке. Размеры. Часть 15. Круги отрезные для стационарных или переносных машин", ИСО 603-16:1999 "Продукция абразивная на связке. Размеры. Часть 16. Круги отрезные для ручных машин".
В стандарте учтены требования международных и европейского стандартов: ИСО 525:1999 "Продукция абразивная. Общие положения" в части разделов 1 и 3, 4.2 и 4.11; ИСО 13942:2000 "Продукция абразивная, Предельные отклонения размеров и допуски биений" в части 4.3 и 4.5; EH 12413:1999 "Требования безопасности для абразивной продукции на связке" в части разделов 1, 3, пунктов 4.2 и 4.11
4 Постановлением Государственного комитета Российской Федерации по стандартизации и метрологии от 28 апреля 2003 г. N 134-ст межгосударственный стандарт ГОСТ 21963-2002 введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 июля 2004 г.
ВНЕСЕНА поправка, опубликованная в ИУС N 12, 2004 год
Поправка внесена изготовителем базы данных
Настоящий стандарт распространяется на отрезные круги на бакелитовой связке с упрочняющими элементами (BF) или без упрочняющих элементов (В) и вулканитовой связке с упрочняющими элементами (RF) или без упрочняющих элементов (R).
Отрезные круги предназначены для резки и прорезки металлических материалов (М) и неметаллических материалов (NM).
Требования, изложенные в разделах 3, 4 (кроме 4.2 и 4.12), 5 (кроме 5.3), 6-8 являются обязательными.
Обязательные требования, обеспечивающие безопасность жизни и здоровья граждан, изложены в 4.11.
Стандарт может быть использован для целей сертификации отрезных кругов.
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 12.4.026-76* Система стандартов безопасности труда. Цвета сигнальные и знаки безопасности
* На территории Российской Федерации действует ГОСТ Р 12.4.026-2001.
ГОСТ 15.309-98 Система разработки и постановки продукции на производство. Испытания и приемка выпускаемой продукции. Основные положения
ГОСТ 3060-86 Круги шлифовальные. Допустимые неуравновешенные массы и метод их измерения
3.1 Круги следует изготовлять следующих типов:
3.2 Размеры кругов должны соответствовать указанным на рисунках 1, 2 и в таблицах 1 и 2.
Diamond cutting-off wheels. Specifications
Дата введения 2016-01-01
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2009 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, применения, обновления и отмены"
Сведения о стандарте
2 ВНЕСЕН Межгосударственным техническим комитетом по стандартизации МТК 95 "Инструмент"
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 25 июня 2014 г. N 45)
Краткое наименование страны по МК (ИСО 3166) 004-97
Сокращенное наименование национального органа по стандартизации
Минэкономики Республики Армения
4 Приказом Федерального агентства по техническому регулированию и метрологии от 3 июня 2015 г. N 543-ст межгосударственный стандарт ГОСТ 32833-2014 введен в действие в качестве национального стандарта Российской Федерации с 1 января 2016 г.
5 В настоящем стандарте реализованы требования Технического регламента Таможенного союза "О безопасности машин и оборудования" применительно к объекту технического регулирования:
- механическая прочность крепления сплошного алмазоносного слоя к корпусу отрезных кругов;
- прочность крепления алмазоносных сегментов к корпусу отрезных кругов;
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе "Национальные стандарты" (по состоянию на 1 января текущего года), а текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
ВНЕСЕНА поправка, опубликованная в ИУС N 1, 2021 год
Поправка внесена изготовителем базы данных
Настоящий стандарт распространяется на алмазные отрезные круги (далее - круги) для резания неметаллических материалов (горных пород, бетона, огнеупоров и др.).
ГОСТ 9013-59 (ИСО 6508:86) Металлы. Метод измерения твердости по Роквеллу
ГОСТ 9206-80 Порошки алмазные. Технические условия
ГОСТ 15623-84 Ящики деревянные для инструмента и приспособлений к станкам. Технические условия
ГОСТ 24643-81 Основные нормы взаимозаменяемости. Допуски формы и расположения поверхностей. Числовые значения
ГОСТ 30513-97 Инструмент абразивный и алмазный. Методы испытаний на безопасность
ГОСТ 32406-2013 Инструмент алмазный и из кубического нитрида бора. Требования безопасности
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
1A1R - со сплошной режущей кромкой;
1A1R-Turbo - с профильной сплошной режущей кромкой диаметрами D от 100 до 350 мм;
3.2 Размеры кругов типов 1A1R, 1A1R-Turbo должны соответствовать указанным на рисунке 1 и в таблице 1.

Примечание - По заказу потребителя допускается изготовлять круги размерами, отличными от указанных в таблице.
3.3 Форма и размеры профиля кругов типа 1A1R-Turbo - по нормативному документу, утвержденному в установленном порядке.
Пример условного обозначения алмазного отрезного круга типа 1A1R с наружным диаметром D=150 мм, толщиной алмазоносного слоя T=1,0 мм, диаметром посадочного отверстия H=32 мм, высотой алмазоносного слоя X=5 мм, из порошка синтетических алмазов марки АС32, зернистостью 80/63, относительной концентрацией алмазов 50, на металлической связке М, с предельной рабочей скоростью 50 м/с:
Круг отрезной 1A1R 150x1,0x32x5 АС32 80/63 50 М 50 м/с ГОСТ 32833-2014
Пример условного обозначения алмазного отрезного круга типа 1A1R-Turbo с наружным диаметром D=230 мм, толщиной алмазоносного слоя T=2,4 мм, диаметром посадочного отверстия Н=22,23 мм, высотой алмазоносного слоя Х=7 мм, из порошка синтетических алмазов марки АС80, зернистостью 125/100, с относительной концентрацией алмазов 50, на металлической связке М, с предельной рабочей скоростью 80 м/с, для ручных шлифовальных машин Pg:
Круг отрезной 1A1R-Turbo 230x2,4x22,23x7 АС80 125/100 50 М 80 м/с Pg ГОСТ 32833-2014
3.4 Круги типа 1A1RSS изготовляют с широкими межсегментными пазами (С1) и узкими межсегментными пазами (С2).
3.5 Размеры кругов с пазами С1 и С2 должны соответствовать указанным на рисунке 2 и в таблицах 2 и 3.
Читайте также: