Круг зачистной по металлу что это
Обновлено: 16.05.2024
Любой профессионал знает, что дорого инструмента не достаточно для выполнения качественной работы. Не менее важно подобрать и подходящий абразивный диск, ведь именно он отвечает за качество обработки. В данной статье речь пойдет о секретах выбора зачистного круга. Мы подробно разберемся с размерами, диаметром и толщиной диска, а также научимся подбирать правильный диск под конкретную рабочую ситуацию.
О зачистных кругах
Зачистные абразивные круги применяются для зачистки швов после сварки или литья, обработки поверхности металла перед сваркой, пост-обработки соединений, а также для всех видов шлифовки. Диапазон диаметров зачистного круга, в целом, схож с диапазоном круга отрезного и варьируется от 115 до 230 мм.
Такая же ситуация обстоит и с посадочным отверстием. В целом оно идентично отрезному кругу, то есть обшито опрессованным металлом изнутри и имеет два типа диаметра: 22 мм и 32 мм. Наиболее распространенным считается посадочное отверстие в 22 мм. Диски с такой посадкой подходят к большинству видов стандартных электроинструментов, а диски с диаметром отверстия 32 мм представляют собой менее универсальную версию и применяются только со специализированной техникой.
Главное отличие зачистных от отрезных дисков заключается в толщине. Толщина самого тонкого зачистного круга составляет 6 мм, а доходить может и до 20 мм. Именно благодаря своей толщине, такие круги имеют гораздо больший запас прочности, обладают высокой износостойкостью и могут обрабатывать большой участок поверхности за один заход. Зачистные круги обеспечивают повышенную плотность контакта абразива и поверхности, благодаря чему обеспечивается высокое качество обработки.
С другой стороны, стоимость зачистных кругов несколько выше стоимости отрезных, т. к. для их производства требуется гораздо больше материала. Еще одним отличием от отрезного остается отсутствие армированного покрытия (отрезные диски покрываются защитной бакелитовой связкой). Это связано с тем, что зачистной диск и без покрытия обладает большой толщиной и прочностью, а следовательно вероятность разлететься осколками во время работы для него отсутствует.
Внешне зачистной круг можно определить по гораздо более «грубому» покрытию и высокому уровню зернистости. Его толщина и надежность вполне позволяют использовать такие абразивы в ручных электроинструментах, не опасаясь получения рабочих травм.
Зачистные абразивные круги — необходимый инструмент в ассортименте любого мастера. Наравне с отрезным и лепестковым кругами, зачистной диск выполняет важные функции по обработке поверхностей металла перед сваркой, а также обеспечивает надежную пост-обработку мест сварки и соединений различных элементов. Обратите внимание, что для чистовой обработки поверхности зачистные круги используются достаточно редко, в основном эту функцию берут на себя лепестковые круги, специально созданные для обработки небольших участков.
Другие статьи

Опытные строители услышав слово “метиз” не всегда могут сказать, что именно это такое, думая что это новое и необычное, не любит эта категория рабочих называть всякими странными словами привычные вещи. А на самом деле, деле никакого секрета в названии нет. Метизом можно назвать огромное количество изделий из металла. Все метизы делятся на два вида: широкого и промышленного пр.

Технический прогресс быстрыми темпами шагает вперед, и он не обходит стороной сферу строительство. В последнее время можно наблюдать рост популярности на пневматические пистолеты. Чаще всего их используют в производстве, строительстве и при выполнении отделочных работ. Именно поэтому мы решили на примерах рассмотреть, как и где их можно использовать. Пневматический пистолет при пр.

В этой статье мы хотели бы вам рассказать о таком материале. как химический анкер. Что же это такое и, как говориться “с чем его едят”. Как только не называют химический анкер: и инжекционной массой, и жидким дюбелем, и вклеивающим анкером. И это далеко не полный перечень всех его обзывательств. Как бы его не называли, в сущности химический анкер представляет собой связующее -.
2022 «GNGroup»
Профессиональный монтажный
инструмент
Режим работы офиса:
Пн. - Пт. с 9:00 до 18:00
Технологии прямого монтажа — современный подход к решению рутинных строительных задач: от крепления опалубки, штукатурной сетки и профилей, до сборки каркасов и разводки коммуникаций. Наши инструменты ускорят, и упростят вашу работу.
Виды и характеристики шлифовальных кругов

Шлифовальные круги широко применяются в быту, строительстве и на производстве и используются совместно с ручными машинками и станками. На рынке они представлены огромным разнообразием типов и конструкций, которые важно учитывать при выборе.
Шлифовальные абразивы востребованы в том случае, когда проводится:
- Черновая очистка на дошлифовочном этапе.
- Обработка до необходимого уровня чистоты.
- Зачистка от остатков краски или ржавчины, загрязнений и т.п.
- Устранение незначительных дефектов материала.
- Резка.
- Заточка кромки инструмента.
Шлифовальные круги просты в эксплуатации и ускоряют процесс обработки материалов.
Разновидности
Шлифовальный круг представляет собой тело вращения, имеющее определенный профиль, а также отверстие стандартного диаметра для монтажа или специальный шпиндель для закрепления на станке. Для связки абразивных элементов, составляющих основу круга, используются разнообразные связки, которые повышают прочностные параметры и предотвращают разрыв изделия, при воздействии на него центробежных сил в процессе вращения.
Круги делятся по профилю, типу, степени зернистости, особенностям используемых связующих веществ и другим параметрам.
Основные абразивные материалы, используемые при изготовлении шлифовальных дисков:

- Электрокорунд. Изделия из такого материала имеют маркировку «А». В зависимости от состава и технологии производства электрокоррунд может быть – нормальным (12А-16А), белым (22А-25А), хромистым (32А-34А), титанистым (37А), циркониевым (38А или Z).
- Карбид кремния. Изделия из такого материала маркируются буквой «С». Бывает двух типов – черный (52С-55С) и зеленый (62С-64С).
Производятся также шлифовальные круги и на основе алмаза, эльбора и других материалов.
Все шлифовальные круги имеют зернистость в пределах F36-F220, что соответствует стандартам ГОСТ Р 52381-2005 и М63-М10 по ГОСТ 3647-80. Для первой классификации зернистости размер зерен находится в пределах 58 – 525 микрон, а для второй – 7-63 микрон.
При формировании абразивного инструмента используются три основных типа связок:
- Керамическая V (ранее К);
- Бакелитовая B, B4, BF (ранее Б, Б4, БУ);
- Вулканитовая R (ранее В).
Плоское шлифование торцом круга, обдирочные работы, выполняемые вручную и на подвесных станках, отрезка и прорезка пазов, заточка инструментов, отделочное шлифование цилиндров, кулачков и роликов мелкозернистыми абразивными инструментами, хонингование и резьбошлифование кругами на специальной связке ГБ и тонкозернистыми кругами на глифталевой связке и с графитовым наполнителем для окончательного полирования
Отрезка, прорезка и шлифование пазов, обработка сферических поверхностей, иногда - чистовые операции при других видах фасонного шлифования, бесцентровое шлифование и полирование гибкими кругами
Для керамической связи зерен используются компоненты неорганического происхождения, основу которых составляют различные типы глин, а также добавки в виде полевого шпата, кварца и т.д. При использовании керамической связки используется технология отжига, благодаря которой круги получаются жесткими, износоустойчивыми и прочными, не боятся механических воздействий, повреждений и высоких температур. Но такой тип связки отличается высокой хрупкостью, поэтому их не применяют в машинах и станках, где высока вероятность ударных нагрузок.
Для бакелитовой связки используют смолу (бакелит). Она может быть чистой без примесей, с упрочняющими присадками или графитом. При такой связке обеспечивается эластичность абразивного материала и устойчивость к нагрузкам ударного характера. Но материал не выдерживает действия высоких температур и агрессивных сред. Такие круги отличаются хорошей самозатачиваемостью за счет того, что изношенные зерна легко отделяются от основы, обнажая новые, поддерживая стабильность абразивных свойств круга.
При вулканитовой связке используется вулканизированный каучук. Для упрочения и повышения устойчивости к химическим веществам в состав могут включаться различные присадки.
Структура шлифовального круга во многом зависит от количества абразива и типа используемой связки. Он бывает:
- Плотной (маркируется цифрами от единицы до четфрех).
- Средней (маркируется от 5 до 7).
- Открытой (маркируется от 8 до 10).
- Высокопористой (маркируется от 11 до 12).
Чем больше число, тем большее расстояние в структуре круга между зернами и тем выше его плотность.
Твердость абразива зависит от его плотности и типа связки. Этот параметр отражает прочность удерживания зерен в структуре, чем она выше, тем сложнее зерну вырваться из структуры при шлифовке.
Классификация кругов по твердости:
- Весьма мягкий (ВМ1, ВМ2, F, G);
- Мягкий (М1-М3, H, I, J)
- Среднемягкий (СМ1, СМ2, K, L)
- Средний (С1, С2, M, N)
- Среднетвердый (СТ1-СТ3, O, P, Q)
- Твердый (Т1, Т2, R, S)
- Весьма твердый (ВТ, T, U)
- Чрезвычайно твердый (ЧТ, V-Z)
Шлифовальные круги классифицируются по классам неуравновешенности ( от 1 до 4) и классам точности на:
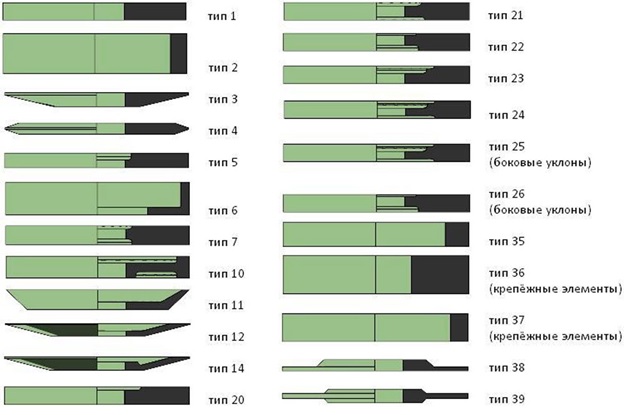
По типу профиля круги делятся на:
- Тип 1 - прямого профиля (ПП)
- Тип 2 - кольцевые (К)
- Тип 3 - с односторонним коническим профилем (ЗП)
- Тип 4 - с двухсторонним коническим профилем (2П)
- Тип 5 - с односторонней выточкой (ПВ)
- Тип 6 - цилиндрические чашечные (ЧЦ)
- Тип 7 - с двухсторонней выточкой (ПВД)
- Тип 10 - с двухсторонней выточкой и ступицей (ПВДС)
- Тип 11 - конические чашечные (ЧК)
- Тип 12, 14 - тарельчатые (Т, 1Т)
- Тип 20 - с выборкой
- Тип 21 - с двухсторонней выборкой
- Тип 22 - с выборкой и выточкой
- Тип 23 - с выборкой и выточкой на одной стороне (ПВК)
- Тип 24 - с выборкой и выточкой на одной стороне и с выточкой на противоположной стороне
- Тип 25 - с выборкой и выточкой на одной стороне и выборкой на противоположной стороне
- Тип 26 - с выборкой и выточкой на обеих сторонах (ПВДК)
- Тип 35 - торцевые прямого профиля
- Тип 36 - прямого профиля с запрессованными крепежными элементами (ПН)
- Тип 37 - кольцевого профиля с запрессованными крепежными элементами
- Тип 38 - с односторонней ступицей
- Тип 39 - с двухсторонней ступицей
На рисунке изображены типы профилей шлифовальных кругов
В ГОСТ Р 52781-2007 регламентированы стандарты, используемые для характеристик, геометрии и формы шлифовальных кругов.
Шлифовальные диски из нетканых материалов, предназначенные для шлифовальных машинок выделены в отдельную группу. Их производят по стандартам, разработанным на предприятиях изготовителях. На рынке такие абразивы представлены такими типами:
- Абразивные диски. Используются при шлифовке и скоростной резке.
- Круги с алмазным напылением. Чаще всего используются в строительстве. Позволяют быстро и точно делить на сегменты конструкции из бетона и камня, металла. Бывают сплошными и сегментированными.
- Пильные. Внешне напоминают пилу. Их изготавливают из из мощных сплавов, например, карбида вольфрама.
Для всех шлифовальных кругов используется стандартный диаметр – от 115 мм и более. Самым распространенным диаметром является размер 125 мм.
При выборе важно учитывать маркировку, так как с ее помощью можно максимально точно подобрать необходимый абразив для работы.
Все о зачистных кругах

Для обдирки и подготовки поверхности используют специальные зачистные круги. Они представляют собой расходный материал, используемый при работе с шлифовальной машинкой. Оснастка круглой формы с абразивной поверхностью может иметь форму диска или тела вращения другой формы – конуса, чаши. Используют зачистные круги для работ с такими материалами, как металл, дерево, камень и т.д.
Назначение зачистных кругов
Зачистные круги используются с болгарками, прямыми и торцевыми шлифовальными машинками. Они предназначены для выполнения таких операций:
- Удаление старого лакокрасочного покрытия с поверхности.
- Очистка от ржавчины и следов загрязнений.
- Удаление дефектов поверхности – выступающих швов, царапин, заусенцев и т.д.
- Доведение поверхности до определенного уровня чистоты перед последующей обработкой.
Чтобы правильно выбрать зачистной круг, следует разобраться в его параметрах и характеристиках.
Разновидности зачистных кругов
К зачистным кругам относятся абразивы для грубой обработки, для изготовления которых используют крупные зерна.
По типу конструкции абразивные круги делятся на несколько основных видов:
- Твердотелые – сплошные.
- Торцевые и лепестковые радиальные.
- Торцевые и радиальные из нетканых материалов.
- Эластичные абразивы сплошного типа из полимеров.
- Торцевые и радиальные проволочные.
Наиболее распространенными являются сплошные абразивные и лепестковые круги, соответствующие ГОСТ Р 53410-2009.
Сплошные диски представляют собой тела вращения различного профиля, для изготовления которых используют абразивный порошок и бакелитовую связку. Конструкция бывает двух типов:
- «В» - без упрочнения.
- «BF» - с упрочнением или армированием.
Модификации без упрочнения имеют простое строение. Для их изготовления используют бакелит, добавляя в него необходимое количество абразива. До затвердевания кругам придается нужная форма. Для серии «BF» используют упрочнение в виде армирующей сетки. Она может быть из стекловолокна или других материалов. Основная функция упрочнения – защита от повреждения круга в процессе вращения на высокой скорости.
Основные типы выпускаемых зачистных кругов:

- 1 — прямой профиль;
- 5 — с выточкой;
- 6 — цилиндрической чашеобразной формы;
- 11 — конической чашеобразной формы;
- 27 — с утопленным центром;
- 28 — тарельчатой формы с утопленным центром;
- 35 — торцовые с прямым профилем;
- 36 — прямого профиля с добавлением крепежных элементов (втулок).
Диаметры кругов варьируются в диапазоне от 32 до 250 мм. Толщина может составлять от 4 до 63 мм. Посадочное отверстие для установки на инструмент – 8, 10, 13, 16, 20, 22, 23, 32 мм.
Круги также делятся по типу используемого абразивного порошка, в зависимости от которого используется определенная маркировка:
- A – электрокорунд.
- Z и 38А – циркониевый электрокорунд.
- С – карбид кремния.
Зернистость маркируется по-разному и может составлять:
- F12-F36 – зерна размером 2000 – 500 микрон.
- Р24-Р80 – зерна от 764 до 201 микрон.
Данные параметры соответствуют стандарту FEPA.
Лепестковые зачистные круги делятся на два типа:
- Торцевые. Оснащаются основой из металла или другого материала. На одном конце такого диска внахлест расположены лепестки из абразива. Такие круги делятся на прямые и конусные.
- Радиальные. Основа диска – металлическая втулка, на наружной части которой закреплен абразив.
Стандарты не регламентируют параметры радиальных лепестковых зачистных кругов.
Круги из нетканых материалов изготавливаются на основе войлока или синтетических волокон. Они пропитываются клеевым составом с абразивным зерном. Эластичные круги производят из плотной резины, а для придания материалам абразивных свойств применяют рифление.
Проволочные модификации представляют собой металлические диски с щетками из проволоки. Такие круги могут быть как торцевыми, так и радиальными. Их используют для выполнения самых грубых работ.
Особенности маркировки
Основные параметры зачистных кругов:
- Конструкция.
- Размеры.
- Марка и зернистость абразива.
- Твердость.
- Предельная рабочая скорость.
Маркировка выполняется таким образом:
- Однозначное или двузначное число – тип круга.
- Диаметр посадочного отверстия в мм.
- Цифробуквенный индекс – марка абразива.
- Цифробуквенный индекс – зернистость.
- Латинская буква – твердость.
- Латинская буква (одна или две) – тип материала.
- Число – предельная рабочая скорость в м/с.
Для лепестковых кругов в маркировке отсутствует значение твердости.
Особенности выбора и применения зачистных кругов
Выбирать зачистной круг следует с учетом типа выполняемых работ, особенностей обрабатываемого материала и применяемого инструмента. Старую краску, следы коррозии и загрязнений хорошо удалять проволочными кругами. Работы по обработке поверхности , связанные с выравниванием или удаление сварных швов выполняют твердыми сплошными или лепестковыми кругами.
Параметры круга должны строго соответствовать характеристикам инструмента. Недопустимо использовать дополнительные приспособления для фиксации диска или устанавливать на шлифмашинку круги с несоответствующей скоростью вращения. Это может привести к опасным и травматическим ситуациям во время работы.
Таблица зернистости шлифовальных кругов

Абразивные инструменты отличаются разными параметрами, один из которых – зернистость круга шлифовального. Этот показатель непосредственно влияет на качество обработанной поверхности, производительность механической обработки и количество материала, снимаемого наждачным кругом за один проход.
Зернистость – это размер кристалла абразивного вещества в микронах. Если размер обычных тел определяется несколькими параметрами (длина, ширина, высота), то в случае с абразивными зернами речь идет только о ширине. В качестве такого вещества может выступать электрокорунд, карбида кремния, алмаз и другие материалы, обладающие высокой твердостью. Механическое воздействие этих частиц на обрабатываемую поверхность позволяет изменять шероховатость поверхности удалять загрязнения.
Существует несколько вариантов обозначения зернистости. Например, согласно советской маркировке по ГОСТ 3647-80, этот параметр обозначался цифрами (1 – это кристалл абразива размером 10 мкм). Существует еще международная система маркировки FEPA, в которой параметр обозначается латинской литерой «F». После нее идет число, чем оно больше, тем мельче фракция абразивных частиц. Исключением из правила стали шлифовальные круги, абразивные частицы которых сделаны из алмазной крошки или эльбора. В таких кругах зернистость обозначается дробью: в числителе указывается величина стороны верхнего сита в микронах, а в знаменателе – величина нижнего сита.
Как определиться со значением зернистости?
Несколько стандартов определения зернистости делают установление этой величины не самым простым занятием. Чтобы упростить задачу, была разработана специальная таблица зернистости шлифовальных кругов. В ней приводится обозначение зернистости по ГОСТ 3647-80, а также по ГОСТ 9206-80 (для алмазной крошки) и средний размер абразивных частиц в микронах. Благодаря этому покупатели могут без труда подобрать зернистость шлифовального круга с различным типом маркировки изделия.
Таблица соотношений зернистости шлифовальных кругов
Чтобы выбрать оптимальное значение зернистости шлифовального диска, необходимо принимать во внимание:
- величину снимаемого припуска,
- заданную шероховатость поверхности и другие факторы.
Например, если необходимо уменьшить шероховатость поверхности, то потребуется выбирать круг с меньшей зернистостью. Далеко не всегда целесообразно выбирать круг со слишком мелким зерном, так как в этом случае может происходить прижог обрабатываемого материала и засаливание самого круга. Не стоит забывать и о том, что использование круга с мелким зерном влечет за собой снижение производительности механической обработки материала.
Таблица назначений зернистости
| Номера зернистости по ГОСТ 3647-80 | Номера зернистости по ГОСТ Р 52381-2005 | Назначение |
| 125; 100; 80 | F14; F16; F20; F22 | Правка шлифовальных кругов; ручные обдирочные операции, зачистка заготовок, поковок, сварных швов, литья и проката. |
| 63; 50 | F24; F30; F36 | Предварительное круглое наружное, внутреннее, бесцентровое и плоское шлифование с шероховатостью поверхности 5-7-го классов чистоты; отделка металлов и неметаллических материалов. |
| 40; 32 | F40; F46 | Предварительное и окончательное шлифование деталей с шероховатостью поверхностей 7-9-го классов чистоты; заточка режущих инструментов. |
| 25; 20; 16 | F54; F60; F70; F80 | Чистовое шлифование деталей, заточка режущих инструментов, предварительное алмазное шлифование, шлифование фасонных поверхностей. |
| 12; 10 | F90; F100; F120 | Алмазное шлифование чистовое, заточка режущих инструментов, отделочное шлифование деталей. |
| 8; 6; 5; 4 | F150; F180; F220; F230; F240 | Доводка режущего инструмента, резьбошлифование с мелким шагом резьбы, отделочное шлифование деталей из твердых сплавов, металлов, стекла и других неметаллических материалов, чистовое хонингование. |
| М40-М5 | F280; F320; F360; F400; F500; F600; F800 | Окончательная доводка деталей с точностью 3-5 мкм и менее, шероховатостью 10-14-го классов чистоты, су |
Выбор шлифовального диска определяется и характером выполняемых работ, при помощи этого абразивного инструмента можно выполнять следующие операции:
- правка шлифовальных кругов;
- обдирочные операции;
- зачистка поковок и сварных швов;
- доводка режущего инструмента;
- резьбошлифовальные операции;
- предварительное и финишное шлифование;
- окончательная доводка детали.
Каждая из вышеперечисленных операций имеет определенный класс чистоты, который тоже надо учитывать при выборе зернистости шлифовального диска.
Купить данную продукцию вы можете на странице с товарами
Какие бывают диски для болгарки по металлу: 4 варианта

Углошлифовальная машина (УШМ) – ручной электрический инструмент широкого спектра применения. Для правильной работы с болгаркой необходимо ознакомиться с видами дисков, каждый из которых предназначен для конкретного вида манипуляций с металлом.
Типовые размеры дисков
На рынке представлено два основных типоразмера углошлифовальных машин, называемых в народе «большая» и «маленькая». В первом случае на болгарку устанавливаются диски с максимальным наружным диаметром 230 миллиметров, а во втором – не более 125 миллиметров.
Важно понимать, что на маленькую болгарку нельзя устанавливать диск большего типоразмера. Этого не стоит делать по следующим причинам:
- Болгарка и диск спроектированы таким образом, что скорость вращения кромки диска находится в безопасных пределах. Если при резке металла режущая кромка диска диаметром 125 мм перемещается со скоростью ~ 400 км/ч, то кромка диска диаметром 230 мм будет двигаться с двукратным превышением нормы – 800 км/ч. В таких условиях диск может быстро перегреться и разрушиться.
- Для установки большого диска на маленькую болгарку придется снять защитный кожух. С учетом опасности разрушения диска, оператор подвергает себя большой опасности.

Типовая линейка наружных диаметров дисков выглядит так: 115, 125, 150, 180 и 230 миллиметров. Что касается внутреннего диаметра, то он одинаков у всех дисков и составляет 22,2 мм.
Виды дисков
Для каждого вида работ производителями предусмотрен свой вид диска. К основным манипуляциям с металлом, выполняемым болгаркой, относятся:
- резка;
- обдирка;
- заточка;
- шлифование;
- полирование.
Каждый из них следует рассмотреть подробнее.
Отрезной
Резка металла – основная задача углошлифовальной машины. Будь то труба или листовой металл – для его резки используются отрезные круги. Несмотря на кажущуюся простоту видов отрезных кругов достаточно много:
- Вулканитовые круги очень эластичны, благодаря чему их толщина может составлять всего 0.8 мм. Такие круги нашли свое применение в тонкой и бесприжеговой резке тонких металлов, когда требуется высокое качество шва. Минус у них один – они способны разрушится при малейшем нагреве, а их ресурс в 2-3 раза ниже отрезных дисков из других материалов.
- Бакелитовые отрезные круги, напротив, предназначены для резки толстых заготовок из металла. Свойства материала позволяют им сохранять целостность при высоких температурах – 200-300 °С. Таким диском можно распилить железнодорожный рельс или металлический двутавр. Минус у них один – при резке они очень сильно искрят, а температура искр высока, что требует повышенного внимания при работе.
- Керамические диски – высокотехнологичные и дорогие диски. Их главное преимущество – длительная беспрерывная работа. Они не боятся воды, в отличие от дисков из других материалов. Главным недостатком является низкая прочность при импульсных нагрузках. Если при работе с таким диском «наскочить» на что-либо, то он практически наверняка расколется.
- Карбидовые и электрокорундовые диски – самый распространенный вариант в России. Не имеют никаких абсолютных преимуществ, но и минусов то же. Самые универсальные круги из представленных. Карбидовые используются для резки цветных и мягких металлов, электроконрундовые – для работы со сталью.

Обдирочный и зачистной
Во время проведения механосборочных, сварных и других типов работ требуется зачистить поверхность металла от окислов и других загрязнений. Выполнить эту работу вручную – сложная и долгая задача. На помощь приходят обдирочные и зачистные диски по металлу.
Обдирочный круг представляет из себя цельный диск из крупнозернистого материала. При соприкосновении с металлом абразивный материал быстро и эффективно обдирает металл, удаляя с его поверхности окислы, оксиды, смазку и другие въевшиеся загрязнения.
Видео описание
Какой отрезной диск по металлу лучше?
Зачистной диск по металлу отличается от обдирочного своей конструкцией и зернистостью материала. Как правило, зачистка металл производится всей плоскостью круга, в отличие от обдирочного диска, работа с которым ведется под углом в 30-45° к поверхности металла. Абразивная поверхность имеет различную зернистость и конструкцию: наждачная бумага, шарошки или щетки.
Для грубой обдирки различных поверхностей может использоваться необычный вид дисков – корщетки. Вместо привычного композитного круга, из центра диска отходит множество проволок, образующих металлическую щетку. Такой диск способен в кратчайшие сроки снять с металла любые загрязнения, но после себя оставляет очень шершавую поверхность, требующую дополнительной шлифовки.
Заточной
Такие диски предназначены для заточки различного металлического инструмента. По своему внешнему виду и назначению полностью дублируют стационарное точило. Как правило, такие диски имеют большую толщину – от 6 мм и больше. Благодаря высоким оборотам шпинделя, режущий инструмент затачивается очень быстро. Работать с таким диском непривычно, но, при должной сноровке, результат будет идентичен заточке на стационарном точиле. Диски отличаются друг от друга диаметром, толщиной и зернистостью абразивного материала.
Шлифовальный и полировальный
Для качественной обработки поверхности металла применяются шлифовальные и полировальные круги для болгарки. Наиболее распространенный вид шлифкруга представляет из себя множество кусков (лепестков) наждачной бумаги, приклеенной к диску по всей окружности под некоторым углом. Применяя круги различной зернитости, достигается необходимое качество поверхности металла.
Для дальнейшей полировки применяется насадка с липучкой, накручивающаяся непосредственно на шпиндель болгарки. На рынке представлен богатый ассортимент наждачной бумаги для данной насадки с зернистостью от 40 и до 12000 единиц.
Полировка металла до зеркального блеска производится с помощью тканевых и войлочных дисков. Для этого на поверхность ткани наносится твердая полировочная паста, например, паста ГОИ.

Советы по выбору диска
На рынке представлен широкий ассортимент дисков для болгарки. Большое количество производителей и технических параметров затрудняет выбор. Следует придерживаться универсальных правил:
- Не стоит покупать самые дешевые диски. Согласно известной поговорке – скупой платит дважды. В случае с дисками для болгарки – трижды. Дешевые диски имеют крайне низкий ресурс, легко ломаются, могут иметь плохую геометрию, а материал диска неравномерную плотность, благодаря чему они «разлетаются», оставляя на диске острый зуб, способный нанести серьёзную травму, если оператор не сможет удержать болгарку в руках.
- Следует покупать самые жесткие диски. Это снизит удобство работы, придется сильнее давить на диск, но они служат значительно дольше и ломаются гораздо реже.
- Отзывы – лучший источник достоверной информации о конкретной модели диска. Если их нет в одном магазине – следует поискать их в другом.
- Многие виды дисков позиционируются как универсальные, но на самом деле являются специализированными. Например, обдирочные диски по металлу используются, в основном, для проведения сварочных работ. Обдирку производят под углом – это длительных и кропотливый процесс. Если диск необходим для простой зачистки от ржавчины – быстрее и дешевле сделать это шлифовальным кругом с лепестками. Информацию о нетипичном способе применения того или иного круга всегда можно почерпнуть в отзывах.
Вечный диск по металлу на болгарку.
Заключение
Болгарка – удобный и универсальный инструмент для работы с металлом. Производители предусмотрели множество видов дисков для любых видов работ. При выборе диска главное — помнить, что скупой платит дважды.
Читайте также: