Лабораторная работа обработка металлов давлением
Обновлено: 04.10.2024
1. Обработка давлением основана на способности металлов необратимо изменять свою форму без разрушения под действием внешних сил. Она обеспечивает получение заготовок для производства деталей, а в некоторых случаях и самих деталей требуемых форм и размеров с необходимыми механическими и физическими свойствами.
Обработка давлением – прогрессивный, экономичный и высокопроизводительный способ металлообработки, развивающийся в направлении максимального приближения форм и размеров заготовки к форме и размерам детали, что обеспечивает лучшее использование металла, сокращение трудоёмкости последующей обработки резанием и уменьшением себестоимости продукции.
При производстве металлических изделий широко применяют обработку металлов давлением как в горячем состоянии, так и в холодном. Основными способами обработки металлов давлением являются прокатка, волочение, прессование, ковка и штамповка.
Прокатка – один из важных способов обработки давлением, которым обрабатывается более 75% выплавляемой стали.
Прокатка осуществляется захватом заготовки 2 (рис. 22, а) и деформации ее между вращающимися в разные стороны валками 1 прокатного стана; при этом толщина заготовки уменьшается, а длина и ширина увеличиваются. Валки имеют гладкую поверхность для прокатки листов или вырезанные ручьи, составляющие калибры, для получения круглой или квадратной полосы, рельсов и т. д.
Волочение – процесс, при котором заготовка 2 (рис. 22, б) протягивается на волочильном стане через отверстие инструмента 1, называемого волокой; при этом поперечное сечение заготовки уменьшается; а длина ее увеличивается.
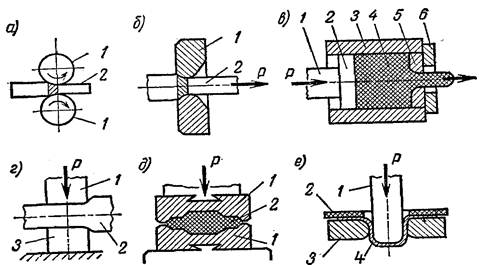
Рис. 22 Схемы основных способов обработки металлов давлением:
а – прокатка; б – волочение; в – прессование; г – ковка; д – объемная штамповка; е – листовая штамповка
Прессование представляет собой выдавливание заготовки 4 (рис. 22, в), помещенной в специальный цилиндр – контейнер 3,через отверстие матрицы 5, удерживаемой матрицедержателем 6;выдавливание производят при помощи пресс – шайбы 2 и пуансона 1. В зависимости от формы и размеров отверстия матрицы получают разнообразные изделия.
Ковка металла заключается в обжатии заготовки 2 (рис. 22, г) между верхним 1 и нижним 3 бойками молота с применением разнообразного инструмента. Свободной ковкой получают поковки различных размеров простой или сложной формы на молотах или прессах.
Штамповка – процесс деформации металла в штампах, форма и размеры внутренней полости которых определяют форму и размеры получаемой поковки. Различают объемную и листовую штамповку.
При объемной штамповке (рис. 22, д) на горячештамповочных молотах и прессах заготовка 2 деформируется в штампе 1. Листовая штамповка (рис. 22, е) осуществляется на холодноштамповочных прессах. При помощи пуансона 1, прижима 2, матрицы 3 листовая заготовка 4 превращается в изделие.
2. Различают горячую и холодную обработки металлов давлением.
Горячая обработка металлов давлением характеризуется явлениями возврата и рекристаллизации, отсутствием упрочнения (наклёпа); механические и физико-химические свойства металла изменяются сравнительно мало. Пластическая деформация не создаёт полосчатости (неравномерности) микроструктуры, но приводит к образованию полосчатости макроструктуры у литых заготовок (слитков) или к изменению направления волокон макроструктуры (прядей неметаллических включений) при обработке металлов давлением заготовок, полученных прокаткой, прессованием и волочением. Полосчатость макроструктуры создаёт анизотропию механических свойств, при которой свойства материала вдоль волокон обычно лучше его свойств в поперечном направлении.
При холодной обработке металлов давлением процесс пластической деформации сопровождается упрочнением, которое изменяет механические и физико-химические характеристики металла, создаёт полосчатость микроструктуры и также изменяет направление волокон макроструктуры. При холодной обработке металлов давлением возникает текстура, создающая анизотропию не только механических, но и физико-химических свойств металла. Используя влияние обработки металлов давлением на свойства металла, можно изготавливать детали с наилучшими свойствами при минимальной массе.
Для получения заготовок обработкой давлением используют различные деформируемые материалы: углеродистые, легированные и высоколегированные стали, жаропрочные сплавы, сплавы на основе алюминия, меди, магния, титана, никеля и др.
Исходными заготовками для обработки металлов давлением являются плоские и круглые слитки разных размеров и массы из стали и цветных сплавов.
До обработки давлением слитки подвергают механической обработке, которая заключается в отрезке прибыльной и донной частей и очистке поверхности от литейных пороков.
Размеры и масса слитков зависят от их назначения. Цилиндрические слитки предназначаются для изготовления прутков, профилей и труб. Их получают главным образом методом непрерывного литья. Плоские слитки применяют для изготовления различных поковок, листов, лент, полос и т. п.
3. Существенные преимущества обработки металлов давлением по сравнению с литейным производством и обработкой резанием – возможность значительного уменьшения отхода металла, а также повышения производительности труда, поскольку в результате однократного приложения усилия можно значительно изменить форму и размеры деформируемой заготовки. Кроме того, пластическая деформация сопровождается изменением физико-механических свойств металла заготовки, что можно использовать для получения деталей с наилучшими эксплуатационными свойствами (прочностью, жесткостью, высокой износостойкостью и т. д.) при наименьшей их массе.
Эти и другие преимущества обработки металлов давлением (отмеченные ниже) способствуют неуклонному росту ее удельного веса в металлообработке. Совершенствование технологических процессов обработки металлов давлением, а также применяемого оборудования позволяет расширять номенклатуру деталей, изготовляемых обработкой давлением, увеличивать диапазон деталей по массе и размерам, а также повышать точность размеров полуфабрикатов, получаемых обработкой металлов давлением.
Лабораторная работа № 3 Обработка металлов давлением
Ознакомление с общим устройством гидромашин, принципом их действия, условиями деформации металла на гладких плитах, приобретения навыков выработки режима деформации и управления прессом, проведения необходимых измерений, расчетов и анализа полученных данных.
1. Основные теоретические представления
Обработка металлов давлением возможна, благодаря их способности под действием приложенных сил пластически деформироваться и сохранять полученную форму после снятия нагрузки.
К основным методам пластического деформирования относятся; прокатка, прессование, волочение, ковка, объемная и листовая штамповка и некоторые другие специальные видь! обработки заготовки.
Ковка и штамповка предназначены чаще всего для получения приближенной формы и размеров готовых деталей с полной или частичной дальнейшей обработкой резанием.
Для изучения основных операций ковки и штамповки в лабораторных условиях может быть использована машина для испытаний на сжатие типа ИП-1 [ИП 60 (1-500-1)], общий вид которой показан на рис. 1.
Предельная нагрузка развивается на прессе, составляет 500 кН.
Машина установлена на фундаменте 11 и состоит из нагружающего устройства 10, пульта управления 2 и блока измерения 1.
Нагружающее устройство состоит из двух вертикальных резьбовых колонн 7, соединенных траверсой 5, в которой крепится верхняя опорная плита 6.
Нижняя плита 8 крепится к поршню 9, положение которой фиксируется от поворота направляющим стержнем.
Контроль за величиной хода поршня осуществляется по линейке 4.
Общий вид пульта управления и блока измерения показан на рис. 2.
Подготовка машины к испытаниям и порядок работы
До начала работы необходимо проверить соответствие рабочего пространства машины исходной высоте заготовки.
В зависимости от размеров испытуемого образца определяется максимально необходимое усилие и в зависимости от него устанавливается необходимый уровень защиты от перегрузки.
Подключение машины к электросети выполняется выключателем 1 (рис. 2), что подтверждается загоранием лампы 3. Ручка 4 устанавливается на сброс, а ручка 6 на слив, вращением против часовой стрелки до упора кнопкой 2 включается насосная установка. После этого кнопкой 7 подключается блок измерения. Кнопкой 8 включается выбранный уровень защиты от перегрузки. Обнуление системы измерения производится кнопкой 10.
Затем по индикатору 12 устанавливается необходимая скорость нагружения вращением ручки 6, при этом ручка 4 находится в положении "нагружение". Кнопкой 13 устанавливается допустимая скорость нагружения.

Рис. I. Гидромашина для испытания на сжатие типа ИП 6011-500-1

Рис. 2. Система СИ-2 (пульт управления и блок измерения)
1. Выключатель; 2. Кнопка пуска насоса; 3. Сигнальная лампа включ.; 4. Ручка включения нагружения; 5. Кнопка стоп; 6. Регулятор скорости нагружения и сброса нагрузки; 7. Кнопка включения питания; 8. Кнопки уровня диапазона защиты; 9. Индикатор нагрузки; 10. Кнопка "пуск" системы СИ-2; 11. Потенциометр установки нуля; 12. Индикатор скорости нагружения; 13. Переключатель диапазона скорости
Завершение деформации прекращается нажатием кнопки 5.
Максимальную нагрузку на образец можно определить по индикатору 9 после нажатия кнопки 10.
Для снятия давления ручка 6 устанавливается в положение «слив», а ручка 4 - на сброс. Кнопкой 7 отключается блок измерения, а выключателем 1 отключается электросеть.
«Изучение процессов свободной ковки и штамповки на гидропрессах»
При обработке металлов давлением происходит непрерывный контакт металла заготовки с поверхностью инструмента, т.е. в процессе обжатия формоизменение происходит при скольжении наружных слоев металла по инструменту.
Внешнее трение затрудняет скольжение, но действие его не одинаково по объему тела. Влияние силы трения на процесс деформации уменьшается по мере удаления от места контакта.
Наиболее наглядно это наблюдается при осадке цилиндрического образца между параллельными плитами.
На схемах 1 и 2 показано состояние заготовки до и после обработки.
Как видно из схем, при осадке образец принимает бочкообразную форму, величина которой во многом зависит от контактной поверхности инструмента и заготовил.
Напряжение трения на контактной поверхности увеличивается от периферии к центру, гак как для смещения какой-либо точки контактной поверхности в направлении радиуса от центра необходимо приложить силу, равную сопротивлению всех точек, расположенных на данном радиусе. По мере удаления от центра по оси образца и по радиусу к периферии напряжения трения уменьшаются, деформация облегчается.
Затруднение скольжения металла по поверхности инструмента приводит к неравномерному уширению по высоте заготовки. Максимальное уширение наблюдается на примерно равном расстоянии от торцов заготовки, что составляет половину ее высоты. На всей остальной поверхности по мере приближения к торцам величина абсолютного уширения уменьшается, что приводит к характерному бочкообразованию (схема 2).
Кроме этого, при осадке заготовок большой высота возможна потеря ее устойчивости, что сопровождается искривлением оси цилиндра и при дальнейшей осадке образованию запрессованных складок. Теоретическими расчетами и подтверждающими их опытными данными установлено, что потери устойчивости заготовки при осадке не будет, если отношение ее высоты к диаметру не будет превышать 2-2,5 единиц.
Литейное производство и обработка металлов давлением
По тематическому плану изданий учебно-методической литературы университета на 2012 г. Поз. 37.
Для студентов технологических специальностей.
© УО «Белорусский государственный технологический университет», 2012
Лабораторная работа № 1. Изготовление литейных форм в песчано-глинистых смесях.…………………………………………
Лабораторная работа № 2. Влияние пластической деформации на структуру и свойства металла.
Лабораторная работа № 1 иЗготовление литейных форм в песчано-глиныстых смесях
Цель работы: изучить схему технологического процесса литья в разовые формы по постоянным разъемным моделям. Ознакомиться с последовательностью и особенностями технологических операций формовки, сборки форм, заливки их металлом, очистки и обрубки отливок. Освоить последовательность операций и основные приемы ручной формовки по постоянной разъемной модели.
Общие сведения
Литейным производством называется процесс получения литых деталей (заготовок, отливок), основанный на заполнении жидким металлом полости литейной формы, соответствующей по конфигурации отливаемой детали (рис. 1.1). Для получения литых заготовок любой сложности применяют сплавы на различной основе (сплавы на основе железа – чугуны и стали, а также сплавы на основе меди, алюминия, магния, титана и др.). Ковкой, штамповкой и сваркой получать заготовки как простой, так и сложной геометрии значительно труднее или вообще невозможно. Сложные ответственные заготовки деталей многих машин, компрессоров, двигателей внутреннего сгорания, рабочих колес насосов, лопаток турбин и других агрегатов изготавливают только методом литья.
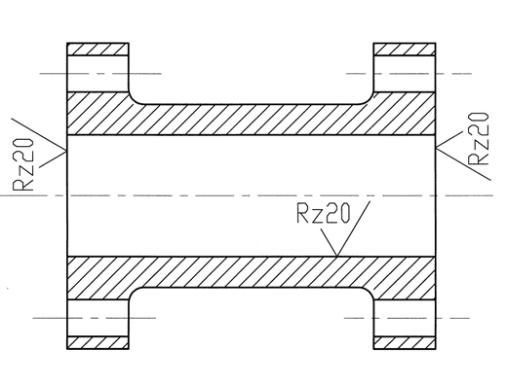
Рис. 1.1 Эскиз детали «Втулка»
Производство литых деталей включает ряд последовательных технологических процессов:
– изготовление модельного комплекта;
– приготовление формовочных и стержневых смесей;
– изготовление и сборку литейных форм;
– расплавление металла и заливку форм;
– выбивку и очистку отливок.
Модельный комплект состоит из модели и стержневого ящика.
Формовка по постоянным моделям является наиболее распространенным вариантом изготовления разовых литейных форм. Литейная модель представляет собой технологическую оснастку, предназначенную для формирования в разовой литейной форме полости, соответствующей внешней конфигурации и размерам отливки. При этом модель может быть разъемной (рис. 1.2), неразъемной или с отъемными частями.
Рис. 1.2. Разъемная литейная модель для отливки «Втулка»:
1 – половина модели верхняя; 2 – половина модели нижняя; 3 – штифт (в верхней половине) и отверстие (в нижней половине); 4 – знак стержневой
Для удобства формовки и извлечения модели из уплотненной формовочной смеси модели обычно делают разъемными. Плоскость разъема, как правило, проходит через ось симметрии модели, но обязательно так, чтобы ее части (верхняя 1 и нижняя 2) беспрепятственно удалялись из полуформ. При этом учитывается необходимость расположения ответственных поверхностей отливки в нижней части формы или вертикально, так как вверху всегда при заливке формы металлом скапливаются шлак и газы. Для точного совмещения полумо-делей 1 и 2 на одной из них имеются штифты, а на другой – глухие отверстия 3. Модели изготавливают из дерева или металла при этом все размеры детали увеличивают пропорционально величине усадки сплава, из которого будет изготовлена отливка. На поверхностях, с которых в дальнейшем будет сниматься слой металла при изготовлении детали, делают припуски на механическую обработку. Модель также должна иметь формовочные уклоны на поверхностях, перпендикулярных линии ее разъема, что облегчает извлечение модели из формы без разрушения последней. Величина уклонов зависит от размеров и места расположения поверхности. В местах сопряжений поверхностей моделей делаются радиусы скруглений (галтели). При наличии галтелей литейная форма в таких скругленных углах после извлечения модели не осыпается, а отливка не приобретает склонности к появлению трещин, так как устраняются концентраторы напряжений.
Разъемные модели применяют при ручной, машинной и автоматической формовке, в этих случаях формовку осуществляют чаще всего в двух опоках. Опоки представляют собой жесткие рамки, в которых уплотняется формовочная смесь при изготовлении литейных форм (рис. 1.3).
Рис. 1.3. Опоки литейные: 1 – ручка; 2 – цапфа; 3 – проушина; 4 – ребра внутренние; 5 – скобы крепления
Опоки имеют буртики для удержания уплотненной смеси в форме, проушины со штырями и втулками для их сборки попарно, а также ручки или цапфы для кантовки и транспортировки. Стенки опок часто делают с отверстиями для уменьшения их веса, удаления газа из формы и для лучшего сцепления формовочной смеси с опокой. Опоки подразделяются на цельнолитые, сварные и сборные. По конфигурации различают прямоугольные, круглые и фасонные опоки. В единичном производстве применяются преимущественно прямоугольные опоки.
Отверстия в заготовках диаметром менее 12 мм обычно получают сверлением, а большего диаметра – литьем. Литые отверстия, иные сложные внутренние контуры отливки оформляются специальными элементами, которые устанавливаются в литейную форму и называются литейными стержнями. Для фиксации стержней в форме они имеют специальные выступы, называемые стержневыми знаками. Для формирования углублений в форме под стержневые знаки на моделях также предусматриваются соответствующие знаковые части 4 (см. рис. 1.2). Модель и стержень должны иметь одинаковые по конструкции стержневые знаки. При горизонтальном положении стержня, имеющего форму тела вращения, знаки делают цилиндрическими, а при вертикальном – в виде усеченного конуса, что обеспечивает удобство сборки формы.
Изготавливают литейные стержни из специальных стержневых смесей, используя для этого формообразующую оснастку, называемую стержневым ящиком (рис. 1.4). Стержневой ящик может быть деревянным, пластмассовым или металлическим и имеет рабочую полость для получения в ней стержня нужных размеров и конфигурации.
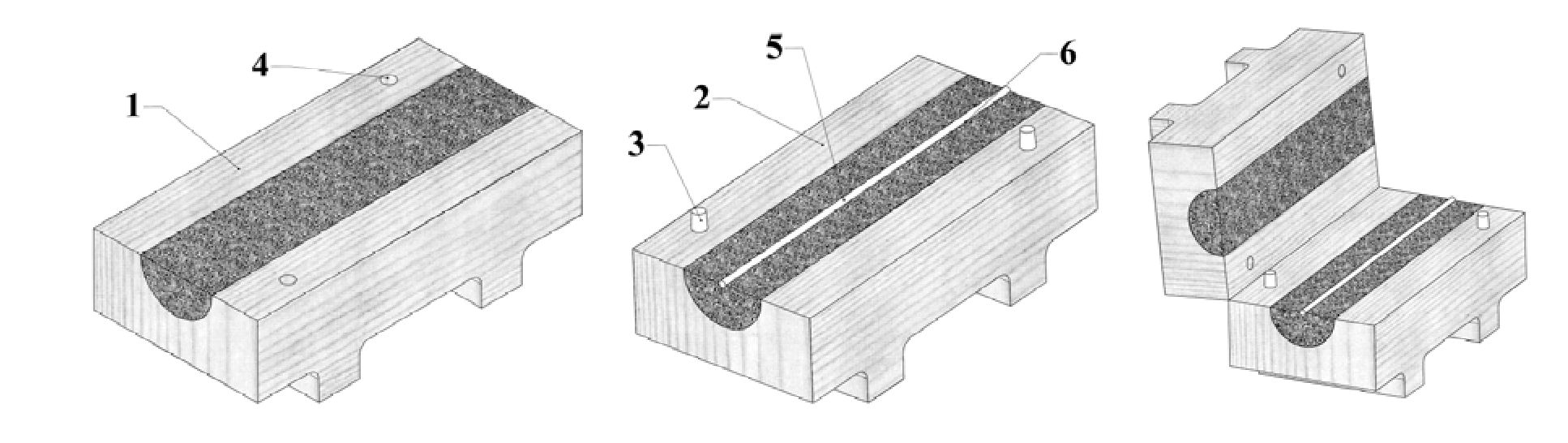
Рис. 1.4. Ящик стержневой: 1 – половина ящика левая; 2 – половина ящика правая; 3 – штифт; 4 – отверстие; 5 – каркас; 6 – смесь стержневая
При ручных способах изготовления форм стержни, как правило, изготовляют вручную путем уплотнения стержневой смеси внутри стержневого ящика. Для удобства извлечения стержня ящик делают разъемным. После извлечения из ящика стержни сушат в специальных сушилах для придания им прочности. В случае необходимости дополнительного упрочнения стержней (часто сложных по конфигурации), они могут быть армированы металлическим каркасом, который заформовывается внутрь стержня в процессе его изготовления.
Для предотвращения пригара и получения чистой поверхности во внутренних полостях отливок стержни могут быть окрашены противопригарными красками.
Для подачи сплава из заливочного устройства (ковша) в полость литейной формы используют систему каналов, соединенных между собой в определенной последовательности. Такую систему каналов называют литниковой системой, она служит для обеспечения необходимых условий заполнения формообразующей полости металлом. По конструкции и расположению в литейной форме литниковые системы очень разнообразны, но независимо от конструкции литниковая система должна обеспечивать:
– непрерывную подачу сплава в форму;
– кратчайший путь металлу в полости формы, чтобы он не терял температуру;
– спокойное и плавное без завихрений заполнение металлом полости формы, что устраняет размывание формы, а также подсос и замешивание в металл воздуха;
– улавливание шлака и других неметаллических включений для предотвращения попадания их в полость формы с металлом;
– создание направленного затвердевания снизу вверх для питания отливки в процессе кристаллизации жидким металлом, с целью не допустить образования усадочных раковин;
– однородность структуры отливки после ее кристаллизации;
– отсутствие препятствия при усадке отливок, с целью не допустить образования напряжений и трещин;
– минимальный расход сплава на литниковую систему (включая выпоры и прибыли);
– легкое отделение от отливки в процессе выбивки ее из формы.
Конструкция литниковой системы должна состоять из стандартных элементов, легко изготовляемых и заменяемых при износе. Нормальная литниковая система, применяемая при подводе питания по разъему, показана на рис. 1.5. Литниковая чаша (воронка) 1 является приемником, в который жидкий металл поступает из разливочного ковша. При заливке необходимо стремиться быстро заполнять чашу и поддерживать в ней металл на высоком уровне, это обеспечивает задерживание шлака в чаше. Для задерживания шлака и неметаллических включений при использовании заливочной воронки между ней и стояком может устанавливаться фильтрующий элемент 2 в виде сетки. Стояк 3 представляет собой вертикальный канал, сужающийся книзу; по этому каналу металл поступает в шлакоуловитель 4. Шлакоуловитель расположен в верхней полуформе и служит для задерживания шлака, неметаллических включений и подвода металла к питателю 5, расположенному в нижней полуформе и подводящему сплав в формообразующую полость литейной формы.
Рис. 1.5. Литниковая система для подвода металла по разъему формы:
1 – воронка; 2 – фильтрующий элемент; 3 – стояк;
4 – шлакоуловитель; 5 – питатель
Выпоры и прибыли также являются частью литниковой системы. Выпоры служат для удаления газов и неметаллических включений из полости формы в процессе заливки, а также позволяют контролировать окончание процесса заполнения полости формы с помощью наблюдения за подъемом металла в них. Число выпоров зависит от размеров и конфигурации отливок. В случае изготовления мелких и средних отливок можно ограничиться установкой одного выпора, а для крупных отливок ставят два – три выпора и более. Если отливка имеет фасонную поверхность, выпор устанавливают на самый высокий элемент модели, по которой изготавливается верхняя полуформа. Следует избегать установки выпоров на массивных частях отливки, так как это приводит к образованию под выпором усадочной раковины в связи с тем, что относительно тонкий выпор остывает быстрее массивной части и питается за ее счет.
При изготовлении отливок из сплавов, склонных к образованию усадочных раковин (алюминиевые, магниевые сплавы, сталь и др.), а также крупных отливок из серого чугуна обычно на верхних и толстых частях отливки устанавливают прибыли, из которых металл подпитывает усадочные полости, образующиеся при охлаждении и в результате связанной с ним усадки затвердевающего сплава. Прибыли являются технологическими элементами, в которых должна быть сосредоточена область усадочной раковины и которые удаляются с отливки в процессе механической обработки. Процесс питания отливки необходимо организовывать так, чтобы выполнялся принцип направленного затвердевания снизу отливки вверх и от тонких элементов к более толстым частям и заканчивался в массивной прибыли. При этих условиях вся усадка сосредотачивается в прибылях, а отливка получится плотной, без усадочных дефектов.
Чтобы ускорить остывание массивных частей отливки и обеспечить направленность затвердевания, могут применяться холодильники. По отношению к отливке различают холодильники наружные и внутренние. Наружные холодильники представляют собой специальные металлические вставки в литейную форму, которые контактируют с расплавленным металлом и ускоряют затвердевание отдельных массивных элементов отливки. Холодильники обычно устанавливаются на модель и заформовываются вместе с ней, но после извлечения модели они остаются в форме и оформляют часть поверхности отливки, нуждающуюся в ускоренном затвердевании. Изготовляют наружные холодильники в основном из чугуна, реже из стали.
Внутренние холодильники обычно выполняют из того же сплава, что и отливки. Непременным условием применения внутренних холодильников является их полное расплавление. Внутренние холодильники устанавливают в труднодоступных массивных частях, их объем составляет 8–12% объема металла в захолаживаемом месте отливки.
Положение отливки в форме определяется положением модели при изготовлении полуформы. Модель располагают с учетом основного требования: извлечение модели из песчано-глинистой полуформы должно происходить без разрушения образующегося отпечатка. Кроме того, ответственные обрабатываемые поверхности детали желательно располагать в литейной форме внизу или вертикально. Массивные части отливки из серого чугуна или преобладающая ее часть должны располагаться в нижней части литейной формы.
Изготовление литейных форм – основная и наиболее сложная операция, от которой в значительной мере зависит качество отливки. В единичном и мелкосерийном производстве формы изготавливают вручную, а в серийном и массовом – на специальных формовочных машинах и автоматизированных линиях.
Для ручного изготовления литейных форм необходим набор формовочного инструмента (рис. 1.6) и приспособлений: трамбовки 1 для уплотнения формовочной смеси; гладилки 2 для заглаживания форм, прорезки питателей и шлакоуловителей; ланцеты (карасики) 3 для прорезки узких питателей; двухконечные ложечки 8 для отделки вогнутых поверхностей и углублений; крючки 4 для удаления из глубоких полостей оставшихся частиц смеси, остроконечные 5 и винтовые подъемы для выемки модели из полуформ; иглообразные спицы (душники) 6 для выполнения наколов в форме и т. д.
Рис. 1.6. Инструмент формовочный:
1 – трамбовки; 2 – гладилки; 3 – ланцеты (карасики); 4 – крючок; 5 – подъем; 6 – иглы (душники); 7 – совки; 8 – ложки фигурные; 9 – молотки (киянки)
В разовых песчано-глинистых формах производят около 80% всего объема выпускаемых отливок.
Разовые литейные формы в большинстве случаев изготавливаются из сырой песчано-глинистой смеси, состоящей из формовочного кварцевого песка, небольшого количества (до 10%) формовочной глины и специальных добавок. Такая формовочная смесь готовится с добавлением воды и имеет влажность 4–6%. При этом используют в больших количествах (до 90% и более) оборотную смесь.
Формовочные смеси должны иметь высокую огнеупорность, достаточные прочность и газопроницаемость, пластичность, податливость и т. д.
Огнеупорность – способность смеси и формы сопротивляться размягчению или расплавлению под воздействием температуры расплавленного металла. При низкой огнеупорности на поверхности отливки образуется пригар – прочное соединение формовочной или стержневой смеси с поверхностью отливки.
Прочность – способность материала формы не разрушаться при извлечении модели из формы, при транспортировании и заливке форм
Газопроницаемость – способность смеси пропускать через себя газы.
Пластичность – способность деформироваться без разрушения и точно воспроизводить отпечаток модели.
Податливость – способность формы или стержня сжиматься при усадке отливки.
Формовочные смеси по характеру использования разделяют на облицовочные (смесь непосредственно примыкает к модели), наполнительные (смесь образует остальную часть формы) и единые.
Стержневые смеси должны обладать большей, чем формовочные смеси, огнеупорностью, прочностью, газопроницаемостью, податливость, иметь малую газотворную способность, т. к. при заливке расплавленного металла стержни испытывают значительные тепловые и механические воздействия по сравнению с формой. Стержни также должны легко выбиваться из отливок. Основным материалов для стержневых смесей служит кварцевый песок, а для получения необходимых качеств этих смесей к песку добавляют специальные связующие материалы, в качестве которых используют различные органические и неорганические материалы.
Приготовление формовочных и стержневых смесей готовится перемешиванием в специальных смесителях (смесители каткового типа, называемые бегунами, шнековые смесители). При этом, во избежание высыхания связующих материалов стержневые смеси не подвергают вылеживанию.
Последовательность операций при изготовлении формовочных и стержневых смесей представлена на рис. 1.7.
Разовая литейная форма состоит из двух полуформ: верхней и нижней. Полуформы получают уплотнением формовочной смеси вокруг соответствующих частей постоянной разъемной модели.
Учебно-технологический практикум по дисциплине "Обработка металлов давлением"
Учебное пособие содержит девять лабораторных работ, в которых изложена физическая сущность наиболее распространенных операций обработки металлов давлением. Излагаются технологические возможности рассматриваемых операций, приводятся теоретические зависимости для расчета основных технологических параметров, а также схемы операций обработки металлов давлением, задачи лабораторно-практических работ и порядок их выполнения.
Пособие позволяет повысить эффективность усвоения учебного материала за счет выработки практических навыков при выполнении самостоятельной работы с использованием имеющегося в лаборатории прессового оборудования, измерительного инструмента и лабораторных штампов.
Пособие облегчает работу преподавателей и студентов благодаря наличию в нем алгоритма выполнения практической части лабораторных работ, необходимых схем и рисунков. Учебное пособие написано для учащихся учебных заведений системы профессионального технического образования, выполняющих учебно-технологический практикум по обработке металлов давлением.
Лабораторная работа № 1
Исследование операции вытяжки
1.1 Основные сведения о вытяжке
Операцией вытяжки называется технологический процесс получения полой пространственной детали (цилиндрической или коробчатой) из плоской листовой заготовки.
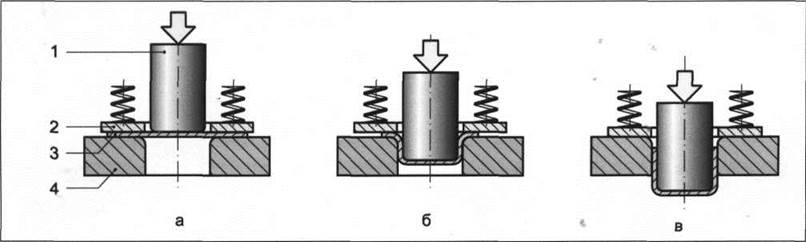
Рис. 1.1 Схема последовательного выполнения операции вытяжки.
Плоская заготовка 3 укладывается на матрицу 4, имеющую отверстие со скругленными кромками и прижимается к ней прижимом 2 (рис. 1.1, а). Цилиндрический пуансон 1 со скругленными кромками при своем движении вниз воздействует на центральную часть заготовки и заталкивает ее в отверстие матрицы. При этом наружная часть заготовки втягивается в матрицу с образованием вертикальной цилиндрической стенки (рис. 1.1, б). После того, как вся заготовка будет втянута в матрицу (рис. 1.1, в), процесс заканчивается и полученная деталь снимается с пуансона. В результате операции из плоской заготовки получается цилиндрический стакан с донышком.
Существуют определенные условия, необходимые для нормального выполнения операции вытяжки. Несоблюдение этих условий может привести к браку получаемой детали (отрыв донышка, складки на поверхности и др.). Поэтому для того, чтобы изготовить цилиндрический стакан заданных размеров, необходимо предварительно рассчитать размеры заготовки и определить напряжения и деформации, возникающие в опасных сечениях заготовки в процессе деформирования.
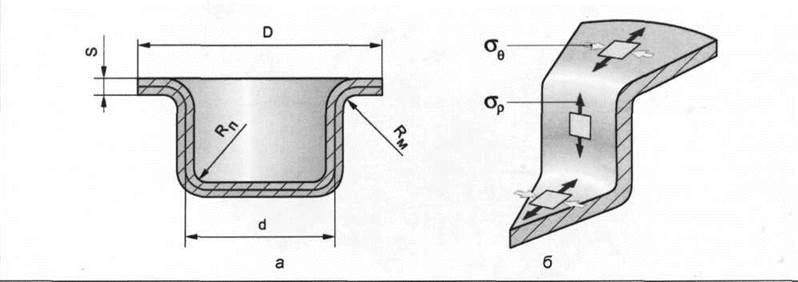
Рис. 1.2 Обозначение размеров заготовок и напряжения, действующие в них.
На рис. 1.2, а показаны обозначения размеров, принятые в расчетных формулах, а на рис. 1.2, б - часть заготовки на промежуточной стадии вытяжки с указанием напряжений, действующих в различных точках заготовки.
Читайте также: