Латунное напыление на металл
Обновлено: 05.10.2024

Вакуумное напыление (англ. physical vapor deposition, PVD; напыление конденсацией из паровой (газовой) фазы) — группа методов напыления покрытий (тонких плёнок) в вакууме, при которых покрытие получается путём прямой конденсации пара наносимого материала.
Различают следующие стадии вакуумного напыления:
- Создание газа (пара) из частиц, составляющих напыление.
- Транспорт пара к подложке.
- Конденсация пара на подложке и формирование покрытия.
- Испарение электронным лучом (англ. electron beam evaporation, electron beam physical vapor deposition, EBPVD).
- Испарение лазерным лучом (англ. pulsed laser deposition, pulsed laser ablation).
- Испарение вакуумной дугой (англ. cathodic arc deposition, Arc-PVD): материал испаряется в катодном пятне электрической дуги.
- Эпитаксия молекулярным лучом (англ. molecular beam epitaxy).
- Ионное распыление (англ. sputtering): Исходный материал распыляется бомбардировкой ионным потоком и поступает на подложку.
- Магнетронное распыление (англ. magnetron sputtering) – в дальнейшем будем рассматривать именно его.
- Напыление с ионным ассистированием (англ. ion beam assisted deposition, IBAD);
- Ионно-лучевое напыление.
- Сфокусированный ионный пучок.
Процесс используется для нанесения декоративных покрытий, например при производстве часов с позолотой и оправ для очков. Один из основных процессов микроэлектроники, где применяется для нанесения проводящих слоёв (металлизации). Вакуумное напыление используется для получения оптических покрытий: просветляющих, отражающих, фильтрующих.
Материалами для напыления служат мишени из различных материалов, металлов (титана, алюминия, вольфрама, молибдена, железа, никеля, меди, графита, хрома), их сплавов, соединений (SiO2,TiO2,Al2O3). В технологическую среду может быть добавлен химически активный газ, например, ацетилен (для покрытий, содержащих углерод); азот, кислород.
Химическая реакция на поверхности подложки активируется нагревом, либо ионизацией и диссоциацией газа той или иной формой газового разряда.
С помощью методов вакуумного напыления получают покрытия толщиной от нескольких ангстрем до нескольких десятков микрон, обычно после нанесения покрытия поверхность не требует дополнительной обработки.
Физическим вакуумом называется пространство, в котором отсутствуют частицы вещества, и установилось низшее энергетическое состояние. Однако в вакууме экспериментально обнаружены рождающиеся и тут же исчезающие виртуальные элементарные частицы, влияющие на протекающие физические процессы. В технике вакуумом называется состояние газа, при котором его давление ниже атмосферного. Количественной характеристикой вакуума служит абсолютное давление. Единицей измерения давления в системе СИ является 1 Па.
Когда говорят о вакууме с технической точки зрения, то речь идёт об использовании вакуума в широком диапазоне давлений – от атмосферного до 10 в минус 10 степени Па. Изменение давления на 15 порядков практически невозможно обеспечить при использовании лишь одного насоса, требуются комбинированные средства откачки, включающие в себя насосы различных типов и, следовательно, различные приборы для измерения давлений.
При большом различии в принципах действия и конструкциях, обусловленных многообразием требований к откачному оборудованию, во всех вакуумных насосах для откачки газа используют один из двух способов:
- перемещение газа за счёт приложения к нему механических сил в некотором месте вакуумной системы, откуда газ выталкивается;
- связывание газа путём сорбции, химических реакций или конденсации обычно в замкнутой вакуумной системе.

Рис. 1 Области действия вакуумных насосов (Источник картинки — №2, в списке источников, под этой статьёй)
В насосах объёмного типа откачка осуществляется за счёт периодического изменения объёма рабочей камеры.
Действие механических молекулярных насосов обусловлено переносом газа движущимися поверхностями твёрдого тела.
Сорбционные насосы осуществляют откачку газов за счёт их сорбции на поверхности или в объёме твёрдых тел.
Действие ионно-сорбционных насосов основано на удалении газов в виде ионов за счёт электрического поля и сорбции газов на охлаждённых поверхностях.
Криогенные насосы осуществляют откачку путём конденсации откачиваемых газов и паров на поверхностях, охлаждаёмых до сверхнизких (криогенных) температур. Разновидностями криогенных насосов являются конденсационные и криосорбционные насосы.
Но вернёмся к методу магнетронного распыления.
Магнетронное распыление — технология нанесения тонких плёнок на подложку с помощью катодного распыления мишени в плазме магнетронного разряда — диодного разряда в скрещённых полях. Технологические устройства, предназначенные для реализации этой технологии, называются магнетронными распылительными системами, или, сокращённо, магнетронами (не путать с вакуумными магнетронами — устройствами, предназначенными для генерации СВЧ-колебаний).
В свою очередь, магнетронным разрядом называют диодный газовый разряд в скрещённых полях (существует область пространства в разрядном объёме, где электрическое и магнитное поля ортогональны друг другу; силовые линии магнитного поля направлены поперёк линий тока):
Технологическое значение магнетронного распыления заключается в том, что бомбардирующие поверхность катода (мишени) ионы распыляют её. На этом эффекте основаны технологии магнетронного травления, а благодаря тому, что распылённое вещество мишени, осаждаясь на подложку, может формировать плотную плёнку наиболее широкое применение получило магнетронное напыление.
Несмотря на то что это всё может звучать для новичка достаточно непривычно и даже страшновато, тем не менее, реализация этого процесса является достаточно простой и доступной практически каждому.
Для освоения подобного процесса можно ознакомиться с рядом видео, где он показан на практике. Для электропитания установки, в основном используется эта или схожая схема, как на рисунке ниже. В ней, для простоты, удешевления и снижения силы тока — использованы обычные лампочки на 95 ватт:

Рис. 3 Простой вариант схемы питания магнетронного устройства (Источник картинки: youtube канал IRFC)
Если есть возможность применить ЛАТР, то схема будет выглядеть примерно так:

Рис. 4 Более универсальный вариант схемы питания магнетронного устройства (Источник картинки: youtube канал IRFC)
Метод позволяет любому энтузиасту прикоснуться к миру высоких технологий и получать достаточно удивительные результаты на дому, практически «на коленке», например, осуществлять хромирование — этот процесс может производиться, в частности, с помощью электрохимического способа, который заключается в использовании достаточно опасного реагента — хромового ангидрида, опасность которого заключается в его канцерогенных свойствах, и потребности сливания в канализацию достаточных количеств отработанной воды, что является явной проблемой, при коммерческом использовании, так как утилизация подобных отработанных вод будет стоить достаточно неплохих денег, если вообще удастся организовать этот процесс.
В отличие от электрохимического способа, магнетронное распыление очень интересно из-за отсутствия в процессе отработанных вод, потребности работы с канцерогенными химикатами.
На современных производствах таким способом хромируют даже достаточно крупные детали, среди которых можно перечислить такие, как: радиаторные решётки, автомобильные диски, другие крупногабаритные и малогабаритные детали:
Обработка «под золото» — ещё одно достаточно интересное применение. Оно заключается в нанесении нитрида титана, что позволяет придать изделиям износоустойчивость, а также красивый декоративный вид, «под золото»:

Рис. 5 Нанесение нитрида титана
Вообще, использование магнетронного распыления очень привлекательная технология, в целом ряде применений, и позволяет поистине раскрыть горизонты высоких технологий и науки для любого обычного обывателя, в частности, возможно прикоснуться к широко разрекламированному графену и поставить с ним ряд своих опытов, а может быть даже создать своё устройство, с применением данного материала!
Для магнетронного распыления графита и получения графена, достаточно в качестве катода использовать графит, а в качестве плазмообразующего газа — водород, который может быть легко получен с помощью электролитической установки, и подаваться непосредственно после генерации сразу в вакуумную камеру, после соответствующего осушения.
При создании плёнок вещества толщиной в микроны на рабочей поверхности, расход катода является достаточно незначительным (конкретные показатели найти не удалось, сужу по практическим опытам людей).
Это, в свою очередь, даёт нам возможность использовать в качестве катода достаточно интересные материалы, например, серебро. Это позволит нам наносить серебро тонким слоем на поверхность, например, тканей, что позволит проводить свои собственные работы в сфере бактерицидных материалов:
К слову сказать, для создания бактерицидных материалов не обязательно использовать серебро, во множестве применений бактерицидной направленности, нанесение медных покрытий является гораздо более предпочтительным, чем серебро, так как их бактерицидные свойства, в некоторых применениях, даже превосходят таковые у серебра! Например, несмотря на то, что со временем медные изделия покрываются некрасивыми окислами и разводами, изготовленные из неё дверные ручки или кухонная утварь, позволяют практически полностью уничтожать попадающие на их поверхности бактерии. В противовес этому, нержавеющая сталь не является бактерицидной, и прекрасно накапливает на себе толстые слои бактериальной плёнки (хотя, выглядит это всё красиво)!
Весьма любопытным применением магнетронного напыления является создание собственных катализаторов, для применения в разнообразных химических опытах (лично я прихожу просто в восторг от этого).
Например, мною было выявлено, что на одном известном китайском сайте, промышленной его версии (где продают станки, материалы, комплектующие и т.д.),- можно за достаточно небольшие деньги приобрести платиновую проволоку достаточной длины. Стоимость такого комплекта обойдётся в районе 3-4 тыс. руб. Далее, если использовать купленную проволоку в качестве катода, можно будет наносить платину на рабочую поверхность, что открывает просто широчайшие возможности по созданию разнообразных каталитических покрытий, при скромном расходе платины!
Некоторые энтузиасты, используя метод магнетронного распыления, умудряются даже создавать собственные самодельные полупроводниковые транзисторы!
И ещё одним любопытным применением (как уже было сказано выше) – является магнетронное травление.
Если поменять местами анод и катод (то есть, обрабатываемую заготовку крепить не на анод, а на катод) — то становится доступным ещё одно применение: магнетронное травление заготовки!
Подводя итог, можно сказать, что применение магнетронного распыления позволяет весьма плотно работать в сфере высоких технологий и проводить опыты, которые ранее казались вам совершенно нереальными и посильными только крупным лабораториям!
Однако, в массе своей, самодельные магнетронные устройства, широко представленные в сети, действуют без каких-либо измерительных систем (не включая, измерение напряжения и тока). Таким образом, видится целесообразным, добавление в конструкцию магнетронного устройства, как минимум, измерителя величины вакуума, — для большей прогнозируемости результата.
Для этого, можно было бы использовать следующие типы измерительных устройств:
▍ Тепловой вакуумметр.
Принцип действия термопарных вакуумметров основан на зависимости теплопроводности разреженных газов от молекулярной концентрации (или давления). Передача теплоты происходит от тонкой металлической нити к баллону, находящемуся при комнатной температуре.
Металлическая нить нагревается в вакууме путём пропускания электрического тока.
Из курса молекулярной физики известно, что в плотном газе (высокое давление) теплопроводность не зависит от давления.
При понижении давления уменьшается теплопроводность газа, соответственно, возрастает температура подогревателя и увеличивается термо-э.д.с. При низких давлениях, когда средняя длина свободно пробега молекул больше среднего расстояния между нагретым телом и
стенками вакуумметра, теплопроводность газа пропорциональна молекулярной концентрации (давлению).
Преобразователь (рис. 6) представляет собой стеклянный или металлический корпус, в котором на двух вводах смонтирован подогреватель, на двух других вводах крепится термопара, изготовленная из хромель-копеля или хромель-алюмеля. Термопара соединена с подогревателем, который нагревается током, его можно регулировать реостатом и измерять миллиамперметром. Спай термопары, нагреваемый подогревателем, является источником термо-э.д.с., значение которой показывает милливольтметр.

Рис. 6 Схема термопарного вакуумметра (Источник картинки — №2, в списке источников, под этой статьёй)
Точность измерения давления термопарным вакуумметром существенно зависит от правильного подбора тока накала подогревателя. Калибровка термопарной лампы (установка тока подогревателя), подбирается таким образом, чтобы стрелка милливольтметра точно совпадала с
последним делением шкалы. При этих условиях согласно градуировочной кривой термопарного манометрического преобразователя можно по показаниям милливольтметра определить давление в вакуумной системе.
▍ Электронный ионизационный вакуумметр
Принцип действия электронных преобразователей основан на ионизации газа электронами и измерении ионного тока, по величине которого судят о давлении.

Рис. 7 Схема ионизационного вакуумметра (Источник картинки — №2, в списке источников, под этой статьёй)
Ионизация молекул газа производится электронами, эмитируемыми термокатодом и ускоряемыми электрическим полем электрода, на который подаётся положительный потенциал относительно катода.
В стеклянном баллоне смонтирована трёхэлектродная система, состоящая из коллектора ионов, анодной сетки и прямонакального катода. На анодную сетку подаётся напряжение +200 В относительно катода, а на цилиндрический коллектор −50 В. Анодная сетка выполнена из вольфрамовой проволоки в виде спирали. При прогреве преобразователя и его обезгаживании по спирали пропускается ток 3А. Вольфрамовый катод преобразователя испускает электроны, которые ускоряются электронным полем и движутся к анодной сетке.
Часть электронов пролетает в пространство между анодной сеткой и коллектором. Так как коллектор имеет отрицательный потенциал относительно катода, электроны останавливаются и начинают движение обратно к анодной сетке. В результате у сетки колеблются электроны,
причём, прежде чем попасть на нее, электроны совершают в среднем 5 колебаний. При столкновении электронов с молекулами газа происходит ионизация молекул. Образовавшиеся положительные ионы, попадая на коллектор, создают в его цепи электрический ток. Как показывает опыт, при достаточно низких давлениях ионный ток коллектора прямо пропорционален давлению газа.
Таким образом, для измерения давления достаточно при заданном электронном токе измерить ионный ток и разделить на постоянную преобразователя.
Основные недостатки термоэлектронных ионизационных вакуумметров связаны с применением в манометрических преобразователях горячего катода, являющего источником электронов.
Горячий катод разрушается при резком повышении давления и имеет низкий срок службы при относительно высоких давлениях. Кроме того, наличие горячего катода ограничивает нижний предел измеряемых давлений.
▍ Магнитный электроразрядный вакуумметр
Одним из путей, позволяющим сдвинуть границу измерения в сторону более низких давлений, может быть увеличение чувствительности манометра. Для этого необходимо, чтобы электроны проходили в пространстве ионизации по возможности большие расстояния до момента их попадания на коллектор электронов. Тогда вероятность ионизации молекул газа этими электронами значительно возрастает, что приведёт к увеличению чувствительности манометра. Наиболее простым способом увеличения длины пути электронов в пространстве ионизации является использование магнитного поля, воздействующего на электроны.
Рассмотрим расположение электродов, предложенное Пеннингом. Принцип действия магнитных преобразователей основан на зависимости тока самостоятельного газового разряда в скрещенных магнитном и электрическом полях от давления. Электродные системы, обеспечивающие поддержание самостоятельного газового разряда при высоком и сверхвысоком вакууме, бывают нескольких видов.

Рис. 8 Схема магнитного электроразрядного вакуумметра (Источник картинки — №2, в списке источников, под этой статьёй)
Манометр имеет катод, которым является корпус 1, и анод в виде металлического кольца 2. Вдоль оси анода создаётся постоянным магнитом 3 магнитное поле с индукцией 0,05-0,2 Тл. Через балластный резистор на анод подаётся высокое положительное напряжение порядка 2,5-3 кВ.
Разряд поддерживается между анодом и катодами, соединёнными электрически и расположенными по обе стороны от анода. Равномерное магнитное поле, параллельное оси системы, препятствует немедленному уходу на анод электронов. Из-за большой длины пути электрона сильно повышается вероятность ионизации даже при низких давлениях газа.
Образующиеся в результате ионизации молекул электроны движутся, как и первичные электроны, тоже по спиральным траекториям и, в конце концов, после совершения актов ионизации попадают на анод. Вторичные электроны, выбиваемые из катода положительными ионами, также участвуют в поддержании разряда. Таким образом, благодаря магнитному полю и специальной конструкции электродов тлеющий разряд поддерживается даже тогда, когда средняя длина свободного пути электронов в газе во много раз превышает расстояние между анодом и катодом, что позволяет измерять низкие и сверхнизкие давления газа.
Данный вид вакуумметров позволяет измерять давления до 10 в минус 10 степени Па.
Недостатки: данные вакуумметры имеют меньшую точность измерения давления, нуждаются в периодической чистке.
Достоинства – простота конструкции и отсутствие горячего катода. Из-за этого вакуумметры могут быть включены при любом давлении.
Латунирование, это просто

Иногда, некоторым деталям, помимо функциональности, хочется придать красивый внешний вид. Бывает, что железные детали, просто необходимо защитить от воздействия воды, воздуха и прочих агрессивных воздействий. Самым простым, дешёвым и распространённым способом решения таких задач является покраска. Но у этого метода есть много минусов и ограничений. А иногда, просто хочется нечто лучшего. Качества иного порядка. А речь пойдёт, конечно, о гальваническом методе нанесения металла.

Как-то раз, мне в руки попал самый настоящий паровозный чугунный свисток, который я восстанавливал для своего парового мотоцикла. Конечно, самым простым способом было бы покрыть его черной краской. Но, как говорится, мы не ищем легких путей. Захотелось чего-то особенного. В итоге я покрыл его латунью, гальваническим способом. От части мне хотелось выдержать стиль «Стимпанк», в своём паровом мотоцикле, а отчасти захотелось освоить новую технологию и поэкспериментировать.

Когда я начал разбираться с технологией нанесения латуни, оказалось что есть несколько различных способов, но информация довольно скупая. Нет достаточно подробных описаний со всеми тонкостями, нюансами и спрятанными «подводными камнями». Поэтому пришлось взять базовую информацию и путём долгих экспериментов понять всё самому. Теперь, когда цель успешно достигнута, я с радостью поделюсь со всеми своими знаниями и опытом.
Подготовка
Ну что ж. Давайте подробнейшим образом разберемся, как покрывать латунью железные детали. Для начала, конечно, ваша деталь должна быть качественно подготовлена, ведь гальваника это не краска, которая заливает все щели и ухабы. Поэтому, перед нанесением латуни, ваша деталь должна быть уже тщательно ошкурена, и отполирована до блеска. Далее, очень важно подобрать правильно емкость для электролиза. Тут главное правило - емкость не должна быть металлическая! Иначе она непременно прореагирует до дыр. Далее нашу емкость следует обложить, так называемой, жертвенной латунью. Почему жертвенной? Потому что, именно она будет участвовать в процессе, и в итоге наноситься на нашу деталь. И тут есть одна очень важная тонкость!

Ёмкость обложена жертвенной латунью (анод)
Вы должны сделать все таким образом, чтобы расстояние между вашей деталью и латунью было от 3 до 10 сантиметров, и было приблизительно одинаково на всех участках. Это очень важно соблюсти для того, чтобы плотность тока была на всех участках приблизительно одинаковой и равномерной, так как именно плотность тока будет определять оттенок покрытия.
Электролит
Поскольку речь идет об электролизе в домашних или гаражных условиях, огромное значение имеет доступность компонентов. Я нашел несколько разных рецептов, и практически во всех них используется какая-то трудно выговариваемая химия, которую, я не знаю, откуда они берут и, где в обычной жизни она может применяться. Поэтому для создания своего электролита я решил воспользоваться, так сказать «дедовским методом». Химикаты для которого, можно было бы достать в радиусе 1 - 2 километров от любого дома. Этот метод практиковался ещё в советские времена, был забыт, но по моему мнению, не потерял актуальность и в наше время.

Лимонная кислота
И так, первый компонент, который понадобится для нашего электролита - это лимонная кислота. Она широко используется в кулинарии и как антинакипин. Продаётся почти во всех продуктовых магазинах и отделах бытовой химии. 80г. приблизительно стоит 40-50р.

Раствор аммиака (нашатырь)
Второй компонент, это аммиачная вода, или как её ещё называют, нашатырный спирт. С ним тоже у вас не возникнет никаких проблем, так как он продается практически в каждой аптеке.
Для создания электролита вам потребуется: на 1 литр воды, лимонной кислоты 60 грамм и аммиачной воды приблизительно 80 ml. Почему приблизительно, объясню чуть ниже. Высчитаете по пропорции, сколько вам потребуется ингредиентов, и закупите необходимое количество химикатов. Когда все приготовления и закупки будут сделаны, можем начинать готовить электролит.

Вообще, в этом старом дедовском способе использовался еще один химикат который называется "Трилон Б" (динатриевая соль этилендиаминтетрауксусной кислоты). Этот компонент выполняет две функции. Восстановление металлов и, как выражаются отцы, растворение нерастворимого. Его потребуется 6-10 г. на литр воды.
Раньше, в советские времена его можно было найти практически везде. Он использовался и как удобрения, и как чистящее средство, как восстановитель ржавчины и даже в медицине. Но в наше время, я почему-то его нигде не нашёл. В принципе, можно делать и без него. «Трилон Б», в данном случае, больше сказывается не на качестве покрытия, а на экономичности и скорость процесса.
И так. Приступим к изготовлению электролита. Для начала, в отдельную посуду, наливаем горячую воду. В горячей воде гораздо лучше растворяются все ингредиенты. Затем, высыпаем в это ведро всю, отмеренную заранее, приготовленную лимонную кислоту и тщательно перемешиваем до полного растворения осадка. А вот с аммиаком, уже всё не так просто. Аммиачную воду нужно добавлять потихонечку, небольшими порциями, периодически помешивая и постоянно контролируя запах электролита, а если имеется pH-индикаторная бумажка, контролируем по цвету. Как только электролит начнет пахнуть аммиаком (цвет начнёт меняться с красного на бесцветный), значит достаточно. Хочу сразу предупредить, что делать это нужно в защитных очках и в проветриваемом помещении! Смешавшись с кислой средой, аммиак нейтрализуется, и перестаёт быть столь опасным. Но практика показывает, что электролиз идёт гораздо лучше, если pH электролита немного смещено в щелочную сторону. По этому, лучший электролит будет чуть-чуть пахнуть нашатырём (лакмус начнёт синеть), а значит, все работы лучше проводиться в защитных очках.
Чтобы электролит был готов и начал правильно функционировать, не достаточно просто перемешать компоненты. Нужно ещё его приготовить электрическим способом, проводя через него повышенный ток. И поскольку электрохимическое приготовление электролита плавно перетекает в сам электролиз, делать его будем, как говорится, по ходу дела.
Тщательнейшим образом обезжириваем нашу деталь ацетоном, переливаем электролит в приготовленное металлизированное ведро, и погружаем туда деталь.

Далее, нам понадобится блок питания постоянного тока. Очень важно, чтобы он был снабжен амперметром! Именно по его-то показаниям мы и будем настраивать режим. Сразу должен предупредить, что просто электричество из розетки вам не подойдёт! Присоединяем плюс (анод) к фольге, а минус (катод) к детали и включаем блок питания. Ток выставляем таким образом, чтобы на детали активно начал выделяться водород. Если ваша деталь достаточно велика, а блок питания слабый, вы можете использовать несколько блоков питания в параллель. Как, собственно, мне и пришлось сделать. Для своего чугунного, 5 килограммового свистка я выставил ток 15 ампер, и набрал я его с помощью двух блоков питания.

И теперь ждем. Некоторое время никакого осаждения металла происходить не будет. Электролит должен приготовиться. И первым сигналом того, что электролит у нас готов, будет сильное почернение вашей детали. Не пугайтесь это нормально! Чистыми, обезжиренными руками тщательно отмываем нашу деталь в теплой воде. Далее начинается самая сложная и самая тонкая работа. Нужно правильно подобрать ток электролиза.
Электролиз
Латунь - это сплав меди и цинка. И физика электролиза такова, что при малых токах преимущественно осаждается медь, а значит, цвет вашего покрытия будет уходить в розовый и даже в красный. Если тока слишком много, по большей части будет осаждаться цинк, а значит, цвет покрытие будет светлеть, и даже белеть. Иными словами, если не хватает тока, будет красно, а если его слишком много, будет бело.

Оттенок можно создавать на свой вкус
Зная это, вы легко сможете подобрать любой интересующий вас оттенок. В инструкциях пишут конкретную плотность тока, 0,1…0,3 А на Дм2, но на практике эти значения не сработают, так как требуемы ток для нужного вам оттенка зависит от многих факторов. Температура, плотность электролита, расстояние от детали до Электрода (латуни) и пр. Поэтому, ориентируйтесь на получаемый цвет детали. Именно для моих габаритов детали и моей плотности электролита, идеальным током оказалось 11 ампер. Чем больше площадь поверхности вашей детали, тем больше вам понадобится ток.
Итак, вот как по моему мнению должен выглядеть самый правильный процесс электролиза. Погружаем деталь в электролит (30-50*С), выставляем приблизительные параметры тока, и ждем 15 минут. По истечению этого времени, вытаскиваем деталь, тщательно отмываем, и контролируем цвет покрытия. Корректируем ток в нужную сторону и повторяем процесс следующие 15 минут. И такими вот 15-ти минутными этапами, добиваемся требуемого оттенка и нужной толщины покрытия. И тут я должен рассказать об одном очень важном и опасном нюансе, который вас поджидает! Со временем ваш электролит будет, так сказать, вырождаться. А значит требуемый для вашего оттенка ток, будет уменьшаться. Поэтому-то и важно постоянно контролировать оттенок и корректировать ток.

Конечно, электролит легко можно восстановить, добавив туда еще немножечко аммиачной воды, но не рекомендую вам так делать! Потому что, тогда полностью собьются все ваши настройки оттенка и тока. И придется подбирать все заново. У меня ушло шесть часов электролиза, чтобы понять все эти тонкости и нюансы. Так что,воспользуйтесь моими советами и не повторяйте моих ошибок. Еще "старожилы" говорят, что на процесс электролиза хорошо сказываются ПАВ. В нашем случае это будет малюсенькая капелька "Фэри". Но, честно говоря, я попробовал и "Фэри", и "Комнат", и какой-то особенной разницы не заметил. Но, тем не менее, если будете экспериментировать, такой вот информацией делюсь.

Ну а далее друзья, все на ваше усмотрение. Можете оставить свое изделие матовым, можете покрыть лаком, а если вам хватило терпения наложить достаточно толстый слой, то можно его заполировать до зеркала, что, собственно, я и решил сделать.
Заключение
Данный способ очень прост, дёшев, и легкодоступен в плане компонентов. Но сразу хочу предупредить, что таким способом можно покрыть латунью только железные детали, с трудом ложится на нержавейку, и совершенно не подходит для алюминия, хрома и большинства других металлов и их сплавов.
Для большей наглядности, я сделал специальное 9-минутное видео, где рассказываю обо всех тонкостях и нюансах.
Ну, вот друзья, все что знал, рассказал, всем что было, поделился. Если вы воспользуетесь этим рецептом, пишите, делитесь своим опытом, присылайте фото своих деталей. Надеюсь благодаря этой статье, на свет появится много красивых и уникальных шедевров.
Алитирование стали
Чтобы защитить различные детали от воздействия внешних факторов, выполняется латунирование. Данная технология помогает улучшить сцепление резины с металлом, а также применяется в декоративных целях. При выполнении процедуры на металлическую поверхность наносится медно-цинковый сплав слоем с толщиной в несколько микрометров. Прочитав эту статью, вы узнаете, что из себя представляет метод, каковы его преимущества, и для какого сырья он делается, а также получите другую полезную информацию.

Компания «МеталХантерс» сотрудничает с ведущими компаниями, занимающимися разработкой оборудования (цинкование, алюминизация) и улучшением соответствующих технологий.
Поэтому «МеталХантерс» предлагает наиболее эффективные и выгодные услуги по антикоррозийной обработке металлоконструкций с применением электродуговой металлизации.
Компания сегодня успешно занимается нанесением алюминиевых, цинковых, стальных и комбинированных покрытий на конструкции, применяемые в различных сферах и отраслях тяжёлой, лёгкой и нефтехимической промышленности. И в каждом случае металлизация конструкций оказывается самым надёжным способом защиты от коррозии и прочих воздействий.
Рассчитайте стоимость работ сейчас .
Оставьте ваш контакт, мы вам перезвоним

Возможность изгиба и выправления обработанных конструкций (в зависимости от толщины защитного покрытия обработанные изделия выдерживают изгиб при радиусе до двух толщин без повреждения антикоррозионной поверхности).

Металлические защитные покрытия, нанесённые электродуговым методом, имеют свойство самовосстановления, то есть при механическом повреждении поверхности, они просто «заживают» на металле.

Металлизация, в отличие от нанесения лакокрасочных покрытий, производится только в один слой, что позволяет обрабатывать большие поверхности быстрее.

Металлизационные покрытия обладают большой адгезионной прочностью, то есть не отслаиваются от самой конструкции, на которую нанесены.

Нанесение маркировки на металлоконструкцию после обработки Металлизация производится при разных внешних температурах, что существенно расширяет технологические возможности антикоррозионной обработки — при нанесении покрытий не происходит нагревания поверхностей свыше 70–100°C.

Нанесение металлизационного цинкового покрытия на конструкции ферм ПОАРЭ для гидроузла в Рязанской области.Антикоррозионные покрытия выдерживают температуры до −60°C, не отслаиваясь и не разрушаясь, что позволяет использовать их даже на крайнем севере.

Защитные металлические покрытия не содержат органических веществ, что позволяет хранить в обработанных резервуарах различные жидкости.

Металлизационные покрытия могут применяться для защиты больших поверхностей различных сооружений непосредственно на месте их эксплуатации.
Когда требуется нанесение латуни?
- металла;
- стали;
- меди;
- алюминия и пр.
Примеры работ

Нанесение металлизационного цинкового покрытия на торцевой лист металлоконструкций пролетных строений автодорожного моста Адлер - Горно-климатический курорт Альпика сервис. Площадь работ 2335м2.


Нанесение металлизационного цинкового покрытия на конструкции ферм ПОАРЭ для гидроузла в Рязанской области.


Нанесение металлизационного цинкового покрытия с последующей окраской на установки освещения для стадиона г.Химки


Металлизация алюминием металлической дымовой трубы

Дымовая труба ТЭЦ-26

Комбинированное металлизационное покрытие дымовой трубы

Нанесение цинкового покрытия на металлоконструкции подъемного механизма для компании Оптима-Строй. г. Москва.


Нанесение металлизационного цинкового покрытия на опору для канатной дороги олимпийского объекта. г. Сочи. Внешняя сторона.

Нанесение металлизационного цинкового покрытия на опору для канатной дороги олимпийского объекта. г. Сочи. Внутренняя сторона.

Антикоррозионное металлизационное покрытие металлоконструкций-ферм, двутавров.

Нанесение цинкового металлизационного покрытия на вышку сотовой связи.


Нанесение маркировки на металлоконструкцию после обработки



Металлизация суппорта"> Газопламенное напыление металлов
Как легко нанести в домашних условиях латунное покрытие или выполнить воронение
Облагораживать сталь нужно не просто для улучшения ее эстетических качеств. В первую очередь воронение делается для защиты материала от разрушительных коррозийных процессов. В действительности существует огромное множество способов защиты при помощи нанесения поверхностных покрытий. Самыми же доступными и в тоже время вполне действенным остается чернение материала и нанесение латуни. Как это сделать?
1. Холодное воронение

Самый простой способ. Идем на строительный рынок и находим там специальный состав для холодного воронения. Главное достоинство данного метода в том, что добиться идеально ровной и однородной по цвету поверхности не составит особого труда. Выглядит очень красиво. Наносятся составы в зависимости от разновидности в соответствии с приложенной инструкцией. Чаще всего они растираются тряпочкой или кистью, а затем стираются через 30-60 секунд.
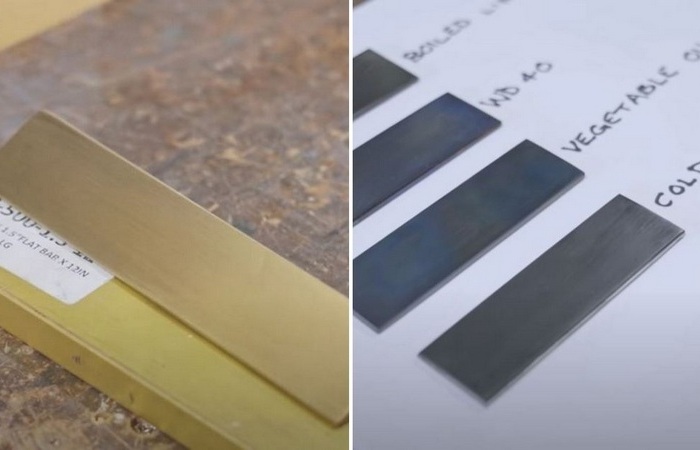
2. «Серое» и «синее» чернение

Еще один простой и достаточно эффективный способ «серого» воронения. Для этого сначала разогреваем металлическое изделие так, чтобы оно стало серого цвета. Сразу после этого окунаем нашу деталь в подсолнечное масло. Если хочется сделать ее темнее, греем и окунаем еще раз. После остывания можно протереть ацетоном. Получается очень красиво.
Подобным образом металлическому изделию можно придать синеватый оттенок. Для этого нагреваем металл, после чего сразу же обрабатываем «жидким ключом» WD-40. После такого сталь приобретет характерный оттенок.
3. Обычное чернение
Основательно нагреваем металлическое изделие так, чтобы оно стало серого цвета. Сразу после этого быстро протираем нашу заготовку тряпочкой, пропитанной льняным маслом. Еще лучше будет окунуть деталью в емкость с маслом полностью. После извлечения остатки масла вытираются и выжигаются. В итоге получается идеально ровное черное воронение.
4. Наносим латунное покрытие

Для того, чтобы нанести латунное покрытие, придется сначала зачистить металлическую деталь до стального блеска при помощи наждачной бумаги с зернистостью около Р180. Далее заготовка обезжиривается при помощи подходящего вещества. Металл фиксируется и нагревается газовой горелкой. Пока деталь остается горячей она зачищается латунной щеткой по металлу. После такой обработки сталь будет выглядеть как латунь.
Видео:
В продолжение темы читайте о том, почему черные саморезы не настолько крепкие , как белые и желтые.
Процедуру, при которой поверхность изделий из стали покрывается алюминиевым слоем называют алитирование. Данный метод применяют для надежной защиты металла от окисления при воздействии высоких температур и коррозии. В процессе химико-термической обработки изделия получают высокую окалиностойкость (плотную пленку окиси алюминия) .
Нанесение маркировки на металлоконструкцию после обработкиМеталлизация производится при разных внешних температурах, что существенно расширяет технологические возможности антикоррозионной обработки — при нанесении покрытий не происходит нагревания поверхностей свыше 70–100°C.
Алитирование металла – виды и особенности технологии
- шликерное;
- диффузионное;
- газовое;
- насыщение.
Читайте также: