Лазер чпу по металлу своими руками
Обновлено: 13.05.2024
Сегодня я расскажу Вам историю своего большого (по моим меркам и для моей мастерской и для моих нужд) станка. О трагеди, которая случилась ещё до начала работы и о методах их исправления. По традиции прошу, не ругайте меня за моё правописание. Оно хорошее но почему то очень сильно хромает, так что тех, кому "ЖЫ" и "ШЫ" доставляют адскую резь в глазах до кровоподтёков, пожалуйста, либо терпите, скрепя зубами либо просто пролистайте этот пост и даже не открывайте его. Благодарю за понимание.
И так. Прошлым летом вместе со станком 900х600 с камерой приехал и этот здоровяк:

Знакомьтесь - это СО2 лазер, no name, копия знаменитого Raylogic 1600х1000 с металорежущей головой. Про аварию с этим станком я уже упоминал в одном из своих постов. Копия достаточно хорошая и скажу более того, этот станок был сделан на том же заводе, что и Raylogic, только в третью смену, что называется налево, из тех же комплектующих, только покрашен в другой цвет, так что сильно подробно о начинке я рассказывать не буду. Если Вам интересно, то ТХ в интернете более чем достаточно.
Приключения с этим станком начались, как выяснилось ещё до того, как он попал в мои загребущие лапёшки, но выяснилось это только при вскрытии упаковки, а пока торжественный момент разгрузки и состояние эйфории поднимали меня на крыльях и заставляли парить, как маленького мальчика, которому папа купил заветную и долгожданную машинку!

По скольку грузовик, который привёз мне "небольшие" коробочки со станками не смог подъехать достаточно близко к моей мастерской, пришлось искать площадку, на которой смогли бы развернуться два грузовика. Пришлось немного пошалить, но тем не менее перегрузка прошла успешно и без происшествий.
Доехали до мастерской, и скорее, скорее открывать ящики. Собственные крылья счастья признаться очень сильно мешали. Я в суете не мог найти нужные инструменты, три раза перевернул мастерскую в поисках лома и отрезного круша для болгарки, в итоге нашлись только ножницы по металлу и два молотка, с помощью которых в кратчайшие сроки все ящики были распакованы. Скажу я вам ребята, ни до ни после я с такой скоростью, даже с правильными инструментами не открывал ящики так быстро.
Но как водится, всему хорошему рано или поздно приходит конец. В моём же случае наступил ппц. Точнее не так. ПИЗДЕЦ.
"Так, спокойствие Малыш, только спокойствие" - говорило мне внутреннее приведение с моторчиком - "сейчас успокоимся и будем думать, что будем делать. " Но спокойствие не приходило, а попытки успокоиться ещё больше разжигали мой пукан до такой степени, что тягу, которую она создавала, с лихвой бы переплюнула бы двигатель ракеты "Тополь". Несоклько фоток. No comments.

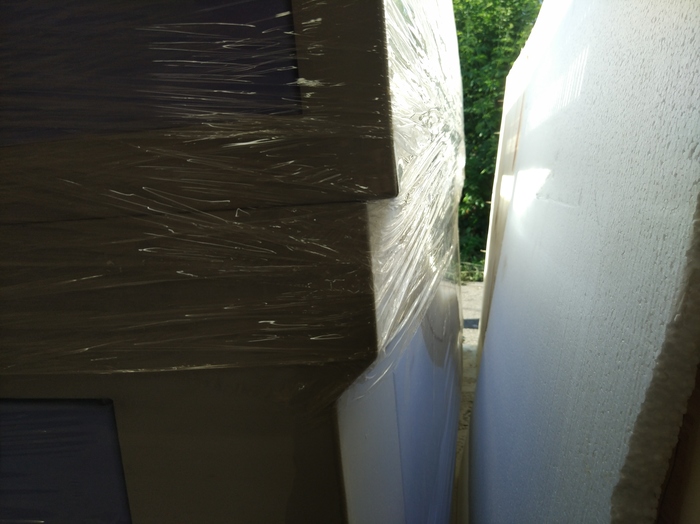



Ну и пара видосиков всего этого.

Ну вы понимаете да. Даже спустя год, продолжает подгорать от этой ситуации. В общем список повреждений:
1) Сорвана нафиг верхняя часть станка. Болты срезаны;
2) Поведена крышка. Каким чудом уцелели стёкла, не понятно до сих пор;
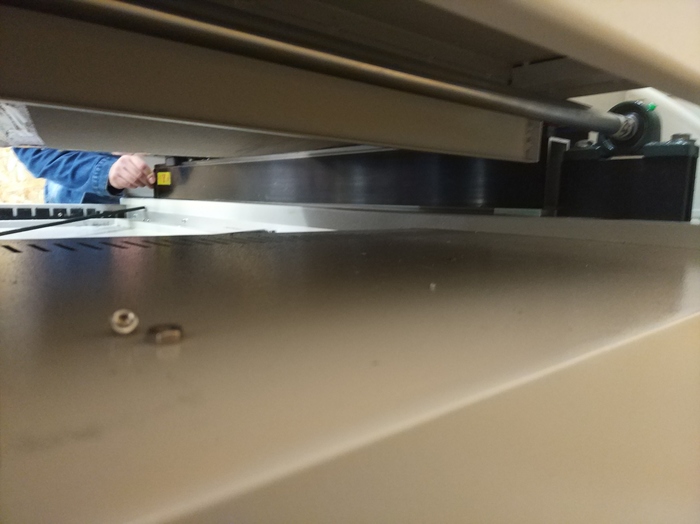
3) Незначительно поведена рама. Хотя как сказать, не значительно. Для такого станка отклонение в соосности даже на пол миллиметра дико критично;
4) Сорваны со своих мест рельсы оси Х;
5) Лопнул держатель ламелей (на видео видно);
6) Порваны управляющие провода на оси Х;
7) Труба стоимостью 150 тысяч (на тот момент) разбита в дребезги.
И это не считая мелочевки такой, как погнутый дымоприёмник внутри станка. Её похоже хорошенько так припечатало улиткой, которая ехала внутри станка, кучи сколов, царапин, погнутых кронштейнов с зеркалами, надорванных ремней и тд.
Тут же был сделан звонок поставщику и доложено о сложившейся ситуации. в трубке так же слышался звук начинающей запускаться на форсаже турбины. В какой то момент мне даже показалось, что телефон начал передавать запах подгорающего стула, на котором сидел Руслан. Через 10 минут он был на месте. Составили акт и начали предъявлять претензии как китайцам, так и транспортной компании, начали выяснять, на каком этапе случился этот подвох. Но опять же давайте обо всём по порядку.
Умные люди скажут, а какого хрена я подмахнул документы о приёмки груза, что говорится не глядя. А вот тут то и состоялся главный подвох. На первый взгляд упаковка была совершенно целая. Только чуть позже, когда нервы немного расслабились и прояснились некоторые моменты всего этого безобразия выяснилось, что станок был перепакован. То есть кто то намеренно пытался скрыть то, что его обо что то сильно шибанули. На наш вопрос китайцам, что за фигня, они отправили видео, как они его бережно, на погрузчике завозят в фуру, яки беременную женщину на последних сроках ставят на законное место для транспортировки. К китайцам вопросы отпали, следовательно вопросы могут оказаться только либо к нашим российским перевозчикам, либо к казахским ибо станок ехал землёй через Казахстан. Мы решили для начала прояснить обстановку у наших товарищей, они по крайней мере не отмажутся в стиле моя твоя непонимая. Они кстати нам и намекнули, что когда они у казахов его забирали, фанера, которой был обшит станок какая то не такая, слишком уж качественная, не похожая на ту, в которую китайцы заворачивают своё оборудование. Вот тут то и прозвенел звоночек. На фанере, в которую был завёрнут станок стоял штамп ТАВДИНСКОЙ фанерной фабрики! С ума сойти. Ну тут либо наши привирают, либо казахи накосячили.
Начали пытаться дозваниваться до казахов. То, как мы пытались добраться до манагеров и руководства, выяснить, кто вообще был ответственный за груз и что вообще у них там произошло, это история, достойная отдельного поста. В общем путём задалбывания всех и вся мы с горем пополам выяснили, что у них "сломался" погрузчик и они выгружали станок вчетвером (на минуточку станок весит почти 600 кг с упаковкой) и немножечко не расчитали свои силы и уронили его на бордюр. Вы только вдумайтесь. Они выгружали вчетвером станок весом почти 600 кг вчетвером из фуры, без приёмной аппарели, то есть на землю. Это какими дебилами надо быть, что бы так работать. В последствии выяснилось, что погрузчика у них в принципе нет, а даже воровайку, что бы это разгрузить нанимать дорого в итоге получилось как то так. Контора называется "Апельсин". Никогда не пользуйтесь услугами этой конторы!
В общем пару дней потратили на выяснение всех этих нюансов. Далее последовала переписка с китайцами на предмет замены станка или хотя бы какой то компенсации, но тут нам повезло. Китайцы само собой признали случай не гарантийным, но согласились выслать всё, что сломано в станке с хорошей скидкой.
Ещё день потребовался нам на дефектовку станка. Список со всеми мелочами набрался приличный и пополнялся после первого пробного пуска ещё наверное месяца 4. Если быть кратким и забежать вперёд на пол года - то поменяна была половина станка. Единственное в итоге, что оказалось живое - это мат плата, плата авто фокуса и драйвера. Всё остальное, вплоть до петлей крышки под замену. Радует одно, что поставщик, за подобный геморой и хорошее с ним отношения сделал мне внушительную скидку.
В общем в течении полугода мы возились с этим станком, что бы нормально его запустить, пришлось пересверливать все отверстия, колея оси Y стала на 10 мм уже, на качестве работы станка это никак не сказалось, через месяц приехала новая трубка и благополучно была водружена уже в вытянутый по своим местам корпус. Новые кронштейны зеркал тоже пришлось пересверливать, поскольку старые отверстия не совпадали с новыми, голову менять не стали, но в последствии она подверглась серьёзной доработке, по скольку и ей в итоге досталось, но об этом мы узнали значительно позже и просить с китайцев новую, пусть даже и с хорошей скидкой уже было неудобно, да и своими силами справились. В общем только к февралю месяцу 2019 мы смогли уверенно запустить станок. Дальше, из за всех изменений пришлось немного понастроить электронику, хотя, как показала практика можно было этого и не делать.
Наконец то можно было выдохнуть. Пукан уже подостыл, а от казахов мы не смогли добиться хоть какого либо вразумительного ответа на вопросы "Кто виноват?" и "Что делать?" они вообще в какой то момент обнаглели и начали съезжать, типа это не мы и всё такое. Но чего уж теперь.
С февраля месяца я начал осваивать металлорезку на СО2 лазере. Дело, как выяснилось, не простое. Ну во первых, пришлось разжиться кислородным баллоном, ибо для резки металла нужно не только давление в место реза, но и кислород, для того, что бы лазер таки смог нагреть металл до нужной температуры, поджечь его, а то, что не сгорело - выплюнуть давлением всё того же кислорода. Несолько раз читал, как некоторые товарищи яко - бы резали нетолстые металлы, а именно чернягу до 1.5 мм с атмосферой (с обычным компрессором) и давлением в 8 атмосфер. Но у меня такой эксперимент поставить не удалось, да и сейчас проверить не смогу, по скольку покупка компрессора не входит в мои планы в ближайшее время. Зато, с кислородом отлично режется черняга до 2х мм и нержавейка до 1.5 мм. Скорости конечно не великие, но на безрыбье и рак рыба. Всё таки не волоконный лазер. Была попытка нарезать что нибудь с азотом. Но к сожалению опыт показал, что с азотом на СО2 лазере резать вообще ничего невозможно. Оцинковка к слову не режется от слова совсем, либо у меня руки не из нужного места растут.
Поигравшись со станком на маленьком кусочке его рабочего поля я посчитал, что я достиг того уровня, что я могу начинать принимать заказы на металлорезку. и тут фортуна, как мне казалось улыбнулась. Выстрелил интересный заказ. Точнее меня попытались за уши подтянуть к этому заказу. Ну что - ж, попытка не пытка.
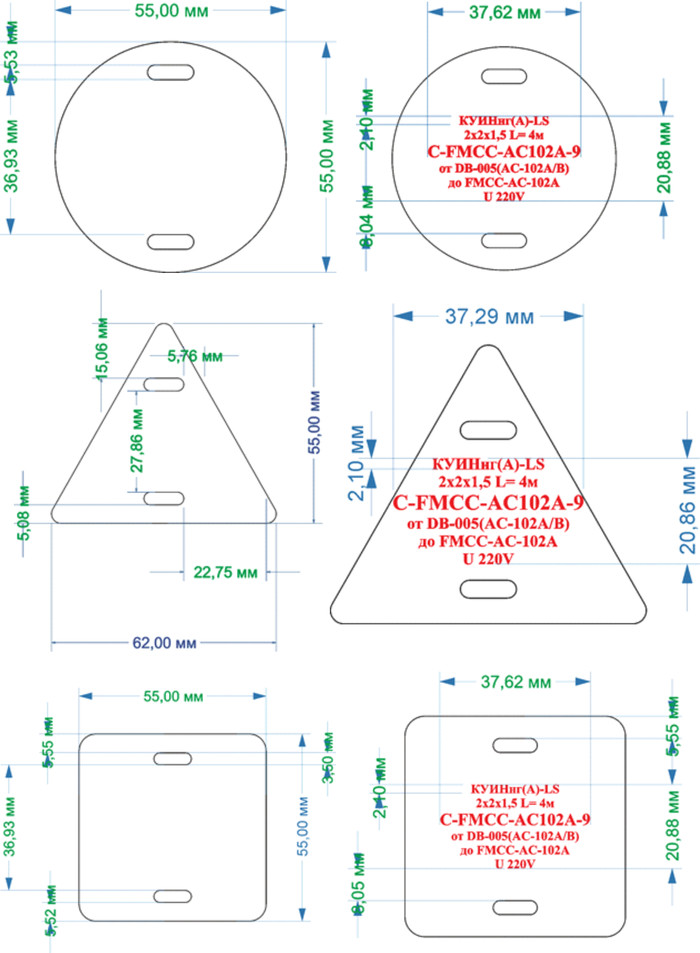
Заказчику требовалась хренова гора бирок на провода. Тянули они какую то то ли ЛЭП, то ли запускали производственное помещение, не суть дела важно, но почему то им нужны были бирки из нержавейки треугольной, круглой, квадратной и прямоугольной формы по заданному госту.
После того, как я услышал про ТУ я заподозрил что то неладное. Начал гуглить этот ГОСТ. Оказалось, что заказчик - это фирма подрядчик, которая из шкуры вон лезет, что бы не получить по шапке от заказчика и пытается усидеть жопой сразу на двух стульях. Как выяснилось ГОСТ, который они мне дали - не имеет никакого отношения к форме самих бирок (о чём говорилось изначально). Всё как всегда. Заказчик хочет то, не зная что. В итоге силами заказчика было найдено некое ТУ По которому уже и были изготовлены пробники.
Полтора месяца согласований, договорённостей и как итог, ничего, всё спустилось на тормозах. Обидно. Но эта попытка заняться металлорезкой выявила ещё кучку нюансов, о которых я не знал, выявились ещё некоторые косяки станка, такие как зеркала, точность юстировки, настройки резки.
Зеркала. Как выяснилось, я установил вкруг не те зеркала, которые нужны. Я поставил простые, которые ставятся на все СО2 станки. Как выяснилось, их светоотражающая способность недостаточна для того, что бы резать металл качественно. Они гасят достаточно большую часть излучения, которая необхадима для резки железяк. Пришлось заказывать зеркала с напылением селенида цинка. А стоят они по сравнению с обычными прилично.
Юстировка. Никогда не думал, что из за конечной погрешности в 1 мм возможно получить непрорез в металле. Раньше я считал, что юстировка - хоть и очень важный момент, но не до такой степени. В общем научно практическим путём стало известно, что даже если ты попадаешь лучём лазера в сопло 1 мм, но есть откланение хотя бы в пару десяток от его центра, то на больих толщинах (а для этого станка 1.5 мм уже внушительная толщина металла) то мы гарантированно получим на обратной стороне огромное количество града и облоя. Он конечно не очень страшен и легко счищается, но тем не менее момен неприятен. Если конечная юстировка уходит больше чем на 3 десятки, то мы с высокой долей вероятности получим непрорез и бонусом облой на лицевой стороне реза, а это уже совсем неприятно.
Настройки резки - это отдельная песня. Не только скорость резки оказалась важна, но так же для каждой толщины металла своё рабочее давление подаваемого газа (больше в нашем случае, не значит лучше), мало того, Если резать например нержавейку допустим 0.8 мм со скоростью 8 мм/сек, то рабочее давление требуется 4-5 атмосфер, а если резать со скоростью 15 мм/сек то давление можно убавить до 2.5, - 3 атмосфер. Такой парадокс на самом деле ни разу не парадокс, просто на меньшей скорости металл в районе реза нагревается больше, чем если скорость будет выше, от сюда и возможность экономии кислорода. Так же для каждой толщины металла требуется своё фокусное расстояние. промажешь на 1-2 десятки, и всё, начинаются пляски с бубном с очисткой задней стороны от большого количества облоя.
В отличии от резки фанеры, резка металла имеет свои особенности в плане начала реза и конца реза. Не достаточно просто взять и резануть. Сначала лист металла надо пробить. Делается это перед тем, как голова поедет по контуру. Голова опускается, находит заданное фокусное расстояние, и делает от 2х до 15 ударов на максимальной мощности (количество ударов задаётся в ручную в зависимости от толщины металла). После того как мы получили отверстие дальше лазер уже спокойно режет металл выплёвывая в обратную сторону всё, что не сгорело. Так же немаловажен так называемый "заход на путь". Это важно в тех случаях когда приходится резать что то толще, чем 0.5 мм. Надобность этого захода состоит в том, что когда лазер пробивает металл, особенно толстый, он не всегда способен сделать это с первого раза, а иногда даже не с пятого. Как следствие на лицевой стороне образуется наплыв из расплавленного металла который выдувает давлением воздуха из сопла. Вот пример непрореза с облоем на внешней стороне в точке пробоя:

В чертеже же в данном случае заход на путь выглядит так:

Красным крестиком соответствнно обозначено место пробоя.
Расход кислорода получается немаленький. Одного полного баллона хватает ровно на 90 погонных метров реза. Так что придётся изыскивать средства на баллоны, если вдруг у меня массово пойдёт металлорезка, а пока выполняю мелкие заказы и для себя режу немного. Ну и на последок ещё один видосик, как всё это дело режится и работает.
Ну и напоследок затравка на завершающий пост, о волоконном маркере.
P.S. нержавейка попалась к слову какая то странная. По маркировке она aisi 416 режется как нержавейка, пока её не трогаешь - нержавейка, но стоит её только начать резать, гравировать, поцарапать, как в месте, где на неё воздействовали она начинает потихонечку ржаветь. может быть кто то подскажет, почему так происходит и какая нержавейка - точно нержавейка?
Лазерный станок или очередной виток в хобби.

Вступление:
Честно говоря эта запись должна была появится совсем не скоро, ибо не до нее особо было. Но сегодня прокомментировав в посте одного из наших единомышленников Cerberus31 получил огромное количество просьб показать работы и рассказать про то что это вообще за штука лазер и с чем ее есть. После просьбы десятой драйв посчитал что я спамер, и пришлось просить людей чтоб они сами писали в ЛС, т.к. иначе фото не отсылались просто. И т.к. количество заинтересовавшихся росло в геометрической прогрессии, решил написать не откладывая в долгий ящик и разложить все по полочкам, кому это интересно. А потому взял джентльменский набор и засел за клавиатуру! ))

А вот что из этого вышло, судить Вам. Надеюсь смогу раскрыть тему полностью!
Глава 1 или просто начало
Скажу честно, к новому витку в своих увлечениях я шел долго! Где-то примерно с год. Т.к. во-первых душила жаба, во-вторых убеждал себя в нужности, в-третьих изучал матчасть так сказать.
А начиналось все с того, что с детства люблю делать что-то своими руками. Выжигать, пилить, строгать (все видели мою консоль ;) ) и в том же духе. Хотелось чего-то нового. И вот как-то наткнулся случайно я на такую штуку как лазерный гравер. Стало интересно и я начал изучать все вопросы выбора, обслуживания, работы и так далее. Сложнее всего было объяснить самому себе зачем, т.к. еще даже до скачка евро стоило это не дешево. Следующий вопрос был где это все разместить, ибо станок совсем не маленький, а с местом у меня проблемы. Все таки однушка. Просмотрев разные варианты я пришел к выводу, что надо все таки брать с заделом на будущее и не жадничать, для себя же, а потому выбрал конкретную модель (ниже я расскажу как и почему) и поехал в демонстрационный зал компании, которая их продавала, чтоб посмотреть в живую на это чудо и как оно работает, после чего принять решение. Ну, а дальше классика! Пришел-увидел … И КУПИЛ! )))
И так у меня дома появился новый помощник в творчестве — Raylogic 304-mini.

Габариты 800Х650Х400, весом в 40кг.
Глава 2 или что это такое и почему я именно ОНО выбрал
И так, начну с того, что же из себя представляет сам станок (для к тех кто вообще не в курсе, но интересно).
Лазерный гравер, это конструктив, который содержит в себе достаточно простые для понимания элементы и только по-началу кажется сложным, а когда начинаешь с ним работать то предельно понятным.
Состоит он из следующих элементов:
1. Корпус в котором все это размещено. Корпус имеет основную крышку для доступа к рабочему столу, переднюю крышку для не габаритов и удобства уборки, боковые крышки для обслуживания и заднюю где располагается сама труба.
2. В корпусе сзади установлена труба СО2-лазерного излучателя, который собственно и формирует луч. Ее размеры зависят от мощности трубки. У меня стояла изначально трубка 30Вт, длиной около 700мм, чем выше мощность, тем трубки длиннее, и достигают до полутора метров.
3. Система зеркал, которая отражает лазерный луч от трубки до самой рабочей головы, передвигающейся по рабочему полю.
4. Сама голова, содержащая в себе зеркало, линзу для фокусировки и увеличения тем самым энергии лазерного луча, а так же вход для трубки обдува (во время резки подается воздух от воздушного компрессора, чтоб материал не горел и на резе было меньше нагара).
5. Направляющие и шаговые двигатели, при помощи которых происходит перемещение каретки (головы) по осям Х и У.
6. Материнская плата с контроллерами движков
7. Так называемый блок розжига, который и поджигает трубу.
8. Само рабочее поле с подъемным столом (почему подъемным?! Потому что материал имеет разную толщину, а луч выходящий из головы, определенное фокусное расстояние. Соответственно стол поднимается и опускается для фокусировки луча по толщине материала).
Все лазерные граверы отличаются друг от друга тремя основными элементами:
1. Размер рабочего поля
2. Мощность трубки
3. Тип контроллера (материнки).
Размер рабочего поля напрямую влияет на размеры обрабатываемого материала, и прямо пропорциональны размерам станка.
Мощность трубки влияет на максимально возможную толщину обрабатываемого материала, а так же на скорость обработки более простых и тонких изделий. Говоря грубо — чем мощнее, тем толще (например фанеру) можно прорезать. Или тем быстрее можно прорезать тонкий материал.
Так же как я уже писал выше, чем мощнее трубка, тем она длиннее. Но это совершенно не означает, что Вы не сможете поставить длинную трубку в короткий станок. Сможете! Но тогда надо будет еще заменить блок розжига на тот, который будет соответствовать мощности трубы.
Тип контроллера — этот вообще почти никак не влияет на процесс, кроме разве что из какой программы будет делаться резка, и какие задания он умеет воспринимать (намеренно опускаю еще некоторые детали, т.к. сейчас они не особо интересны), например за одно задание сделать гравировку, а потом резку, или же за два. Сначала гравировку запустить, а потом резку. Немного неудобно конечно, но быстро привыкаешь.
Вот и все отличия.
Изначально я подумывал взять станок с рабочем полем 30х20см… Но потом здравый смысл победил, т.к. это все же очень мало, жаба была задушена и выбор пал на 40х30см Raylogic 304-mini от фирмы Reklab. Почему именно он?! Да просто понравился внешне это раз, была нормальная цена по Москве это два, он был в наличии это три! Ждать не хотелось. На этом все плюсы по большому счету с этой конторой и заканчивались ))
после посещения демзала, мне было предложено взять б/у станок, на 10 тысяч дешевле нового, но с новой трубкой! Тогда я думал это основной важный элемент. Но не знал как я ошибался. ))
Глава 3 или станок дома
И так мы подошли к следующему важному моменту в выборе станка — это где мы его поставим! И где он будет функционировать.
Надо четко понимать, что это не принтер, который можно переставлять с места на место (ага, попробуй в одну моську потаскать эти сорок кило)) ), и что так как там оптика и хрупкая трубка, то станок не любит чтоб его кантовали!
Если у Вас нет места где можно разместить это чудовище, то очень хорошо несколько раз подумайте! Чтоб потом не было разочарований.
Так же необходимо чтоб рядом со станком было окно или вентиляция, это обязательное условие. Ведь в процессе работы лазер сжигает материал. Надеюсь дальше объяснять не надо, все люди грамотные по части угарного газа и вредности сгораемых частиц различных материалов.
В моем случае мой станочек разместился идеально на балконе, в моем так сказать утепленном кабинете )) Рядом с окошком, в которое при резке я выкидываю трубку вентиляции, и он дымит туда.
В комплекте со станком (да из большинством тех что продают в России и Китае) идет "улитка" и гофра для вентиляции (оттока дыма и гари) и водяная помпа, для подачи охлаждающей жидкости (вода или антифриз).
Если с вентиляцией все понятно, гофра от станка на улитку, а от улитки гофра или в окно или в вытяжную вентиляцию помещения, то на помпе я остановлюсь подробнее.
Почему? Да просто потому, что я дурак не знал про нюансы, в инструкции о них не сказано, а можно попасть на дополнительные тысяч 15-30 на замену трубы по незнанию. Я собственно так и попал!
В какой-то момент труба стала резать двойным лучом! Оказалось, что в процессе работы вода нагревается и остывает, образуя пузыри воздуха, которые попадают в трубу и в ней скапливаются. Наличие этих пузырей мешает протоку охлаждающей жидкости и труба перегреваясь умирает! Поэтому перед работой надо каждый раз смотреть на трубу, нет ли там пузырей! И если есть, ни в коем случае не включать лазер на работу, а сначала их выгнать! Это кстати очень муторная тема! Но о ней кому интересно расскажу в лс.
И так, запоров первую трубу, я вызвал мастера (кстати отдельное спасибо этому замечательному спецу), который все заменил и разжевал мне во всех деталях чтоб не косячить. Станок был вновь запущен и я начал дальше осваивать азы! Но спустя пару месяцев мне осточертело каждый раз смотреть на трубку, вставая на табуретку (ввиду места установки иначе не видно), и постоянно выгонять воздух, а так же кидать в емкость с водой аккумуляторы льда и трястись что как бы дочка не перевернула емкость с водой, было решено в очередной раз придушить жабу и купить чиллер!
Чиллер это охладитель жидкости, который работает на фреоне и держит заданную температуру! Для жизни трубки это критично! В идеале охлаждающая жидкость всегда должна иметь температуру в районе 18 градусов +-1 градус. Выше — трубка быстрее умирает! 28 максимум, дальше труба проживет совсем недолго!
Штука эта тоже стоит немалых денег, но сильно экономит нервы и танцы с бубном вокруг емкости с водой, подкидыванием льда и взглядами на опущенный туда термометр! )) НО, как оказалось что по размерам чиллер далеко не малыш как на картинках!

Вы чем его плюс?! Он благодаря фреону держит постоянно заданную температуру, резервуар с водой закрыт, ввиду постоянной температуры воздуха не образуется в таком количестве и можно не беспокоиться за трубку!
Если Ваша жаба слишком сильна, чтоб отдать за это чудо китайской техники 44.000 (я тоже кстати не понимаю почему такая бешеная цена), то Вам поможет или то что в комплекте и со льдом, или обычный пивной охладитель, который обойдется раза в 3 дешевле, па принцип тот же.
Глава 4 или самая интересная — что может эта "машинка"
Ну вот мы и подобрались к самой интересной части! Ибо пройдя все круги ада на пути к радости, теперь хочется понять: денег ввалили, игрушку купили, место, вентиляцию и охлаждение обеспечили, а ради чего? ЧТО ОН МОЖЕТ?! Ибо как многие скажут, да за такие деньги он как пылесос "кирби" еще и сосать должен (простите дамы, но иначе не скажешь чтоб было понятно и емко).
А может он… ОХ ЧТО ОН МОЖЕТ )))))
И так, мой экземпляр, который имеет всего 30Вт трубу (да, в мире лазерных ЧПУ это ВСЕГО ЛИШЬ) может производить следующие действия:
Резка большого количества материалов. Фанера до 5мм (больше не пробовал, но в теории должен за пару проходов), оргстекло (те же мм), бумагу, картон, пенопласт (потолочная плитка или подложка под ламинат), МДФ, пластик, кожу, ткани и прочие похожие материалы. Не режет камень, стекло, металл и похожие-производные.
Гравировка практически любого материала, который поддается разрушению при воздействии направленного пучка тепловой энергии. Гравирует дерево, стекло, пластики, кожу, камень (не пробовал но должно по идее), металл (если чистая нержа то с помощью термопасты), пластики и.т.д.
Кроме материала и его размеров Вы больше НЕ ОГРАНИЧЕНЫ НИЧЕМ! Только своей фантазией! Начинайте творить все, что душе угодно!
Ниже я приведу примеры того, что я успел сделать за недолгие 4,5 мес владения этой штукой.
Высококачественный лазерный CO2 станок с ЧПУ своими руками! С сенсорным управлением! + Чертежи!

Около года назад я хотел купить лазерный CO2 станок, чтобы сделать свое рабочее место полноценным. Одна из проблем заключалась в том, что лазерные резаки недешевы, особенно для любителей, которым нужна большая площадь резки. Конечно, за эту цену вы также получаете отличное программное обеспечение и техническую поддержку клиентов, но когда я начал этот проект мне исполнилось 17 лет, и у меня просто не было таких денег. Вот почему я построил свой собственный лазерный СO2 станок. Это полная пошаговая инструкция, как собрать лазерный резак самому! Я включил в это руководство все файлы, необходимые для его создания.
Этот лазерный резак использует лазерную CO2 трубку мощностью 40 Вт, имеет большую площадь резки 1000 на 600 мм и оснащен сенсорным экраном для управления! Весь проект мне обошелся примерно в 170 тысяч рублей, это все равно большие деньги, но я не хотел делать его из лома. Его нужно было построить из высококачественных материалов, чтобы он не развалился за два года. И это все еще очень дешево для лазерного резака с такой большой площадью реза. Кроме того, за эту цену вы получите потрясающий опыт создания собственного лазерного станка и бесценные знания.
Он работает на двух микроконтроллерах, arduino с GRBL и raspberry pi с сенсорным экраном, чтобы сделать его автономным устройством и управлять им. Это означает, что вам не нужен компьютер для отправки файлов на вашу машину. К сожалению, на данный момент у меня нет на это времени, поэтому сенсорный экран теперь используется только для управления дополнительными функциями, такими как освещение, пневматическая система и насос. В будущем я обязательно продолжу работу над этим проектом, чтобы сделать его автономным устройством.
Важно! В этой машине используется лазер мощностью 40 Вт! Я принял все меры предосторожности при проектировании корпуса, и лазер будет активироваться только при закрытой крышке. Всегда используйте защитные очки при проверке лазера. Даже отраженный луч может быть очень опасным для глаза! Я не несу ответственности за возможные несчастные случаи.
Я очень надеюсь, что вам понравятся моя инструкция, и она поможет некоторым из вас построить свой собственный лазерный станок!
Примечание: Данная статья является переводом. Часть файлов доступных для загрузки помимо английского может быть на нидерландском языке.
Шаг 1: Дизайн
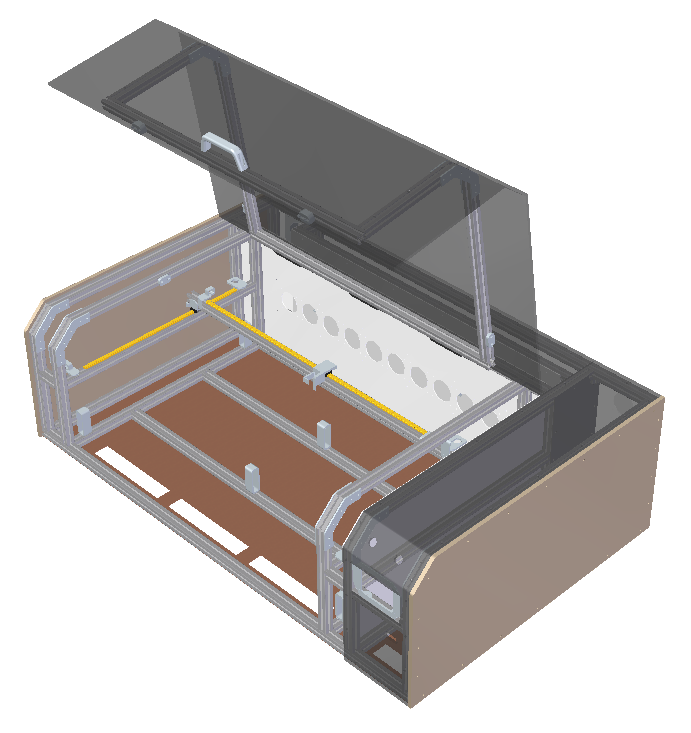
На этом этапе я расскажу о конструкции этой машины. На этом шаге нет файлов для загрузки. Я добавлю эти файлы на этапах, где я буду рассказывать о сборке или установке отдельных частей лазерного резака. Что касается этого шага, я просто объясню, как и почему я пришел к этому дизайну. Я вдохновлялся внешним видом дизайна лазерного резака серии hobby от Full Spectrum Laser.
Прежде чем сделать набросок того, как должна выглядеть машина, я составил список вещей, которые нужно учитывать при ее проектировании.
Первое и самое главное безопасность! При создании данной машины не забывайте, что безопасность является приоритетом. Поскольку этот лазерный резак использует CO2-лазер мощностью 40 Вт, очевидно, что лазерный луч и даже его отражения. Должны оставаться внутри станка. Поэтому для чехла машины я использовал темную акриловую пластину. Пластина достаточно прозрачная, чтобы вы могли видеть, что происходит внутри. Для боковых панелей я использовал ламинат высокого давления, потому что он хорошо выглядит и устойчив к лазерному излучению.
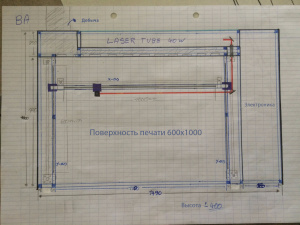
Второй фактор, который я имел в виду, - это размер рабочей зоны и самого резака. Я хотел, чтобы у него была большая площадь реза 600 на 1000 миллиметров. Зачем строить маленькую машину, если можно построить большую? Поскольку это все еще машина, сделанная своими руками, я хотел, чтобы при необходимости было легко заменять или добавлять детали. Поэтому поля всех отдельных «комнат» в машине выбраны немного шире.
Помня о простоте сборки и возможной модификации этого лазерного резака, я решил построить раму из Т-образных алюминиевых 30x30 профилей.
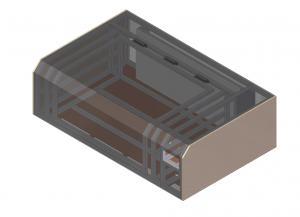
Теперь я объясню базовый дизайн этого проекта. На изображениях этого шага я добавил несколько черновиков, которые показывают вам различные ракурсы каркаса. Конструкция состоит из пяти отдельных мест. Самое большое пространство - это рабочая зона лазерного резака. Пространство сразу за рабочей зоной - это вентиляционная комната, все пары будут всасываться из рабочей зоны в это место и выводиться наружу по вентиляционному шлангу. За вентиляционным помещением расположены два пространства друг над другом. Верхнее пространство - это пространство, куда войдет лазер. Я хотел, чтобы лазер не находился в рабочей зоне, потому что было бы плохо, если бы он был во всех этих парах. Нижнее пространство - это пространство, где будут находиться резервуар для воды и водяной насос, они необходимы для охлаждения лазера. Последняя комната - это пространство справа от машины, где будет вся электроника, драйверы, расходные материалы и сенсорный экран. Отдельные зоны пространства будут разделены акрилом толщиной 3 мм.
Шаг 2: Спецификация материалов

Я составил полную ведомость материалов, в которой есть всё необходимое для создания собственного лазерного резака. Большинство запчастей можно заказать на aliexpress, некоторые на ebay. Общая стоимость этих деталей составляет около 161 тысячи рублей. Единственное, что не включено в эту цену, - это стоимость доставки (в общей сложности около 4400 рублей) и нить для 3D-принтера. Я использовал чуть меньше двух рулонов PLA-нити (3600 рублей) для печати всех деталей. Общая стоимость этого потрясающего лазерного резака составляет около 170 тысяч рублей.
В спецификации отдельные пластины не упоминаются, потому что вы получите дополнительную информацию о них на шаге 7. Я потратил в общей сложности около 32 тысяч рублей на эти пластины.
Я также только что упомянул «гайки и болты» в спецификации. Если вы посмотрите на картинку, которую я загрузил на этом этапе, вы увидите, какие именно гайки и болты (с номером DIN) и сколько из них я купил. Я действительно не знаю, сколько из них я использовал, но количество, которое я упомянул, определенно подойдет.
Я выбрал лазерную головку с подвижной линзой, поэтому вы можете настроить расстояние по оси Z между линзой и материалом, который вы хотите вырезать, чтобы правильно установить точку фокусировки.
Шаг 3: 3D-печать некоторых вещей
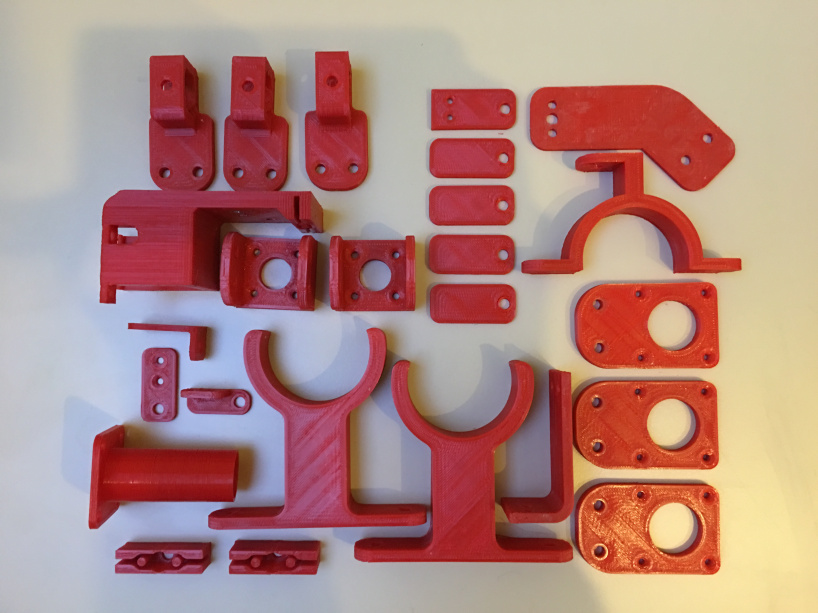
Многие детали этого лазерного резака напечатаны на моем 3D-принтерe. Я загрузил все файлы, которые нужно напечатать на 3D-принтере, прежде чем вы сможете начать сборку собственной машины. В названиях этих STL-файлов я упомянул, сколько раз нужно распечатать каждую часть (названия частей написаны на голландском языке).
Вы можете увидеть некоторые из этих частей на фотографии, но не все они на нем представлены.
Цвет деталей на самом деле не имеет значения, но я напечатал все внутренние части красным цветом, а внешние части черным (некоторые внутренние части тоже пришлось напечатать черным, потому, что у меня закончилась красная нить.
Если у вас нет 3D-принтера и вы не знаете никого с принтером, вам не обязательно покупать его самостоятельно. Вы можете просто воспользоваться услугами 3D-печати, такими как 3D-хабы , это очень просто.
Как собрать самодельный фрезерный станок с ЧПУ + Чертежи и схемы!

Я давно хотел разместить серию постов по теме самодельных станков с ЧПУ. Но всегда останавливал тот факт, что Станкофф - станкоторговая компания. Дескать, как же так, мы же должны продавать станки, а не учить людей делать их самостоятельно. Но увидев этот проект я решил плюнуть на все условности и поделиться им с вами.
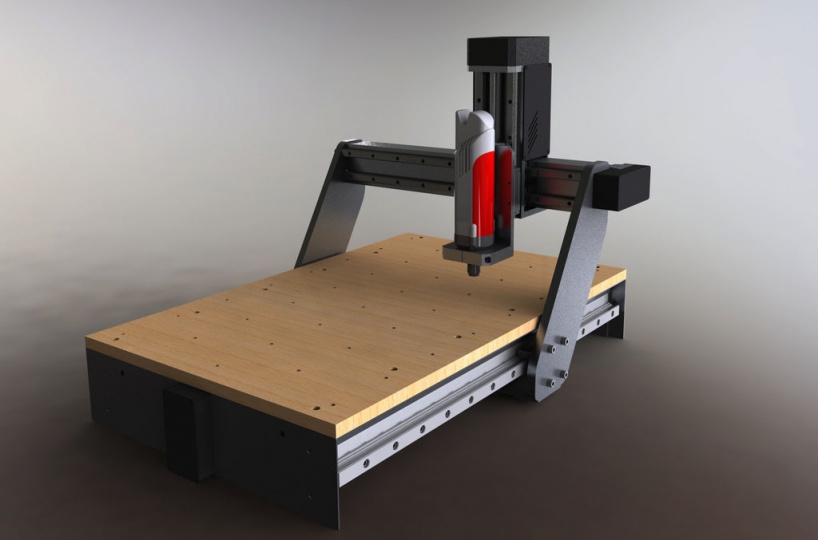
И так, в рамках этой статьи-инструкции я хочу, что бы вы вместе с автором проекта, 21 летним механиком и дизайнером, изготовили свой собственный настольный фрезерный станок с ЧПУ. Повествование будет вестись от первого лица, но знайте, что к большому своему сожалению, я делюсь не своим опытом, а лишь вольно пересказываю автора сего проекта.
В этой статье будет достаточно много чертежей, примечания к ним сделаны на английском языке, но я уверен, что настоящий технарь все поймет без лишних слов. Для удобства восприятия, я разобью повествование на «шаги».
Предисловие от автора
Уже в 12 лет я мечтал построить машину, которая будет способна создавать различные вещи. Машину, которая даст мне возможность изготовить любой предмет домашнего обихода. Спустя два года я наткнулся на словосочетание ЧПУ или если говорить точнее, то на фразу "Фрезерный станок с ЧПУ". После того как я узнал, что есть люди способные сделать такой станок самостоятельно для своих нужд, в своем собственном гараже, я понял, что тоже смогу это сделать. Я должен это сделать! В течение трех месяцев я пытался собрать подходящие детали, но не сдвинулся с места. Поэтому моя одержимость постепенно угасла.
В августе 2013 идея построить фрезерный станок с ЧПУ вновь захватила меня. Я только что окончил бакалавриат университета промышленного дизайна, так что я был вполне уверен в своих возможностях. Теперь я четко понимал разницу между мной сегодняшним и мной пятилетней давности. Я научился работать с металлом, освоил техники работы на ручных металлообрабатывающих станках, но самое главное я научился применять инструменты для разработки. Я надеюсь, что эта инструкция вдохновит вас на создание своего станка с ЧПУ!
Шаг 1: Дизайн и CAD модель
Все начинается с продуманного дизайна. Я сделал несколько эскизов, чтобы лучше прочувствовать размеры и форму будущего станка. После этого я создал CAD модель используя SolidWorks. После того, как я смоделировал все детали и узлы станка, я подготовил технические чертежи. Эти чертежи я использовал для изготовления деталей на ручных металлообрабатывающих станках: токарном и фрезерном.
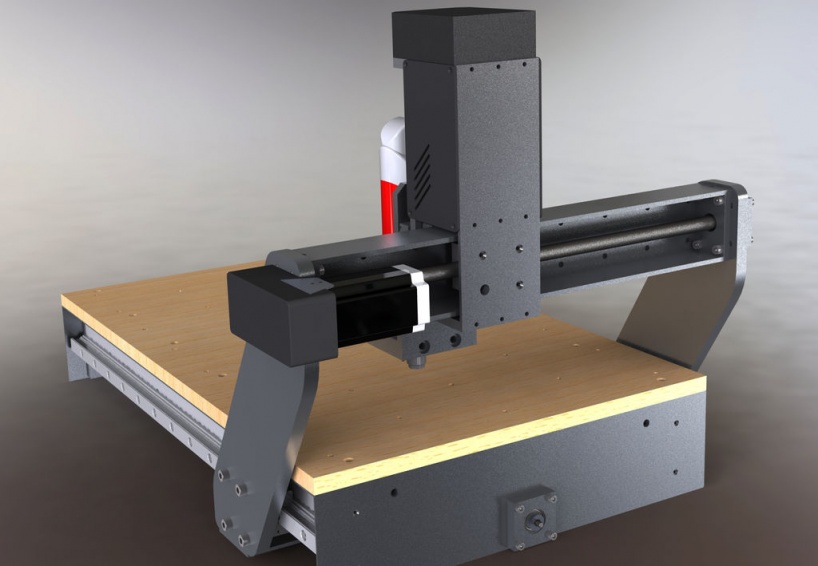
Признаюсь честно, я люблю хорошие удобные инструменты. Именно поэтому я постарался сделать так, чтобы операции по техническому обслуживанию и регулировке станка осуществлялись как можно проще. Подшипники я поместил в специальные блоки для того, чтобы иметь возможность быстрой замены. Направляющие доступны для обслуживания, поэтому моя машина всегда будет чистой по окончанию работ.
Файлы для скачивания «Шаг 1»
Шаг 2: Станина
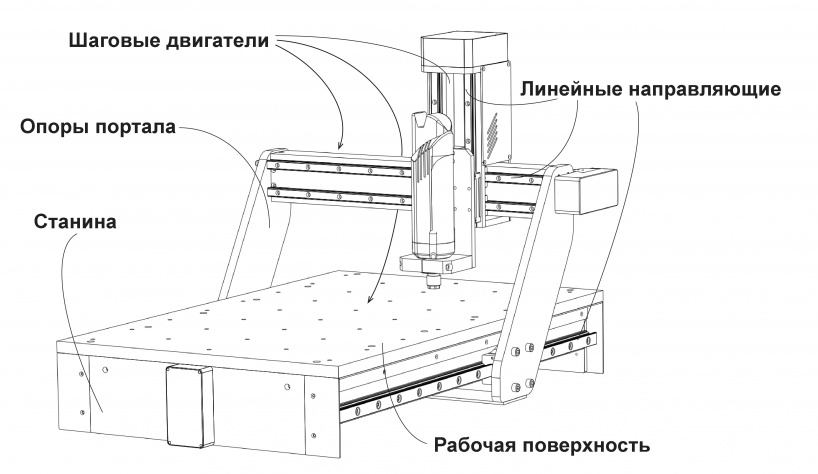
Станина обеспечивает станку необходимую жесткость. На нее будет установлен подвижной портал, шаговые двигатели, ось Z и шпиндель, а позднее и рабочая поверхность. Для создания несущей рамы я использовал два алюминиевых профиля Maytec сечением 40х80 мм и две торцевые пластины из алюминия толщиной 10 мм. Все элементы я соединил между собой на алюминиевые уголки. Для усиления конструкции внутри основной рамы я сделал дополнительную квадратную рамку из профилей меньшего сечения.
Для того, чтобы в дальнейшем избежать попадания пыли на направляющие, я установил защитные уголки из алюминия. Уголок смонтирован с использованием Т-образных гаек, которые установлены в один из пазов профиля.
На обоих торцевых пластинах установлены блоки подшипников для установки приводного винта.
Читайте также: