Лазерная резка и гибка листового металла
Обновлено: 20.09.2024
Оказываем услуги по высокоточной резке металла лазером на оборудовании последнего поколения AMADA VENTIS (Япония).
Станок AMADA - это волоконный лазер нового поколения, который осуществляет резку различных материалов и толщин, включая нержавеющую сталь, алюминий, цирконий, медь, латунь, титан, а также обеспечивает идеальную поверхность металлических деталей без образования окалины.
Цены на лазерную резку металла
| Толщина, мм | Конструкц. сталь, цена м/п | Нержав. сталь, цена м/п | Дюралий/ Алюминий (АМЦ, АМГ), цена м/п | Латунь, цена м/п | Медь, цена м/п | Титан, цена м/п | Оцинков. сталь, цена м/п | Низко-углеродистая сталь, цена м/п | Электро-техническая сталь, цена м/п |
|---|---|---|---|---|---|---|---|---|---|
| 0,8 | 10,1 руб. | 8,5 руб. | 28 руб. | 10 руб. | 40 руб. | 4,5 руб. | 22 руб. | ||
| 1 | 4,85 руб. | 10,8 руб. | 8,9 руб. | 31 руб. | 12,5 руб. | 45 руб. | 4,8 руб. | 4,85 руб. | 24 руб. |
| 1,5 | 5,45 руб. | 13,2 руб. | 11,1 руб. | 49 руб. | 19 руб. | 53 руб. | 5,3 руб. | 5,45 руб. | 30 руб. |
| 2 | 8,15 руб. | 15,7 руб. | 13,9 руб. | 62 руб. | 36 руб. | 61 руб. | 8,1 руб. | 8,15 руб. | 36 руб. |
| 2,5 | 14,7 руб. | 18,3 руб. | 71 руб. | 39 руб. | 21,4 руб. | 14,7 руб. | 47 руб. | ||
| 3 | 12,25 руб. | 17,6 руб. | 15,3 руб. | 60 руб. | 42 руб. | 70 руб. | 17 руб. | 12,25 руб. | 56 руб. |
| 4 | 13,3 руб. | 22,1 руб. | 21,1 руб. | 71 руб. | 55 руб. | 85 руб. | 21 руб. | 13,3 руб. | 56 руб. |
| 5 | 14,4 руб. | 27,05 руб. | 30,9 руб. | 117 руб. | 14,4 руб. | 66 руб. | |||
| 6 | 17,6 руб. | 32,8 руб. | 38,8 руб. | 17,6 руб. | 83 руб. | ||||
| 8 | 26,2 руб. | 62,3 руб. | 93,6 руб. | 26,2 руб. | 100 руб. | ||||
| 10 | 32,9 руб. | 86,1 руб. | 155,6 руб. | 32,9 руб. | 140 руб. | ||||
| 12 | 43,1 руб. | 120,2 руб. | 245,1 руб. | 43,1 руб. | 175 руб. | ||||
| 14 | 55,02 руб. | 184,9 руб. | 55,02 руб. | ||||||
| 16 | 59,9 руб. | 214,8 руб. | 59,9 руб. | 330 руб. | |||||
| 18 | 86,4 руб. | 266,2 руб. | 86,4 руб. | ||||||
| 20 | 99,3 руб. | 318,7 руб. | 99,3 руб. | ||||||
| 25 | 127,3 руб. | 127,3 руб. |
Описание оборудования:
Новое оборудование от Amada — это первый станок для волоконной лазерной резки металла с технологией LBC (Locus Beam Control), которая повышает качество и производительность обработки нержавеющей стали и алюминия.
Уникальная технология лазерной резки металла позволяет лучу перемещаться из стороны в сторону по разным траекториям за считанные миллисекунды. Этот режим резки позволяет работать с отличным качеством луча. Таким образом, лазер в AMADA достигает сенсационного значения BPP (произведение параметров луча). Такое качество луча имеет особенное значение для обеспечения высококачественной резки без заусенцев, гладкой резки нержавеющей стали и алюминия.
Лазерной обработке могут подвергаться металлы с разной толщиной и характеристиками:
- конструкционная сталь, низкоуглеродистая сталь (1 мм — 2,5 см)
- алюминий и сплавы (0,8 мм — 2,5 см)
- латунь (0,8 мм — 4 мм)
- нержавеющая сталь (0,8 мм — 2 см);
- электротехническая сталь (0,8 мм — 16 мм);
- медь (0,8 мм — 5 мм)
- титан (0,8 мм — 4 мм)
- оцинкованная сталь (0,8 мм — 4 мм)
Технология LBC обеспечивает беспрецедентно высокую скорость и качество реза - в 3 раза быстрее, чем при использовании обычного волоконного лазера.
Сочетание технологии LBC и генератора высокой яркости установило новый мировой стандарт скорости и качества реза волоконным лазером.
Amada с его специально разработанным модулем 4 кВт генератора и технологией LBC способствует снижению затрат на электроэнергию на 30%.
Преимущества волоконных лазеров AMADA:
- Высококачественная обработка. Способствует улучшенному качеству поверхности и устранению окалины;
- Обеспечивает долгосрочную стабильную обработку металла во время работы автоматизированной системы;
- Превосходное качество луча. Необходимо для обеспечения высококачественной резки без заусенцев, гладкой резки нержавеющей стали и алюминия.
- Автоматизированный процесс;
- Энергоэффективность;
- Оборудование отличается высокой скоростью резки;
- Низкие эксплуатационные расходы.



























.jpeg)
.jpeg)


















Технические возможности оборудования:
Размер листа: 1500х3000 мм.
Максимальная толщина изделия:
Для резки металла лазером требуются чертежи в форматах AutoCad (*.dwg, *.dxf) в масштабе 1:1 в виде замкнутого контура.
Сфера применения
Область применения лазерной резки очень широка. Лазерный раскрой широко применяется:
- Декорирование интерьеров, домов, участков;
- Строительство;
- Машиностроение;
- Рекламная отрасль;
- Производство бытовой техники и пр.
Технология лазерного раскроя
Лазерная резка металла — технология резки и раскроя, использующая лазер высокой мощности. Сфокусированный лазерный луч, обычно управляемый компьютером, обеспечивает высокую концентрацию энергии и позволяет разрезать практически любой металл независимо от их теплофизических свойств.
В процессе резки, под воздействием лазерного луча металл плавится, испаряется или выдувается струей газа. При этом можно получить тонкие узкие резы с минимальной зоной термического влияния.
Лазерная резка металла отличается отсутствием механического воздействия на обрабатываемый материал, возникают минимальные деформации, как временные в процессе резки, так и остаточные после полного остывания. Вследствие этого лазерную резку можно осуществлять с высокой степенью точности с минимальной последнующей обработкой.
Благодаря большой мощности лазерного излучения обеспечивается высокая производительность процесса в сочетании с высоким качеством поверхностей реза. Легкое и сравнительно простое управление лазерным излучением позволяет осуществлять лазерную резку по сложному контуру плоских и объемных деталей и заготовок с высокой степенью автоматизации процесса.
С помощью лазерной резки можно изготавливать составные части изделий машиностроения, приборостроения, электроники, электротехнической промышленности, корпуса приборов, комплектующие для стеллажей, электротехнических шкафов, обшивки, шаблоны, буквы, трафареты, вывески, элементы современного интерьера и торгового оборудования, мебельной фурнитуры и многие другие изделия.
Услуга подходит для резки: черных и нержавеющих, электротехнических сталей, алюминия, латуни, меди, титана, тугоплавких металлов и др.
Кроме лазерной резки металла, мы выполняем: гибку, сварку, продольную и поперечную резку металла, рубку металлических листов и полосы, а также финишную обработку.
В штате нашего предприятия работают высококвалифицированные специалисты, опытные конструктора и технологи , которые окажут помощь и консультацию по услугам, ответят на все вопросы, при необходимости изготовят пробы.
Лазерная резка листовых металлов
Мы выполняем контрактные работы по резке деталей из листового алюминия, различных марок конструкционной и нержавеющей стали, меди и латуни, тугоплавких металлов.
Изготавливаются прецизионные составные части изделий машиностроении, приборостроения, электроники, электротехнической промышленности, корпуса приборов, комплектующие для стеллажей, электротехнических шкафов, обшивки, шаблоны, буквы, трафареты, вывески, элементы современного интерьера и торгового оборудования, мебельной фурнитуры и многие другие изделия.
- Стали до 12-15мм.
- Нержавеющей стали до 8мм.
- Алюминия до 6 мм.
- Латуни до 3 мм, меди до 2 мм.
- Точность изготовления деталей до 0,04 мм.
- Минимальная ширина реза 0,1-0.2мм.
- Минимальный диаметр отверстий от 0,1 мм.
- Максимальный размер обрабатываемого листа - 1500х3000 мм.
Требования к чертежам
Заказы на обработку принимаются в виде чертежей в любом векторном формате.
Мы так же готовы подготовить для вас чертежи по вашим эскизам, ТЗ или описанию.
Написать нам
Цены на услуги
Стоимость услуг зависит от сложности и срочности работы рассчитывается индивидуально для каждого заказа
В штате нашего предприятия работают высококвалифицированные специалисты, опытные конструктора и технологи , которые окажут БЕСПЛАТНЫЕ консультация по услугам, ответят на все Ваши вопросы, при необходимости изготовят пробы.
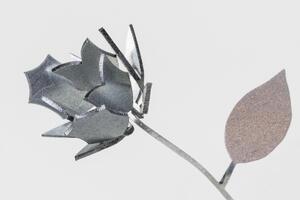
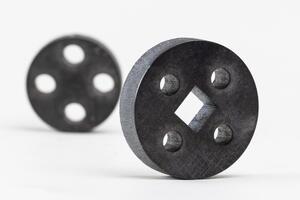
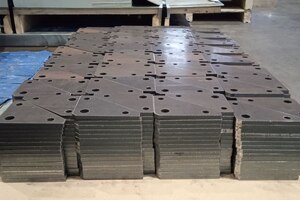
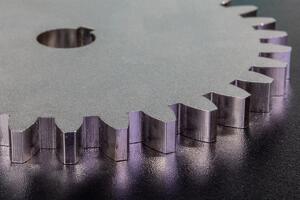
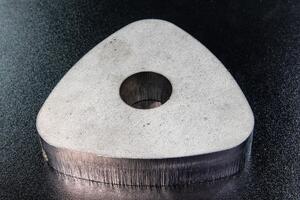
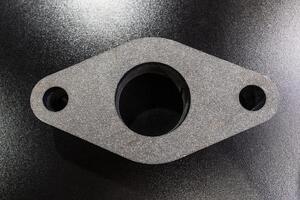
Примеры выполненных работ

Лазерная резка алюминия

Резка декоративных накладок

Лазерная резка латуни

Лазерная резка титана

Лазерная резка вентиляционных решеток (латунь)

Лазерная резка электротехнической стали

Лазерная резка деталей из конструкционной стали

Накладки на радиаторы

Лазерная резка меди

Резка декоративных элементов

Высокоточная резка имплантов
Изготовление декоративных накладок

Резка нержавеющей стали

Резка металла лазером
Резка вентиляционных решеток
резка деталей статоров и роторов
Стоимость услуг по лазерной резке нержавейки
Толщина
Объем
Толщина металла, мм
Цена, руб./ до 100 м
Цена, руб./ 100-500м
Цена, руб./ 500-1000м
Цена,руб./ свыше 3000м
Стоимость услуг по лазерной резке алюминиевых листов
Стоимость услуг по лазерной резке углеродистой стали
Стоимость услуг по лазерной резке латуни
Преимущества лазерной резки
Лазерный луч сфокусированный на поверхность металла в пятно малых размеров вызывает локальный нагрев материала, приводящий к его испарению и плавлению. Образующиеся жидкая и газообразная фазы металла удаляются путем продувки зоны реза ассистирующим газом. При лазерной резке рез получается узким, термическая зона минимальна, воздействие идет только на конкретный участок без нагрева остального объема и нарушения его структуры и свойств.
Применение технологии лазерной резки практически исключает механические повреждения обрабатываемого материала. Деформация материала незначительная, что делает возможной высокоточную обработку легко деформируемых, нежестких материалов. Современное автоматизированное компьютерное управление позволяет получать заготовки и изготавливать детали с контуром высокой степени сложности. В отличие от штамповки и фрезеровки, после лазерной резки отсутствуют микротрещины и остаточная деформация.
На нашем технологическом участке, выполняющем услуги резки металлов в настоящее время используются следующие лазерные машины:
- МЛ4 и МЛ3 на основе твердотельных импульсных лазеров с ламповой накачкой
- Лазерная машина МЛ35 -020 с волоконным лазером мощностью 2000 Вт и размером координатного стола 1500х3000мм.
- Лазерная машина МЛ35-015 Компакт с повышенной точностью, с размером координатного стола 1200х1200мм.
Компания «Лазеры и Технологии» оказывает предприятиям Москвы, области и прилегающих регионов услуги лазерной резки листовых металлов: черных и нержавеющих, электротехнических сталей, алюминия, латуни, меди, титана, тугоплавких металлов и др. Выполняем работы по приемлемой стоимости, в чем вы легко убедитесь, ознакомившись с прайсом на эти и другие услуги. Современное лазерное оборудование позволяет обрабатывать металл с высокой точностью и минимумом отходов.
Технология раскроя
Лазерная резка металлов представляет собой воздействие на материал сфокусированного луча высокой мощности, управляемого компьютером. В зоне воздействия металл плавится, сгорает и испаряется, в результате чего образуется тонкая, ровная линия реза, требующая минимальной последующей обработки. Лазерный раскрой широко применяется в машиностроении, приборостроении, на предприятиях электротехнической и электронной промышленности и в ряде других отраслей. Это оптимальная технология для изготовления из листового металла конструкционных деталей, а также корпусов приборов, шаблонов, трафаретов, элементов рекламных конструкций, интерьерного декора, мебельной фурнитуры, изделий сельскохозяйственной техники и т. д.
Почему за услугой нужно обратиться к нам
- «Лазеры и Технологии» – компания с более чем 20-летним опытом работы, обладающая обширным парком специализированного оборудования. Высококвалифицированные сотрудники эффективно решают задачи любой сложности.
- Мы выполняем не только лазерную резку металлов, но и ряд сопутствующих операций – гибку, сварку, гальваническую антикоррозионную обработку, окрашивание, монтаж дополнительных элементов, нанесение надписей, гравировку и др.
- Изготавливаем крупные партии деталей, мелкосерийные и даже единичные заказы, в зависимости от потребностей вашего предприятия.
- Выполняем, по желанию заказчика, полный цикл работ, от разработки документации до конечной сборки изделия.
- Хорошо знаем специфику выполнения заказов для разных отраслей промышленности в том числе для приборостроения и микроэлектроники.
- Устанавливаем доступные цены за метр реза, а также изготовление единичного изделия.
Позвоните нам или напишите на электронную почту, чтобы получить бесплатную консультацию нашего специалиста, обсудить нюансы обработки и условия выполнения заказа.
Карта сайта ПВЦ «Лазеры и технологии»
Адрес: 124460 Москва, г. Зеленоград, Георгиевский проспект, дом 5 строение 1
Лазерная резка листового металла
Лазерная резка – наиболее эффективная, качественная и высокопроизводительная технология раскроя листового металла. Процесс резки заключается в воздействии на металл сфокусированным лазерным лучом, который быстро нагревает материал в зоне реза, что приводит к его плавлению, а при более высокой температуре – испарению.
- Широкий спектр обрабатываемых материалов: черная, углеродистая, легированная, в том числе, нержавеющая сталь, медь, латунь, бронза, титан, алюминий и, другие металлы и сплавы.
- Гладкие качественные кромки разреза не требуют последующей обработки, что снижает себестоимость готовых изделий или деталей.
- Высокая точность реза (до 0,02 мм).
- Очень высокая скорость обработки тонких листов из стали и твердых сплавов.
- Отсутствие механического контакта с металлом дает возможность резать хрупкие и легко деформирующиеся материалы без риска их повреждения. Тончайший лазерный луч воздействует на металл только в зоне реза, не нагревая остальную поверхность, что позволяет предотвратить деформацию материала.
- Лазерные станки с ЧПУ позволяют вырезать изделия различной конфигурации, в том числе, с острыми углами и криволинейные любой степени сложности, а также изделия нестандартных форм.
- Простота управления станком.
- Отсутствие пыли и производственных отходов.
- Длительный срок службы режущего инструмента и лазерного станка в целом. Лазерный луч не может сломаться или затупиться, что характерно для механических инструментов. Луч не нужно очищать от налипшей стружки, останавливая для этого производственный процесс. Волоконный лазерный источник (самая дорогостоящая часть лазерного станка) служит более 100 000 часов.
Недостатки лазерной резки
- Относительно высокая стоимость лазерных станков по сравнению с плазменной резкой
- Наличие ограничений по толщине листового металла, как правило до 25 мм.
- Неисправная работа оборудования может привести к потере качества: увеличению шероховатости кромок, образованию грата и т.д. Причинами возникновения дефектов могут быть: некачественное сырье, неправильная настройка лазерного станка, технические неисправности оборудования, некорректно составленная управляющая программа или низкая квалификация оператора лазерного станка с ЧПУ.
Методы лазерной резки
Испарение
Этот метод предполагает нагревание металла лазерным лучом до температуры кипения, вследствие чего происходит испарение материала в зоне реза. При этом лазерный источник генерирует очень короткие импульсы и излучает более мощный световой поток по сравнению с непрерывным лазерным излучением. Этот процесс требует значительно больших энергозатрат и большей мощности оборудования по сравнению с резкой методом плавления, так как требуется нагреть металл до более высокой температуры. Например, алюминий плавится при температуре 660 °С, а кипит при 2518,82 °С. Из-за высоких затрат резку методом испарения используют довольно редко, например, для резки листов малой толщины и вырезания тонких деталей.
Плавление
Данный метод позволяет существенно снизить затраты энергии, использовать оборудование меньшей мощности и резать более толстые листы металла.
В процессе резки лазерный луч нагревает материал до температуры плавления, а поток вспомогательного газа (кислород, азот, аргон, воздух) выдувает расплавленный металл из зоны реза, охлаждает кромки срезов, предотвращая их деформацию, а также выполняет другие важные функции, которые зависят от вида используемого газа.
Лазерная резка металла кислородом
При взаимодействии кислорода с нагретым материалом происходит реакция окисления, в процессе которой выделяется много тепла, и значительно повышается температура в зоне обработки. Это дает возможность увеличить скорость обработки и толщину разрезаемого листа. Еще одно преимущество - низкая себестоимость производственной операции по сравнению с другими видами лазерной резки. Для резки с кислородом требуется меньше энергии, чем для резки с инертным газом и резки методом испарения.
Недостаток метода заключается в окислении кромок некоторых разрезаемых материалов. В связи с этим сфера применения метода включает резку черных металлов, нелегированных сталей, черной стали. Цветные металлы, нержавеющая сталь и другие легированные стали окисляются при контакте с кислородом, поэтому данный метод резки для них не подходит.
Лазерная резка металла в инертных газах (азот, аргон)
Эта технология применяется при необходимости предотвратить окисление кромок разрезаемого материала. Инертные газы отсекают от зоны реза атмосферный воздух, содержащий кислород. Таким образом, исключается контакт кромок с кислородом, кромки остаются чистыми, гладкими и не нуждаются в последующей обработке. Скорость резки в инертных газах ниже по сравнению с резкой в кислороде, а стоимость – выше, так как отсутствует окисление, которое является дополнительным источником тепла. Аргон применяют для резки титана, азот – для резки легированных сталей, нержавейки, цветных металлов, а также сплавов.
В России распространены два вида лазерного оборудования: волоконные и газовые (СО2) лазерные станки. Важнейшее отличие между ними заключается в длине волны света, излучаемого лазером. Волоконные лазерные станки имеют длину волны 1064 мкм и очень малый диаметр фокуса, что обеспечивает высокую интенсивность луча (в 100 раз выше, чем у СО2 лазера при одинаковой излучаемой мощности) и высокую интенсивность нагрева материала. Кроме того, металлы, особенно цветные, хорошо поглощают коротковолновое лазерное излучение. В связи с этим для резки металлов наиболее эффективно применять оптоволоконные лазерные станки.
Длина волны у СО2 лазеров составляет 10,6 мкм. Это оборудование предназначено в первую очередь для работы с неметаллическими материалами (древесина, пластмасса, стекло, резина, пластики, керамика и т.д.). Цветные металлы (медь, алюминий, алюминиевые сплавы и т.д.) обладают высокой отражающей способностью для излучения с длиной волны 10,6 мкм. Поэтому СО2 лазерные станки не подходят для обработки этих материалов. Кроме того, газовые лазерные станки отличаются более высоким энергопотреблением, более сложны в обслуживании и имеют более сложную оптическую систему, нуждающуюся в периодической юстировке и диагностике.
Современные лазерные станки оснащены числовым программным управлением (ЧПУ), которое существенно упрощает производственный процесс. Управляющую программу, по которой выполняется резка, загружают в контроллер станка в виде специальных кодов, формирующих траекторию движения луча и другие параметры резки. Автоматизация процесса дает возможность быстро получать крупные партии полностью идентичных деталей любой сложности.
Особенности лазерной резки различных материалов
Металлы обладают различными химическими свойствами и по-разному воспринимают воздействие лазерного излучения. Поэтому лазерное оборудование выбирают и настраивают в зависимости от материалов, которые предстоит резать.
Медь
Медь отличается мягкостью и склонностью к деформации, поэтому при ее резке механическими способами могут возникнуть повреждения и большое количество отходов. Бесконтактное воздействие лазерного луча исключает эти недостатки.
Максимальная толщина листа, возможная для лазерной резки, составляет 8 мм при мощности источника в 6 кВт. Для обработки большей толщины требуется чрезмерно высокая мощность оборудования, что приведет к увеличению энергопотребления и себестоимости. Тонкие медные листы режут в импульсном режиме. Для листов большой толщины применяют режим микроплазменной резки, при котором в зоне реза образуется плазма, нагревающая и расплавляющая материал. Сложность и стоимость резки меди зависят от толщины листа.
Латунь
Латунь представляет собой сплав меди и цинка, который придает материалу твердость, но и добавляет хрупкости. Как и медь, латунь обладает высокими теплопроводностью и коэффициентом отражения, поэтому при лазерной резке латуни следует придерживаться тех же рекомендаций, что и при резке меди.
Алюминий и его сплавы
Алюминий считается сложным для лазерной резки, так как его теплопроводность еще выше, чем у латуни. Для работы с алюминием применяют станки с мощным лазерным излучением. Параметры настройки станка зависят от толщины листа и процента содержания алюминия в материале. Резку проводят на небольших скоростях в целях предотвращения деформации, в качестве вспомогательного газа используют азот. Максимальная толщина реза 12-14 мм при использовании 6 кВт лазерного источника.
Как и другие цветные металлы, алюминий хорошо абсорбирует коротковолновое излучение, поэтому его легче резать на волоконных лазерных станках.
Углеродистая сталь
Для этого материала характерны высокое содержание углерода и отсутствие легирующих добавок. Чем выше процент углерода в составе стали, тем выше ее прочность и твердость. Для резки углеродистой стали используют вспомогательный газ кислород, который обеспечивает увеличение скорости резки и снижение энергозатрат. Если не требуется идеальная гладкость кромок, то в целях экономии кислород можно заменить воздухом, который подходит для резки тонких листов. При резке углеродистой стали на низкой скорости материал нагревается до температуры горения даже вне зоны воздействия лазерного луча. Это приводит к увеличению ширины реза и шероховатости.
Максимальная толщина реза 25 мм при использовании 6 кВт лазерного источника.
Нержавеющая сталь
Для резки этого материала не подходит кислород, так как он окисляет кромки разреза, и сталь перестает быть нержавеющей. В качестве вспомогательного газа следует использовать азот.
Максимальная толщина реза 14-16 мм при использовании 6 кВт лазерного источника.
Титан
Этот прочный и твердый материал нельзя резать ни в кислороде, ни в азоте, так как данные газы поглощаются поверхностью материала, что приводит к образованию хрупкого и ломкого слоя. Для работы с титаном необходимо использовать аргон или гелий. В процессе резки титана может возникнуть сильное свечение, поэтому оператор должен защищать глаза очками с высоким коэффициентом светопоглощения.
Резка листового металла в центре лазерных услуг INLASER.PRO
Центр оказывает услуги по резке металла на современных волоконных лазерных станках с ЧПУ. Мы имеем возможность выполнять заказы любого объема и сложности по приемлемым ценам. Наше оборудование позволяет осуществлять резку следующих материалов при использовании базового 4 кВт лазерного источника:
- нержавеющая сталь толщиной до 14 мм;
- углеродистая сталь до 22 мм;
- алюминий до 12 мм;
- латунь до 6 мм;
- медь до 8 мм.
Мы предоставляем услуги заказчикам из всех регионов Российской Федерации. Для обсуждения условий выполнения заказа свяжитесь с нашими специалистами по электронной почте или телефонам, указанным на сайте.
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
Лазерная резка металла: технологии и принципы работы
Лазерная резка металла признана одной из самых перспективных технологий раскроя листовых материалов, разрезания корпусных заготовок. Преимущества бесконтактного метода в высокой скорости, исключительной точности и образцовом качестве получаемого реза. По окончании кроя детали, полученные из заготовок, не требуют дальнейшей доработки, готовы для последующих операций. Гибкость настроек лазерной резки обуславливает возможность изготовления деталей сложной формы. С помощью этой прогрессивной технологии, в частности, получают:
- комплектующие для сборки узлов машин, механизмов, летательных аппаратов, водных судов;
- детали печных дымоходов, отопительных котлов, емкостей, резервуаров;
- кованые изделия для ворот, калиток, ограждений, в том числе декоративные элементы;
- торговое и промышленное оборудование;
- комплектующие для монтажа стеллажей, изготовления эксклюзивной дизайнерской мебели;
- трафареты, сувенирную продукцию, игрушки;
- вывески, буквы;
- ювелирные изделия, элементы для электроники;
- посуду;
- комплектующие для роботизированной техники.

Из наименования метода понятно, что лазерная резка реализуется посредством применения лазерного луча, получаемого с помощью специального оборудования. Луч фокусируют в определенном месте, где высокоплотная энергия активно разрушает материал. Линия реза плавится, металл при этом сгорает или удаляется газовой струей.
По сути при резке лазером металлический лист (стенка корпусной детали) прожигается насквозь. При этом режущая головка не касается поверхности заготовки, процесс ведется бесконтактно. Технология резки металла лазером одинаково хороша для работы с тонкими стальными листами и тугоплавкими сплавами. Направленным мощным лучом разрезают мягкие и твердые металлы: сталь, медь, алюминий, алюминиевую фольгу, серебро, сплавы, а также и другие материалы, например, стекло, пластик. Мощный поток имеет стабильные задаваемые рабочие параметры, поддерживаемые автоматически. Он не изнашивается, поэтому и рез получается идеально ровным, без сколов, зазубрин и окалины. Кромка не нуждается в шлифовании или другой механической обработке.
Крой с помощью лазерного луча демонстрирует наибольшую эффективность при штучном производстве и выпуске ограниченных партий продукции. Технология не требует предварительной подготовки форм, за счет этого экономична. Способ предпочтителен при работе с металлами с низким показателем теплопроводности. При крое материалов, легко проводящих тепло, может образовывать грат (заусенцы).
Существует два основных вида резки металлов лазерным лучом:
В мировой практике наиболее распространена лазерная резка металла плавлением. Обработка с использованием рабочих газов (кислород, азот, неон, гелий, аргон, их смеси, воздух, инертные газы) определяется как газолазерная резка. Газ, который подбирают, исходя из обрабатываемых материалов, позволяет повысить тепловую мощность на линии реза, уменьшить отражающую силу материала за счет активации окисления. Кроме того, он за счет направленности потока выдувает из области кроя продукты сгорания, металлический мусор и прочие частицы, охлаждает нагреваемую зону.
Наибольшую эффективность демонстрирует кислород, с ним заметно повышается скорость операций, результативность в отношении кроя толстостенных материалов. Азот используется в случаях, когда требуется сохранить структуру металла на кромке. Азот обладает свойством снижать температуру в области резки, сократить толщину окислов. Скорость обработки с применением азота заметно ниже, но в некоторых случаях сохранение структуры металла в месте реза является обязательным условием.
Газолазерная резка не допустима при работе с материалами, чувствительными к перегреву: легированными, цветными металлами. Лазерная обработка не подходит для разделения материалов, склонных к растрескиванию.

При испарении также происходит тепловое воздействие луча, линия реза сначала прогревается до температуры плавления, затем до показателей, при которых начинается кипение, улетучивание. Как уже отмечалось выше, бесконтактная резка металла испарением признана высокозатратной, возможна в отношении листов (заготовок) небольшой толщины.
Для реализации разделения испарением задействуется высокомощное оборудование, для нормального функционирования которого необходимо значительное количество энергии. Высокие затраты не всегда экономически оправданы, процесс фактически невозможно применить в отношении толстолистовых материалов. Метод обработки испарением применяют только для резки тонкостенных заготовок, раскроя листов малой толщины.
Способ сквозного прожигания посредством лазерного луча не нов, его начали использовать еще в 60-х годах прошлого столетия. С того времени технология совершенствовалась, модернизировалось оборудование для ее реализации.
Основные виды оборудования для лазерной резки
Лазерная резка металла осуществляется с помощью высокотехнологичного оборудования, которое принято классифицировать как:
- Газовые установки.
- Комплексы твердотельного типа.
- Газодинамические устройства.
Лазерные станки функционируют непрерывно или импульсно. В состав оборудования входит несколько узлов, каждый из которых отвечает за определенное действие, работает согласованно с остальными.
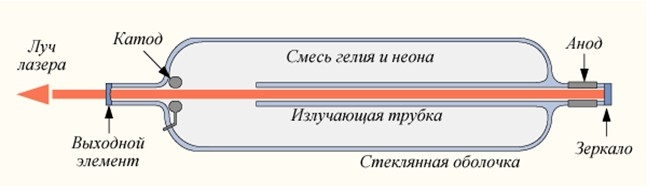
Газовые лазеры
Газовые установки отличаются компактными размерами, демонстрируют высокую мощность, рекомендованы для резки заготовок из сверхпрочных сплавов. Газ (углекислый, азот или гелий) закачивается в газоразрядную камеру, он является активным элементом. Побуждение газа выполняется посредством посыла непрерывных высокочастотных импульсов, под воздействием которых частицы газа дают монохроматическое (электромагнитное с малым разбросом частот) излучение. Наиболее распространены щелевидные газовые лазеры, активным компонентом в которых является углекислый газ. Щелевидные лазеры с поперечной прокачкой выигрывают благодаря компактности, способности вырабатывать высокую мощность, безопасности, удобству и простому управлению.
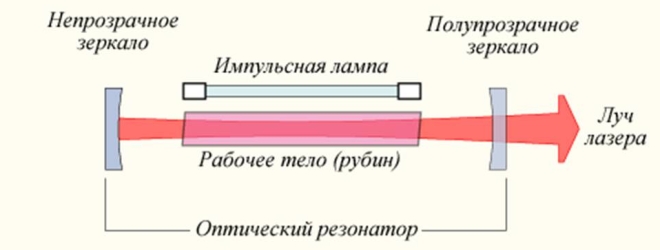
Твердотельные лазеры
Твердотельное оборудование для лазерной резки металла уступает газовым моделям по мощностным параметрам. В целом оно также обладает эксплуатационной простотой. Лазеры такого типа комплектуются твердым стержнем, изготовленным из алюмоиттриевого граната, рубина или неодимового (минерального) стекла. Возбуждение стержня осуществляется за счет непрерывной накачки световым потоком. Фокусирование и усиление излучения происходит системой отражателей, призмами, резонаторами.
Газодинамические лазеры
Газодинамические лазерные комплексы относятся к категории самого дорогостоящего оборудования. Активным веществом в них, как и в газовых, является газ, который предварительно подогревается до высоких температур. После подогрева рабочая смесь направляется в специальное сопло на сверхскорости, а затем охлаждается.
Резка материалов с помощью лазерного луча позволяет получать детали точных размеров, воплощать в реальность сложные в техническом плане задачи по изготовлению ответственных комплектующих, фигурных элементов для декорации. Этот способ обработки металлов имеет массу достоинств, как и у всех остальных технологий, у него есть свои недочеты.
Преимущества и недостатки лазерной резки
К достоинствам лазерной резки металлов принято относить:
- Экономичность: обусловлена оперативностью процесса, высокой производительностью установок, безотходностью, отсутствием необходимости дополнительной обработки деталей.
- Возможность кроя металлических заготовок в широком диапазоне толщин. Например, лазером можно резать нержавейку толщиной до 50 мм, алюминиевые листы толщиной от 0,2 до 20 мм.
- Удобство выпуска ограниченных партий продукции без необходимости подготовки форм, выполнения литья и штамповки.
- Отсутствие механического контакта лазера с обрабатываемой поверхностью: обеспечивает возможность резки тонких и хрупких заготовок без риска их повреждения.
- Высокий уровень промышленной безопасности.

В станках для резки металлических заготовок лазером предусмотрено программное обеспечение, что значительно повышает результативность работы, исключает ошибки. В систему загружаются чертежи требуемого формата, далее программа сама обрабатывает полученные данные и выполняет настройку режимов резки. Это исключает влияние человеческого фактора, гарантирует высокую скорость и точность обработки.
К недостаткам технологии резки с применением лазера принято относить существенные расходы. Метод штамповки деталей, например, более экономичен, чем лазерная резка. Но если в общую стоимость деталей, полученных штампованием, включить сумму затрат на технологическую оснастку, то их цена фактически будет такой же, как если бы их изготавливали с помощью лазерного станка. Кроме того, к недочетам лазерной резки относят ограничения по толщине материалов.
Применение бесконтактной газолазерной резки металлов в промышленном производстве становится все более востребованным. Однако высокотехнологичный метод пока не может полностью заменить устоявшиеся способы обработки металлов резанием. Несмотря на то, что есть реальная перспектива снижения суммы затрат на реализацию лазерной резки, стоимость ее остается достаточно высокой. Таким образом резка материалов лазерным лучом является экономически оправданной при условии рационального ее внедрения, когда традиционные технологии требуют слишком больших трудозатрат и времени или применить их представляется невозможным.
Читайте также: