Лазерная резка металла это
Обновлено: 04.10.2024
В настоящее время лазерная резка является одной из самых современных технологий металлообработки. С помощью нее выполняется раскрой и разрезание листового материала. Мощный лазер продуцирует тончайший световой луч, который локально воздействует на объект. В результате можно добиться высочайшей точности при создании любой, самой необычной формы изделия. Лазерная резка листового металла обладает таким количеством преимуществ среди всех методов металлообработки, что ее популярность вполне обоснована.
Простой принцип лазерной резки металла
Станок для резки листового материала способен создавать концентрацию энергии на поверхности заготовки с плотностью в 108 Вт на 1 см 2 . Такой эффект достигается за счет уникальных свойств луча лазера, а именно:
- Имеет постоянную длину и частоту волны, то есть монохроматичен, что выгодно отличает его от световых волн. Монохроматичность дает возможность фокусировать луч на любой поверхности через обычные оптические линзы.
- Исключительно высокая направленность и малый угол расходимости. Эти свойства луча позволяют выполнять качественную фокусировку.
- Когерентен, то есть большинство волновых процессов внутри луча согласованы между собой, а все вместе значительно повышают суммарную мощность излучения.
При лазерной резке материала зона плавления быстро распространяется вглубь изделия. Это обуславливается высокой теплопроводностью материала. Далее под воздействием лазера температура в зоне резки достигает точки кипения, и начинается испарение материала.

Резка металла лазером может выполняться следующими способами:
Лазерная резка листового металла при помощи испарения выполняется только на очень мощном оборудовании. Соответственно, энергии тратится достаточно много. Прежде чем пользоваться этим методом, необходимо рассчитать его экономическую целесообразность. Кроме того, данный прием не позволяет обрабатывать толстые листовые заготовки. Испарение обрабатываемого металла применяется только для обработки тонкостенных деталей.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Метод плавления металлической заготовки лазером получил более широкое распространение. Его популярность объясняется более высокой продуктивностью при низких энергозатратах. Этот способ позволяет обрабатывать более толстый листовой материал при помощи маломощного оборудования. Безусловно, данный прием нельзя назвать резкой лазером в чистом виде, скорее это газолазерная технология.
Оборудование для лазерной резки листового металла
Приведем основные разновидности оборудования для обработки листового материала лазером:
- Твердотелое оборудование. Устройство этого типа работает при помощи кристалла рубина (алюмоиттриевого граната, неодимового стекла), на который подается поток света под определенным углом. Сфера применения твердотелого оборудования: резка цветных металлов, гравировка, небольшие слесарные работы. В основном такие станки можно встретить в небольших мастерских.
- Газовая установка. Ее работа строится на том, что газ заряжается, проходя через электрическое поле. После этого он способен излучать монохроматический свет. Самыми распространенными моделями являются щелевидные, в которых используется углекислый газ. Это очень простые и мощные установки компактных размеров.
- Газодинамическая установка. Представляет собой мощное и сложное устройство, в котором углекислый газ разогревается до высочайшей температуры (до +3000 °С). После этого он пропускается через узкое сопло и расширяется. Выделяемая энергия при последующем охлаждении помогает сформировать тонкий луч. Это процедура отличается высокой стоимостью в сочетании с отменным качеством полученного изделия.
Резка листового металла с помощью лазерных комплексов
Современные технологии развиваются быстрыми темпами, поэтому сейчас существует много разных видов станков для лазерной резки листового металла.

На смену простым механическим резакам, отличающимся низкой производительностью и чрезмерно шумной работой, пришли многокоординатные аппараты. В зависимости от направления производства и экономических расчетов можно подобрать оптимальный по мощности лазер. Прецизионные обрабатывающие станки с ЧПУ способны выдавать готовую продукцию с точностью до 0,005 мм. При этом зона обработки на некоторых станках может достигать нескольких квадратных метров.
Современное оборудование позволяет значительно снизить воздействие человеческого фактора на производственный процесс. Большинство операций лазерной резки выполняются в автоматическом режиме. Форма и размеры изделия задаются в программном блоке. Он координирует деятельность лазера и рабочего стола, где зафиксирована заготовка. Наилучшее расстояние для эффективного резания устанавливается автоматически, так как станки оснащены системой настройки фокуса.
Рекомендуем статьи по металлообработке
Температура станка регулируется с помощью специальных теплообменников. Оператор в любой момент может проверить контрольные данные текущего состояния агрегата. Для подключения газобаллонного оборудования станок обеспечен системой клапанов. Через них в рабочую зону подается вспомогательный газ. Чтобы снизить нагрузку на вытяжную вентиляцию, современное оборудование имеет систему дымоулавливания. Безопасность обслуживающего персонала обеспечивает защитный кожух, которым закрыта область обработки.
Благодаря современному оборудованию точность лазерной резки листового металла повысилась, а сам процесс значительно упростился. Теперь достаточно правильно задать необходимые числовые параметры и на выходе получить готовую деталь. Отдельные параметры станка и квалификация оператора оказывают значительное влияние на производительность оборудования.
Современная концепция роботизированного производства направлена на освобождение человека от тяжелого труда. Новейшие технологии обработки листового металла при помощи лазера гармонично вписываются в данную идею.
Существует несколько типов лазерных станков. Универсальные стоят гораздо дороже, чем специализированные. На них можно выполнить сразу несколько операций и получить готовое изделие сложной формы. Специализированные станки имеют более узкую направленность. Широкий ассортимент станочного оборудования позволяет найти оптимальное решение для любого потребителя.
Плюсы и минусы лазерной резки листового металла
Обработка листового материала лазером имеет целый ряд преимуществ, выгодно отличающих этот способ от других методов обработки.

Перечислим основные достоинства метода:
- позволяет обрабатывать заготовки разной толщины: лазерная резка алюминия – 0,2–2 см, нержавейки – толщиной до 1,2 см, углеродистой стали – 0,5–2 см, латуни и меди – 0,2–1,5 см;
- ширина реза от 0,1 до 1 мм;
- не возникает непосредственного контакта рабочего инструмента с поверхностью детали, поэтому можно обрабатывать хрупкие и ломкие материалы;
- не требуется дополнительной финишной обработки;
- высокая производительность (особенно при сопоставлении с резкой металла кислородом);
- управлять оборудованием достаточно просто и легко (достаточно загрузить чертеж изделия в блок управления);
- резка тонколистового проката выполняется с высокой скоростью;
- возможна резка материала под углом и в различных направлениях;
- резка в небольших количествах экономически более выгодна, чем использование операций штамповки и литья;
- позволяет достичь точного реза с ровными краями, вследствие чего деталь можно сразу отправлять на другой участок обработки;
- можно изготавливать изделия сложных форм;
- компактное расположение деталей на листе раскроя позволяет значительно экономить материал.

Недостатками лазерной резки листового металла можно считать следующие факторы:
- высокая стоимость;
- резка бронзы, алюминия, легированной стали и латуни отличается низкой продуктивностью;
- не позволяет обрабатывать заготовки любой толщины;
- могут возникать сложности с последующей операцией – гибкой, если при резке возникало подкаливание материала.
Особенности лазерной резки определенных металлов и сплавов
Чистый титан прекрасно поддается резке лазером. Чтобы повысить скорость работы, можно использовать кислород. Негативной стороной этого способа является аккумулирование оксидного слоя по линии реза. Хотя при помощи кислородной струи этот слой легко удаляется.
Высокая теплопроводность алюминия и значительный коэффициент отражения от длины волны придают свои особенности процессу обработки. Для работы с алюминием лучше использовать лазер мощностью более 500 Ватт с точной фокусировкой луча. Вспомогательный газ будет способствовать удалению расплавленного материала из области реза. Соответственно, качество лазерной резки листового металла будет более высокое, чем у ленточной пилы.
Обработка медных и латунных листовых заготовок будет протекать аналогично работе с алюминием. Это объясняется тем, что данные материалы схожи по многим параметрам. Их небольшим отличием является то, что медь и латунь способны поглощать небольшое количество энергии.
Инструментальная листовая сталь прекрасно поддается лазерной резке. Ее свойства во многом похожи на характеристики легированной.
Лазерная резка листового металла пользуется особой популярностью в связи с тем, что растет потребность клиентов в различных деталях из нержавеющей стали. При использовании луча лазера зону термического влияния можно существенно минимизировать, что позволяет сохранять определенные свойства материала, включая устойчивость к коррозии. Из-за того, что нержавеющая сталь не способна взаимодействовать с кислородом, скорость резки может снижаться.
Лазерной резке поддаются практически все виды сталей. Если говорить об отдельных разновидностях, то, например, хромомолибденовая и хромоникелевомолибденовая сталь показывают максимальную точность реза и отсутствие каких-либо шероховатостей.
От чего зависит цена лазерной резки листового металла
Разберем подробнее, какие параметры оказывают влияние на стоимость лазерной резки листового металла:
- Сложность задачи. В зависимости от особенностей фигурных элементов может значительно изменяться цена резки металла лазером. Например, стандартная прямая резка листового металла не вызовет таких затрат, как лазерный раскрой и перфорация форм повышенной сложности по индивидуальному проекту.

- Применяемая технология. Гораздо больше стоят работы, которые необходимо выполнять на сложном автоматизированном оборудовании с применением новейших методов и сложнейшего программного обеспечения процесса лазерной резки листового металла.
- Параметры заготовки. Стоимость резки зависит от толщины и размера листового металла, который необходимо обработать. Эти параметры могут значительно затруднять процесс резки, поскольку на крупных заготовках сложнее точно позиционировать режущий инструмент.
Несмотря на высокую стоимость лазерной резки листового металла, она пользуется популярностью, потому что позволяет добиваться хороших результатов. Кроме того, многие компании делают скидки в зависимости от объема работ.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Принцип лазерной резки
Основное назначение лазерной резки – раскрой листовых материалов, преимущественно металлов. Ее главное достоинство заключается в возможности изготовления деталей, имеющих сложные контуры. В этой статье мы расскажем о том, каков основной принцип лазерной резки .
Основной принцип лазерной резки
Лазерный луч (так называемый лазер) – это когерентное монохроматическое вынужденное излучение узкой направленности, инициатором которого в активной среде выступает внешний энергетический фактор (электрический, оптический, химический и т. д.). В основе этого физического явления лежит способность веществ излучать волны определенной длины.
Фотонное излучение происходит в момент столкновения атома с другим когерентным (идентичным) фотоном, который не поглощается в процессе. Фотоны, которые при этом становятся «лишними», и образуют лазерный луч.

Принцип лазерной резки заключается в том, что излучение оказывает тепловое воздействие на обрабатываемые материалы. В процессе обработки происходит нагревание металла до температуры плавления, а затем до температуры кипения, достигнув которой материал начинает испаряться. В связи с высокой энергозатратностью, такая обработка подходит для металлов небольшой толщины.
Работа с относительно толстыми листами выполняется при температуре плавления. Для облегчения процесса применяют подаваемый в зону обработки газ. Чаще всего пользуются азотом, гелием, аргоном, кислородом или воздухом. Задача газа заключается в удалении из области резки расплавленного материала и продуктов сгорания, поддержании горения металла и охлаждении прилегающих зон. Самым эффективным газом, используемым в процессе обработки, является кислород, позволяющий повысить скорость и глубину реза.
Благодаря высокой концентрации энергии лазерный луч проникает в материал обрабатываемой детали. За счет его воздействия в зоне резки происходит расплавление, испарение, воспламенение или другие процессы, меняющие структуру металла и вызывающие его исчезновение.
Лазерная резка схожа с обычной механической, но вместо режущего инструмента используется луч лазера, а также нет отходов, которые при механической обработке представляют собой металлическую стружку, а при работе с лазером они просто испаряются.
Срез металла при лазерной обработке очень тонкий, к тому же сама область реза очень мала (включая минимальную деформацию и температурную нагрузку на прилегающие зоны). Благодаря этим особенностям резка лазером является наиболее высококачественным способом обработки металлов. К тому же принцип лазерной резки позволяет использовать ее в работе практически с любыми материалами, независимо от конструкционных особенностей, формы и размера (включая бумагу, резину, полиэтилен и др., которые в силу мягкости или малой толщины не могут быть обработаны фрезой).
Прежде чем перейти к описанию принципа лазерной резки, поговорим об установках для работы с лазером, состоящих из трех основных частей:
- Рабочей (активной) среды, создающей лазерное излучение.
- Источника энергии (системы накачки), благодаря которому возникает электромагнитное излучение.
- Оптического резонатора, представляющего собой систему зеркал, которые усиливают излучение.
Возникновение лазерного луча можно описать следующим образом – за счет источника энергии активная среда (к примеру, рубиновый кристалл) из внешней среды получает фотоны, имеющие определенной энергию. Проникая в активную среду, фотоны вырывают из ее атомов аналогичные частицы, однако сами в процессе не поглощаются.
Активная среда дополнительно насыщается за счет действия оптического резонатора (например, двух параллельно расположенных зеркал), благодаря чему имеющие одинаковую энергию фотоны многократно сталкиваются с атомами, тем самым порождая новые фотоны. Одно из зеркал оптического резонатора делают полупрозрачным, позволяющим пропускать фотоны в направлении оптической оси (в виде узконаправленного луча).

Лазерная резка металлов обладает следующими преимуществами:
- Поскольку режущий элемент не вступает в механический контакт с разрезаемой поверхностью, возможно обрабатывать легкодеформируемые или хрупкие материалы.
- Принцип лазерной резки позволяет работать с металлами, имеющими различную толщину. У стальных заготовок она может варьироваться от 0,2 до 30 мм, у алюминиевых сплавов – от 0,2 до 20 мм, у медных и латунных деталей – от 0,2 до 15 мм.
- Лазерная резка отличается высокой скоростью.
- Этот способ позволяет работать с заготовками, имеющими любую конфигурацию.
- Благодаря лазерной резке детали имеют чистые кромки, а отходы практически отсутствуют.
- Резка отличается высокой точностью – до 0,1 мм.
- Плотная раскладка заготовок на листе обеспечивает более экономичный расход листового металла.
Этот способ обработки имеет и определенные недостатки, в первую очередь речь идет о высоком потреблении энергии, а также об использовании дорогостоящего оборудования.
Какие лазеры используют для резки
Линейка лазерных установок достаточно велика. В основе классификации обычно лежит вид активной среды (лазеры могут быть твердотельными, газовыми, полупроводниковыми), тип подачи энергии (импульсные установки или имеющие постоянную мощность), размеры оборудования, мощность излучения, назначение и т. п.

Выбирая подходящий вид лазерной резки следует исходить из типа материала, который необходимо обработать. При помощи углекислотных лазеров можно выполнять многочисленные операции (резку, гравировку, сварку) с различными материалами (металлами, резиной, пластиком, стеклом).
При необходимости раскроя листов латуни, меди, серебра, алюминия лучшим выбором станет твердотельная волоконная установка. С ее помощью обрабатывают только металлы.
В зависимости от типа рабочей среды существует следующая классификация лазеров:
Основной элемент твердотельных лазерных установок – осветительная камера, в которой расположены источник энергии и твердое рабочее тело. В качестве источника энергии выступает мощная газоразрядная лампа-вспышка. Рабочее тело представляет собой стержень, выполненный из неодимового стекла, рубина или алюмоиттриевого граната, легированный неодимом или иттербием.
С обоих торцов стержня размещены зеркала, одно из которых является отражающим, второе – полупрозрачным. Рабочее тело создает лазерный луч, который, многократно отражаясь и при этом усиливаясь, проходит сквозь полупрозрачное зеркало.
Волоконные установки также входят в число твердотельных. В качестве источника энергии в таком оборудовании выступает полупроводник, а для усиления излучения используется стекловолокно.
Чтобы понять принцип лазерной резки и работы установки в целом, обратимся к оборудованию, в котором рабочая среда представлена гранатовым стержнем, в качестве легирующего материала выступает неодим. Ионы неодима играют роль активных центров. За счет поглощения излучения газоразрядной лампы они возбуждаются, то есть получают излишнюю энергию.
При возвращении ионов в первоначальное состояние происходит отдача ими фотонной энергии, т. е. электромагнитного излучения (света). За счет фотонов в обычное состояние переходят и другие возбужденные ионы. Этот процесс носит лавинообразный характер. Благодаря зеркалам лазерный луч движется в заданном направлении. Отражаясь, фотоны много раз возвращаются в рабочее тело и вызывают образование новых фотонов, усиливая тем самым излучение. Отличительными чертами луча являются его узкая направленность и значительная концентрация энергии.
В качестве рабочего тела таких установок выступает углекислый газ в чистом виде либо в смеси с азотом и гелием. Посредством насоса газ поступает в газоразрядную трубку. Для возбуждения используются электрические разряды. Усилению отражения также способствуют зеркала – отражающее и полупрозрачное. В соответствии с конструктивными особенностями установки могут иметь продольную и поперечную прокачку или быть щелевыми.
Какие параметры нужно учитывать при лазерной резке металлов
Лазерная резка подходит для работы не только с металлами, но и с резиной, линолеумом, фанерой, полипропиленом, искусственным камнем и стеклом. Обработка лазером применяется в приборо-, судо- и автомобилестроении, для создания элементов электротехнических устройств, сельскохозяйственных машин. Используя принцип лазерного раскроя, изготавливают жетоны, трафареты, указатели, декоративные элементы интерьера и пр.

Принцип лазерной резки зависит от многих параметров. Необходимо учитывать, с какой скоростью выполняется обработка, лазер какой мощности при этом используется, какова его плотность, фокусное расстояние, также учету подлежат диаметр луча и состав излучения, а также марка и вид обрабатываемого материала. Например, скорость резки низкоуглеродистых сталей примерно на 30 % выше, чем при работе с нержавейкой. Снижению скорости практически в два раза способствует замена кислорода обычным воздухом. Лазер мощностью 1 кВт разрезает алюминий со скоростью примерно 12 м/с, титан – 9 м/с (при использовании кислорода в качестве активной среды).
Разберем принцип лазерной резки на следующем примере. За основу берем мощность лазера 1 кВт, в качестве активной среды выступает кислород, подаваемый в рабочую область под давлением 0,5 МПа, диаметр луча равен 0,2 мм.
Технология лазерной резки металла
Лазерная резка металла — это процесс нагревания и разрушения металла при помощи лазерного луча. Международное название технологии — Laser Beam Cutting (LBC).
На сегодняшний день существует 3 основных способа работы лазера по металлу:

- Плавление — наиболее распространенный способ, который подходит для большого количества материалов. Луч лазера разогревает поверхность металла до температуры плавления, которая различается у видов сырья. При правильно подобранном режиме металл расплавляется только по срезу, целостность кромок сохраняется. В зону обработки бьет поток сжатого газа, который выдувает расплавленный металл, охлаждает края, предотвращает плавление и деформации на срезах. Например, присутствие кислорода при резке нержавеющей стали или алюминия грозит окислением места среза, поэтому поверхность обдувается азотом. Алгоритм движения составлен на базе информации о материале (толщине, температуре плавления) и заложен в программное обеспечение, которое управляет действиями оборудования. Эта технология отличается высокой точность, скоростью и экономичностью.
- Горение — способ лазерной резки металла, который оптимизирует обработку черных металлов, но не подходит для цветных металлов и стали с высоким содержанием легирующих элементов. Воздействие кислорода дает в несколько раз больше тепловой энергии, чем работа лазера. Себестоимость процесса и время обработки уменьшаются. Методика имеет недостаток — горят кромки некоторых материалов. Затраты на постобработку срезов могут превысить экономию непосредственно резки. Выбор технологии лазерной резки “горение” определяет материал. Например, черная сталь в процессе обработки не образует оксидов или позволяет легко удалить их. Сплавы алюминия и нержавеющая сталь при контакте с O₂ окисляются, поэтому при раскрое этих материалов поступление кислорода отсекают струей азота.
- Испарение — используется редко, востребован только при резке тонкостенных изделий или листов малой толщины. Луч работает не сплошной струей, а короткими импульсами, рассчитанными на то, чтобы расплавить и испарить металл, не задев ничего вокруг, например, подложку (в изделиях). Воздушный напор удаляет технический мусор из рабочей области. Эта методика требует значительно большего нагрева материала. Например, алюминий плавится при 660 ํС, а закипает при 2 519 ํС. Соответственно, нужно почти в четыре раза больше энергии. Процесс более затратный, поэтому оправдан только в случаях, где не справляются другие технологии.
Таким образом, лазерная резка методом плавления — оптимальное соотношение цены и качества для большинства материалов.
Оборудование для лазерной резки
Устройства классифицируют по разным параметрам. По типу рабочей среды — источника лазерного излучения — выделяют три вида приборов:
- Твердотельные системы. В осветительном модуле располагается твердое рабочее тело и газоразрядная лампа высокой мощности. Рабочим телом может служить стержень из рубина, неодимового стекла и других материалов. Края стержня оснащены зеркалами: полупрозрачным и отражающим. Луч лазера, созданный рабочим телом, набирает мощность, благодаря множественным отражениям и выходит наружу через полупрозрачное зеркало.
- Газовые устройства. В них работает CO₂ (отдельно или в комплексе с гелием и азотом). Углекислый газ активизируют электроразряды. Для увеличения мощности также используют систему зеркал.
- Газодинамические приборы обладают самой высокой мощностью. Активным веществом тоже является оксид углерода (CO₂), разогретый до температуры в диапазоне от 726 до 2726 °С. Он активизируется при помощи дополнительного лазерного луча небольшой мощности. Проходя через специальное сопло, газ меняет состояние и становится источником излучения. Этот вид оборудования самый дорогостоящий.
Выбор вида лазерной резки зависит от материала, который необходимо обработать.

ЧПУ, использующие углекислый газ, отлично справляются со сваркой, раскроем, гравировкой металла, стекла, пластика и другого сырья. Оборудование твердотельного типа эффективно для резки алюминия, меди, серебра, латуни. Не работают с неметаллическими материалами.
Качество лазерной резки. От чего оно зависит?

Под качеством лазерной резки обычно понимают точность, качество реза (минимальную шероховатость, прямые стенки), скорость предоставления услуг.
Результат работ зависит от многих составляющих:
- Типа и размеров детали;
- Правильной настройки оборудования для лазерной резки;
- Технического состояния ЧПУ-станка;
- Качества разработки макета.
Чтобы получить нужный результат, необходимо учесть все эти параметры. При соблюдении правил использования, лазерные резаки обеспечивают точность до 0,1 мм.
Скорость резки обусловлена мощностью оборудования, толщиной и теплопроводностью обрабатываемого материала. Чем выше показатель, тем быстрее отводится тепло с рабочего участка, соответственно требуется больше энергии. Например мощности лазера в 600 Ватт достаточно для резки титана или черных металлов, но мало для меди или алюминия.
Особенности резки отдельных металлов

Индивидуальные свойства материалов требуют применения различных технологий лазерной резки. Сплавы и цветные металлы обрабатывают на станках мощностью не ниже 1 кВт, для работы с черными металлами будет достаточно мощности от 0,5 кВт.
Раскрой высокоуглеродистых сталей осуществляется в основном по газолазерной технологии с применением кислорода. Благодаря сильной тепловой реакции в зоне воздействия лазера, увеличивается скорость обработки металлического листа.
Этот метод дает высокое качество реза. Для фигурной резки, например, заготовок с острыми углами или отверстиями, в комплексе с лазерным лучом используют инертный газ.
При обработке изделий или листов из нержавеющей стали, используют азот, который транспортируют в рабочую область под давлением до двадцати атмосфер. Учитывая высокую прочность сырья, лазерная резка — практически единственный метод качественной обработки нержавеющей и оцинкованной стали.
Работа с цветными металлами требует аппаратов больше мощности, например твердотельного типа.
Для взаимодействия с латунью, алюминием и сплавами с его содержанием используют инертный газ под давлением до десяти атмосфер. Кромки получаются хорошего качество, возможно небольшое образование грата, который легко удалить.
Медь обладает высокими теплопроводными свойствами. Оптимальная толщина листов для раскроя лазером не больше 0,5 мм. Большая толщина требует значительных расходов, что не является экономически целесообразным.
Альтернатива лазерной резке металла
В современной металлообработке эффективно используют четыре технологии резки металла:
- Лазерная;
- Плазменная;
- Газовая;
- Гидроабразивная.
Каждый способ имеет свои преимущества и недостатки по отношению к различным видам материалов.
Плазменная резка металла
Плазменная резка — технология раскроя металла, при которой в качестве режущего инструмента выступает струя плазмы. К преимуществам относится возможность работы с любыми сырьем: цветными, тугоплавкими и другими сложными металлами. Еще один плюс технологии — создание резы любой формы, в том числе сложной геометрической.
Плазменная резка немного проигрывает лазерной в качестве кромок, соответственно и в точности. При лазерной обработке кромки имеют большую степень соответствия по перпендикулярности.
Для материалов толще 6 мм плазменный метод занимает меньше времени и затрат энергии по сравнению с лазерным. Однако при работе с тонкими материалами и изготовлении деталей сложной геометрии использование лазера эффективнее ввиду большей точности и максимального соответствия техническому заданию.

Газовая резка металла
Суть процесса газовой резки заключается в следующем: газ ацителен или пропан разогревает материал обработки до 1000-1200⁰С, затем подключается кислород, который загорается при контакте с раскаленным металлом и режет его. Технология подходит для материалов, температура горения которых ниже, чем плавления: для сталей с низким и средним содержанием легирующих элементов. Преимущества метода в невысокой стоимости, простоте, мобильности оборудования. Однако он подходит не для всех материалов, точность резки значительно уступает лазерной и плазменной.

Гидроабразизная резка металла
Рабочим инструментом при гидроабразивной резке выступает смесь воды с абразивными частицами (зерна карбида кремния, электрокорунда, других твердых веществ, гранатовый песок). Вода поступает в режущую головку под давлением до 6000 атмосфер, оттуда она со скоростью около 1000 м/сек (и выше) вырывается в камеру, где смешивается с абразивом. Смешанная струя разрушает целостность металла и смывает отрезанные частицы. Важная особенность гидроабразивной резки состоит в том, что обрабатываемые поверхности практически не нагреваются, что дает методу массу неоспоримых преимуществ.
Технология имеет ряд плюсов:
- Работа с любыми материалами;
- Высокое качество реза благодаря отсутствию пригорания и плавления поверхности;
- Возможность обработки термочувствительного сырья;
- Отсутствие вредных выделений в рабочем процессе;
- Пожаробезопасность работ.
К недостаткам можно отнести более низкую скорость в сравнении с плазменной и лазерной обработкой, высокую стоимость оборудования и себестоимость процесса.

Из рассмотренных вариантов лазерная резка — наиболее универсальный инструмент. Кроме непосредственного раскроя устройства используют для лазерной гравировки металла, маркировки, разметки и прочих операций.
Практическое применение технологии лазерной резки
Производство изделий при помощи лазерного оборудование состоит из нескольких этапов:
- Формирование идеи продукта.
- Разработка художественного эскиза.
- Создание технического макета модели.
- Изготовление тестовой детали на ЧПУ-станке.
- Контроль параметров и доработки в случае необходимости.
- Запуск серийного производства.
Созданию технического макета нужно уделить особое внимание, так как от его точности будет зависеть качество готового изделия.

Станки используют форматы программ AutoCAD, CorelDraw, поэтому чертежи для лазерной гравировки или резки должны быть выполнены в этих программах.
Требования к макетам для лазерной резки
- Масштаб чертежа 1:1.
- Замкнутые внешние и внутренние контуры.
- CIRCLE, LINE, ARC — команды для создания контуров.
- Команды ELLIPSE, SPLINE не поддерживаются.
- При наложении линий друг на друга лазерный резак будет проходить по одной и той же траектории несколько раз.
- В чертеже для лазерной резки должно быть указано количество деталей и рабочий материал.
- Вся информация о чертеже должна быть размещена в одном файле.
Ценообразование в услугах лазерной резки металлов
Цена услуг зависит от ряда составляющих и меняется в зависимости от технического задания.
Что влияет на стоимость услуг лазерной резки металла
- Вид металла. Например, резка черных металлов, стали и нержавейки стоит в 2-3 раза дешевле резки меди, латуни, титана, алюминия и его сплавов.
- Толщина листа. Чем больше толщина, тем выше цена. Нестандартные технические задания рассчитываются индивидуально.
- Сложные формы деталей. Чем больше требуется резов для достижения результата, тем выше цена.
Эти и ряд других параметров, которые оговариваются с заказчиком, формируют стоимость лазерной резки и гравировки.
О компании
Адрес: Санкт-Петербург, Петровский пр., д.20 литер Я (около д. 20 литер В)
Режим работы:
Понедельник - пятница
10:00 - 18:00
Полезные статьи
Работаем по всей России
Высокоточное производство
Пользовательское соглашение
Технология лазерной резки металла – оборудование, особенности, видео
Лазерная резка, или LBC (Laser Beam Cutting), как она обозначается во всем мире, – это процесс, при котором материал в зоне реза нагревается, а затем разрушается при помощи лазера.

Промышленная резка металла с помощью лазера
Сущность лазерной резки металла
Лазерная резка металла, как понятно из ее названия, выполняется при помощи луча лазера, получаемого при помощи специальной установки. Свойства такого луча позволяют фокусировать его на поверхности небольшой площади, создавая при этом энергию, характеризующуюся высокой плотностью. Это приводит к тому, что любой материал начинает активно разрушаться (плавиться, сгорать, испаряться и т.д.).
Станок лазерной резки металла, к примеру, позволяет концентрировать на поверхности обрабатываемого изделия энергию, плотность которой составляет 10 8 Ватт на один квадратный сантиметр. Для того чтобы понять, как удается добиться такого эффекта, необходимо разобраться, какими свойствами обладает лазерный луч:
- Лазерный луч, в отличие от световых волн, характеризуется постоянством длины и частоты волны (монохроматичность), что и позволяет легко фокусировать его на любой поверхности при помощи обычных оптических линз.
- Исключительно высокая направленность лазерного луча и небольшой угол его расходимости. Благодаря такому свойству на оборудовании для лазерной резки можно получить луч, отличающийся высокой фокусировкой.
- Лазерный луч обладает еще одним очень важным свойством – когерентностью. Это значит, что множество волновых процессов, протекающих в таком луче, полностью согласованы и находятся в резонансе друг с другом, что в разы увеличивает суммарную мощность излучения.
Процессы, происходящие при резке металла с использованием лазера, хорошо заметны на приведенных в статье видео. При воздействии луча на поверхность металла происходит быстрое нагревание и последующее расплавление подвергаемой обработке площади.
Быстрому распространению зоны плавления вглубь обрабатываемого изделия способствуют несколько факторов, в том числе и теплопроводность самого материала. Дальнейшее воздействие лазерного луча на поверхность изделия приводит к тому, что температура в зоне контакта доходит до точки кипения и обрабатываемый материал начинает испаряться.
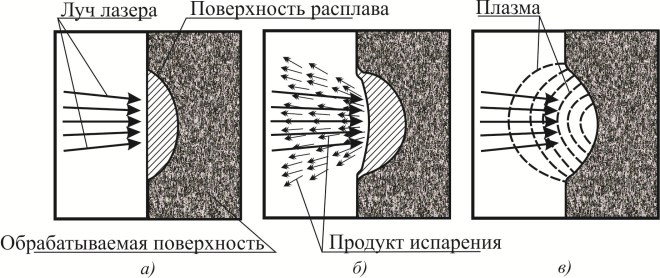
Процесс лазерной резки в схематичной форме
Лазерную резку металла может выполняться двумя способами:
- плавлением металла;
- испарением обрабатываемого металла.
Для того чтобы выполнить резку металла методом испарения, требуется большая мощность оборудования и, как следствие, значительные энергозатраты, что не всегда целесообразно с экономической точки зрения. Ограничивают использование такого метода и строгие требования к толщине обрабатываемых изделий. Именно поэтому данный метод используют только для резки тонкостенных деталей.
Значительно большее распространение получила лазерная резка металла методом плавления. В последнее время лазерную резку методом плавления все чаще проводят с использованием газов (кислород, азот, воздух, инертные газы), которые с помощью специальных установок вдувают в зону реза (видео этого процесса можно легко найти в Сети).
Такая технология позволяет снизить энергозатраты, повысить скорость работы, использовать оборудование небольшой мощности для резки металла большой толщины. Конечно, это нельзя считать лазерной резкой в чистом виде, правильнее будет называть его газолазерной технологией.

Лазерная резка стали 10мм
Использование кислорода в качестве вспомогательного газа при выполнении лазерной резки позволяет одновременно решить такие важные задачи, как:
- активизация процесса окисления металла (это позволяет снизить его отражающую способность);
- повышение тепловой мощности в зоне реза (поскольку металл в среде кислорода горит более активно);
- выдувание из зоны реза мелких частиц металла и продуктов сгорания кислородом, подаваемым под определенным давлением (это облегчает приток газа в зону обработки).
Преимущества и недостатки лазерной резки
Лазерная резка металлических изделий имеет целый ряд весомых преимуществ по сравнению с другими способами резки. Из многочисленных достоинств данной технологии стоит обязательно отметить следующие.
- Диапазон толщины изделий, которые можно успешно подвергать резке, достаточно широк: сталь – от 0,2 до 20 мм, медь и латунь – от 0,2 до 15 мм, сплавы на основе алюминия – от 0,2 до 20 мм, нержавеющая сталь – до 50 мм.
- При использовании лазерных аппаратов исключается необходимость механического контакта с обрабатываемой деталью. Это позволяет обрабатывать таким методом резки легко деформирующиеся и хрупкие детали, не переживая за то, что они будут повреждены.
- Получить при помощи лазерной резки изделие требуемой конфигурации просто, для этого достаточно загрузить в блок управления лазерного аппарата чертеж, выполненный в специальной программе. Все остальное с минимальной степенью погрешности (точность до 0,1 мм) выполнит оборудование, оснащенное компьютерной системой управления.
- Аппараты для выполнения лазерной резки способны с большой скоростью обрабатывать тонкие листы из стали, а также изделия из твердых сплавов.
- Лазерная резка металла способна полностью заменить дорогостоящие технологические операции литья и штамповки, что целесообразно в тех случаях, когда необходимо изготовить небольшие партии продукции.
- Можно значительно снизить себестоимость продукции, что обеспечивается за счет более высокой скорости и производительности процесса резки, снижения объема отходов, отсутствия необходимости в дальнейшей механической обработке.

Резка фанеры лазером
Наряду с высокой мощностью устройства для лазерной резки обладают исключительной универсальностью, что дает возможность решать с их помощью задачи любой степени сложности. В то же время для лазерной резки металла характерны и некоторые недостатки.
- Из-за высокой мощности и значительного энергопотребления оборудования для лазерной резки себестоимость изделий, изготовленных с его применением, выше, чем при их производстве методом штамповки. Однако это можно отнести лишь к тем ситуациям, когда в себестоимость штампованной детали не включена стоимость изготовления технологической оснастки.
- Существуют определенные ограничения по толщине детали, подвергаемой резке.
Виды оборудования для лазерной резки
Оборудование для лазерной резки металла делится на три основных типа.
Газовые установки для лазерной резки
Газы в таких установках, использующиеся в качестве рабочего тела, могут прокачиваться по продольной или поперечной схеме. Принцип работы таких лазеров заключается в возбуждении атомов газа под действием электрического разряда, вследствие чего частицы начинают излучать монохроматический свет. Большое распространение в современной промышленности нашли щелевидные установки, работающие на углекислом газе. Они достаточно компактные, при этом мощные и отличаются простотой в эксплуатации (в Интернете достаточно много видео, на которых показана работа таких установок).
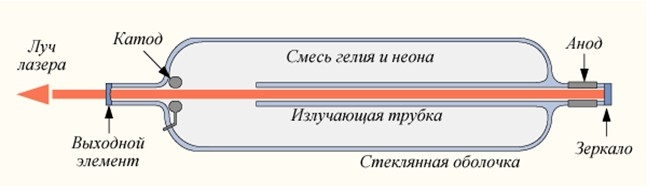
Принцип действия газового лазера
Конструкция такого оборудования состоит из двух основных элементов: лампы накачки и рабочего тела, в качестве которого чаще всего используется стержень из искусственного рубина. В состав последнего также включен неодим иттриевого граната. Лампа накачки в таких аппаратах необходима для того, чтобы передать на рабочее тело требуемое излучение. Чаще всего такие установки для лазерной резки работают в импульсном режиме, но есть и модели, функционирующие непрерывно.
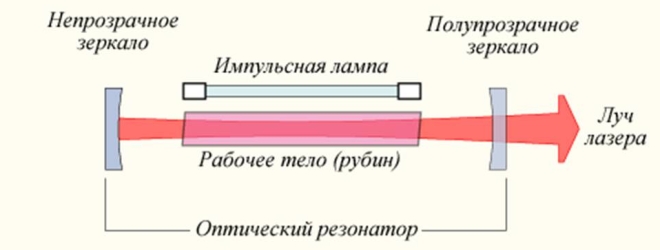
Принцип действия рубинового лазера
В газодинамических установках рабочий газ предварительно нагревается до 2–3 тысяч градусов, затем на высокой скорости (выше скорости звука) пропускается через специальное сопло, а после этого охлаждается. Такое оборудование является очень дорогостоящим, как и сам процесс формирования лазерного луча, поэтому его использование очень ограничено.
Если посмотреть видео работы лазерной установки, то очень сложно определить, к какой группе она относится. Для этого необходимо получить представление об устройстве такого оборудования.
Любое оборудование для выполнения лазерной резки, к какой бы группе оно ни принадлежало, содержит следующие элементы:
Лазерная резка металла: что это, виды, плюсы и минусы

Лазерная резка металла (перейти к услуге) — процедура раскроя и разрезания металла и труб высокомощным лазером.
Представляет из себя следующий процесс: лазерный луч, заранее запрограммированный, воздействует на материал в определённой точке. В этой точке металл расправляется из-за интенсивности лазерного луча; в зависимости от технологии материал на воздействуемом участке может испаряться, воспламеняться и выдуваться газовой струёй.
Из-за высокой концентрированности и тонкости луча разрезы получаются сравнительно небольшими и аккуратными. Механической металлообработки в процессе лазерной резки металла не предполагается, поэтому материал получает минимальные деформации на местах срезов. Именно поэтому лазер пользуется такой популярностью в промышленной обработке металла и производстве заготовок под детали: это быстро, чисто и качественно.
Виды лазерных установок и лазерной резки
Технически все лазерные устройства обладают одинаковым набором частей:
- источником энергии,
- создающим излучение рабочим телом,
- набором зеркал — оптическим резонатором.
Однако различаются типы используемого лазера: он может быть твердотельным, газовым и сверхмощным газодинамическим, который обычно применяется не в промышленности для раскроя металла и труб, а в научных разработках. Для производства характерны твердотельные модели, в которых используются либо рубины, либо специальное стекло с присадками.
Разделяют и типы лазерной резки труб и металла:
- лазерно-кислородная, в ходе которой в качестве рабочей среды используется кислород. Кислород взаимодействует с расплавленным металлом, образуя окислы, которые выдуваются из зоны плавления газовой струёй,
- LASOX, кислородная резка (перейти к услуге) с поддержкой лазерным лучом, когда сначала обрабатываемая поверхность накаляется до 1000°С, а затем на неё воздействует струя кислорода. Подходит для толстых заготовок, при этом края реза получаются очень плавными,
- в инертном газе, когда нужно избежать характерного для первого типа окисления. Например, такой тип подходит для алюминия, нержавеющей стали, титана и сплавов. Однако поверхность не нагревается, поэтому порезать таким образом толстые заготовки сложно,
- испарительная резка — достаточно малоэффективная процедура, но подходящая для обработки микрочипов и прочих нежных деталей, поскольку практически не разогревает поверхность.
Преимущества и недостатки лазерной резки металла
- Универсальность. Использование лазерного станка с ЧПУ позволяет обрабатывать любые металлы очень разной толщины. Например, наши мощности позволяют брать в работу алюминий и нержавейку толщиной от 2 до 15 мм, мягкоуглеродистую сталь от 5 до 25 мм, медь, латунь и гальванизированный металл от 1 до 8 мм.
- Подойдёт для хрупких заготовок. Лазерная резка исключает механическую обработку с высоким уровнем «травматичности», поэтому раскраивать и резать на станке можно даже хрупкие заготовки.
- Высокая скорость.
- Возможность использовать лазерную резку вместо литья и штамповки, а также снижение их себестоимости из-за низкого количества отходов производства.
- Высокая точность, в том числе реализуемая благодаря использованию станков с ЧПУ.
- Сравнительно высокая стоимость из-за использования большого количества энергии, однако стоимость выравнивается благодаря скорости, удешевлению себестоимости заготовок и высокой точности.
- Фиксированная толщина металла, который может разрезать лазер: в среднем до 20 мм, иногда чуть толще для некоторых видов материалов.
Недостатки есть у любого способа обработки металлов, однако лазерная всё ещё является одной из самых универсальных, быстрых, выгодных и доступных в ценовом ключе.
МОП «Комплекс 1» осуществляет резку металла (перейти к услуге) с использованием высокотехнологичного турецкого волоконного лазерного станка Ermaksan Fibermak Momentum Gen-2 мощность 3 кВт, который великолепно режет латунь, алюминий, медь, нержавеющую и мягкоуглеродистую сталь, а также гальванизированный металл различной толщины.
Читайте также: