Лазерная резка металла статьи
Обновлено: 18.05.2024
Лазерная резка – наиболее эффективная, качественная и высокопроизводительная технология раскроя листового металла. Процесс резки заключается в воздействии на металл сфокусированным лазерным лучом, который быстро нагревает материал в зоне реза, что приводит к его плавлению, а при более высокой температуре – испарению.
Преимущества лазерной резки
- Широкий спектр обрабатываемых материалов: черная, углеродистая, легированная, в том числе, нержавеющая сталь, медь, латунь, бронза, титан, алюминий и, другие металлы и сплавы.
- Гладкие качественные кромки разреза не требуют последующей обработки, что снижает себестоимость готовых изделий или деталей.
- Высокая точность реза (до 0,02 мм).
- Очень высокая скорость обработки тонких листов из стали и твердых сплавов.
- Отсутствие механического контакта с металлом дает возможность резать хрупкие и легко деформирующиеся материалы без риска их повреждения. Тончайший лазерный луч воздействует на металл только в зоне реза, не нагревая остальную поверхность, что позволяет предотвратить деформацию материала.
- Лазерные станки с ЧПУ позволяют вырезать изделия различной конфигурации, в том числе, с острыми углами и криволинейные любой степени сложности, а также изделия нестандартных форм.
- Простота управления станком.
- Отсутствие пыли и производственных отходов.
- Длительный срок службы режущего инструмента и лазерного станка в целом. Лазерный луч не может сломаться или затупиться, что характерно для механических инструментов. Луч не нужно очищать от налипшей стружки, останавливая для этого производственный процесс. Волоконный лазерный источник (самая дорогостоящая часть лазерного станка) служит более 100 000 часов.
Недостатки лазерной резки
- Относительно высокая стоимость лазерных станков по сравнению с плазменной резкой
- Наличие ограничений по толщине листового металла, как правило до 25 мм.
- Неисправная работа оборудования может привести к потере качества: увеличению шероховатости кромок, образованию грата и т.д. Причинами возникновения дефектов могут быть: некачественное сырье, неправильная настройка лазерного станка, технические неисправности оборудования, некорректно составленная управляющая программа или низкая квалификация оператора лазерного станка с ЧПУ.
Методы лазерной резки
Испарение
Этот метод предполагает нагревание металла лазерным лучом до температуры кипения, вследствие чего происходит испарение материала в зоне реза. При этом лазерный источник генерирует очень короткие импульсы и излучает более мощный световой поток по сравнению с непрерывным лазерным излучением. Этот процесс требует значительно больших энергозатрат и большей мощности оборудования по сравнению с резкой методом плавления, так как требуется нагреть металл до более высокой температуры. Например, алюминий плавится при температуре 660 °С, а кипит при 2518,82 °С. Из-за высоких затрат резку методом испарения используют довольно редко, например, для резки листов малой толщины и вырезания тонких деталей.
Плавление
Данный метод позволяет существенно снизить затраты энергии, использовать оборудование меньшей мощности и резать более толстые листы металла.
В процессе резки лазерный луч нагревает материал до температуры плавления, а поток вспомогательного газа (кислород, азот, аргон, воздух) выдувает расплавленный металл из зоны реза, охлаждает кромки срезов, предотвращая их деформацию, а также выполняет другие важные функции, которые зависят от вида используемого газа.
Лазерная резка металла кислородом
При взаимодействии кислорода с нагретым материалом происходит реакция окисления, в процессе которой выделяется много тепла, и значительно повышается температура в зоне обработки. Это дает возможность увеличить скорость обработки и толщину разрезаемого листа. Еще одно преимущество - низкая себестоимость производственной операции по сравнению с другими видами лазерной резки. Для резки с кислородом требуется меньше энергии, чем для резки с инертным газом и резки методом испарения.
Недостаток метода заключается в окислении кромок некоторых разрезаемых материалов. В связи с этим сфера применения метода включает резку черных металлов, нелегированных сталей, черной стали. Цветные металлы, нержавеющая сталь и другие легированные стали окисляются при контакте с кислородом, поэтому данный метод резки для них не подходит.
Лазерная резка металла в инертных газах (азот, аргон)
Эта технология применяется при необходимости предотвратить окисление кромок разрезаемого материала. Инертные газы отсекают от зоны реза атмосферный воздух, содержащий кислород. Таким образом, исключается контакт кромок с кислородом, кромки остаются чистыми, гладкими и не нуждаются в последующей обработке. Скорость резки в инертных газах ниже по сравнению с резкой в кислороде, а стоимость – выше, так как отсутствует окисление, которое является дополнительным источником тепла. Аргон применяют для резки титана, азот – для резки легированных сталей, нержавейки, цветных металлов, а также сплавов.
В России распространены два вида лазерного оборудования: волоконные и газовые (СО2) лазерные станки. Важнейшее отличие между ними заключается в длине волны света, излучаемого лазером. Волоконные лазерные станки имеют длину волны 1064 мкм и очень малый диаметр фокуса, что обеспечивает высокую интенсивность луча (в 100 раз выше, чем у СО2 лазера при одинаковой излучаемой мощности) и высокую интенсивность нагрева материала. Кроме того, металлы, особенно цветные, хорошо поглощают коротковолновое лазерное излучение. В связи с этим для резки металлов наиболее эффективно применять оптоволоконные лазерные станки.
Длина волны у СО2 лазеров составляет 10,6 мкм. Это оборудование предназначено в первую очередь для работы с неметаллическими материалами (древесина, пластмасса, стекло, резина, пластики, керамика и т.д.). Цветные металлы (медь, алюминий, алюминиевые сплавы и т.д.) обладают высокой отражающей способностью для излучения с длиной волны 10,6 мкм. Поэтому СО2 лазерные станки не подходят для обработки этих материалов. Кроме того, газовые лазерные станки отличаются более высоким энергопотреблением, более сложны в обслуживании и имеют более сложную оптическую систему, нуждающуюся в периодической юстировке и диагностике.
Современные лазерные станки оснащены числовым программным управлением (ЧПУ), которое существенно упрощает производственный процесс. Управляющую программу, по которой выполняется резка, загружают в контроллер станка в виде специальных кодов, формирующих траекторию движения луча и другие параметры резки. Автоматизация процесса дает возможность быстро получать крупные партии полностью идентичных деталей любой сложности.
Особенности лазерной резки различных материалов
Металлы обладают различными химическими свойствами и по-разному воспринимают воздействие лазерного излучения. Поэтому лазерное оборудование выбирают и настраивают в зависимости от материалов, которые предстоит резать.
Медь
Медь отличается мягкостью и склонностью к деформации, поэтому при ее резке механическими способами могут возникнуть повреждения и большое количество отходов. Бесконтактное воздействие лазерного луча исключает эти недостатки.
Максимальная толщина листа, возможная для лазерной резки, составляет 8 мм при мощности источника в 6 кВт. Для обработки большей толщины требуется чрезмерно высокая мощность оборудования, что приведет к увеличению энергопотребления и себестоимости. Тонкие медные листы режут в импульсном режиме. Для листов большой толщины применяют режим микроплазменной резки, при котором в зоне реза образуется плазма, нагревающая и расплавляющая материал. Сложность и стоимость резки меди зависят от толщины листа.
Латунь
Латунь представляет собой сплав меди и цинка, который придает материалу твердость, но и добавляет хрупкости. Как и медь, латунь обладает высокими теплопроводностью и коэффициентом отражения, поэтому при лазерной резке латуни следует придерживаться тех же рекомендаций, что и при резке меди.
Алюминий и его сплавы
Алюминий считается сложным для лазерной резки, так как его теплопроводность еще выше, чем у латуни. Для работы с алюминием применяют станки с мощным лазерным излучением. Параметры настройки станка зависят от толщины листа и процента содержания алюминия в материале. Резку проводят на небольших скоростях в целях предотвращения деформации, в качестве вспомогательного газа используют азот. Максимальная толщина реза 12-14 мм при использовании 6 кВт лазерного источника.
Как и другие цветные металлы, алюминий хорошо абсорбирует коротковолновое излучение, поэтому его легче резать на волоконных лазерных станках.
Углеродистая сталь
Для этого материала характерны высокое содержание углерода и отсутствие легирующих добавок. Чем выше процент углерода в составе стали, тем выше ее прочность и твердость. Для резки углеродистой стали используют вспомогательный газ кислород, который обеспечивает увеличение скорости резки и снижение энергозатрат. Если не требуется идеальная гладкость кромок, то в целях экономии кислород можно заменить воздухом, который подходит для резки тонких листов. При резке углеродистой стали на низкой скорости материал нагревается до температуры горения даже вне зоны воздействия лазерного луча. Это приводит к увеличению ширины реза и шероховатости.
Максимальная толщина реза 25 мм при использовании 6 кВт лазерного источника.
Нержавеющая сталь
Для резки этого материала не подходит кислород, так как он окисляет кромки разреза, и сталь перестает быть нержавеющей. В качестве вспомогательного газа следует использовать азот.
Максимальная толщина реза 14-16 мм при использовании 6 кВт лазерного источника.
Титан
Этот прочный и твердый материал нельзя резать ни в кислороде, ни в азоте, так как данные газы поглощаются поверхностью материала, что приводит к образованию хрупкого и ломкого слоя. Для работы с титаном необходимо использовать аргон или гелий. В процессе резки титана может возникнуть сильное свечение, поэтому оператор должен защищать глаза очками с высоким коэффициентом светопоглощения.
Резка листового металла в центре лазерных услуг INLASER.PRO
Центр оказывает услуги по резке металла на современных волоконных лазерных станках с ЧПУ. Мы имеем возможность выполнять заказы любого объема и сложности по приемлемым ценам. Наше оборудование позволяет осуществлять резку следующих материалов при использовании базового 4 кВт лазерного источника:
- нержавеющая сталь толщиной до 14 мм;
- углеродистая сталь до 22 мм;
- алюминий до 12 мм;
- латунь до 6 мм;
- медь до 8 мм.
Мы предоставляем услуги заказчикам из всех регионов Российской Федерации. Для обсуждения условий выполнения заказа свяжитесь с нашими специалистами по электронной почте или телефонам, указанным на сайте.
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
Принцип лазерной резки
Основное назначение лазерной резки – раскрой листовых материалов, преимущественно металлов. Ее главное достоинство заключается в возможности изготовления деталей, имеющих сложные контуры. В этой статье мы расскажем о том, каков основной принцип лазерной резки .
Основной принцип лазерной резки
Лазерный луч (так называемый лазер) – это когерентное монохроматическое вынужденное излучение узкой направленности, инициатором которого в активной среде выступает внешний энергетический фактор (электрический, оптический, химический и т. д.). В основе этого физического явления лежит способность веществ излучать волны определенной длины.
Фотонное излучение происходит в момент столкновения атома с другим когерентным (идентичным) фотоном, который не поглощается в процессе. Фотоны, которые при этом становятся «лишними», и образуют лазерный луч.

Принцип лазерной резки заключается в том, что излучение оказывает тепловое воздействие на обрабатываемые материалы. В процессе обработки происходит нагревание металла до температуры плавления, а затем до температуры кипения, достигнув которой материал начинает испаряться. В связи с высокой энергозатратностью, такая обработка подходит для металлов небольшой толщины.
Работа с относительно толстыми листами выполняется при температуре плавления. Для облегчения процесса применяют подаваемый в зону обработки газ. Чаще всего пользуются азотом, гелием, аргоном, кислородом или воздухом. Задача газа заключается в удалении из области резки расплавленного материала и продуктов сгорания, поддержании горения металла и охлаждении прилегающих зон. Самым эффективным газом, используемым в процессе обработки, является кислород, позволяющий повысить скорость и глубину реза.
Благодаря высокой концентрации энергии лазерный луч проникает в материал обрабатываемой детали. За счет его воздействия в зоне резки происходит расплавление, испарение, воспламенение или другие процессы, меняющие структуру металла и вызывающие его исчезновение.
Лазерная резка схожа с обычной механической, но вместо режущего инструмента используется луч лазера, а также нет отходов, которые при механической обработке представляют собой металлическую стружку, а при работе с лазером они просто испаряются.
Срез металла при лазерной обработке очень тонкий, к тому же сама область реза очень мала (включая минимальную деформацию и температурную нагрузку на прилегающие зоны). Благодаря этим особенностям резка лазером является наиболее высококачественным способом обработки металлов. К тому же принцип лазерной резки позволяет использовать ее в работе практически с любыми материалами, независимо от конструкционных особенностей, формы и размера (включая бумагу, резину, полиэтилен и др., которые в силу мягкости или малой толщины не могут быть обработаны фрезой).
Прежде чем перейти к описанию принципа лазерной резки, поговорим об установках для работы с лазером, состоящих из трех основных частей:
- Рабочей (активной) среды, создающей лазерное излучение.
- Источника энергии (системы накачки), благодаря которому возникает электромагнитное излучение.
- Оптического резонатора, представляющего собой систему зеркал, которые усиливают излучение.
Возникновение лазерного луча можно описать следующим образом – за счет источника энергии активная среда (к примеру, рубиновый кристалл) из внешней среды получает фотоны, имеющие определенной энергию. Проникая в активную среду, фотоны вырывают из ее атомов аналогичные частицы, однако сами в процессе не поглощаются.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Активная среда дополнительно насыщается за счет действия оптического резонатора (например, двух параллельно расположенных зеркал), благодаря чему имеющие одинаковую энергию фотоны многократно сталкиваются с атомами, тем самым порождая новые фотоны. Одно из зеркал оптического резонатора делают полупрозрачным, позволяющим пропускать фотоны в направлении оптической оси (в виде узконаправленного луча).

Лазерная резка металлов обладает следующими преимуществами:
- Поскольку режущий элемент не вступает в механический контакт с разрезаемой поверхностью, возможно обрабатывать легкодеформируемые или хрупкие материалы.
- Принцип лазерной резки позволяет работать с металлами, имеющими различную толщину. У стальных заготовок она может варьироваться от 0,2 до 30 мм, у алюминиевых сплавов – от 0,2 до 20 мм, у медных и латунных деталей – от 0,2 до 15 мм.
- Лазерная резка отличается высокой скоростью.
- Этот способ позволяет работать с заготовками, имеющими любую конфигурацию.
- Благодаря лазерной резке детали имеют чистые кромки, а отходы практически отсутствуют.
- Резка отличается высокой точностью – до 0,1 мм.
- Плотная раскладка заготовок на листе обеспечивает более экономичный расход листового металла.
Этот способ обработки имеет и определенные недостатки, в первую очередь речь идет о высоком потреблении энергии, а также об использовании дорогостоящего оборудования.
Какие лазеры используют для резки
Линейка лазерных установок достаточно велика. В основе классификации обычно лежит вид активной среды (лазеры могут быть твердотельными, газовыми, полупроводниковыми), тип подачи энергии (импульсные установки или имеющие постоянную мощность), размеры оборудования, мощность излучения, назначение и т. п.

Выбирая подходящий вид лазерной резки следует исходить из типа материала, который необходимо обработать. При помощи углекислотных лазеров можно выполнять многочисленные операции (резку, гравировку, сварку) с различными материалами (металлами, резиной, пластиком, стеклом).
При необходимости раскроя листов латуни, меди, серебра, алюминия лучшим выбором станет твердотельная волоконная установка. С ее помощью обрабатывают только металлы.
В зависимости от типа рабочей среды существует следующая классификация лазеров:
Основной элемент твердотельных лазерных установок – осветительная камера, в которой расположены источник энергии и твердое рабочее тело. В качестве источника энергии выступает мощная газоразрядная лампа-вспышка. Рабочее тело представляет собой стержень, выполненный из неодимового стекла, рубина или алюмоиттриевого граната, легированный неодимом или иттербием.
С обоих торцов стержня размещены зеркала, одно из которых является отражающим, второе – полупрозрачным. Рабочее тело создает лазерный луч, который, многократно отражаясь и при этом усиливаясь, проходит сквозь полупрозрачное зеркало.
Рекомендуем статьи по металлообработке
Волоконные установки также входят в число твердотельных. В качестве источника энергии в таком оборудовании выступает полупроводник, а для усиления излучения используется стекловолокно.
Чтобы понять принцип лазерной резки и работы установки в целом, обратимся к оборудованию, в котором рабочая среда представлена гранатовым стержнем, в качестве легирующего материала выступает неодим. Ионы неодима играют роль активных центров. За счет поглощения излучения газоразрядной лампы они возбуждаются, то есть получают излишнюю энергию.
При возвращении ионов в первоначальное состояние происходит отдача ими фотонной энергии, т. е. электромагнитного излучения (света). За счет фотонов в обычное состояние переходят и другие возбужденные ионы. Этот процесс носит лавинообразный характер. Благодаря зеркалам лазерный луч движется в заданном направлении. Отражаясь, фотоны много раз возвращаются в рабочее тело и вызывают образование новых фотонов, усиливая тем самым излучение. Отличительными чертами луча являются его узкая направленность и значительная концентрация энергии.
В качестве рабочего тела таких установок выступает углекислый газ в чистом виде либо в смеси с азотом и гелием. Посредством насоса газ поступает в газоразрядную трубку. Для возбуждения используются электрические разряды. Усилению отражения также способствуют зеркала – отражающее и полупрозрачное. В соответствии с конструктивными особенностями установки могут иметь продольную и поперечную прокачку или быть щелевыми.
Какие параметры нужно учитывать при лазерной резке металлов
Лазерная резка подходит для работы не только с металлами, но и с резиной, линолеумом, фанерой, полипропиленом, искусственным камнем и стеклом. Обработка лазером применяется в приборо-, судо- и автомобилестроении, для создания элементов электротехнических устройств, сельскохозяйственных машин. Используя принцип лазерного раскроя, изготавливают жетоны, трафареты, указатели, декоративные элементы интерьера и пр.

Принцип лазерной резки зависит от многих параметров. Необходимо учитывать, с какой скоростью выполняется обработка, лазер какой мощности при этом используется, какова его плотность, фокусное расстояние, также учету подлежат диаметр луча и состав излучения, а также марка и вид обрабатываемого материала. Например, скорость резки низкоуглеродистых сталей примерно на 30 % выше, чем при работе с нержавейкой. Снижению скорости практически в два раза способствует замена кислорода обычным воздухом. Лазер мощностью 1 кВт разрезает алюминий со скоростью примерно 12 м/с, титан – 9 м/с (при использовании кислорода в качестве активной среды).
Разберем принцип лазерной резки на следующем примере. За основу берем мощность лазера 1 кВт, в качестве активной среды выступает кислород, подаваемый в рабочую область под давлением 0,5 МПа, диаметр луча равен 0,2 мм.
Как резать лазером медь и другие светоотражающие металлы?

Лазерная резка низкоуглеродистой и нержавеющей стали имеет долгую историю и является одним из применений CO2-лазеров. Однако CO2-лазеры традиционно не являются хорошим решением для резки материалов с высокой отражательной способностью.
Длина волны излучения волоконных лазеров составляет около 1,07 мкм, по сравнению с 10,6 мкм у традиционных альтернатив CO2. Лазерный свет с длиной волны 1,07 мкм не только меньше отражается и, следовательно, легче поглощается, но и более короткая длина волны может быть сфокусирована в пятно, диаметр которого составляет примерно 1/10 диаметра луча CO2. Это обеспечивает значительно более высокую плотность мощности, что облегчает проникновение в металл. При таких высоких уровнях плотности мощности металлы, такие как медь и латунь, быстро проходят через фазовый переход в расплавленное состояние, поэтому лазерный луч быстро преодолевает барьер отражения таких металлов для начала эффективного процесса резки. Резка таких металлов оказалась сложной при использовании CO2-лазеров.
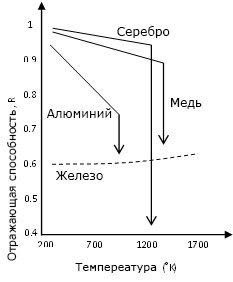
Какие металлы отражают при лазерной резке?
Медь, латунь, бронза, серебро, золото и алюминий в твердом состоянии хорошо отражают инфракрасный свет. Алюминий, однако, не считается отражающим металлом для практических целей резки волоконным лазером .
Почему лазерная резка латуни и меди настолько сложна?
- Низкое поглощение инфракрасного лазерного излучения затрудняет резку этих металлов;
- Медь и латунь (медно-цинковый сплав) являются хорошими отражателями (и, следовательно, плохими поглотителями) инфракрасного (ИК) лазерного света, особенно в твердом состоянии;
- Чистая медь в твердом состоянии отражает> 95% ближнего ИК-излучения (длина волны ~ 1 мкм);
- Отражательная способность меди и других отражающих металлов уменьшается, когда металл нагревается, и резко падает, когда материал плавится (например, до
Распространенные проблемы при лазерной резке отражающих металлов
При оптимальном выборе лазера, оптики и процесса резки лазерный луч быстро расплавляет поверхность отражающих материалов, затем взаимодействует с более поглощающим расплавленным металлом и инициирует эффективный, стабильный процесс резки. Неправильный выбор лазерной/оптической установки или использование неоптимальных параметров процесса может привести к чрезмерному сближению лазера с твердым металлом и, следовательно, к чрезмерному количеству отраженного света. Слишком большое отражение, в свою очередь, приводит к неэффективности процесса резки и потенциальному повреждению оптики.
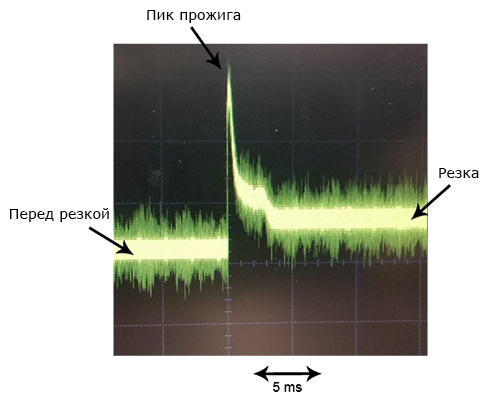
Критической стадией при резке отражающего металла является начало процесса, особенно стадия прожигания, когда лазер взаимодействует с твердым металлом. После создания разреза лазерный луч в основном взаимодействует с расплавленным материалом.
Какие факторы важны для успешной резки меди и латуни с помощью волоконного лазера?
Следующие параметры процесса важны для резки меди и латуни с помощью волоконных лазеров:
Скорость резки
Отступите от максимальной скорости подачи, которую может поддерживать процесс, примерно на 10 - 15%, чтобы избежать риска того, что резка погаснет, тем самым применяя высокий уровень энергии луча к материалу в его наиболее отражающем состоянии. Если вы сомневаетесь, начните с более медленной скорости, чем та, которую может выдержать процесс. Перед перемещением луча для начала резки дайте время выдержки, чтобы убедиться, что отверстие пробито насквозь.
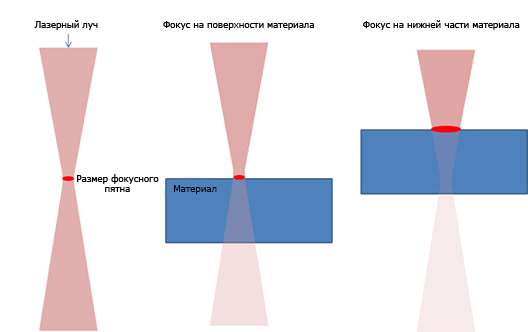
Фокусное положение
Как для прожига, так и для резки, установите положение фокуса как можно ближе к верхней поверхности, насколько позволяет качество резки. Это сводит к минимуму количество поверхностного материала, который взаимодействует с лучом в начале процесса, тем самым максимизируя плотность мощности луча, что приводит к более быстрому плавлению.
| Толщина меди | 1 мм | 1,5 мм | 2 мм | 3 мм | 4 мм | 6 мм |
| Минимальная пиковая мощность, необходимая | 1000 Вт | 1000 Вт | 1500 Вт | 2000 Вт | 3000 Вт | 4000 Вт |
Настройка мощности
Использование максимальной пиковой мощности, доступной для прожига и резки, сокращает время, в течение которого материал находится в наиболее отражающем состоянии. Приведенную выше диаграмму можно использовать в качестве консервативного руководства для начала разработки процесса.
Режущий газ
При прожиге и резке меди в качестве режущего газа обычно используется кислород под высоким давлением (100-300 фунтов на квадратный дюйм в зависимости от толщины) для повышения надежности процесса. Когда используется кислород, образование оксида меди на поверхности снижает отражательную способность. Для латуни подойдет азотный газ для резки.
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!
Важные факторы связанные с лазерной резкой [Часть 1]

Лазерная резка - это процесс резки лазерным лучом с помощью которого можно разрезать металлическое и неметаллическое сырье различной толщины. При соприкосновении лазерного луча с заготовкой, материал нагревается до такой степени, что плавится или испаряется.
Процесс лазерной резки тесно связан со следующими факторами:
- Режим работы лазера;
- Мощность лазера;
- Положение фокуса лазера;
- Высота сопла;
- Диаметр сопла;
- Вспомогательный газ;
- Чистота вспомогательного газа;
- Расход вспомогательного газа;
- Давление вспомогательного газа;
- Скорость резки;
- Материал подвергающийся резке;
- Качество поверхности материала (ржавчина, посторонние предметы и т.д.).
Параметры процесса, связанного с лазерной резкой, показаны на рисунке ниже.
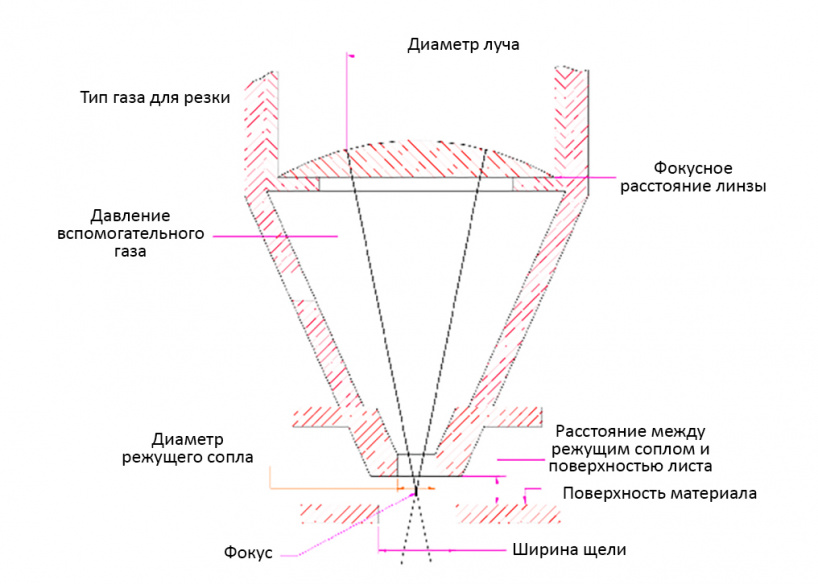
Рис. 1 Параметры процесса резания
I. Режим лазера
Режим лазера оказывает большое влияние на резку, и при резке необходимо использовать режим, позволяющий достигнуть поверхности стального листа и качественную линзу внешнего оптического тракта. При поперечным режиме лазера происходит распределение интенсивности света по поперечному сечению лазерного луча. Поперечный режим обычно рассматривается как стандартный режим лазера.
Для обозначения различных поперечных режимов используется символ TEMmn. TEM означает поперечную электромагнитную волну. M и N - целые положительные числа. Они представляют собой порядковые номера точек с нулевой интенсивностью света в направлениях оси x и оси Y соответственно, что называется порядковым номером режима. На следующем рисунке показаны схемы нескольких различных поперечных режимов лазерного луча. Режим TEM00 также называется основным режимом, и интенсивность любого пятна в нем не равна нулю. Если в направлении X есть пятно с нулевой интенсивностью, оно называется режимом TEM10; Если в направлении Y есть точка с нулевой интенсивностью света, это называется режимом TEM01. По аналогии, чем больше порядковые номера режимов M и N, тем больше точек с нулевой интенсивностью света в пятне. Лазерные лучи с различными поперечными режимами называются многомодовыми.
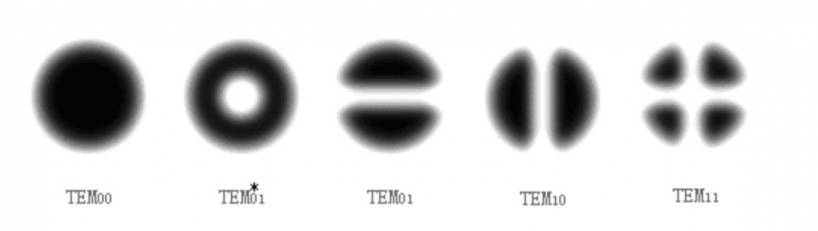
Рис. 2 Режим лазера
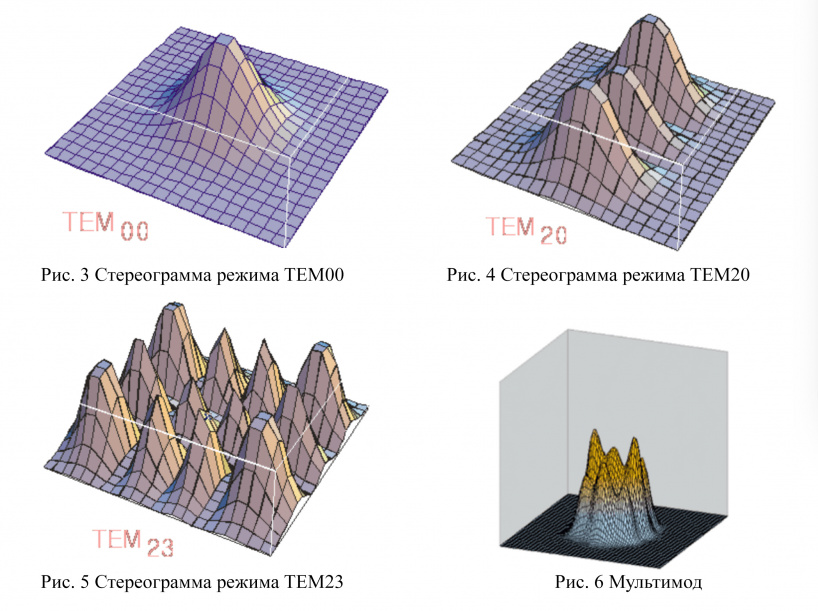
На рисунке выше режим TEM00 называется фундаментальным режимом. Режим TEM* 01 - это однокольцевой режим, также называемый квазифундаментальным режимом. Чтобы отличить его от TEM01, добавляется звездочка *. На самом деле, режим TEM01 и режим TEM10 можно рассматривать как один и тот же режим, поскольку оси X и Y изначально искусственно разделены. Стереограммы нескольких режимов показаны ниже.
II. Фокусное положение
Положение фокуса является ключевым параметром, поэтому крайне важно настроить его правильно.
1. Взаимосвязь между положением фокуса и поверхностью резания
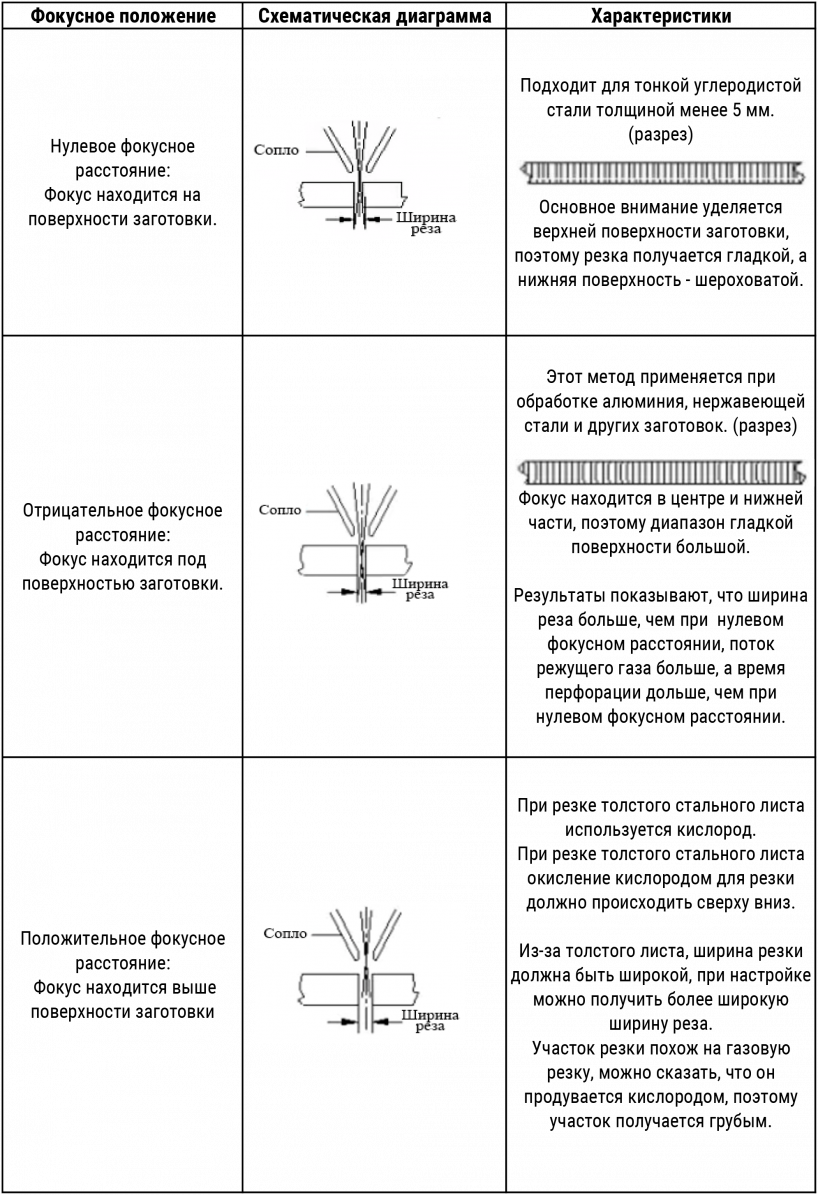
2. Влияние положения фокуса на сечение реза

3. Настройка фокуса
Отрегулировав фокусное расстояние, необходимо проверить размер проколотых отверстий. Положение с наименьшим отверстием является фокусом. Наилучший фокус для резки определяется в соответствии с процессом резки после определения фокуса.
III. Сопло
Форма сопла, диаметр сопла, высота сопла (расстояние между выходным отверстием сопла и поверхностью заготовки) влияют на эффект резки.
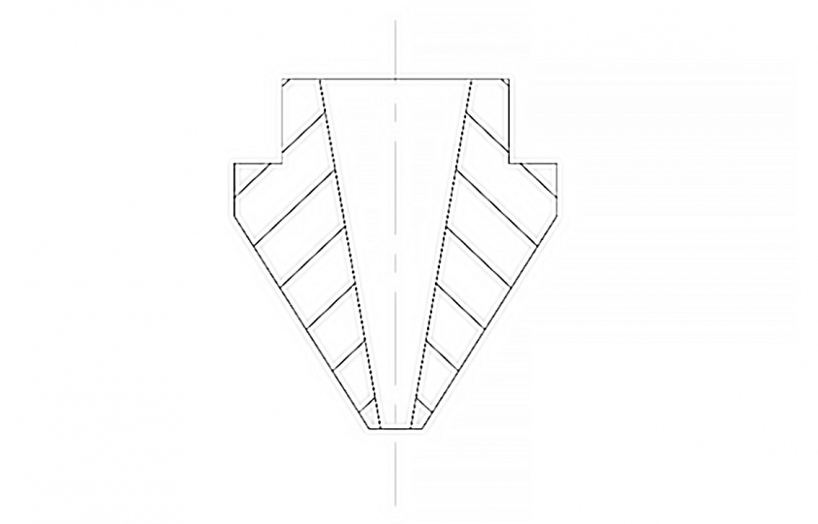
Рис. 7 Сопло
1. Функция сопла
1) Сопло может предотвратить отскок примесей вверх, и предотвратить загрязнение фокусирующей линзы.
2) Позволяет контролировать площадь и размер диффузии газа для контроля качества резки.
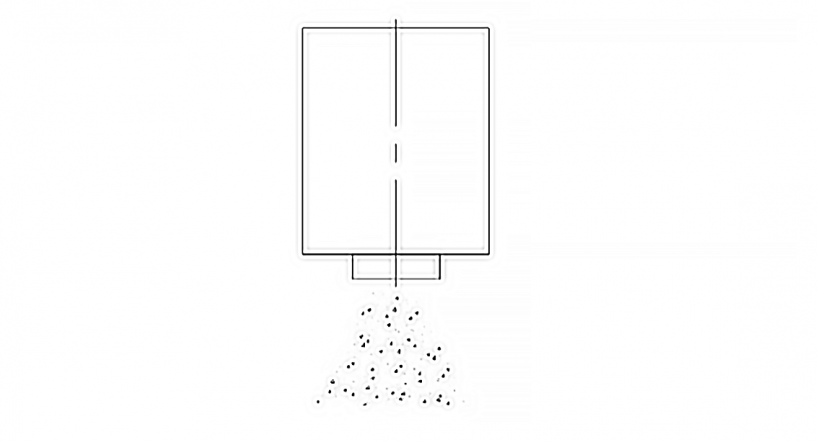
Рис. 8 Выброс газа без сопла
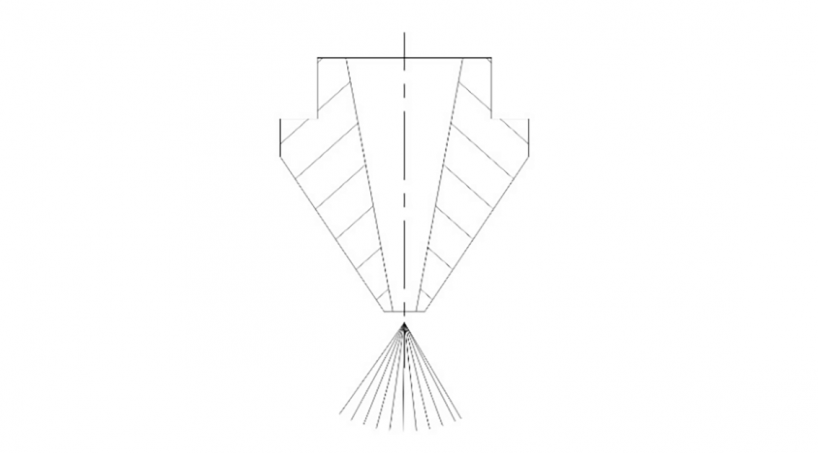
Рис. 9 Выброс газа с помощью сопла
2. Взаимосвязь между соплом и качеством резки
Соосность между центром выходного отверстия сопла и лазерным лучом является одним из важных факторов, влияющих на качество резки. Чем толще заготовка, тем больше влияние. Соосность будет напрямую нарушена при деформации сопла или появлении пятен расплава. Поэтому сопло следует тщательно хранить, чтобы избежать повреждений и деформации. Форма и размер сопла имеют высокую точность изготовления, поэтому следует обратить внимание на правильный метод установки. При использовании сопла в плохом состоянии, качество резки ухудшится, поэтому лучше заменить сопло новым.
Если сопло отличается от оси лазера, на качество резки повлияет следующее.
1) Влияние на режущую часть
Как показано на рисунке, когда вспомогательный газ выдувается из сопла, объем газа неравномерен, и на одной стороне есть расплавленное пятно, а на другой нет.
Это мало влияет при резке тонкого листа менее 3 мм, но при резке более 3 мм влияние оказывается серьезным, иногда он не может быть прорезан.
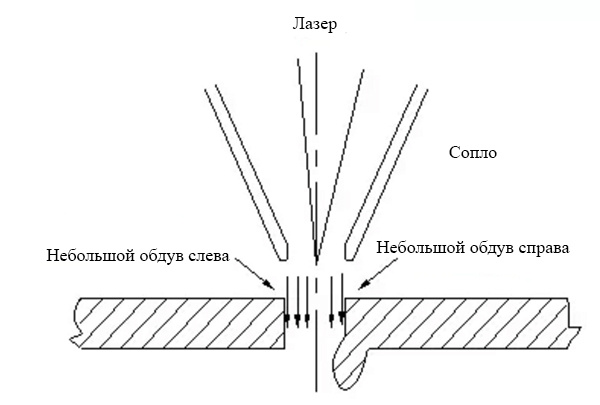
Рис. 10 Влияние соосности на сечение резания
2) Воздействие на острые углы
Если заготовка имеет острый угол или малый угол, легко может возникнуть явление переплавки, и толстый лист может быть не разрезан.
3) Воздействие на перфорацию
Перфорация нестабильна, время нелегко контролировать, толстая пластина будет переплавлена, а условия проникновения нелегко освоить.
Это мало влияет на тонкую пластину.
3. Регулировка соосности между отверстием сопла и лазерным лучом
Этапы регулировки соосности между отверстием сопла и лазерным лучом следующие:
1) Необходимо нанести чернильный тампон на выходную торцевую поверхность сопла (обычно красного цвета) и наклеить клейкую ленту на выходную торцевую поверхность сопла. Как показано на рисунке.
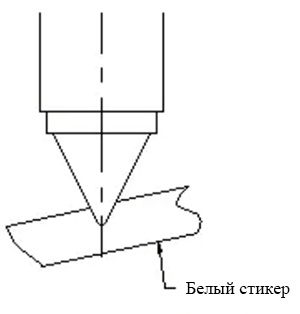
Рис. 11 Шаг 1 регулировка соосности
2) Используйте мощность 10 ~ 20 Вт, ручное управление.
3) Удалите самоклеящуюся бумагу, обратите внимание, чтобы она была направлена в одну сторону с соплом.
При нормальных обстоятельствах самоклеящаяся бумага оставит черное пятно, сожженное лазером. Однако, если центр сопла слишком сильно отклоняется от центра лазерного луча, черное пятно не будет видно (лазерный луч попадает на стенку сопла).
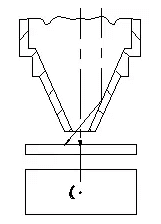
Рис. 12 Слишком большое отклонение сопла
4) Если центральная точка большая или маленькая, обратите внимание на соответствие условий и на то, не ослаблена ли фокусирующая линза.
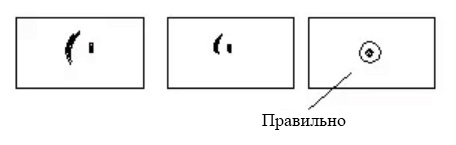
Рис.13 Незакрепленная фокусирующая линза
5) Обратите внимание на направление черной точки от центра сопла и отрегулируйте положение сопла.
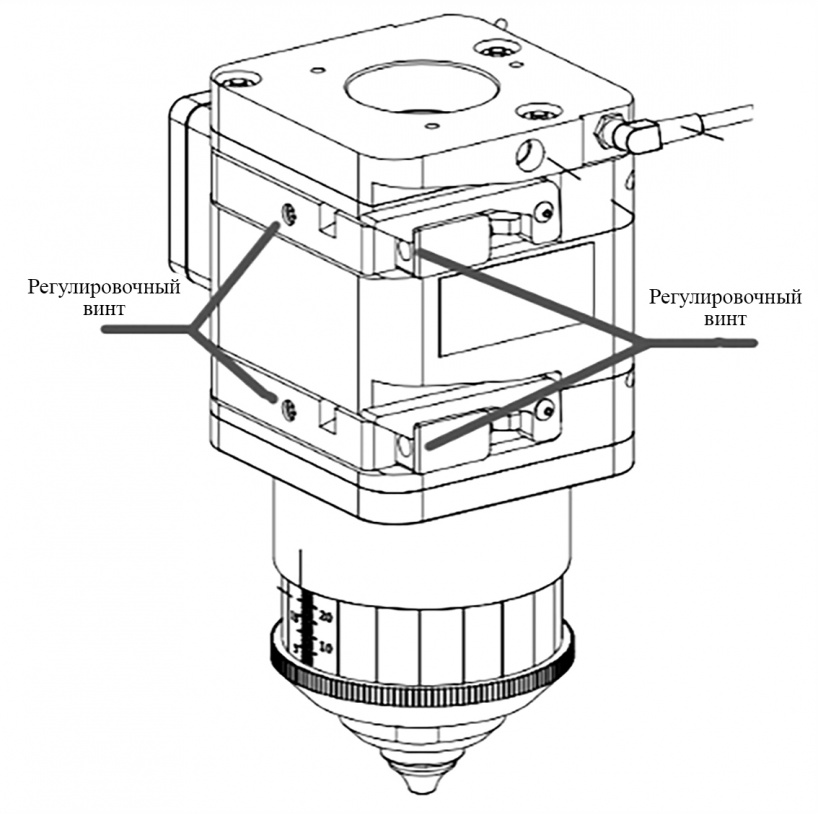
Рис. 14 Регулировка положения соосности лазерного луча
4. Диаметр сопла
Размер отверстия оказывает ключевое влияние на качество резки и качество перфорации. Если отверстие сопла слишком большое, расплавленный материал, разбрызгиваемый во время резки, может пройти через отверстие сопла и попасть на линзу. Чем больше диафрагма, тем хуже защита фокусирующей линзы и тем меньше срок службы линзы.
Сравнение диафрагмы сопла
| Диафрагма сопла | Расход газа | Мощность удаления расплава |
| Маленькая | Быстрый | Большая |
| Большая | Медленный | Маленькая |
Разница между соплом φ1 и φ1.5
| Диаметр сопла | Тонкая пластина (менее 3 мм) | Толстый лист (более 3 мм) Высокая режущая способность, более длительное время охлаждения и более длительное время резки |
| φ1 | Режущая поверхность в норме. | Область диффузии газа мала и нестабильна, но в принципе пригодная. |
| φ1.5 | Режущая поверхность будет толще, а на углу легко появятся пятна от расплава. | Область диффузии газа большая, скорость газа медленная, резка стабильная. |
5. Регулировка высоты сопла
Высота сопла - это расстояние между выходным отверстием сопла и поверхностью заготовки. Диапазон настройки этой высоты составляет от 0,5 мм до 4,0 мм, и мы обычно устанавливаем ее на уровне 0,7 мм-1,2 мм при резке. Если она слишком низкая, сопло будет сталкиваться с поверхностью заготовки. Если оно слишком высоко, концентрация и давление вспомогательного газа уменьшаются, что приводит к снижению качества резки. При перфорации высота должна быть немного больше, чем высота резания, и должна быть установлена на уровне 3,5-4 мм. Таким образом, можно эффективно предотвратить загрязнение фокусирующей линзы брызгами, образующимися во время перфорации.
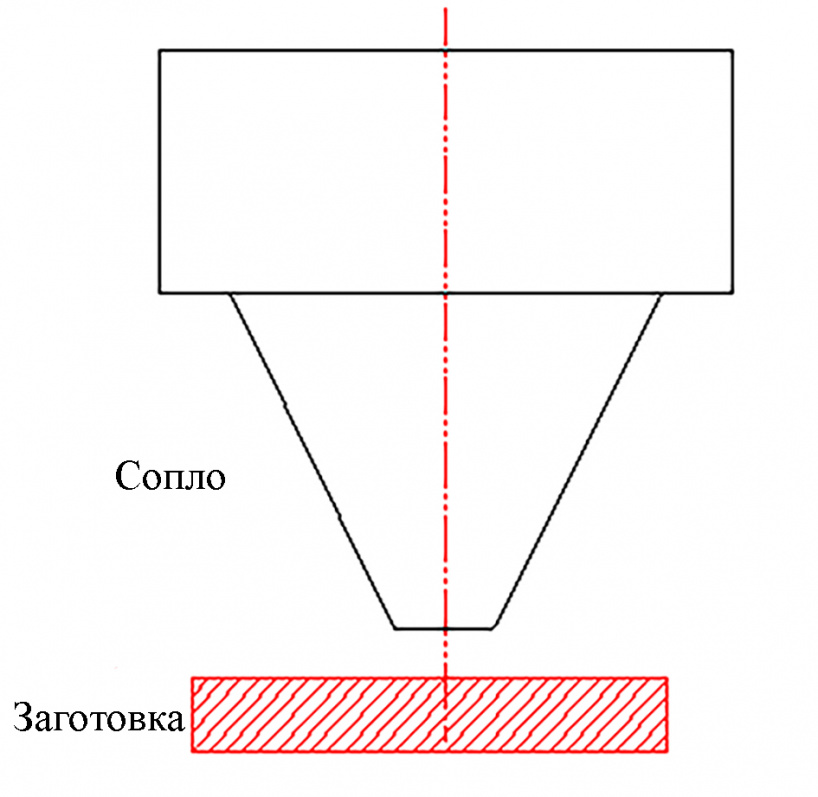
Рис. 15 Высота сопла
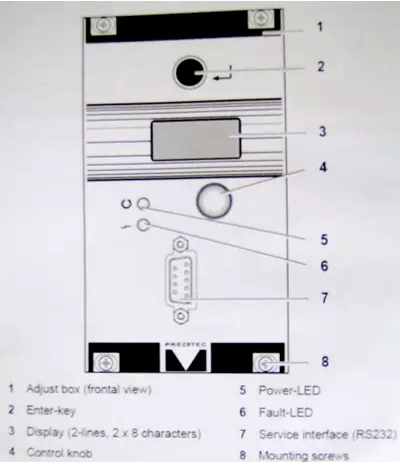
Блок управления емкостными датчиками
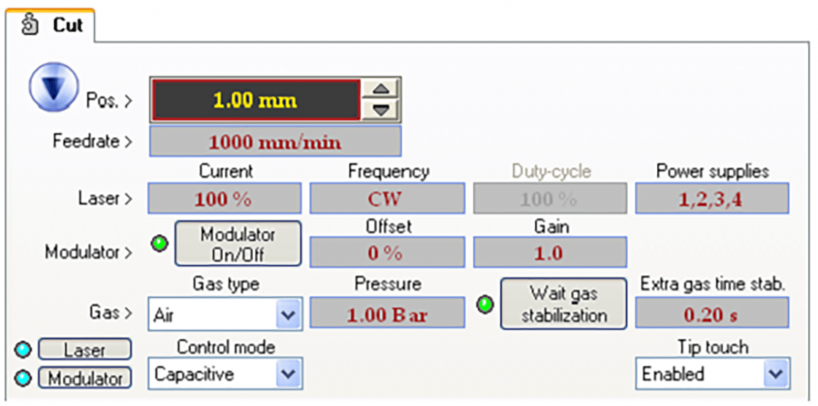
На рисунке в графе "Pos." показан элемент регулировки высоты сопла.
Читайте также: