Лазерная резка металла вредность
Обновлено: 19.05.2024
Металлообработка никогда не бывает полностью безопасной. Для придания металлу нужной формы используется либо большая сила, либо высокая температура. И если случится так, что разрушительная мощь любого из этих факторов придется не на неподатливый металл, а на незащищенное человеческое тело — последствия будут тяжелыми.
Но разные технологии металлообработки имеют разные факторы риска — и, соответственно, разную степень опасности. Разберемся в факторах риска и сравним опасность различных методов.
Опасные факторы при металлообработке
Механические повреждения
Еще в кузницах древнего мира была опасность получить молотом по пальцу. Да‑да, палец редко переживал такое обращение. Но сила удара молотом — это всего лишь мышечная сила кузнеца (пусть кузнец и силен), гравитация и масса молота. Не так много по сравнению с мощью, которую дала человеку промышленная революция.
В современной металлобработке механические повреждения можно получить от:
- движущихся частей оборудования — например, удар пробивного станка или наматывание на фрезу;
- потока частиц обработанного металла или абразива — например, режущая стружка металла.

Температура
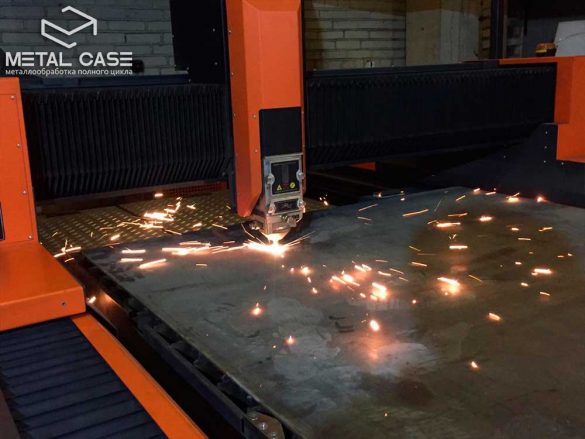
Расплавленному металлу легко придать нужную форму. Но металл плавится при огромных температурах. Часто — выше 1000 градусов Цельсия. При этом при обработке расплавленный металл может не лежать спокойно, где положили, а разлетаться брызгами, которые часто непредсказуемы. Так бывает при плазменной резке.
Вредные вещества
Где высокая температура — там бешеные химические реакции. И, при обработке многих металлов — ядовитые испарения.
Электричество
Здесь есть два вида риска.
- Стандартный электротехнический риск, связанный с нарушением изоляции проводов. Мощные станки для металлообработки потребляют много электричества — и человеку не стоит оказываться на пути этого электричества. Однако при нормальной работе проводки этот риск ничтожен, а при нарушении изоляции в дело обычно вступают устройства защитного отключения.
- Увеличенный риск, связанный с подачей электричества на обрабатываемые детали — например, при резке плазменной дугой. К детали при этом вполне можно случайно прикоснуться и схватить заряд.
Шум от работающих станков лишает человека не только слуха, но и зрения. Смерть наступает не от этого, а от проблем с сердечно‑сосудистой системой, также вызванных уровнем шума. Шуметь будет любой станок металлообработки, но по‑настоящему опасный уровень шума, требующий защиты окружающих, выдают только некоторые виды обработки.

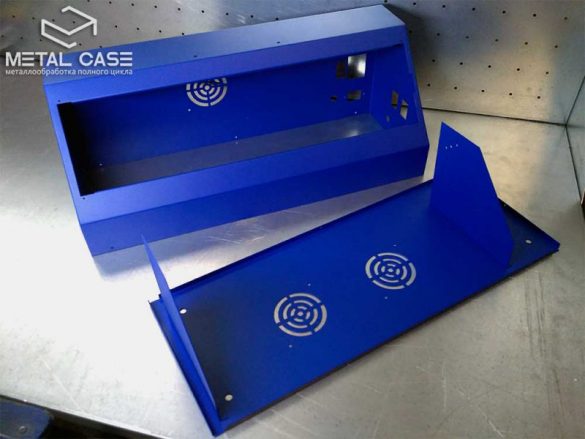
А вот пример корпуса производства «Металл‑Кейс»:
На некоторые виды металлообработки нельзя смотреть — световое излучение портит глаза.
Сравним условия лазерной резки с другими технологиями металлообработки
Лазерная резка — один из самых безопасных методов металлообработки.
- При ее использовании работнику не угрожают механические повреждения ни от рубящих частей станка, ни от металлической стружки, ни от потока абразивов. Всего этого просто нет.
- Раскаленный металл присутствует. Но струя сжатого газа выдувает расплав из зоны резки — четко в одном направлении, на людей он попасть не может.
- Вредные вещества могут появляться. Их также выдувает из зоны резки и всасывает в мощную промышленную вытяжку.
- Электричество на деталь не подается.
- Станок при работе шумит, но это не тот шум, который причиняет ущерб здоровью, он не требует особенных мер защиты.
- Вот свет — это да. Но его опасность зависит от вида лазера. Самым рискованным считается твердотельный. Непосредственно на луч твердотельного лазера не рекомендуется смотреть даже через специальные светофильтры. Поэтому на него и не смотрят — работа станка идет без участия людей.
А теперь для ясности сравним лазерную технологию с остальными.

Вот что мы предлагаем:
Фрезеровка
Острая стружка металла рассекает всё. Движущиеся части станка затягивают и калечат. Температура — стружка не расплавлена, но раскалена достаточно, чтобы вызвать тяжелые ожоги.
Рубка и координатная пробивка
Главная опасность — движущиеся части пробивных и гильотинных станков. Если они рубят металл, что же они могут сделать с телом…
Гидроабразивная резка
Давление воды с абразивными частицами в таких станках — до 5 000 атмосфер. При этом после контакта с металлом вода не останавливается сразу, а продолжает движение.
Плазменная резка

Какая разница заказчику, насколько опасно производство у подрядчика?
Понятно, зачем знать об этих опасностях мастерам в цехах, прорабам и руководителям этих предприятий. Но статьи этого сайта — для заказчиков и возможных заказчиков металлообработки. Зачем заказчикам вдаваться в эти подробности?
С одной стороны, это в принципе необязательно. Производство не станет безопаснее от того, что заказчик понимает возможные риски. С другой стороны, это позволяет лучше понять логику ценообразования.
Потому что все защитные средства и все производственные риски в конечном итоге вписывается в ту цену, которую платит заказчик за произведенные детали. Чем меньше проблем подкидывает технология производства — тем меньше наценок приходится закладывать в стоимость. Поэтому с более безопасными технологиями вы платите в основном за реально сделанную работу, а с менее безопасными — еще и за риски работников и поставщика.
Лазерная резка нержавеющей стали — возможности и преимущества Лазерная резка нержавеющей стали — один из самых прогрессивных методов обработки этого металла. У лазерной резки есть свои неоспоримые преимущества, за которые многие производственники.
Шелкография на металле в СПб — что можно нанести на металлические детали? Метод шелкографии на металле позволяет получать надписи и изображения на металлических корпусах и деталях. Элементы получаются стойкими и красивыми — не приходится.
Лазерная резка алюминия — как это делается? Любой листовой металл можно нарезать для дальнейшей работы разными способами. Нельзя сказать, что какой‑то из них «всегда лучший» или «всегда худший». У них.
Сварка оцинковки в СПб — как делается и где заказать? В «Металл‑Кейс» мы производим на заказ детали и корпуса из различных видов листового металла — от обычной черной стали до.
Техника безопасности при работе со станками лазерной резки

Человек слаб, но человек может использовать невероятные силы, доступ к которым открыла физика. Только при работе с этими силами человеку всегда нужно помнить, что они могут причинить вред и ему самому — и только правильное использование со всеми нужными мерами предосторожности защищает его от этого.
Одна из таких могущественных сил — лазер.
Конечно, она не так разрушительна, как ядерный распад. Но она не менее полезна в деятельности людей — и используется сейчас намного шире. Вы не можете поставить в своем цеху ядерный реактор, а станок лазерной резки — можете. А что касается разрушительности — да, лазер не разрушает города. Но если не соблюдать технику безопасности при лазерной резке, он вполне может сломать отдельную человеческую жизнь, нанеся тяжелые ожоги или лишив зрения.
Так что внимание — сейчас разберемся с техникой безопасности при резке лазером.
Предельно допустимые уровни излучения
Как и любое излучение, лазер может нанести вред либо «прямо сейчас», либо «при регулярной работе». Поэтому, как и для других излучений, для лазера установлены предельно допустимые уровни (ПДУ) излучения, учитывающие и разовое, и постоянное воздействие.
Формулы расчета этих предельно допустимых уровней указаны в Санитарных правилах использования лазеров, по ним ваш специалист по технике безопасности сможет рассчитать правила работы конкретно в ваших условиях.

Как должно быть оборудовано помещение для лазерной установки?
Правила оборудования помещений для работы с лазерными станками разнятся в зависимости от класса опасности лазера. Класс определяется производителем станка. В частности:
- стены и потолки помещений, в которых будет работать лазерный станок, должны быть матовыми, чтобы в случае нештатной ситуации лазерный луч не стал «рикошетить» от них;
- помещения, в которых работает лазер с классом выше 3, должны закрываться изнутри, а снаружи должен быть размещен специальный знак «Осторожно, лазер» и надпись «Посторонним вход запрещен»;
- лазеры 4 класса устанавливаются в отдельных помещениях — при этом они должны иметь дистанционное управление, а дверь в рабочее помещение должна иметь блокировку.
Следующий момент — свободное пространство вокруг лазерных станков. Жесткие правила действуют в отношении установок классом выше 2. Перед пультами и панелями управления таких установок должно быть не меньше полутора метров свободного пространства, а при установке в два ряда — не менее двух метров.
Рядом с лазерными станками не должны храниться вещества, которые могут легко загореться. Зато должен быть огнетушитель на углекислом газе. Огнетушители на воде нельзя использовать по понятным причинам — оборудование находится под током высокого напряжения. Порошковые огнетушители также не рекомендуется использовать, потому что они могут быть опасны для самого станка. Возгорание потушится, но лазер будет испорчен.

Какие индивидуальные средства защиты должен иметь человек в помещении с работающим лазером?
- Специальные защитные очки. Фильтр выбирают, учитывая длину волн лазер, он может быть оранжевым, сине‑зеленым или бесцветным.
- Особые правила для лазеров 4 класса — рядом с ними помимо очков нужна и защитная маска.
Меры безопасности на разных этапах работы
Перед началом работы
- Проветрить рабочее место.
- Проверить, что вокруг станка нет ничего, что может легко загореться.
- Проверить, что на рабочей поверхности нет загрязнений и случайных предметов.
- Проверить, что станок исправен и полностью собран — боковые и задние панели укреплены на своих местах.
- Проверить, что система вытяжки работает и ничем не закрыта.
- Проверить, что в охладительной системе достаточно воды.
- Надеть индивидуальные средства защиты — очки и, при необходимости, маску.
Во время работы
- Следите за тем, чтобы ваши руки не попали в рабочую область.
- Не снимайте индивидуальные средства защиты — без специальных очков лазерный луч промышленной установки лишает зрения на счет «раз».
- Не смотрите на лазерный луч даже в защитных очках — это не уничтожает глаза сразу, но эффект накапливается и ухудшает зрение плавно.
- Особые материалы требуют особых мер:
- не открывайте крышку установки, если режете материалы, отражающие свет или выбрасывающие при резке отравляющие вещества;
- при резке материалов, выбрасывающих отравляющие вещества, пользуйтесь дополнительной защитой органов дыхания.
После работы
- Отключите питание станка.
- Почистите станок от осевших частиц обработанного материала.
- Дополнительно проветрите рабочую зону.
Будьте внимательны — и станок будет работать исправно и безопасно.
Компания
Услуги
Продукция
Срок действия коммерческих предложений, представляющихся по расчётам на основе ТЗ заказчиков — 3 дня с момента выставления (отправки на электронную почту заказчика), если в КП не указано иное. Срок действия счета, выставленного заказчику — 3 дня с момента выставления (отправки скана на электронную почту заказчика), если в счёте не указано иное.
Мифы о лазерной резке
![]()
Ну во‑первых, нет — Дарт Вейдер в этом не участвует. Это не он нарезает нам металл своим лазерным мечом по вашим чертежам. Дарт Вейдер сейчас в отпуске по состоянию здоровья, лечит астму (хшшшш… пшшшш…). Но меч он нам оставил, режем без него.
Так, ладно, шутки в сторону. Будем разбирать серьезные мифы о лазерной резке — распространенные заблуждения, из‑за которых многие знающие и адекватные производственники неверно оценивают возможности этого метода. И да пребудет с нами свет истины.
Миф 1. «Лазерная резка металла — новая и малоизученная технология»
Дарта Вейдера придумали не на пустом месте. Лазерные мечи в кинематографе появились примерно тогда, когда уже стало понятно, на что способен лазер в реальности.
Впервые производственники использовали лазер еще в 1960-е годы. Да, именно производственники с практическими целями — потому что ученые в своих лабораториях прожигали предметы лазером во славу научного познания еще раньше.
Еще примерно лет двадцать технология лазерной резки оставалась слегка диковинкой. То есть, собственно говоря, тем, чем до сих пор продолжают считать ее те, кто верит в разбираемый нами сейчас миф. Но с 80-х годов прошлого века в руках человечества появились новые диковинки, а лазерная резка в промышленности стала распространенной и общепринятой.
Лазерные станки стали не только более понятными и привычными, но и более доступными. В 80-е годы было целесообразно использовать лазерную резку только для работ, требующих высочайшей точности — а для изготовления простых корпусов электроники это было слишком дорого. Теперь это не слишком дорого — и лазер спокойно нарезает развертки деталей для массовых приборов.
![]()
Миф 2. «Для лазерной резки требуется особый высококвалифицированный персонал»
Станок лазерной резки безусловно проигрывает Дарту Вейдеру по эффектности. На нем нет черного плаща и он не делает «пшшшш…». Но в плане нарезки деталей для ваших корпусов станок лазерной резки все‑таки лучше. Потому что Дарт Вейдер — тоже человек, и у него тоже дрожат руки — от усталости или после выходных. А станку лазерной резки люди только задают программу и подают материал.
Да, все отверстия, все резы, которые делаются на заготовке вашего корпуса — выполняются роботом. Отсюда такая точность лазерной резки. Здесь нет рук, которые могли бы дрогнуть, глаз, которые могли бы моргнуть, и мозгов, которые могли бы задуматься о вечном.
Соответственно, для самого процесса резки вовсе не нужен высоквалифицированный персонал — просто человек, который положит лист металла в станок и заберет готовый результат. И час работы этого человека стоит значительно меньше, чем час работы, например, сварщика с высоким разрядом.
Это не значит, что станок лазерной резки будет работать в руках непрофессионалов. Потому что программу для станка, по которой он будет нарезать ваши детали, нужно сначала составить. И хороший конструктор, который составит ее так, чтобы потом не пришлось переделывать всю партию — это дорогой специалист. Но он составит ее один раз — а дальше лазерная резка будет идти четко по этой программе без его участия. Всю партию, всю следующую партию и так далее.
![]()
Рассказываем, как работаем:
Миф 3. «Лазер выжигает материал в месте реза»
Да, лазер воздействует на материал огромной температурой. Но эта температура прикладывается очень точечно. Материал, попавший в эту зону, просто не успевает загореться — он сразу плавится. И струя сжатого воздуха, направленная в зону резки, выдувает этот расплав, оставляя чистое отверстие. А материал, расположенный вокруг зоны резки, не успевает разогреться достаточно, чтобы воспламениться или деформироваться.
Только дерево слегка обугливается по торцам реза — но и то именно слегка обугливается, а не начинает нормально гореть. Впрочем, с деревом и пластиком мы в любом случае не работаем. Мы занимаемся только металлом, но уж им‑то занимаемся со стопроцентной отдачей и компетентностью. А про дерево и пластик — лучше узнайте у тех, кто работает с ними.
Миф 4. «Лазер не режет прозрачные материалы»
Лазеру сложнее разрезать прозрачные материалы — это верно. Но «совсем не режет» — это миф. Надо помнить, что луч проходит сквозь стекло или прозрачный пластик не полностью. Часть излучения отражается, часть действительно проходит, а часть — оставляет свое тепло в материале.
При расчете резки прозрачных материалов нужно учитывать свойства конкретного материала — сколько света проходит сквозь него. Соответственно подбирается мощность станка. Он должен быть достаточно мощным, чтобы даже при всех потерях, связанных с прохождением луча насквозь, энергии хватило на резку.
Миф 5. «Лазер прорезает металл любой толщины»
Ну, лазерный меч Дарта Вейдера — возможно, прорезает. Но в реальности у любой лазерной установки есть свой предел.
Чем толще металл, тем большей мощности установки и больших затрат энергии требует лазерная резка. А затраты энергии влияют на стоимость резки.
Когда толщина листа переваливает за 20 миллиметров, возникает вопрос: а стоит ли вообще использовать лазер? Возможно, дешевле разрезать лист плазмой? Когда же толщина листа становится больше 40 миллиметров, этот вопрос практически отпадает — плазма становится оптимальным выбором.
Миф 6. «Лазерная и плазменная резка — конкурирующие технологии»
Можно ли назвать слона и кита конкурентами? Думаю, нет. Лазерная и плазменная резка решают разные задачи. Да — обе технологии используются для раскроя металла, но металла разной толщины и с разными задачами.
Лазерная резка — чрезвычайно точная, с высоким качеством отверстий. Дешевая для тонкого металла — но растущая в цене при увеличении толщины. Для чего использовать? Корпуса и детали для различного оборудования толщиной до 20 миллиметров.
Плазменная резка — не такая точная, с более проблемными отверстиями. Она тоже дорожает с увеличением толщины материала — но она дорожает не так быстро, и ей вполне уместно резать сталь до 150 миллиметров. Для чего использовать? Логично — в тех случаях, когда лазерная резка экономически невыгодна, а от деталей не требуется точного соответствия проекту.
Теперь эти мифы больше не сбивают вас с толку. Давайте обсудим конкретный заказ, который вас интересует — стоимость и сроки, в которые мы уложимся с ним. Закажите звонок нашего специалиста через форму ниже, чтобы обсудить конкретику.
Лазерная резка металла вредность
Стремительный технический прогресс ознаменовался внедрением во многие отрасли народного хозяйства оптических квантовых генераторов (ОКГ), или лазеров. Они используются в различных отраслях промышленности, в медицине, науке, сельском хозяйстве и т.д. Основными элементами оптических генераторов являются активное (рабочее) вещество, источник энергии накачки и оптический резонатор из параллельных зеркал.
Профессиональные заболевания работников: Лазерное излучение как профессиональная вредность
Стремительный технический прогресс ознаменовался внедрением во многие отрасли народного хозяйства оптических квантовых генераторов (ОКГ), или лазеров. Они используются в различных отраслях промышленности, в медицине, науке, сельском хозяйстве и т.д. Основными элементами оптических генераторов являются активное (рабочее) вещество, источник энергии накачки и оптический резонатор из параллельных зеркал.![]()
Существует несколько разновидностей ОКГ в зависимости от используемого в нем активного материала: твердотельные, газовые, полупроводниковые и жидкостные. Наибольшее распространение в настоящее время получили импульсные ОКГ с твердым активным веществом (рубин, стекло с неодимом и др.), генерирующие интенсивное излучение. Источником энергии накачки для твердых лазеров служат импульсные лампы, питание которых осуществляется конденсатором большой емкости.
Газовые лазеры состоят из тех же элементов, что и твердотельные. В качестве активного вещества в них используются смеси газов. Энергией накачки служит постоянное напряжение или высокочастотное поле. Наиболее распространены газовые гелий-неоновые лазеры, генерирующие излучение в красном или инфракрасном диапазоне длин волн.
Лазерные установки широко используются в промышленности для различных технологических целей (пайка микроконтактов, прожигание отверстий в сверхтвердых материалах, резка и обработка кристаллов и т.д.), в научных исследованиях, в биологии, медицине, связи, фотографии, спектроскопии, химии, геодезии и во многих других областях науки и техники. Работа с лазерными установками может представлять определенную потенциальную опасность для обслуживающего персонала.
![]()
![]()
ВРЕДНОЕ ВОЗДЕЙСТВИЕ ЛАЗЕРНОГО ИЗЛУЧЕНИЯ
НА ЗДОРОВЬЕ РАБОТНИКОВ
При работе с лазерными установками в комплексе производственных факторов в основном доминирует постоянное воздействие на работающих монохроматического лазерного излучения. Воздействие на операторов непосредственно прямого лазерного луча возможно только при грубых нарушениях техники безопасности. Однако работающие с лазерными приборами могут подвергаться облучению отраженного и рассеянного монохроматического излучения. Отражающими и рассеивающими излучение ОКТ поверхностями являются различные оптические элементы, размещенные по ходу луча, мишени, приборы, а также стены производственных помещений.
Значения плотности отраженного и рассеянного лазерного излучения зависят как от отражающих свойств материалов и покрытий, так и от выходной энергии и мощности лазера. При работе мощных импульсных лазеров, имеющих энергию на выходе порядка сотен джоулей, плотность энергии отраженного лазерного излучения достигает иногда значительных величин. Такие уровни плотности лазерного излучения превышают пороговые плотности энергии, ведущие к повреждению сетчатки. В глаза операторов, как правило, может попадать излучение малой интенсивности, поскольку в момент генерации исследователи принимают некоторые меры предосторожности: отворачиваются, прикрывают глаза и т.д.![]()
В силу особенностей технологического процесса воздействие отраженного лазерного излучения сочетается с рядом неспецифических факторов производственной среды, ведущих к усилению неблагоприятного действия излучения ОКТ, а в отдельных случаях имеющих и самостоятельное значение. К таким факторам следует, прежде всего, отнести значительное напряжение зрения в условиях недостаточной и неравномерной освещенности при некоторых операциях (фотографирование и т.п.). Недостаточная освещенность ведет как к утомлению зрительного анализатора, так и к усилению эффекта от воздействия лазерного излучения в результате расширения зрачка и высокой адаптации глаза к темноте.
Шум при таких работах не превышает действующих норм. В отдельных случаях, главным образом при работе мощных импульсных ОКТ, шум может достигать 120 дБ с преобладанием в спектре частот 125-400 Гц.
Газовый и ионный состав воздуха, микроклимат помещений, где находятся ОКТ, существенно не меняются. Иногда изменяется ионный состав воздуха, повышается содержание озона и других вредных примесей в связи с резким возрастанием мощности лазерных установок.
Работа с лазерными установками сопровождается постоянным нервно-эмоциональным напряжением, обусловленным повышенной опасностью поражения электротоком высокого напряжения, лазерным излучением, необходимостью по предупредительному сигналу принять меры предосторожности, что приводит к нарушению нормального ритма работы.
Активная работа с лазерными установками занимает значительную часть рабочего времени. Это обстоятельство в сочетании с перечисленными неблагоприятными производственными факторами может создавать определенные условия для возникновения заболеваний у работающих в условиях воздействия лазерного излучения.![]()
Механизм биологического действия лазерного излучения сложен. В генезе биологических сдвигов при лазерном излучении лежат сложные процессы, определяющиеся термическими, механическими, фотоэлектрическими и фотохимическими явлениями. Уже в первые годы использования лазерных установок стало ясно, что энергия в ряде случаев вызывает выраженные повреждения органа зрения и приводит к серьезным нарушениям его функции. Наиболее ранимой оказалась сетчатая оболочка глаза. При этом было отмечено, что повреждения глаза могут возникать при попадании не только прямого луча, но и отраженного от различных предметов, а также рассеянного лазерного излучения. Поражения напоминают ожог, вызванный действием обычных термических факторов. При более высоких уровнях энергии в очагах поражения наблюдаются кровоизлияния.
![]()
Существует определенная закономерность: плотность энергии излучения, попадающего на роговицу глаза, при которой уже возможно поражение сетчатки, значительно меньше плотности излучения на сетчатке. Это объясняется тем, что оптическая система глаза фокусирует на сетчатку попавшие в глаза лучи. Излучение лазера может вызывать патологические сдвиги не только в органе зрения, но и в других органах и тканях (головной мозг, внутренние органы, кожа).
Патологические изменения кожи возможны уже при сравнительно небольших уровнях излучения. Они носят различный характер — от эритемы до глубокого некроза в зависимости от параметров излучения лазера и анатомо-физиологического состояния кожи (степень пигментации, состояние кровотока и т.д.).
Особое значение имеет пигментация кожи. Установлено, что при прочих равных условиях темнопигментированная кожа имеет меньший порог поражения. Под влиянием длительного воздействия небольших уровней лазерного излучения у лиц, обслуживающих ОКГ, отмечаются различной степени выраженности функциональные нарушения центральной нервной, сердечно-сосудистой и других физиологических систем. Функциональные сдвиги со стороны центральной нервной системы характеризуются выраженной вегетативной реактивностью и сосудистой дисфункцией с тенденцией к гипотонии. Наступает нарушение подвижности основных нервных процессов — возбуждения и торможения.
Степень выраженности и частота изменений увеличиваются с возрастанием интенсивности облучения и стажа работы с лазерами. В происхождении функциональных нейродинамических расстройств ведущую роль играет воздействие отраженного и рассеянного лазерного излучения.
Клинические признаки воздействия лазерного излучения развиваются постепенно. В начальной стадии заболевания наиболее характерны жалобы на общую слабость и быструю утомляемость, возникающие в конце рабочего дня. В дни отдыха самочувствие больных, как правило, улучшается, а в период продолжительного отпуска работоспособность полностью восстанавливается. В дальнейшем появляются головная боль с локализацией в лобной или лобно-височной области, жалобы на резкую утомляемость зрения при работе. Иногда утомление зрения выражено настолько резко, что больные отмечают «туман в глазах» и нарушение четкого видения предметов. Довольно характерными жалобами являются повышенная раздражительность, вспыльчивость, плаксивость, рассеянность и нарушение сна. Обращают на себя внимание частые жалобы на боли в области сердца, возникающие внезапно, чаще всего в связи с нервно-эмоциональным напряжением. Одновременно больных беспокоят сердцебиение и чувство замирания сердца.
При целенаправленном опросе удается выявить четкую зависимость частоты и выраженности описанных субъективных расстройств от интенсивности и длительности работы с лазерными установками. Отмечаются изменения функционального состояния сердечно-сосудистой системы с выраженной наклонностью к гипотоническим реакциям.
Клинически функциональные нарушения деятельности центральной нервной системы определяются как вегетоастенический синдром, реже как неврастенический синдром. Обычными и ранними нарушениями функции нервной системы являются вегетативные дисфункции.![]()
Нарушения функции зрительного анализатора выражаются как в жалобах на резкое утомление зрения, боли и чувство давления в глазных яблоках, так и в функциональном нарушении зрительного анализатора. При офтальмологическом обследовании могут обнаруживаться единичные и множественные точечные помутнения хрусталика при существенно не измененных функциях зрения. Изменения состава периферической крови выражаются в наклонности к умеренной тромбоцитопении, нерезко выраженному лейкоцитозу. В некоторых случаях обнаруживается снижение уровня протромбина крови.
В отдельных случаях наблюдаются нейроциркуляторные кризы, сопровождающиеся головными болями, головокружениями, кратковременными расстройствами сознания, болями в области сердца, сердцебиениями, похолоданием конечностей, потливостью.
Указанные изменения не имеют специфических черт. При однократном обследовании больного в поликлинических условиях профессиональный характер подобных изменений большей частью не может быть установлен с уверенностью. Диагностика должна базироваться на результатах обследования и данных санитарно-гигиенических условий труда. Заболевание от воздействия лазерного излучения может быть заподозрено при наличии очевидной связи с началом работы с лазерными установками, а также при отсутствии других этиологических моментов, могущих вести к развитию вегетативно-сосудистых дисфункций (перенесенные инфекционные заболевания, психические травмы и т.д.). Более углубленное обследование в условиях стационара и особенно динамическое наблюдение за операторами (например, изучение влияния на самочувствие и объективное состояние больного перерывов в основной работе — отпуска, временного перевода на другую работу и возвращение на прежнюю работу) могут подтвердить или отвергнуть профессиональную природу нейродинамических и сосудистых расстройств.
ПРОФИЛАКТИКА ВРЕДНОГО ВОЗДЕЙСТВИЯ ЛАЗЕРНОГО ОБЛУЧЕНИЯ
Эксплуатация лазерных установок должна проводиться в специально отведенных для них помещениях или местах площадью не менее 20 м2. Само помещение, а также предметы и оборудование, находящиеся в нем, не должны иметь зеркальных поверхностей, способных отражать излучение лазера. Стены, приборы, оборудование покрывают темной матовой краской, обладающей минимальным коэффициентом отражения и соответствующей требованиям промышленной эстетики. Необходимо экранирование установок и при работе с ними соблюдение мер техники безопасности.![]()
В связи с тем, что работа с ОКГ требует значительного напряжения зрения и сопровождается акустическими шумами (твердотельные лазеры), а также учитывая возможность сердечно-сосудистых нарушений, следует считать противопоказаниями для работы с ОКГ врожденные и приобретенные сроки сердца в стадии суб- и декомпенсации, значительное снижение остроты зрения неизлечимые заболевания органа зрения (атрофия зрительного нерва, пигментное перерождение сетчатки, глаукома, катаракта), стойкое снижение слуха (шепотная речь слышна на расстоянии менее 1 м), заболевания уха с заведомо неблагоприятным прогнозом (отосклероз, прогрессирующая лабиринтная глухота и др.). К работе с ОКГ допускаются лица не моложе 18 лет.
С целью профилактики и выявления ранних форм патологии от воздействия лазерного излучения работающие в лазерных лабораториях подлежат обязательным периодическим медицинским осмотрам не реже 1 раза в 12 мес. (офтальмологический осмотр — 1 раз в 3 мес.). В предварительных и периодических осмотрах принимают участие терапевт, невропатолог, окулист. Из лабораторных исследований проводят общий анализ крови, определение уровня тромбоцитов, электрокардиографию, офтальмоскопию, биомикроскопию. Обязательно проведение в весенне-зимние месяцы с целью профилактики профессиональной патологии витаминизации (витамины группы А, В, С). Важнейшим организационным мероприятием является внедрение рациональной организации труда и отдыха с проведением регламентированных физкультпауз. Следует обязательно проводить плановую санитарно-просветительную работу среди работников лазерных лабораторий по вопросам профилактики возможной патологии.
![]()
ЛИТЕРАТУРНЫЙ ИСТОЧНИК:
Профессиональные болезни: учеб. пособие для студ. высш. учеб. заведений, обучающихся по специальности 033300 «Безопасность жизнедеятельности» / авт.-сост. Т. Я. Биндюк, О. В. Бессчетнова. – Балашов: Николаев, 2007. – 128 с.
![]()
Нужен полный текст и статус документов ГОСТ, СНИП, СП?
Попробуйте профессиональную справочную систему
«Техэксперт: Базовые нормативные документы» бесплатноМЕТОДИЧЕСКИЕ УКАЗАНИЯ
ПО ОЦЕНКЕ ВРЕДНЫХ ПРОИЗВОДСТВЕННЫХ ФАКТОРОВ ПРИ ЛАЗЕРНОЙ ОБРАБОТКЕ НЕКОТОРЫХ ПОЛИВИНИЛХЛОРИДНЫХ И МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВРАЗРАБОТАНЫ д-ром техн. наук Е.Д.Чистовым, канд. техн. наук Б.Н.Рахмановым, канд. биол. наук Е.К.Прохоровой, канд. хим. наук З.В.Зайцевой, мл. науч. сотр. В.Л.Боярсковой, ст. инж. В.Н.Блиновым (ВЦНИИОТ ВЦСПС).
Настоящие Указания разработаны в развитие "Санитарных норм и правил устройства и эксплуатации лазеров" N 2392-81 (СНиП-лазер) с учетом особенностей использования лазеров (лазерных установок), генерирующих излучение с длиной волны 10,6 мкм, в технологических процессах, связанных с обработкой поливинилхлоридных материалов (искусственная кожа на основе поливинилхлорида, ОСТ 15-547-45) и при применении лазерного излучения с длиной волны 1,06 и 10,6 мкм для обработки металлов (вольфрам, титан, медь, молибден, алюминий, железо, кобальт, никель, хром), сталей и сплавов Х18Н10Т, ВЖЛ-12У, Х20Н80, ВНС-2, 47НХР, константан, ковар.
Указания предназначены для органов Государственного санитарного надзора, предприятий и учреждений, разрабатывающих и эксплуатирующих лазеры.
Методические указания согласованы с подсекцией "Промышленно-санитарная химия" Проблемной комиссии "Научные основы гигиены труда и профпатологии".
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. В зависимости от конструкции лазера и условий его эксплуатации на обслуживающий персонал могут воздействовать опасные и вредные производственные факторы, перечень которых приведен в ГОСТ 12.1.040-83.
Настоящие Методические указания предназначены для оценки уровней лазерного излучения и содержания вредных веществ, загрязняющих воздух рабочей зоны, при обработке лучом лазера некоторых поливинилхлоридных материалов, металлов, сталей и сплавов.
1.2. Степень воздействия опасных и вредных производственных факторов на персонал определяется физико-техническими характеристиками лазера, особенностями технологического процесса и эффективностью средств защиты.
1.3. При проектировании технологического процесса необходимо разработать:
технические решения по экранированию оптического тракта на всем его протяжении (от выходного окна лазера до фокусирующей системы);
системы блокировки и сигнализации, исключающие доступ в зону прохождения прямого пучка лазерного излучения и к высоковольтным цепям:
конструкцию поворотных зеркал, исключающую выход излучения за пределы апертуры фокусирующей системы при разъюстировке зеркал;
способы локализации источников выделения и удаления вредных веществ из воздуха рабочей зоны;
регламент контроля за опасными и вредными производственными факторами, сопутствующими эксплуатации лазера.
1.4. На стадии проектирования технологического процесса должны разрабатываться технические, гигиенические и организационные мероприятия по обеспечению безопасных условий труда и способы контроля их эффективности. При этом должны учитываться и оцениваться:
поля вторичного (зеркально и диффузно отраженного) лазерного излучения;
вредные вещества, которые могут загрязнять воздух рабочей зоны;
другие сопутствующие опасные и вредные производственные факторы.
1.5. Монтаж технологической линии должен быть выполнен в соответствии с документацией, утвержденной в установленном порядке. Отклонение от нее при осуществлении монтажных работ допускается лишь по согласованию с технологами - разработчиками процесса.
1.6. При монтаже технологической линии особое внимание следует уделять средствам коллективной защиты, включающим:
экраны и ограждения луча лазера;
общую вентиляцию и местные отсосы;
блокировку и сигнализацию для информации и предотвращения воздействия на персонал опасных и вредных производственных факторов.
1.7. Во время пуско-наладочных работ определяется работоспособность всех сборочных единиц технологической линии, системы блокировки и сигнализации, а также эффективность средств коллективной защиты. Руководителем пуско-наладочных работ должен быть определен ограниченный контингент сотрудников, привлекаемых к этим работам, составлен детальный план пуско-наладочных работ и инструкция по технике безопасности.
Примечание. Юстировочные работы необходимо проводить с применением маломощных лазеров не более II класса опасности с использованием средств индивидуальной защиты глаз.
1.8. Периодичность очистки оптических и других узлов технологической линии определяется требованиями, предъявляемыми к технологическому процессу, и требованиями по санитарному содержанию помещений.
2. ОПРЕДЕЛЕНИЕ ЛАЗЕРНО-ОПАСНОЙ ЗОНЫ (ЛОЗ)
2.1. Размеры лазерно-опасной зоны определяются на стадии проектирования и разработки технологического процесса расчетным способом (Приложение 1).
2.2. В процессе пуско-наладочных работ инструментально определяется эффективность защиты и фактическая граница лазерно-опасной зоны (Приложение 2).
2.3. По результатам определения лазерно-опасной зоны составляется картограмма поля отраженного лазерного излучения. При необходимости предусматриваются дополнительные средства коллективной защиты.
2.4. Определение лазерно-опасной зоны следует проводить при изменении технологического процесса, условий использования лазера, его мощности или средств защиты.
3. КОНТРОЛЬ ОПАСНЫХ И ВРЕДНЫХ ПРОИЗВОДСТВЕННЫХ ФАКТОРОВ, СОПУТСТВУЮЩИХ РАБОТЕ ЛАЗЕРОВ
3.1. Контроль за содержанием вредных веществ в воздухе рабочей зоны должен осуществляться в соответствии с требованиями ГОСТ 12.1.005-76 методами, в основном разработанными по ГОСТ 12.1.016-79, или Методическими указаниями (Техническими условиями), утвержденными Минздравом СССР.
3.2. Содержание вредных веществ в воздухе рабочей зоны не должно превышать предельно допустимых концентраций (ПДК), установленных ГОСТ 12.1.005-76.
3.3. При воздействии лазерного излучения на искусственную кожу на основе пластифицированного поливинилхлорида (ОСТ 15-547-45) воздух рабочей зоны может загрязняться рядом веществ, являющихся в основном продуктами термической деструкции поливинилхлорида и пластификаторов: ароматические углеводороды (бензол, толуол), низшие (метиловый, пропиловый) и высшие спирты, окись и двуокись углерода, алканы (метан, этан, гексан), олефины (этилен), алкины (ацетилен), диены, одноосновные карболовые кислоты (пеларгоновая, валериановая) и их производные, хлористый водород, хлорсодержащие углеводороды, производные фталевой кислоты, высокомолекулярные аэрозоли и т.п. Наряду с этим в воздух могут попадать аэрозоли металлов: свинца, титана и др., являющиеся компонентами стабилизаторов и красящих пигментов искусственной кожи.
Воздух рабочей зоны следует контролировать на содержание ароматических углеводородов, спиртов, окиси углерода, хлористого водорода, одноосновных карбоновых кислот, фталатов (диоктилфталат), металлов и высокомолекулярных аэрозолей.
Газохроматографические методы определения ароматических углеводородов, спиртов и окиси углерода приведены в Приложениях 3-5.
Определение хлористого водорода следует проводить в соответствии с Методическими указаниями N 1645-77 на фотометрический метод, основанный на реакции ионов хлора с роданидом ртути и трехвалентным железом (Методические указания на определение вредных веществ в воздухе. М., ЦРИА "Морфлот", 1981).
Одноосновные карбоновые кислоты следует определять фотометрическим методом путем переведения кислот в метиловые эфиры и взаимодействия последних с гидроксиламином и хлорным железом с образованием окрашенного гидроксамового комплекса. Определению не мешают минеральные кислоты, спирты, ацетон, динил, сложные эфиры карбоновых кислот. Метод утвержден Минздравом СССР в качестве Методических указаний N 1683-77 (Методические указания на определение вредных веществ в воздухе. М., ЦРИА "Морфлот", 1981).
Диоктилфталат следует определять в соответствии с методическими указаниями N 2222-80, основанными на использовании газожидкостной хроматографии и прибора с пламенно-ионизационным детектором. Отбор проб с концентрированием. Определению не мешают органические растворители, свинец, кадмий. Мешают определению диметилфталат, диэтилфталат (Методические указания на определение вредных веществ в воздухе. М., Минздрав СССР, 1980. Вып.ХVI).
Контроль за содержанием титана целесообразно осуществлять в соответствии с Приложением 6. Для определения содержания свинца следует использовать спектрографический (Методические указания N 1095-73) и полярографический (Методические указания N 1093-73) методы (Технические условия на методы определения вредных веществ в воздухе. М., ВЦНИИОТ ВЦСПС, 1973. Вып.IX).
Определение высокомолекулярных аэрозолей следует проводить гравиметрическим методом, утвержденным в качестве Методических указаний N 1719-77 (Методические указания на определение вредных веществ в воздухе. М., ЦРИА "Морфлот", 1981).
3.4. При воздействии лазерного излучения на металлы, стали и сплавы: Х18Н10Т, ВЖЛ-12У, Х20Н80, ВНС-2, константан, ковар и др. в воздух рабочей зоны может поступать ряд веществ, являющихся компонентами этих материалов: хром, никель, кобальт, железо, марганец, алюминий, молибден, медь, титан, вольфрам. Для контроля за содержанием аэрозолей металлов в воздухе следует применять спектрографический и полярографический методы, приведенные в Приложениях 6-12.
3.5. При работе лазерных установок воздух может загрязняться озоном, контроль за содержанием которого следует проводить фотометрическим методом, основанным на реакции озона с солью Мора и образовании железороданидного комплекса. Определению не мешают сероводород, формальдегид, акролеин, углеводороды, водород. Метод предусматривает устранение мешающего действия сернистого газа и двуокиси азота (Унифицированные методы определения атмосферных загрязнений. М., СЭВ, 1976).
3.6. Определение уровней шума при работе лазеров проводят в соответствии с ГОСТ 20445-75, ГОСТ 12.1.001-75 и ГОСТ 12.1.003-76. Определение уровня вибрации - в соответствии с ГОСТ 12.1.012-78 и стандартом СЭВ 1932-79.
3.7. На установках, в цепях питания которых используется напряжение свыше 15 кВ, определение средств защиты и контроль за неиспользованным рентгеновским излучением следует проводить в соответствии с "Санитарными правилами работы с источниками неиспользуемого рентгеновского излучения"' N 1960-79.
3.8. Меры безопасности и защиты от высокого электрического напряжения определяются в соответствии с "Правилами технической эксплуатации электроустановок потребителей" и "Правилами техники безопасности при эксплуатации электроустановок потребителей", утвержденными Госэнергонадзором 12 апреля 1969 г.
3.10. Дальнейшие операции с изделиями и материалами (особенно металлическими) после лазерной обработки следует проводить после полного их остывания.
3.11. Все производственные процессы с применением сосудов, работающих под давлением, должны проводиться согласно "Правилам устройства и безопасной эксплуатации сосудов, работающих под давлением", утвержденным Госгортехнадзором СССР 19 мая 1970 г.
3.12. Меры пожарной безопасности регламентированы ГОСТ 12.1.004-76.
4. ГИГИЕНИЧЕСКИЕ, ТЕХНИЧЕСКИЕ И ОРГАНИЗАЦИОННЫЕ СРЕДСТВА ОБЕСПЕЧЕНИЯ БЕЗОПАСНОСТИ
4.1. Размещение оборудования и организацию рабочих мест проводят в соответствии с требованиями, определяемыми классом опасности лазера и конструкцией лазерной установки.
4.2. Естественное и искусственное освещение должно удовлетворять требованиям СНиП II-4-79.
4.3. Для создания средств коллективной защиты от лазерного излучения следует применять огнестойкие материалы, не выделяющие вредных веществ под его воздействием.
4.4. Средства индивидуальной защиты применяются только в том случае, когда коллективные средства защиты не позволяют обеспечить выполнение СНиП-лазер. При работе с лазерами должны применяться такие средства защиты, на которые имеется нормативно-техническая документация, утвержденная в установленном порядке, и которые отвечают требованиям СНиП-лазер.
4.5. Персонал, занятый осуществлением процессов лазерной технологии, должен быть обучен безопасным методам ведения работ в соответствии с ГОСТ 12.0.004-79 и с учетом особенностей технологического процесса.
4.6. Лица, допускаемые к работе с лазерами, должны проходить предварительный и периодические медицинские осмотры в соответствии с приказом N 400 Министерства здравоохранения СССР и "Санитарными нормами и правилами устройства и эксплуатации лазеров" N 2392-81.
Приложение 1
РАСЧЕТ РАЗМЕРОВ ЛАЗЕРНО-ОПАСНОЙ ЗОНЫ
При определении границ лазерно-опасной зоны исходят из предположения, что воздействие на человека прямых и зеркально отраженных лучей исключено конструкцией установки.
Для проведения расчета необходимо знать выходные характеристики лазерного излучения и коэффициент отражения излучения от мишени . Наиболее важными характеристиками лазерного излучения, определяющими его воздействие на биологические объекты, являются: длина волны, диаметр и расходимость пучка, длительность и частота повторения импульсов, энергия (мощность) излучения. Эти параметры приводятся в паспортных данных лазерной установки.
В соответствии с классификацией лазерных установок по ГОСТ 12.1.040-83 опасность воздействия диффузно отраженного излучения на глаза и кожу существует для источников III и IV классов, при длине волны от 0,4 до 1,4 мкм и IV класса при длине волны вне указанного интервала. Поэтому расчет ЛОЗ проводят для лазеров этих классов.
Примечание. III класс не распространяется на лазеры среднего и дальнего ИК диапазонов спектра.
На рис.1 показана зависимость мощность лазера (в Вт) от радиуса пучка излучения (в см) при генерации излучения с длиной волны 10,6 мкм в непрерывном режиме для соответствующих классов опасности. На этом же рисунке приведена шкала (справа), на которой отложено отношение (мощность излучения к ПДУ лазерного излучения), позволяющая оценить класс лазера при его работе в произвольном режиме.
При см значение вычисляют по формулам, приведенным в СНиП-лазер.
Рис.1. Зависимость мощности излучения с длиной волны 10,6 мкм от радиуса пучка для различных классов лазеров
Приведем способ использования данного рисунка.
1) При радиусе пучка =1 см и работе лазера в непрерывном режиме (=10 Вт/см) - лазеры с мощностью излучения, лежащей в диапазоне от 1,57х10 до 3,17 Вт, относятся ко II классу, а при мощности излучения больше 3,17 Вт - к IV классу.
Читайте также:



.JPG)


.jpg)