Лазерная резка металлических труб
Обновлено: 05.05.2024

Лазерные станки это один из главных типов оборудования в металлообрабатывающей промышленности. Традиционные отечественные методы резки труб - это, в основном, резка ручной пилой, резка на ленточнопильном станке, резка на абразивно-отрезном станке, резка газовой сваркой и т.д. В основном эти методы обработки имеют такие недостатки, как низкая эффективность резки и высокая трудоемкость, в то время как комбинированные станки для резки листов и труб и оптоволоконные лазерные труборезы широко используется в промышленной сфере благодаря преимуществам более высокой эффективности и хорошего эффекта обработки.
С развитием науки, техники и промышленности детали для производства труб широко используются в таких промышленных отраслях, как авиастроение, машиностроение, транспорт, нефтехимия, а также на фермах и в животноводстве.
В реальном производстве трубы обладают такими преимуществами, как низкая себестоимость, хорошая формуемость, малый вес конструктивных деталей и экономия материала, поэтому резка труб занимает важное место в промышленной сфере.
Поскольку форма, размер и применение труб различны, а резка труб зависит от таких факторов, как качество обработки, крайне важно выбрать разумное обрабатывающее оборудование, методы обработки и технологические меры.
Кроме того, при резке труб возникает множество неудобств. Даже если традиционные методы резки позволяют достичь прикладного эффекта, эффективность обработки низкая. Поэтому сочетание резки труб и лазерной технологии позволит расширить перспективы развития области резки труб.
Текущее состояние лазерной резки труб
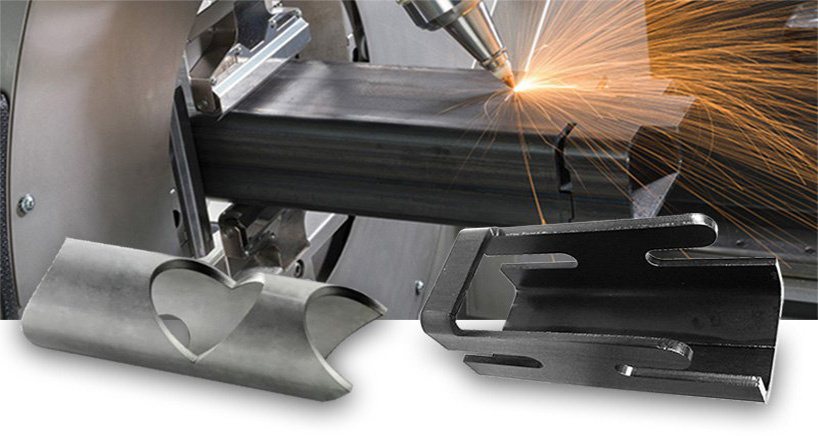
Существует множество преимуществ резки труб лазером, таких как малая ширина разреза, небольшая зона термического воздействия, высокая скорость резки, хорошая гибкость, гладкий рез и отсутствие износа инструмента.
При лазерной резке не только лазерное пятно должно перемещаться в трехмерном пространстве относительно заготовки по определенной траектории, но и ось лазера должна быть перпендикулярна обрабатываемой поверхности разрезаемой трубы в течение всего процесса обработки.
Производственная практика показывает, что ключевым моментом при резке труб является максимальное устранение дефектов качества резки, с целью удовлетворения требованиям к обработке.
При сложной обработке труб, такой как перфорация, прорезка, обрезка или подрезка, лазерная резка не только быстрее традиционных методов обработки, но и обеспечивает высокое качество обработки.
Обзор лазерной резки труб
В процессе обработки необходимо сначала обеспечить резку частей трубы, чтобы получить заготовку трубы необходимой длины.
Традиционным методом резки труб трудно удовлетворить потребности массового производства, и трубные изделия, обработанные этими традиционными методами, как правило, имеют низкое качество поверхности среза, а некоторые даже имеют дефекты обработки, такие как деформация и разрушение.
В дополнение к необходимости резки труб требуются некоторые другие виды обработки, такие как вырезание узора для украшения, спиральная, синусная, косинусная линейная резка, маркировка и т.д.
Преимущества лазерной резки труб
Ширина надреза обычно составляет 0,1-0,3 мм для резки труб лазером (включая прямую резку, коническую и фигурную).
Положение и температура резки могут быть точно отрегулированы, что в большей степени способствует автоматизации и интеллектуальному производству.
Кроме того, шум при лазерной резке низкий, а воздействие на окружающую среду незначительное.
Будущее развитие лазерной резки труб

Лазерная резка использует бесконтактный метод обработки, который не оказывает давления на стенку трубы в течение всего процесса, поэтому не вызывает деформации или разрушения внешней поверхности трубы. В то же время при лазерной резке трубы тепловое поле прорези сложное, охлаждение затруднено, шлак легко блокируется, что увеличивает сложность резки. Поэтому необходимо усилить углубленное изучение этих аспектов.
Лазерная резка имеет большую свободу в требованиях к материалу, форме, размеру и условиям обработки трубы. Пространственный контроль (изменение направления луча, вращение, сканирование и т.д.) и контроль времени (включение, выключение, интервал между импульсами) превосходны и просты в управлении. Кроме того, лазерная резка обладает одним из наиболее эффективных способов управления.
Более того, высокая точность и меньшее количество заусенцев при лазерной резке значительно сокращают время последующей обработки.
При изменении диаметра или формы трубы необходимо только изменить программу, поэтому разработка программного обеспечения для резки труб имеет большое исследовательское значение. Сочетание системы лазерной резки и технологии компьютерного числового управления может создать эффективное автоматизированное оборудование и открыть новый путь для высококачественной, высокоэффективной и недорогой обработки.
Для повышения эффективности резки труб наиболее эффективным методом производства является использование автоматической производственной линии лазерной резки.
Как использовать автоматическую производственную линию для резки труб?
Во-первых, лазерный луч после фокусировки должен быть гарантированно синхронизирован с трубой, которая предназначена для резки на автоматической производственной линии.
Во-вторых, требуется, чтобы лазерное пятно после фокусировки можно было повернуть на один круг относительно разрезаемой трубки, а ось лазерного луча всегда была перпендикулярна оси трубы. Во время процесса резки лазерный луч производственной линии для резки труб перемещается вместе с разрезаемой трубой.
В процессе резки лазерный луч производственной линии резки труб следует за разрезаемой трубой. Эти синхронные движения должны контролироваться специализированной системой управления, поэтому исследование автоматической производственной линии лазерной резки труб также имеет большое значение.
Основные технологии лазерной резки труб:
Система направления и фокусировки света
В лазерных станках функция световодной системы заключается в направлении луча, выходящего из лазерного генератора, к режущей головке по фокусирующему световому пути.
При лазерной резки труб, если вы хотите получить высококачественный рез, необходим малый диаметр и высокая мощность фокусного пятна фокусирующего луча.
Режущая головка устройства лазерной резки оснащена фокусирующей линзой. После фокусировки лазерного луча линзой можно получить небольшое сфокусированное пятно, позволяющее выполнять высококачественную резку труб.
Управление траекторией режущей головки
При резке труб обрабатываемая труба относится к пространственной криволинейной поверхности, и форма трубы относительно сложная. Если ее запрограммировать и обработать обычными методами, возникнут определенные трудности.
Это требует от оператора выбора правильной траектории обработки и соответствующей точки отсчета в соответствии с требованиями процесса обработки, использования системы числового программного управления для регистрации условий подачи каждой оси и координат точки отсчета, а затем записи координат процесса обработки и создания программы обработки с помощью функций линейной и круговой интерполяции лазерной системы резки.
Поэтому изучение автоматической вертикальной функции лазерного луча и резки трубы также является одним из важных технических аспектов лазерной резки труб.
Автоматическое управление положением фокуса лазерной резки
Для обеспечения качества резки трубы, разрезанной лазером, сохранение фокуса на вертикальном направлении поверхности заготовки с помощью автоматических измерительных и управляющих устройств является ключом к лазерной резке трубы.
В настоящее время мы интегрируем положение лазерного фокуса с прямой осью (X-Y-Z) системы лазерной обработки, что делает движение лазерной режущей головки более легким и гибким, а положение фокуса можно хорошо понять, чтобы избежать столкновения режущей головки с режущей трубой или другими объектами во время обработки.
Влияние основных параметров процесса лазерной резки
Лазерная резка труб находит все более широкое применение в современном индустриальном обществе, а трубы, подлежащие резке, становятся все более разнообразными.

Таким образом, в соответствии с требованиями к материалу, форме и обработке режущей трубы, выбор соответствующих параметров процесса лазерной резки для достижения наилучшей эффективности резки и качества резки стал наиболее важным вопросом для всех пользователей лазерных станков.
Для лазерного генератора с непрерывным волновым выходом мощность лазера оказывает важное влияние на лазерную резку. В теории, чем больше мощность лазера, тем выше скорость резки. Но учитывая особенности самой трубы, максимальная мощность резки - не лучший выбор.
При увеличении мощности резки меняется режим работы самого лазера, что влияет на фокус лазерного луча.
При практической обработке мы часто выбираем максимальную плотность мощности в случае, когда мощность меньше максимальной, чтобы гарантировать эффективность и качество всей лазерной резки.
При лазерной резке трубы необходимо убедиться, что скорость резки находится в определенном диапазоне, чтобы получить лучшее качество резки.
Если скорость резки низкая, избыточное тепло будет накапливаться на поверхности трубы, зона термического воздействия увеличится, в следствии чего разрез станет шире. Кроме того, поверхность надреза прижигается вытекающим горячим расплавом, что делает поверхность надреза шероховатой.
Когда скорость резки увеличивается, средняя ширина окружной щели трубы становится меньше. Чем меньше диаметр трубы, тем более очевиден этот эффект.
С увеличением скорости резки время действия лазера сокращается, общая энергия, поглощаемая трубой, становится меньше, температура на переднем конце трубы снижается, а ширина щели становится меньше.
Если скорость резки слишком высокая, труба не будет прорезана или отрезана, что повлияет на качество резки в целом.
При лазерной резке труб характеристики самой трубы могут оказывать большое влияние на процесс обработки.
Например, размер диаметра трубы оказывает значительное влияние на качество обработки.
В ходе исследования тонкостенной бесшовной стальной трубы, разрезанной лазером, было установлено, что диаметр трубы и ширина разреза будут продолжать увеличиваться, в то время как различные параметры процесса остаются неизменными.
При резке неметаллических и части металлических труб в качестве вспомогательного газа можно использовать сжатый воздух или инертный газ, например азот. Однако для большинства металлических труб можно использовать активный газ, такой как кислород.
После определения типа вспомогательного газа также важно определить давление вспомогательного газа.
При резке трубы с небольшой толщиной стенки на относительно высокой скорости давление вспомогательного газа следует увеличить, чтобы предотвратить попадание прилипшего шлака в разрез; когда толщина стенки режущей трубы большая или скорость резки низкая, давление вспомогательного газа следует соответствующим образом уменьшить, чтобы предотвратить непрорезание или недорезание трубы. Положение луча может быть изменено в зависимости от того, в каком месте он находится.
Положение фокуса луча также очень важно при лазерной резки труб. Во время резки положение фокуса обычно находится на поверхности резания трубы. При выставлении правильного фокуса, разрез имеет малые размеры, эффективность резки самая высокая, и эффект резки также самый лучший.
Резка металлического профиля на оптоволоконном лазере для резки труб LF60M/1500 Raycus
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!
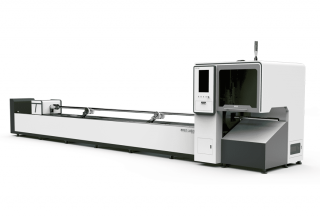
Оптоволоконные лазерные станки для резки труб

Позволяют раскраивать металлические трубы квадратного, круглого, овального и D-образного сечения, а также позволяет резать полосу, профили H- П-, L-, U- образной формы, со стороной от 20 мм до 220 / 350 мм. Данные установки обладают значительной производительностью и не требуют высококвалифицированного и дорогого обслуживания. Преимуществом является высокая скорость обработки деталей в сравнении с традиционными методами.

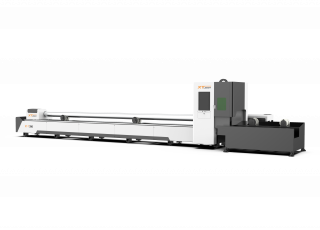
Станки легкой серии, предназначеные для резки металлических цилиндрических изделий из нержавеющей, углеродистой, марганцевой стали, латуни, алюминия и т.д. Корпус станка имеет сварную конструкцию из квадратной трубы, толщина 6,5 мм. Пневматические зажимы регулируются в диапазоне 20-160 мм. Труборез позволяет раскраивать металлические трубы квадратного, круглого, овального и D-образного сечения, а также позволяет резать полосу, профиля П-, L-, U- образной формы. Высокая надежность и минимальный остаток по трубе.

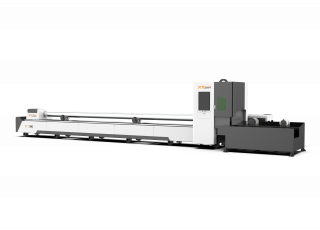
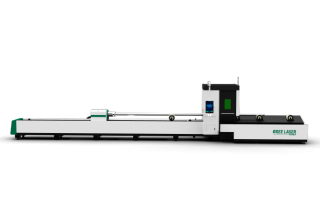
Станки легкой серии, предназначеные для резки металлических цилиндрических изделий из нержавеющей, углеродистой, марганцевой стали, латуни, алюминия и т.д. Корпус станка имеет сварную конструкцию из квадратной трубы, толщина 6,5 мм. Пневматические зажимы регулируются в диапазоне 20-220 мм. Труборез позволяет раскраивать металлические трубы квадратного, круглого, овального и D-образного сечения, а также позволяет резать полосу, профиля П-, L-, U- образной формы. Высокая надежность и минимальный остаток по трубе.
Оптоволоконные труборезные станки серии XTC-T предназначены для резки металлических цилиндрических изделий из нержавеющей, углеродистой, марганцевой стали, латуни, алюминия и т.д. Применяются в производстве лифтов, бытовых приборов, кухонных принадлежностей, в машиностроении и многих других производственных областях. Станки оборудованы лазерной режущей головкой Raytools (Швейцария). Источник излучения IPG / Raycus. Серводвигатели YASKAWA (Япония). Профильные направляющие 30 мм Hiwin (класс точности H).
Предназначены для резки металлических цилиндрических изделий из нержавеющей, углеродистой, марганцевой стали, латуни, алюминия диаметром до 350 мм. Применяются в производстве лифтов, бытовых приборов, кухонных принадлежностей, в машиностроении и многих других производственных областях. Станки оборудованы лазерной режущей головкой Raytools (Швейцария). Источник излучения IPG / Raycus. Серводвигатели YASKAWA (Япония). Профильные направляющие 30 мм Hiwin (класс точности H).

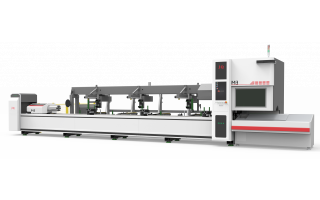
Оптоволоконные лазерные станки для резки металлических труб круглой, квадратной, эллиптической, шестисторонной формы, D-образные трубы и другие. Труборезы данной серии оснащены автоматическим электрическим зажимом для труб, с помощью которого могут вырезать трубы диаметром 20-200 мм без ручного выравнивания. Автоматическая система поддержки труб позволяет обрабатывать трубы большой длины без их деформации. В переднем и заднем зажимном патроне установлены серводвигатели Yaskawa по 1,8 кВт. Во время работы станка отсутствует тряска, точность резки высокая.
Станки для лазерной резки труб с автоматической загрузкой спроектированы и разработаны на основе станка M1. Станки оснащены пневматическими патронами полного хода и подходят для резки всех видов металлических труб диаметром от 15 до 230 мм.
Легкая серия оптоволоконных лазерных труборезов. Обрабатываемые материалы: сталь, в том числе нержавеющая, алюминий и сплавы, медь, сплавы меди и алюминия, титан, графит и т.д.
Современные станкки для резки труб из нержавеющей, углеродистой, марганцевой стали, латуни, алюминия и т.д круглой, квадратной, эллиптической, шестигранной формы, D-образных труб, с оптоволоконным лазерным излучателем и электронной системой управления ЧПУ. Могут обрабатывать трубы различных диаметров и длин. Широко используются в различных отраслях промышленности.
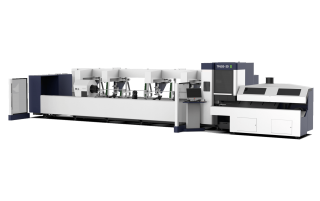
Современные пятиосевые станки для резки труб из нержавеющей, углеродистой, марганцевой стали, латуни, алюминия и т.д. Были созданы специально для 3D-раскроя труб и профилей длиной до 6,5 м. Благодаря высокой точности обработки ±0.03 мм, скорости 120 м/мин и наличию пятиосевой головы станки выполняют раскрой под углом с высокой скоростью и зеркальным качеством реза. Зажимное устройство с автоматическим центрированием подстраивается под любую геометрию трубы. Опция «Наклонный рез» с поворотной головой выполняет точные резы профильных труб под углом до 45° в диапазоне сечения от 12 до 254 мм.
Лазерная резка круглых труб

Во многих отраслях промышленности есть необходимость разрезать стальные трубы либо трубы из цветных металлов при помощи лазера. Если не нужен качественный срез и точность, то можно прибегнуть и к механической обработке. При малом объеме работы вполне можно обойтись плазменной, кислородной, газовой технологиями резки.
Лазерная резка круглых труб отличается высоким качеством и скоростью, благодаря чему она является наиболее востребованным способом обработки, которым пользуются предприятия, выпускающие металлические изделия и конструкции независимо от их сложности и формы.
Как происходит лазерная резка круглых труб
Лазерная резка круглых труб широко используется трубопрокатными предприятиями благодаря своим неоспоримым преимуществам, в числе которых качественная линия реза, минимальное количество отходов и низкие энергозатраты. Суть метода состоит в том, что лазерный луч одновременно с подаваемым газом, воздействуя на конструкцию, прожигает и испаряет обрабатываемый металл. Для обработки используют мощные и высокоточные станки с ЧПУ.
Производство труб является наиболее рентабельной отраслью промышленности. Выпускаемая трубопрокатными заводами продукция востребована среди нефтяников и газовиков, химиков и строителей, энергетиков и пищевиков. Без труб невозможно создание водопроводных и отопительных систем. Их используют в машиностроении и других промышленных сферах.

Габариты круглых труб должны отвечать определенным, предъявляемым заказчиком требованиям. Для нарезки заготовок на фрагменты требуемого размера используют специальное оборудование, сама же обработка проводится с помощью газовой, плазменной или лазерной резки. Каждая из названных технологий обладает определенными достоинствами и недостатками, используется в определенных отраслях.
Лазерная резка круглых труб обладает меньшим числом недостатков, что и обеспечило ей лидирующие позиции. Благодаря значительной скорости работы, высокой технологичности метода, безупречной линии реза, чистоте получаемых кромок, не требующей последующей доработки, – обработка круглых труб лазером пользуется все более широким спросом. Поскольку лазерный луч максимально фокусируется, отходы в процессе обработки практически отсутствуют.
При помощи лазерной резки круглых труб можно работать с различными типами металлов и прочих материалов:
- сталью (включая нержавеющую);
- медью;
- бронзой;
- латунью;
- алюминием;
- металлополимерами;
- композитами и пр.
Лазерный луч позволяет обрабатывать любые трубы, независимо от способа их изготовления (сварки, литья или проката), сечения (круглого, профильного), толщины, температуры проката (холоднокатаные трубы или горячедеформированные). Теплофизические характеристики материала заготовки также не имеют значения, высокая концентрация направленной энергии лазерного луча позволяет выполнять аккуратные тонкие разрезы без следов окалины по краям обрабатываемой поверхности.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Поскольку при лазерной резке круглых труб материал заготовок не подвергается механическому воздействию, соответственно вероятность деформации сведена к минимуму. А благодаря высокой скорости обработки технология по праву относится к наиболее производительным.

Использование современных установок позволяет выполнять лазерную резку круглых труб из стали со скоростью до 600 м/ч. При этом на скорость работы влияет толщина заготовки – чем она меньше, тем быстрее происходит резка. При помощи дорогостоящего оборудования (преимущественно, японского) можно разрезать круглые трубы, толщина которых достигает 22 мм, а длина – 15 м.
В среднем же, установки, которыми пользуются на большинстве трубопрокатных заводов, позволяют работать с заготовками толщиной 5–8 мм и длиной 6–8 метров. Кроме того, оборудование рассчитано на определенный вес обрабатываемых конструкций, станина выдерживает круглую трубу, вес которой не превышает 20 кг на метр длины.
Проанализировав эксплуатационные затраты на обработку различных труб в зависимости от используемой технологии, можно прийти к выводу, что лазерные установки оптимальны для работы с тонкостенными изделиями, для резки толстостенных конструкций больше подходит плазменный метод.
При выборе оборудования для резки необходимо исходить из того, изготовлением какой продукции занимается предприятие.
В приведенной ниже таблице приведены сравнительные характеристики обеих методик:

Сравнив основные параметры плазменной и лазерной резки круглых труб, можно сделать вывод о том, что второй вариант обладает большими преимуществами.
Российские и иностранные компании производят множество автоматизированных моделей сверхточных и высокоэффективных лазерных установок, предназначенных для резки круглых труб. Они являются более дорогостоящими, тем не менее их стоимость окупается достаточно быстро благодаря возможности выполнения большого объема работы и высокого качества производимой продукции.
Суть технологии лазерной резки металла
Лазерная установка создает узкий направленный луч, который воздействует на поверхность заготовки на площади, равной нескольким микронам, при этом кристаллические решетки металлов нагреваются до температуры плавления.
Поскольку лазерный луч контактирует с поверхностью заготовки на минимальной площади, остальные ее области в процессе резки не нагреваются. Таким образом, установки не представляют опасности для обслуживающего их персонала.
К преимуществам лазерной резки круглых труб следует отнести также минимальную погрешность. При контакте луча с металлом он плавится и мгновенно испаряется. Длина луча при этом не превышает пары сантиметров.
При помощи лазера можно выполнять резку круглых труб небольшой толщины, в противном случае луч не будет эффективен.
Рекомендуем статьи по металлообработке
За счет аккуратности выполнения реза круглые трубы и другие конструкции или детали не нуждаются в дополнительной обработке, их можно сразу же использовать или передавать на следующий этап работы. Соответственно, еще одним преимуществом лазерной резки круглых труб является экономия затрат предприятия.
В основном, лазер предназначен для вырезания деталей и заготовок, однако его можно использовать и для фрезеровки или высверливания углублений заданной глубины и диаметра. К недостаткам можно, пожалуй, отнести, невозможность проводить работы внутри заготовки.
При помощи лазерных установок можно гравировать изделия, при этом нет необходимости в сложном оборудовании, достаточно минимального диаметра луча.
- Достоинства и недостатки лазерной резки.
Несмотря на неоспоримые преимущества резки круглых труб лазером, у этой технологии имеются и определенные недостатки.
Достоинства:
- Отсутствие механического воздействия на заготовку позволяет обрабатывать как прочные, так и хрупкие металлы.
- Рез отличается высоким качеством и ровностью краев. Дефекты при резке отсутствуют.
- Вырезанные лазером детали можно сразу использовать, в дальнейшей обработке они не нуждаются.
- Благодаря точности резки можно работать с деталями независимо от их конфигурации.
- В установку можно загружать чертежи, созданные в любой соответствующей программе.
- Лазерная резка круглых труб отличается высокой эффективностью и производительностью.
- На одном листе можно компактно разместить большее число деталей.
- Позволяет экономить ресурсы, финансы и время.
Недостатки:
- Оборудование для лазерной резки круглых труб является дорогостоящим.
- Нельзя работать с металлами, имеющими высокие отражающие характеристики.
- Ограничения по толщине материала (максимум – 20 мм).
- Принцип работы установок для лазерной резки металлов.
Несмотря на простоту и компактность установок, они отличаются большей мощностью, чем иные станки для резки металлов.
Основу установки составляет стержень, являющийся сердцем излучателя. Непрерывный световой поток позволяет ему возбуждаться и накачиваться.
Установки оснащаются специальными системами, фокусирующими луч, и резонаторами, придающими ему силу, которая необходима для плавления металла.
Для управления установками используются специальные автоматизированные программы, заложенные в память ПО оборудования.
Наибольшей эффективности работы можно добиться при использовании кислорода, позволяющего добиться самой высокой температуры. Это обусловлено реакцией, происходящей в момент соприкосновении газа с раскаленной обрабатываемой поверхностью. На скорость резки влияет чистота кислорода.
Преимущества лазерных станков с ЧПУ для резки круглых труб
Лазерный луч (лазер) – это когерентное монохроматическое вынужденное излучение узкой направленности, инициатором которого в активной среде выступает внешний энергетический фактор (электрический, оптический, химический и т. д.). В основе этого физического явления лежит способность веществ излучать волны определенной длины. Фотонное излучение происходит в момент столкновения атома с другим когерентным (идентичным) фотоном, который не поглощается в процессе. Фотоны, которые при этом становятся «лишними», и образуют лазерный луч.
Лазерный излучатель состоит из:
- активной среды;
- источника внешней энергии;
- оптического усилителя (резонатора).
Возникновение лазерного луча выглядит следующим образом – источник энергии извне направляет в активную среду (к примеру, кристалл рубина) фотоны определенной энергии. Проникая в нее, не поглощающиеся в процессе фотоны вырывают из ее атомов аналогичные частицы.
Активная среда дополнительно насыщается за счет действия оптического резонатора (например, двух параллельно расположенных зеркал), благодаря чему имеющие одинаковую энергию фотоны многократно сталкиваются с атомами, тем самым порождая новые фотоны. Одно из зеркал оптического резонатора делают полупрозрачным, позволяющим пропускать фотоны в направлении оптической оси (в виде узконаправленного луча).
Линейка лазерного оборудования достаточно широка. За основу классификации обычно берут вид активной среды (лазеры могут быть твердотельными, газовыми, полупроводниковыми), тип подачи энергии (импульсные установки или те, что имеют постоянную мощность), размеры оборудования, мощность излучения, назначение и т. п.
Благодаря высокой концентрации энергии лазерный луч проникает в материал заготовки, расплавляя, испаряя, воспламеняя, другим образом меняя его структуру. Сам процесс резки схож с механической обработкой, однако вместо режущего инструмента используется луч, при этом не образуются отходы (металл попросту испаряется). Достаточная мощность оборудования и небольшая толщина металла позволяет разрезать заготовки насквозь. Если мощность будет меньше, лазер оставит на ее поверхности определенный след (гравировку).
К преимуществам лазерной резки круглых труб можно отнести тонкую линию реза, минимальную область обработки, минимальное температурное воздействие на прилегающие зоны, высокое качество получаемых изделий. Лазер позволяет работать с любыми материалами (бумагой, резиной, полиэтиленом), заготовками различной формы и размера.
Благодаря использованию современных лазерных установок с ЧПУ можно обрабатывать деревянные, металлические, пластиковые, стеклянные, кожаные, резиновые, бумажные, полиэтиленовые и другие детали. Впрочем, хотя оборудование и является в значительной степени универсальным, у различных моделей (и их линеек) имеется собственная «специализация».
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Сколько стоит лазерная резка

Сколько стоит лазерная резка металла, из чего складывается цена на те или иные виды работ – вопросы, которые интересуют многих заказчиков, так как на сайтах металлообрабатывающих компаний, как правило, указывается либо очень приблизительная стоимость, либо большой диапазон цен.
На то есть причины. Лазерная резка металла – сложный технологичный процесс. На скорость и качество его выполнения влияют разные факторы: тип оборудования, вид металла, толщина заготовки, конфигурация детали и многое другое. Из нашего материала вы узнаете, как рассчитывается цена на лазерную резку и какие станки обеспечивают оптимальное соотношение цены и качества.
Факторы, влияющие на стоимость лазерной резки
Лазерная резка металлов обладает многочисленными достоинствами:
- точностью обработки;
- высокой скоростью резки;
- возможностью работы с любыми материалами;
- минимальным количеством отходов.

Недостатком этого вида обработки металлов является высокая стоимость. Это обусловлено ценой оборудования и эксплуатационными расходами. Чаще всего к лазерной резке материалов прибегают в том случае, когда выполнить работу другими способами невозможно.
Этот вид обработки представляет собой сквозной прожиг материала лучом лазера. Для того чтобы понять, сколько стоит лазерная резка металлов и из чего складывается цена, остановимся подробнее на технологии работы, расскажем о ее особенностях.
Во-первых, металл разрезается за счет высокой температуры лазерного луча. Температура резки настолько высока, что специалистам во избежание травмирования следует неукоснительно соблюдать правила безопасности работ.
Во-вторых, чтобы понять, сколько стоит лазерная резка металла, необходимо учитывать, что работа требует высокой точности и безупречности со стороны специалиста.
В-третьих, стоимость увеличивается за счет автоматизации резки. В процессе обработки от мастера требуются минимальные усилия, в то время как основную работу выполняет специальное оборудование. Следовательно, во время резки увеличивается энергопотребление.
В то же время конечная стоимость снижается, поскольку во время обработки образуется минимум отходов.
Говоря о том, сколько стоит лазерная резка и от чего зависит цена, уточним, что на ценообразование влияют следующие факторы:
- вид и режимы резки (насколько мощная лазерная установка используется, от каких источников энергии она работает, каким рабочим элементом, образующим поток газа, оснащено оборудование и пр.);
- конфигурация заготовки (если предполагается резка по прямым линиям, то стоимость будет ниже, чем при необходимости вырезать сложные узоры);
- общая длина разрезов;
- количество экземпляров деталей (чем их больше, тем меньше стоит лазерная резка одного элемента);
- металл или сплав, из которого изготовлена деталь (поскольку разные материалы режутся с разной скоростью, стоимость работы не может быть одинаковой);
- толщина листовой заготовки – она напрямую влияет на затрачиваемое на резку время;
- сроки работы – срочные заказы стоят больше;
- необходимость выполнения дополнительных работ.
Для того чтобы рассчитать, сколько стоит лазерная резка, необходимо уточнить, требуется ли доработка чертежей и технического задания, предоставленных заказчиком. Это дополнительная работа, которая также увеличивает стоимость заказа.
Примерная цена лазерной резки
Рассчитывать, сколько стоит лазерная резка, лучше в индивидуальном порядке. На сайтах компаний, предлагающих услуги такого вида обработки, чаще указаны приблизительные цены работы, более точный расчет можно получить, связавшись со специалистом.

Это вызвано особенностями каждого заказа, ведь именно от нюансов зависит окончательная цена работы.
Стоимость лазерной резки зависит от следующих факторов:
- Толщины, сорта и типа обрабатываемого металла. Резка стальной заготовки длиной 30 см и толщиной 0,1 см стоит около 9 рублей, для деталей из нержавеющей стали стоимость повышается до 20 рублей. Работа с алюминиевыми, латунными, медными, титановыми, дюралюминиевыми, бронзовыми деталями стоит еще дороже из-за особенностей материалов и сложности их обработки.
Лазерная резка толстых листов металла стоит дороже, чем работа с тонколистовым металлом, поскольку увеличивается расход времени и электроэнергии.
Также стоимость зависит от оборудования, используемого для обработки деталей. Оптоволоконные установки эффективнее газовых, так как более длинные волны позволяют выполнять работу точнее, резать тонкие и сильно отражающие излучение металлы.
Поэтому выгоднее заказывать большой тираж, так как в этом случае стоимость резки одной заготовки будет несколько ниже.
Поэтому для снижения расходов лучше обращаться с заказами заблаговременно.
Оптимальный способ лазерной резки металла по соотношению цены и качества
В процессе резки металл нагревается и разрушается лазерным лучом. Международное название этой технологии обработки металлических изделий – Laser Beam Cutting (LBC).
Выделяют три основные разновидности лазерной резки:
- Плавление – самый распространенный способ, используемый для большинства материалов. Лазерный луч нагревает поверхность обрабатываемой заготовки до температуры плавления. Если она подобрана правильно, то металл плавится только в области разреза, кромки остаются целыми. В зону реза подается также поток сжатого газа, выдувающий расплавленный металл, охлаждающий края разреза, предотвращающий расплавление и деформацию кромок.
Кислород не используется при работе с нержавеющей сталью и алюминием, так как он вызывает окисление металла. Для резки этих металлов используется азот. Режим работы оборудования выбирается в зависимости от толщины и температуры плавления материала заготовок. Достоинствами технологии являются точность, высокая скорость и экономичность резки.
- Горение – в основном используется для работы с черными металлами, но также подходит для резки цветных металлов и стали с высоким содержанием легирующих элементов. Кислород увеличивает количество тепловой энергии, что в свою очередь снижает себестоимость. Однако края разреза некоторых металлов горят, поэтому им требуется последующая обработка. Стоит такая лазерная резка достаточно дорого. К этой технологии прибегают при работе с определенными металлами. Так, при резке черных металлов не образуется оксидной пленки либо она легко удаляется. В то же время алюминиевые сплавы и нержавейка под воздействием кислорода сильно окисляются, поэтому при работе с ними также используется азот.
- Испарение – технология, подходящая для резки тонкостенных и тонколистовых заготовок. При этом подача лазерного луча осуществляется импульсно, расплавляя и испаряя металл в зоне реза, но не воздействуя на близлежащие области. Отходы из области обработки удаляются воздушным потоком. При этой технологии увеличивается температура нагрева (плавление алюминия происходит при +660 °С, а закипание – при +2 519 °С), а значит, и возрастает потребление электроэнергии. Из-за затратности способа к нему прибегают в тех случаях, когда использование других технологий не даст результата.
Оптимальное соотношение стоимости и результата работ у лазерной резки методом плавления.
Лазерная резка разных видов металла
Чтобы рассчитать, сколько стоит лазерная резка, следует исходить из индивидуальных свойств обрабатываемых металлов. Для сплавов и цветных металлов используется оборудование с минимальной мощностью 1 кВт, для черных металлов – 0,5 кВт.

Стали с высоким содержанием углерода обрабатывают газолазерным способом с использованием кислорода. Повышенная температура в зоне реза увеличивает скорость работы.
Срез, получаемый в результате газолазерной резки, отличается высоким качеством. Если необходима фигурная обработка (острые углы, отверстия в заготовках), то, помимо лазерного луча, используют также инертный газ.
Нержавеющую и оцинкованную стали режут с применением азота, подаваемого в зону разреза под давлением 20 атмосфер. Так как этот материал отличается высокой прочностью, то качественно обработать заготовки можно только при помощи газолазерной резки.
При определении того, сколько стоит лазерная резка цветных металлов, следует иметь в виду, что для работы с ними необходимо более мощное оборудование, к примеру, твердотельного типа.
Латунь, алюминий и сплавы с содержанием алюминия обрабатывают с помощью инертного газа, поступающего в зону реза под давлением 10 атмосфер. Это позволяет получить качественные чистые срезы. Если образуется некоторое количество грата, то он легко удаляется.
Из-за высокой теплопроводности меди лазером режут листы толщиной не более 0,5 см. В противном случае существенно возрастают расходы на обработку.
Лазерное оборудование используется для разрезания труб толщиной до 3 см. Линия реза может быть выполнена под различными углами, что в дальнейшем облегчает процесс монтажа и сварки.
Виды оборудования и качество лазерной резки
Чтобы определить, сколько стоит лазерная резка металлов, необходимо учесть, какое оборудование будет использоваться в процессе. Для классификации применяют несколько параметров. К примеру, в зависимости от рабочей среды (источника лазерного излучения) выделяют три разновидности установок:
Рассчитать, сколько стоит лазерная резка, можно, исходя из обрабатываемого материала.
Для сварки, резки, гравировки металлических, стеклянных, пластиковых изделий подходит оборудование, работающее на углекислом газе. Твердотельные установки используются для резки алюминиевых, медных, серебряных, латунных заготовок. Неметаллические изделия обработать с их помощью нельзя.
Качество лазерной резки зависит от точности реза (отсутствия шероховатостей, прямых стенок), скорости работы.
На результат обработки влияют:
- тип и размер заготовок;
- настройки лазерного оборудования;
- техническое состояние аппаратуры;
- качество разработанного макета.
Для получения качественного реза необходимо учитывать перечисленные параметры. В таком случае погрешность составляет до 0,1 мм.
Скорость обработки зависит от мощности используемой аппаратуры, толщины и уровня теплопроводности заготовок. Высокая теплопроводность обуславливает быстрый отвод тепла из зоны реза, значит, необходимо больше электроэнергии для работы. К примеру, лазерным станком мощностью 600 Ватт можно резать титановые детали, а также изделия из черного металла, однако обработать медные и алюминиевые заготовки с его помощью не получится.
Лазерная резка труб
Необходимость в резке медных или стальных труб возникает в разных производственных отраслях, при этом выполняться она может различными способами. Механические методы применяются для грубой нарезки, когда нет необходимости в точности и высоком качестве среза. Газовый, кислородный, плазменный и газоэлектрический способы также применяются для резки труб. Однако они больше подходят для выполнения работ небольшого объема. Лучшим качеством и скоростью обладает лазерная резка труб круглой и профильной конфигурации. Данный способ обработки сегодня широко используется на современных предприятиях для создания металлоконструкций разных форм и сложности.

Технологические особенности резки труб
Максимальный внешний диаметр труб для резки составляет от 150 мм до 400 мм.
Максимальная длина обрабатываемых труб составляет 6 000 мм.
Максимальная длина готового изделия - 3 000 мм.
Максимальная длина готового изделия при увеличенном варианте исполнения - 6 000 мм.
Максимальный вес обрабатываемой трубы составляет 20 кг./м.
Рассчитайте
точную стоиомсть
Цены на лазерную резку профильных труб
от 15x15 до 150x150 мм
Примеры работ








Экспресс расчет
стоимости заказа
Узнайте предварительную стоимость заказа,
отправив нам необходимую информацию:



Высота чистоты
поверхности среза
Обладая современным высокотехнологичным оборудованием, компания VT-metall предлагает профессиональные услуги по лазерной резке труб в Москве. Применение данной технологии не ограничивает нас в типах материалов. Мы можем нарезать стальные, алюминиевые, медные трубы, а также любые изделия из черных металлов и различных сплавов. Кроме того возможен лазерный раскрой труб профильного сечения, широко используемых на различных производствах.
Предлагаемая компанией VT-metall резка металлических труб лазером является идеальным вариантом для качественной и быстрой обработки большого количества материала. Скорость выполнения работ превышает любые иные методы. Лазерный станок способен за минуту разрезать трубу с толщиной стенки 3–8 мм. Переход между изделиями осуществляется автоматически, без необходимости какой-либо дополнительной перенастройки оборудования. Лазерная резка труб из нержавеющей стали выполняется в среднем со скоростью 300–600 м/ч. При этом данный показатель всегда зависит от диаметра трубы: чем он больше, тем ниже скорость обработки.
Лазерный раскрой трубы обеспечивается идеальную чистоту среза. Торцы медных труб, раскроенных с помощью метода лазерной резки, а также изделия из нержавеющей стали, алюминия и других металлов отличаются низкой шероховатостью. Кроме того, данная технология позволяет делать фаску под любым углом. Разрезанная труба сразу после лазерного станка может обрабатываться сваркой.
Чистота среза на торце труб из нержавеющей стали или медного сплава обеспечивается применением высокоточного профессионального оборудования. Данный параметр имеет большое значение в производстве трубопроводов, где от него зависит способность готовой конструкции выдерживать высокие нагрузки и давление. Обычная и декоративная лазерная резка труб из меди отличается отсутствием каких-либо деформаций и полным сохранением первоначальных качеств обрабатываемого изделия, поскольку металл в процессе нарезки не нагревается.
Читайте также: