Лазерная резка тонколистового металла
Обновлено: 27.09.2024
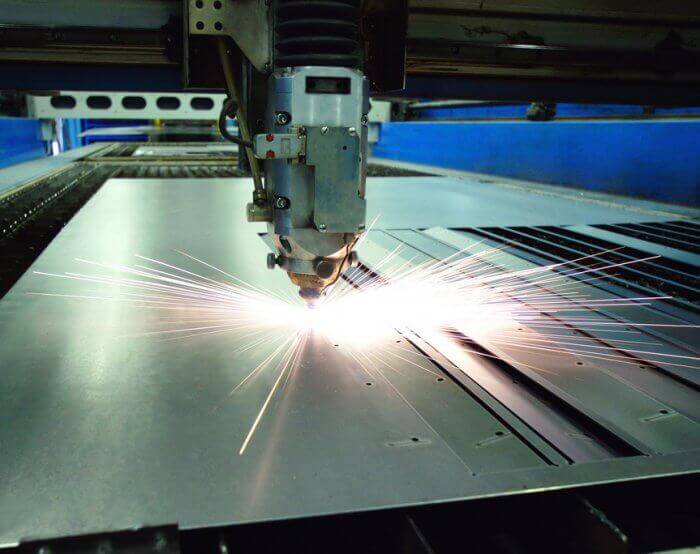
В настоящее время лазерная резка является одной из самых современных технологий металлообработки. С помощью нее выполняется раскрой и разрезание листового материала. Мощный лазер продуцирует тончайший световой луч, который локально воздействует на объект. В результате можно добиться высочайшей точности при создании любой, самой необычной формы изделия. Лазерная резка листового металла обладает таким количеством преимуществ среди всех методов металлообработки, что ее популярность вполне обоснована.
Простой принцип лазерной резки металла
Станок для резки листового материала способен создавать концентрацию энергии на поверхности заготовки с плотностью в 108 Вт на 1 см 2 . Такой эффект достигается за счет уникальных свойств луча лазера, а именно:
- Имеет постоянную длину и частоту волны, то есть монохроматичен, что выгодно отличает его от световых волн. Монохроматичность дает возможность фокусировать луч на любой поверхности через обычные оптические линзы.
- Исключительно высокая направленность и малый угол расходимости. Эти свойства луча позволяют выполнять качественную фокусировку.
- Когерентен, то есть большинство волновых процессов внутри луча согласованы между собой, а все вместе значительно повышают суммарную мощность излучения.
При лазерной резке материала зона плавления быстро распространяется вглубь изделия. Это обуславливается высокой теплопроводностью материала. Далее под воздействием лазера температура в зоне резки достигает точки кипения, и начинается испарение материала.

Резка металла лазером может выполняться следующими способами:
Лазерная резка листового металла при помощи испарения выполняется только на очень мощном оборудовании. Соответственно, энергии тратится достаточно много. Прежде чем пользоваться этим методом, необходимо рассчитать его экономическую целесообразность. Кроме того, данный прием не позволяет обрабатывать толстые листовые заготовки. Испарение обрабатываемого металла применяется только для обработки тонкостенных деталей.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Метод плавления металлической заготовки лазером получил более широкое распространение. Его популярность объясняется более высокой продуктивностью при низких энергозатратах. Этот способ позволяет обрабатывать более толстый листовой материал при помощи маломощного оборудования. Безусловно, данный прием нельзя назвать резкой лазером в чистом виде, скорее это газолазерная технология.
Оборудование для лазерной резки листового металла
Приведем основные разновидности оборудования для обработки листового материала лазером:
- Твердотелое оборудование. Устройство этого типа работает при помощи кристалла рубина (алюмоиттриевого граната, неодимового стекла), на который подается поток света под определенным углом. Сфера применения твердотелого оборудования: резка цветных металлов, гравировка, небольшие слесарные работы. В основном такие станки можно встретить в небольших мастерских.
- Газовая установка. Ее работа строится на том, что газ заряжается, проходя через электрическое поле. После этого он способен излучать монохроматический свет. Самыми распространенными моделями являются щелевидные, в которых используется углекислый газ. Это очень простые и мощные установки компактных размеров.
- Газодинамическая установка. Представляет собой мощное и сложное устройство, в котором углекислый газ разогревается до высочайшей температуры (до +3000 °С). После этого он пропускается через узкое сопло и расширяется. Выделяемая энергия при последующем охлаждении помогает сформировать тонкий луч. Это процедура отличается высокой стоимостью в сочетании с отменным качеством полученного изделия.
Резка листового металла с помощью лазерных комплексов
Современные технологии развиваются быстрыми темпами, поэтому сейчас существует много разных видов станков для лазерной резки листового металла.

На смену простым механическим резакам, отличающимся низкой производительностью и чрезмерно шумной работой, пришли многокоординатные аппараты. В зависимости от направления производства и экономических расчетов можно подобрать оптимальный по мощности лазер. Прецизионные обрабатывающие станки с ЧПУ способны выдавать готовую продукцию с точностью до 0,005 мм. При этом зона обработки на некоторых станках может достигать нескольких квадратных метров.
Современное оборудование позволяет значительно снизить воздействие человеческого фактора на производственный процесс. Большинство операций лазерной резки выполняются в автоматическом режиме. Форма и размеры изделия задаются в программном блоке. Он координирует деятельность лазера и рабочего стола, где зафиксирована заготовка. Наилучшее расстояние для эффективного резания устанавливается автоматически, так как станки оснащены системой настройки фокуса.
Рекомендуем статьи по металлообработке
Температура станка регулируется с помощью специальных теплообменников. Оператор в любой момент может проверить контрольные данные текущего состояния агрегата. Для подключения газобаллонного оборудования станок обеспечен системой клапанов. Через них в рабочую зону подается вспомогательный газ. Чтобы снизить нагрузку на вытяжную вентиляцию, современное оборудование имеет систему дымоулавливания. Безопасность обслуживающего персонала обеспечивает защитный кожух, которым закрыта область обработки.
Благодаря современному оборудованию точность лазерной резки листового металла повысилась, а сам процесс значительно упростился. Теперь достаточно правильно задать необходимые числовые параметры и на выходе получить готовую деталь. Отдельные параметры станка и квалификация оператора оказывают значительное влияние на производительность оборудования.
Современная концепция роботизированного производства направлена на освобождение человека от тяжелого труда. Новейшие технологии обработки листового металла при помощи лазера гармонично вписываются в данную идею.
Существует несколько типов лазерных станков. Универсальные стоят гораздо дороже, чем специализированные. На них можно выполнить сразу несколько операций и получить готовое изделие сложной формы. Специализированные станки имеют более узкую направленность. Широкий ассортимент станочного оборудования позволяет найти оптимальное решение для любого потребителя.
Плюсы и минусы лазерной резки листового металла
Обработка листового материала лазером имеет целый ряд преимуществ, выгодно отличающих этот способ от других методов обработки.

Перечислим основные достоинства метода:
- позволяет обрабатывать заготовки разной толщины: лазерная резка алюминия – 0,2–2 см, нержавейки – толщиной до 1,2 см, углеродистой стали – 0,5–2 см, латуни и меди – 0,2–1,5 см;
- ширина реза от 0,1 до 1 мм;
- не возникает непосредственного контакта рабочего инструмента с поверхностью детали, поэтому можно обрабатывать хрупкие и ломкие материалы;
- не требуется дополнительной финишной обработки;
- высокая производительность (особенно при сопоставлении с резкой металла кислородом);
- управлять оборудованием достаточно просто и легко (достаточно загрузить чертеж изделия в блок управления);
- резка тонколистового проката выполняется с высокой скоростью;
- возможна резка материала под углом и в различных направлениях;
- резка в небольших количествах экономически более выгодна, чем использование операций штамповки и литья;
- позволяет достичь точного реза с ровными краями, вследствие чего деталь можно сразу отправлять на другой участок обработки;
- можно изготавливать изделия сложных форм;
- компактное расположение деталей на листе раскроя позволяет значительно экономить материал.

Недостатками лазерной резки листового металла можно считать следующие факторы:
- высокая стоимость;
- резка бронзы, алюминия, легированной стали и латуни отличается низкой продуктивностью;
- не позволяет обрабатывать заготовки любой толщины;
- могут возникать сложности с последующей операцией – гибкой, если при резке возникало подкаливание материала.
Особенности лазерной резки определенных металлов и сплавов
Чистый титан прекрасно поддается резке лазером. Чтобы повысить скорость работы, можно использовать кислород. Негативной стороной этого способа является аккумулирование оксидного слоя по линии реза. Хотя при помощи кислородной струи этот слой легко удаляется.
Высокая теплопроводность алюминия и значительный коэффициент отражения от длины волны придают свои особенности процессу обработки. Для работы с алюминием лучше использовать лазер мощностью более 500 Ватт с точной фокусировкой луча. Вспомогательный газ будет способствовать удалению расплавленного материала из области реза. Соответственно, качество лазерной резки листового металла будет более высокое, чем у ленточной пилы.
Обработка медных и латунных листовых заготовок будет протекать аналогично работе с алюминием. Это объясняется тем, что данные материалы схожи по многим параметрам. Их небольшим отличием является то, что медь и латунь способны поглощать небольшое количество энергии.
Инструментальная листовая сталь прекрасно поддается лазерной резке. Ее свойства во многом похожи на характеристики легированной.
Лазерная резка листового металла пользуется особой популярностью в связи с тем, что растет потребность клиентов в различных деталях из нержавеющей стали. При использовании луча лазера зону термического влияния можно существенно минимизировать, что позволяет сохранять определенные свойства материала, включая устойчивость к коррозии. Из-за того, что нержавеющая сталь не способна взаимодействовать с кислородом, скорость резки может снижаться.
Лазерной резке поддаются практически все виды сталей. Если говорить об отдельных разновидностях, то, например, хромомолибденовая и хромоникелевомолибденовая сталь показывают максимальную точность реза и отсутствие каких-либо шероховатостей.
От чего зависит цена лазерной резки листового металла
Разберем подробнее, какие параметры оказывают влияние на стоимость лазерной резки листового металла:
- Сложность задачи. В зависимости от особенностей фигурных элементов может значительно изменяться цена резки металла лазером. Например, стандартная прямая резка листового металла не вызовет таких затрат, как лазерный раскрой и перфорация форм повышенной сложности по индивидуальному проекту.

- Применяемая технология. Гораздо больше стоят работы, которые необходимо выполнять на сложном автоматизированном оборудовании с применением новейших методов и сложнейшего программного обеспечения процесса лазерной резки листового металла.
- Параметры заготовки. Стоимость резки зависит от толщины и размера листового металла, который необходимо обработать. Эти параметры могут значительно затруднять процесс резки, поскольку на крупных заготовках сложнее точно позиционировать режущий инструмент.
Несмотря на высокую стоимость лазерной резки листового металла, она пользуется популярностью, потому что позволяет добиваться хороших результатов. Кроме того, многие компании делают скидки в зависимости от объема работ.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Лазерная резка листового металла
Лазерный раскрой листового металла
Производство металлоконструкций не обходится без раскроя плоского и профильного проката. От этой операции во многом зависит качество и стоимость готовой продукции. Сегодня в мастерских и на предприятиях успешно применяются несколько различных технологий резки, мы расскажем об одной из них. Итак, тема нашей статьи – лазерный раскрой листового металла.
Что понимается под раскроем металла

Раскрой листового металла относится к заготовительным операциям. Они выполняются с целью сформировать детали, пригодные для сварки и монтажа. По сути, это производство фрагментов металлоконструкций. На предприятиях нередко работают целые заготовительные подразделения, где производится резка, обработка краев реза, гибка и т. д. В результате получаются заготовки, требующие дополнительной обработки, или уже готовые детали. Все зависит от того, какие технологии и оборудование применяются на этом этапе.
Перед началом раскроя нужно рационально разместить «выкройки» на листе. Заготовка может быть любой формы, но проще всего, конечно, работать с прямоугольными. В ходе резки листового металлопроката образуются отходы – возвратные и невозвратные. Количество этих остатков непосредственно связано с используемой технологией.
Раскрой листового металла – непростая и очень ответственная операция. От нее зависит качество и себестоимость деталей и всей конструкции в целом. На современных предприятиях отдают предпочтение эффективным высокотехнологичным методам резки.
Принципы лазерной технологии раскроя листового металла

Наиболее точный раскрой листового металлопроката обеспечивает плазменная и лазерная резка – две технологии, связанные с термическим (термохимическим) воздействием на материал.
Эти методы основаны на быстром и сильном нагревании металлического листа в намеченной точке при помощи лазерного луча или струи плазмы. Происходит локальное расплавление и испарение металла. При перемещении резака по контуру будущей детали перемещается и зона нагрева. В итоге получается аккуратно вырезанная заготовка. Лазер также способен сделать отверстия заданной формы и размера.
Каков принцип работы лазерных установок? Энергия источника (вспышка особой лампы, электрический разряд или химическая реакция) превращается в световую энергию и многократно усиливается. Нарастанию способствует оптический резонатор – система из двух или нескольких специальных зеркал. Процесс происходит в так называемой активной среде, она может представлять собой газ, жидкость или твердое тело. Образуется узкий пучок концентрированной энергии высокой мощности, который и прожигает материал в заданной точке. Для резки металла применяются твердотельные (в том числе оптоволоконные), и газовые лазерные станки.
Лазерный раскрой листового металла происходит с минимальной погрешностью благодаря очень точной фокусировке луча – вся его энергия может быть сконцентрирована в точке диаметром 1 микрон. Программное управление обеспечивает идеальное соответствие вырезанных деталей чертежу. Причем возможно вырезать заготовки любой, самой сложной формы. Отличительной особенностью данной технологии является высокая скорость процесса при отличном качестве продукции.
Лазер способен резать любые металлы и сплавы. Поскольку мощный нагрев в точке реза происходит быстро, вся поверхность не успевает нагреться, поэтому лист не деформируется. Непосредственного контакта инструмента с обрабатываемым материалом нет, поэтому можно разрезать даже тонкие или хрупкие материалы. Правда, лазерный раскрой листового металла толщиной более 20 мм обычно не производится, так как для этого нужна установка очень большой мощности, а это экономически неоправданно.
Мощность лазерного излучения можно регулировать – выполнять не только резку, но и гравировку листа.

При раскрое происходит мгновенное расплавление и испарение металла. Струя вспомогательного газа выдувает остатки расплава и продукты окисления материала. Для раскроя относительно толстых листов в рабочую зону дополнительно подают кислород под давлением, чтобы поверхность материала в точке реза нагревалась еще сильнее.
Перечислим основные преимущества лазерной резки:
- доступна обработка даже самых твердых металлов и сплавов;
- высокая скорость раскроя;
- при высокой производительности станка сохраняется отличное качество работы;
- можно резать хрупкий металл, для которого другие способы обработки не годятся;
- подходит для производства фигурных заготовок и деталей, форма может быть любой;
- малые потери металла благодаря достаточно плотному размещению заготовок на листе, за счет этого себестоимость продукции снижается;
- вырезанные лазерным лучом детали не нуждаются в дополнительной обработке;
- процессом лазерного раскроя листового металла на станках с ЧПУ легко управлять;
- метод экономически эффективен, если правильно выбрать область применения и подобрать соответствующее поставленным задачам оборудование.

Недостатки данной технологии:
- не подходит для резки металла толщиной более 20 мм;
- при работе с металлом, обладающим выраженными отражающими свойствами (полированная нержавейка и др.), мощность и производительность станка снижается.
Лазерный раскрой листового металлопроката особенно востребован в случае изготовления больших партий идентичных деталей с абсолютно точным соблюдением их формы и размеров. Это актуально, например, при производстве судов, самолетов, автомобилей, станков, радиоэлектроники и точных приборов, для создания декоративных решеток и др.
Какое оборудование сегодня используют для лазерного раскроя листового металла

С появлением лазерных режущих станков производство металлоконструкций стало значительно дешевле и быстрее. Лазерный раскрой обеспечивает высочайшую точность и скорость работы. Эта технология оптимальна для обработки металлических листов малой и средней толщины. Она применяется на предприятиях металлургической отрасли и практически на любом машиностроительном производстве.
В России встречаются лазерные станки производства компаний Mitsubishi, Durmazlar, Trumpf, TST LASER, Mazak, FINN-POWER, Knuth, Halk, Mattex.
Наиболее популярно следующее оборудование:
- Лазерные станки ARAMIS.
- Лазерное оборудование компании Durmazlar.
- Установка 2D/3D СО2 Space GEAR MarkII производства фирмы MAZAK.
- Станки с ЧПУ для сварки и лазерного раскроя листового металла Laserdyne производства ПРИМА НОРС.
Стоимость оборудования для лазерной резки составляет в среднем 350 000 рублей.

Луч лазера – концентрированный поток световых частиц высокой энергии. Он почти не рассеивается и создает на поверхности разрезаемого материала крошечное световое пятно, размер которого обычно составляет несколько микрон. В этой точке металл моментально плавится, кипит и испаряется, в то время как остальная поверхность не подвергается нагреванию. Эти особенности позволяют добиться чрезвычайно узкого реза, при этом размеры и форма детали выдержаны с точностью до десятых долей миллиметра.
Нюансы лазерного раскроя металла в промышленных условиях

Для резки и гравировки металла на предприятиях используются твердотельные и газовые лазеры (жидкостные для этой цели не подходят). По сравнению с газовым, твердотельный лазер проще по конструкции, обладает более высоким КПД и экономичнее в эксплуатации. Однако его мощность обычно лежит в пределах от 1 до 6 кВт – значительно меньше, чем у газового лазера. Твердотельная лазерная установка может работать в постоянном или импульсном режиме, последний дает возможность увеличить мощность.
Рабочим телом (активной средой) твердотельного лазера служит стержень, изготовленный из кристалла или стекла с особыми «лазерными» свойствами. Чаще используются кристаллы иттрий-алюминиевого граната с неодимом (Nd:YAG), неодимовое стекло или рубины. Кстати, самый первый в истории лазер был рубиновым.
Под влиянием системы накачки (обычно это специальные лампы с подходящим по спектру излучением) стержень испускает фотоны. Световая энергия усиливается и фокусируется благодаря оптическому резонатору – системе зеркал и линз. Их положение можно менять для точной настройки лазера. Управление световым потоком, регулировка его параметров, а также концентрация луча в нужной точке в соответствии с контурами заготовки происходит автоматически, за это отвечает компьютер.
Для раскроя металлических листов используются и волоконные лазеры – тоже твердотельные, но выделенные в отдельную группу. В основе – кварцевое оптическое волокно, легированное неодимом, иттербием или другими редкоземельными металлами. Нередко волокно является одновременно и активной средой, и оптическим резонатором, а это означает упрощение конструкции и ее неприхотливость, ведь зеркала и линзы достаточно капризны. Накачка происходит с помощью диодной лампы (светодиода).
Волоконные лазерные установки компактны и мобильны, отличаются высокой мощностью и длительным периодом эксплуатации. Подходят для прецизионной резки благодаря отличной фокусировке луча. Высокий КПД установки, ее надежность, почти идеальные параметры луча, несложное и недорогое обслуживание сделали лазеры этого типа очень популярными на промышленных предприятиях. Стоит отметить также, что лазерный луч со всей его энергией передается по оптическому волокну как электрический ток по проводу – преимущества очевидны.
В газовых лазерах место стержня занимает трубка, заполненная газом, – в металлорежущих станках используется углекислый газ с добавлением азота и гелия. Трубка помещена в оптический резонатор. Внутри нее газовая смесь испускает фотоны под влиянием электрических разрядов (электрическая накачка). Газовый лазер дешевле твердотельного. Он способен выдавать мощность свыше 20 кВт в непрерывном режиме, так что может кроить очень твердые металлы и сплавы.
Помимо газов, служащих для получения собственно лазерного луча, в процессе раскроя материала участвуют вспомогательные газы. Например, металлы с высокой температурой плавления лучше всего резать в струе кислорода. Для резки алюминия и нержавеющей стали используется азот. Для титана, меди и некоторых других металлов подойдет только аргоновая среда.
5 итоговых советов по работе с лазером при раскрое листового металла

- Не рекомендуется подвергать лазерной резке некачественный металл. Следы коррозии или ржавчина сведут на нет преимущества этой современной технологии – качество реза будет неудовлетворительным.
- Не следует обрабатывать листы с заметными неровностями – результат непредсказуем.
- Размечая лист, нужно помнить о том, что заготовки должны располагаться не менее чем в 10 мм от краев. При этом минимальное расстояние между ними – 5–10 мм.
- Для повышения качества работы рекомендуется использовать металлические листы со скругленными углами.
- Раскрой заготовок со сложными контурами стоит дороже, поскольку продолжается дольше. Причина в том, что при прохождении каждой линии контура станок врезается в материал за пределами будущей детали, затем возвращается назад и меняет направление.

Итак, раскрой металла – это технологическая операция превращения металлопроката в заготовки или готовые детали требуемых размеров и формы. Лазерная резка используется для работы с любыми металлами. Она превосходит иные технологии по скорости обработки металлопроката и качеству готовой продукции, к тому же незаменима при производстве деталей сложной формы. При этом процесс резки экономически выгоден и безопасен как для человека, так и для окружающей среды.
Технология лазерной резки металла
Лазерная резка металла — это процесс нагревания и разрушения металла при помощи лазерного луча. Международное название технологии — Laser Beam Cutting (LBC).
На сегодняшний день существует 3 основных способа работы лазера по металлу:

- Плавление — наиболее распространенный способ, который подходит для большого количества материалов. Луч лазера разогревает поверхность металла до температуры плавления, которая различается у видов сырья. При правильно подобранном режиме металл расплавляется только по срезу, целостность кромок сохраняется. В зону обработки бьет поток сжатого газа, который выдувает расплавленный металл, охлаждает края, предотвращает плавление и деформации на срезах. Например, присутствие кислорода при резке нержавеющей стали или алюминия грозит окислением места среза, поэтому поверхность обдувается азотом. Алгоритм движения составлен на базе информации о материале (толщине, температуре плавления) и заложен в программное обеспечение, которое управляет действиями оборудования. Эта технология отличается высокой точность, скоростью и экономичностью.
- Горение — способ лазерной резки металла, который оптимизирует обработку черных металлов, но не подходит для цветных металлов и стали с высоким содержанием легирующих элементов. Воздействие кислорода дает в несколько раз больше тепловой энергии, чем работа лазера. Себестоимость процесса и время обработки уменьшаются. Методика имеет недостаток — горят кромки некоторых материалов. Затраты на постобработку срезов могут превысить экономию непосредственно резки. Выбор технологии лазерной резки “горение” определяет материал. Например, черная сталь в процессе обработки не образует оксидов или позволяет легко удалить их. Сплавы алюминия и нержавеющая сталь при контакте с O₂ окисляются, поэтому при раскрое этих материалов поступление кислорода отсекают струей азота.
- Испарение — используется редко, востребован только при резке тонкостенных изделий или листов малой толщины. Луч работает не сплошной струей, а короткими импульсами, рассчитанными на то, чтобы расплавить и испарить металл, не задев ничего вокруг, например, подложку (в изделиях). Воздушный напор удаляет технический мусор из рабочей области. Эта методика требует значительно большего нагрева материала. Например, алюминий плавится при 660 ํС, а закипает при 2 519 ํС. Соответственно, нужно почти в четыре раза больше энергии. Процесс более затратный, поэтому оправдан только в случаях, где не справляются другие технологии.
Таким образом, лазерная резка методом плавления — оптимальное соотношение цены и качества для большинства материалов.
Оборудование для лазерной резки
Устройства классифицируют по разным параметрам. По типу рабочей среды — источника лазерного излучения — выделяют три вида приборов:
- Твердотельные системы. В осветительном модуле располагается твердое рабочее тело и газоразрядная лампа высокой мощности. Рабочим телом может служить стержень из рубина, неодимового стекла и других материалов. Края стержня оснащены зеркалами: полупрозрачным и отражающим. Луч лазера, созданный рабочим телом, набирает мощность, благодаря множественным отражениям и выходит наружу через полупрозрачное зеркало.
- Газовые устройства. В них работает CO₂ (отдельно или в комплексе с гелием и азотом). Углекислый газ активизируют электроразряды. Для увеличения мощности также используют систему зеркал.
- Газодинамические приборы обладают самой высокой мощностью. Активным веществом тоже является оксид углерода (CO₂), разогретый до температуры в диапазоне от 726 до 2726 °С. Он активизируется при помощи дополнительного лазерного луча небольшой мощности. Проходя через специальное сопло, газ меняет состояние и становится источником излучения. Этот вид оборудования самый дорогостоящий.
Выбор вида лазерной резки зависит от материала, который необходимо обработать.

ЧПУ, использующие углекислый газ, отлично справляются со сваркой, раскроем, гравировкой металла, стекла, пластика и другого сырья. Оборудование твердотельного типа эффективно для резки алюминия, меди, серебра, латуни. Не работают с неметаллическими материалами.
Качество лазерной резки. От чего оно зависит?

Под качеством лазерной резки обычно понимают точность, качество реза (минимальную шероховатость, прямые стенки), скорость предоставления услуг.
Результат работ зависит от многих составляющих:
- Типа и размеров детали;
- Правильной настройки оборудования для лазерной резки;
- Технического состояния ЧПУ-станка;
- Качества разработки макета.
Чтобы получить нужный результат, необходимо учесть все эти параметры. При соблюдении правил использования, лазерные резаки обеспечивают точность до 0,1 мм.
Скорость резки обусловлена мощностью оборудования, толщиной и теплопроводностью обрабатываемого материала. Чем выше показатель, тем быстрее отводится тепло с рабочего участка, соответственно требуется больше энергии. Например мощности лазера в 600 Ватт достаточно для резки титана или черных металлов, но мало для меди или алюминия.
Особенности резки отдельных металлов

Индивидуальные свойства материалов требуют применения различных технологий лазерной резки. Сплавы и цветные металлы обрабатывают на станках мощностью не ниже 1 кВт, для работы с черными металлами будет достаточно мощности от 0,5 кВт.
Раскрой высокоуглеродистых сталей осуществляется в основном по газолазерной технологии с применением кислорода. Благодаря сильной тепловой реакции в зоне воздействия лазера, увеличивается скорость обработки металлического листа.
Этот метод дает высокое качество реза. Для фигурной резки, например, заготовок с острыми углами или отверстиями, в комплексе с лазерным лучом используют инертный газ.
При обработке изделий или листов из нержавеющей стали, используют азот, который транспортируют в рабочую область под давлением до двадцати атмосфер. Учитывая высокую прочность сырья, лазерная резка — практически единственный метод качественной обработки нержавеющей и оцинкованной стали.
Работа с цветными металлами требует аппаратов больше мощности, например твердотельного типа.
Для взаимодействия с латунью, алюминием и сплавами с его содержанием используют инертный газ под давлением до десяти атмосфер. Кромки получаются хорошего качество, возможно небольшое образование грата, который легко удалить.
Медь обладает высокими теплопроводными свойствами. Оптимальная толщина листов для раскроя лазером не больше 0,5 мм. Большая толщина требует значительных расходов, что не является экономически целесообразным.
Альтернатива лазерной резке металла
В современной металлообработке эффективно используют четыре технологии резки металла:
- Лазерная;
- Плазменная;
- Газовая;
- Гидроабразивная.
Каждый способ имеет свои преимущества и недостатки по отношению к различным видам материалов.
Плазменная резка металла
Плазменная резка — технология раскроя металла, при которой в качестве режущего инструмента выступает струя плазмы. К преимуществам относится возможность работы с любыми сырьем: цветными, тугоплавкими и другими сложными металлами. Еще один плюс технологии — создание резы любой формы, в том числе сложной геометрической.
Плазменная резка немного проигрывает лазерной в качестве кромок, соответственно и в точности. При лазерной обработке кромки имеют большую степень соответствия по перпендикулярности.
Для материалов толще 6 мм плазменный метод занимает меньше времени и затрат энергии по сравнению с лазерным. Однако при работе с тонкими материалами и изготовлении деталей сложной геометрии использование лазера эффективнее ввиду большей точности и максимального соответствия техническому заданию.

Газовая резка металла
Суть процесса газовой резки заключается в следующем: газ ацителен или пропан разогревает материал обработки до 1000-1200⁰С, затем подключается кислород, который загорается при контакте с раскаленным металлом и режет его. Технология подходит для материалов, температура горения которых ниже, чем плавления: для сталей с низким и средним содержанием легирующих элементов. Преимущества метода в невысокой стоимости, простоте, мобильности оборудования. Однако он подходит не для всех материалов, точность резки значительно уступает лазерной и плазменной.

Гидроабразизная резка металла
Рабочим инструментом при гидроабразивной резке выступает смесь воды с абразивными частицами (зерна карбида кремния, электрокорунда, других твердых веществ, гранатовый песок). Вода поступает в режущую головку под давлением до 6000 атмосфер, оттуда она со скоростью около 1000 м/сек (и выше) вырывается в камеру, где смешивается с абразивом. Смешанная струя разрушает целостность металла и смывает отрезанные частицы. Важная особенность гидроабразивной резки состоит в том, что обрабатываемые поверхности практически не нагреваются, что дает методу массу неоспоримых преимуществ.
Технология имеет ряд плюсов:
- Работа с любыми материалами;
- Высокое качество реза благодаря отсутствию пригорания и плавления поверхности;
- Возможность обработки термочувствительного сырья;
- Отсутствие вредных выделений в рабочем процессе;
- Пожаробезопасность работ.
К недостаткам можно отнести более низкую скорость в сравнении с плазменной и лазерной обработкой, высокую стоимость оборудования и себестоимость процесса.

Из рассмотренных вариантов лазерная резка — наиболее универсальный инструмент. Кроме непосредственного раскроя устройства используют для лазерной гравировки металла, маркировки, разметки и прочих операций.
Практическое применение технологии лазерной резки
Производство изделий при помощи лазерного оборудование состоит из нескольких этапов:
- Формирование идеи продукта.
- Разработка художественного эскиза.
- Создание технического макета модели.
- Изготовление тестовой детали на ЧПУ-станке.
- Контроль параметров и доработки в случае необходимости.
- Запуск серийного производства.
Созданию технического макета нужно уделить особое внимание, так как от его точности будет зависеть качество готового изделия.

Станки используют форматы программ AutoCAD, CorelDraw, поэтому чертежи для лазерной гравировки или резки должны быть выполнены в этих программах.
Требования к макетам для лазерной резки
- Масштаб чертежа 1:1.
- Замкнутые внешние и внутренние контуры.
- CIRCLE, LINE, ARC — команды для создания контуров.
- Команды ELLIPSE, SPLINE не поддерживаются.
- При наложении линий друг на друга лазерный резак будет проходить по одной и той же траектории несколько раз.
- В чертеже для лазерной резки должно быть указано количество деталей и рабочий материал.
- Вся информация о чертеже должна быть размещена в одном файле.
Ценообразование в услугах лазерной резки металлов
Цена услуг зависит от ряда составляющих и меняется в зависимости от технического задания.
Что влияет на стоимость услуг лазерной резки металла
- Вид металла. Например, резка черных металлов, стали и нержавейки стоит в 2-3 раза дешевле резки меди, латуни, титана, алюминия и его сплавов.
- Толщина листа. Чем больше толщина, тем выше цена. Нестандартные технические задания рассчитываются индивидуально.
- Сложные формы деталей. Чем больше требуется резов для достижения результата, тем выше цена.
Эти и ряд других параметров, которые оговариваются с заказчиком, формируют стоимость лазерной резки и гравировки.
О компании
Адрес: Санкт-Петербург, Петровский пр., д.20 литер Я (около д. 20 литер В)
Режим работы:
Понедельник - пятница
10:00 - 18:00
Полезные статьи
Работаем по всей России
Высокоточное производство
Пользовательское соглашение
Лазерная резка металла
Быстрота, низкая стоимость — лишь 2 плюса предоставляемого сервиса. Заказывая дешево услуги лазерной резки металла у нашей компании, вы гарантируете себе высокое качество, достигаемое благодаря использованию оборудования известных брендов. Это, пожалуй, главный критерий при выборе исполнителя.
Цена от 20 руб. м/пог.
Оформите заявку на сайте, мы свяжемся с вами в ближайшее время и ответим на все интересующие вопросы.
Видео с производства
Цены на лазерную резку
Сталь листовая углеродистая Г/К и Х/К
Нержавеющая сталь
Алюминий дюраль(АМГ,АМЦ)
Латунь
Минимальная стоимость заказа за одну операцию
- 5 000 руб. без учета стоимости материалов.
- В случае значительного увеличения объема последующих заказов, сумма 5 000 руб. включается в качестве скидки в следующий заказ.
Возможно срочное изготовление заказа - в день обращения или на следующий день, стоимость рассчитывается индивидуально.
Рекомендации к входящей документации
- Для расчета стоимости производства изделий Вам нужно предоставить чертежи в формате DWG или DXF;
- Масштаб деталей в чертежах 1:1;
- Контуры деталей должны быть в нулевом слое и выполнены в графических примитивах (линия, окружность, арка);
- Использование в чертежах сплайнов и эллипсов крайне нежелательно.
Требования к материалам заказчика
- материал не должен иметь коррозии и заломов;
- допустимый прогиб листа на длине 2500 мм не должен превышать 50 мм;
- заготовка должна иметь прямоугольную форму;
- желательно предоставление чертежей разверток или иной документации в формате DXF или в формате AutoCAD, при отсутствии документации в этих форматах, мы можем помочь Вам их разработать, стоимость подготовки документации определяется для каждого заказа индивидуально, в некоторых случаях мы можем сделать это бесплатно.
Общее описание
Процедура лазерной резки металла в Москве осуществляется с помощью компьютеризированного оборудования с ЧПУ. Узконаправленный луч света расплавляет нужную область заготовки. В зоне среза материал испаряется. Остается лишь ровная линии с конусностью кромки до 0..2°. Технология позволяет работать практически с любым сырьем:
- нержавейка;
- алюминий;
- латунь;
- сталь;
- медь.
Максимальная толщина обрабатываемого изделия не должна превышать 16 мм. Преимущественно услуга заказывается для разделения листов и прочих объектов толщиной в 1-16 мм. Она не имеет равных при работе с объектами тоньше 6 мм.
Только высокоточное европейское оборудование
Станки которые прошли сертификацию

Пример срезов на наших станках и на станках конкурентов
Наши станки


Недорогие станки из Китая, которые часто решают купить маленькие фирмы, не могут похвастаться стабильностью, из-за чего параметры скорости, фокусного расстояния и диаметра луча изменяются в процессе работы. Результат — кривые резы и плохо совместимые детали. С нами подобного не бывает.
Плюсы технологии

Высочайшая точность — главный плюс. Использование ЧПУ при лазерной резке металла исключило человеческий фактор. В компьютер станка закладывается программный чертеж, после чего тот в автоматическом режиме выполняет операции. Это позволяет делать следующее:
- обрабатывать лазером твердые сплавы;
- резать с незначительным отклонением в 0,05-0,2 мм;
- исполнять сложнейшие детали с узорами, изгибами даже из тонких листов;
- экономить материалы благодаря сведению численности отходов к минимуму;
- исключать появление сколов и прочих дефектов при разделении металлической заготовки;
- подготавливать крупные партии товара в минимально короткие сроки.
Еще о скорости: последний параметр в списке остается для многих партнеров ключевым. Сегодня к нам обращаются клиенты, требующие реализовывать массовые заказы в бесперебойном режиме. Далеко не каждая компания способна гарантировать стабильность, однако благодаря постоянно растущим мощностям, мы точно рассчитываем время изготовления серийных партий. Учитываются даже возможные форс-мажоры, которые в большинстве случаев легко устраняются силами резервных ресурсов.
Плазменная или лазерная резка листового металла? Первая разновидность обработки лучше подходит для изготовления простых изделий из заготовок толщиной более 6 мм. В случае обработки продукта в 20 мм, плазменный станок значительно выигрывает. Когда речь заходит о массовом производстве сложных конструкций, следует выбирать laser даже при работе с толстыми исходниками — отсутствие окалины исключит необходимость в последующей чистке товара, что сэкономит время, затраты труда, а значит и финансы.
Преимущества компании
Достижению наших целей способствует отменное качество и адекватная цена лазерной резки металла в Москве. Сегодня мы входим в 15-20% фирм столицы с самым низким прайсом. Сделать сервис дешевым позволил постоянный поток заказов — 7 из 10 клиентов возвращаются за услугами вновь, потому нам не требуется беспокоиться о недостатке работы и компенсировать простои завышением стоимости.
Персонал со стажем от 5 лет, обладает умением точно подбирать конфигурации для луча, обеспечивая вас первоклассным результатом. С момента открытия у нас не было ни одной жалобы, ни единому клиенту не пришлось ждать продукцию дольше оговоренного срока. Это лучший показатель надежности. Позвоните нам.
Читайте также: