Ленточные пилы гост по металлу
Обновлено: 19.05.2024
1. Подготовка к работе - обкатка ленточного полотна:
Очень важный пункт, так как ресурс ленточного полотна главным образом зависит от управляемой процедуры его "обкатки". Острозаточенный карандаш сломается сразу, в отличие от острого, но слегка притупленного, тот же принцип и при подготовке полотна. Сначала надо дать полотну приработаться к шкивам станка, погоняв его в холостую по воздуху около пяти минут. Затем, на меньшей скорости вращения полотна, примерно 70% от рекомендуемой и 50% от рекомендуемой скорости подачи, пропилить заготовки около пятнадцати минут, и только после этого довести скорость вращения и подачи до нормальной.
2. Натяжение полотна:
Степень натяжения ленточного полотна указана в инструкции по эксплуатации станка. Профессиональные и промышленные модели ленточнопильных станков оснащены встроенными тензометрами, при помощи которых можно контролировать степень натяжения. Важно не перетянуть полотно, так как из-за перетяжки существенно снижается стойкость, что приводит к разрыву ленточного полотна по сварному шву или образующимся трещинам. Если полотно недостаточно натянуть, то будет отклонение от перпендикулярной плоски пиления и извилистый пропил.
3. Эксплуатация полотна:
Основным показателем правильного выбор режимов резания служит отсутствие сильных вибраций при резании и вид стружки. Для оптимальной резки нужно, чтобы каждый зуб ленточного полотна срезал стружку определённой толщины. Практически подача подбирается по рекомендациям производителей оборудования или по типу стружки, которая получается при резке. В случае тонкой или пылеобразной стружки нужно увеличить скорость подачи полотна или уменьшить скорость резания. Слабо вьющаяся стружка свидетельствует о правильно выбранном режиме пиления. Стружка толстая или с голубым отливом говорит о чрезмерной скорости подачи или меньшей, чем необходимо, скорости резания. Так же важно - не перегреть режущий материал полотна, отсюда следует, что требуется интенсивный полив полотна СОЖ, зоны резания и распиливаемой заготовки. При возникновении вибраций уменьшать подачу. Следить за качеством поверхности среза, задиры и каверны могут являться следствием неправильного подбора шага, режимов обработки или износа полотна.
4. Отдых полотна:
Отдых полотна позволяет перераспределить усталостные напряжения, возникающие в процессе работы, сохранить свойства инструментального материала и увеличить срок службы. При интенсивной работе в течение всего рабочего дня лучше работать двумя полотнами, одним до обеда, другим после. В конце рабочего дня обязательно ослаблять натяжение полотна, а еще лучше снимать полотно со станка, и вывернув его наизнанку, вешать на крюк.

- Для распиловки тонкостенных заготовок, таких как трубы, листовой прокат и подобных, требуются ленточные полотна с мелким шагом зуба, иначе существует опасность повредить или сломать зуб полотна.
- Заготовки большого размера должны разрезаться ленточными полотнами с крупным шагом зубьев. Крупный шаг увеличивает производительность и оставляет много места для свободного образования стружки.
- Для распиловки мягких и вязких материалов, таких как алюминий и бронза, требуется много свободного места для образования стружки, здесь тоже используют полотна с крупными зубьями, так как они не дают стружке скапливаться и застревать между зубьями.
Рекомендации перед началом пиления
Убедитесь, что:
1. Используется правильный тип полотна для данного материала.
2. Полотно имеет правильный шаг и конфигурацию зубьев для данной заготовки (форма, размер).
3. Полотно правильно установлено на шкивах ленточной пилы и в направляющих.
4. Зубья пилы направлены в сторону пиления. Если зубья ленточного полотна смотрят в обратную сторону, выверните пилу. Видео, как это можно сделать, находится в разделе - Проблемы и решения.
5. Натяжение полотна соответствует рекомендуемому, 250 - 280 Н/мм².
6. Направляющие установлены максимально близко к обрабатываемой заготовке.
7. Щетка для стружки и другое оборудование для удаления стружки расположено и функционирует правильно.
8. Охлаждающая жидкость поступает в пропил и имеет правильную консистенцию и концентрацию.
9. Режимы резания соответствуют рекомендуемым (скорость и подача).
10. Обрабатываемая заготовка надежно закреплена.
11. Ленточная пила не пускается в ход и не останавливается во время контакта с обрабатываемой заготовкой.
12. Для резки в старом пропиле не используется новое полотно (там могут находиться фрагменты зубьев старого полотна, если оно вышло из строя не завершив рез).
Ресурс и стойкость ленточного полотна по металлу
Стойкость ленточного полотна зависит от множества факторов, среди которых:
- тип станка;
- режимы работы;
- обрабатываемый материал;
- поперечное сечение материала;
- материал полотна;
- подготовка полотна;
- соблюдение правил эксплуатации, такие как: правильная скорость резания, верно подобранный шаг зубьев, использование СОЖ;
- квалификация и настроение рабочего.
Ресурса одного погонного метра ленточного полотна хватает распилить 1.5-2 м² черного металла сплошного сечения. Если считать в часах, то ресурс для полотен большинства производителей составляет 140-160 часов работы. Снятие пилы при перерывах в работе оборудования на релаксацию, несколько увеличивает срок службы полотна.
Стойкость ленточных полотен
Производительность резания биметаллическими ленточными полотнами при пилении конструкционных сталей находится в пределах 35-70 см/мин, когда разрезаются высоколегированные сплавы и труднообрабатываемые материалы - 10-25 см/мин. Для каждого инструмента существует определённая зависимость между производительностью и стойкостью, которая отображена в таблице. Данные приведены для заготовок, диаметром 100 мм, разрезаемыми пилами 27х0,9.
20Х13, Р6М5
12Х18Н9Т
Кроме стойкости самого зуба пилы к износу, следует отметить также стойкость самого полотна к циклическим знакопеременным нагрузкам, возникающих при движении самой пилы в лентопротяжном механизме ленточнопильного станка. На стойкость полотна существенно влияет и правильно подобранный шаг зуба ленточной пилы.
Рекомендации выбора шага зубьев ленточной пилы
Материалом, размером и толщиной заготовки обусловлен правильный выбор шага зубьев. Так, чем меньше и тоньше заготовка, тем мельче должны быть зубья, а при пилении больших заготовок полотно должно иметь крупные зубья. Мягкие материалы требуют большего объема впадин и более крупного шага. Твердые материалы требуют большего количества зубьев, одновременно участвующих в резании и более мелкого шага. Мы советуем при подборе шага зубьев следовать правилу, чтобы не менее 3 зубьев при резке находились в теле заготовки, оптимально 6-12 зубьев, максимально 24 зуба.
На сегодняшний день в приоритете резка металла на ленточнопильных станках ленточными полотнами с переменным шагом зубьев, где первая цифра в обозначении указывает количество зубьев на первый дюйм, а вторая цифра показывает количество зубьев на второй дюйм, далее идет чередование зубьев по всей длине сваренного в кольцо полотна. Чтобы самостоятельно определить какой шаг зубьев на ленточной пиле у которой стерлось обозначение, надо подсчитать количество зубьев на пяти сантиметрах полотна.
Пять зубьев на пяти сантиметрах - шаг зубьев 2/3 TPI;
Семь зубьев на пяти сантиметрах - шаг зубьев 3/4 TPI;
Девять зубьев на пяти сантиметрах - шаг зубьев 4/5 TPI;
Десять зубьев на пяти сантиметрах - шаг зубьев 4/6 TPI;
Одиннадцать зубьев на пяти сантиметрах - шаг зубьев 5/6 TPI;
Двенадцать зубьев на пяти сантиметрах - шаг зубьев 5/7 TPI;
Тринадцать зубьев на пяти сантиметрах - шаг зубьев 5/8 TPI;
Шестнадцать зубьев на пяти сантиметрах - шаг зубьев 6/10 TPI;
Девятнадцать зубьев на пяти сантиметрах - шаг зубьев 8/11 TPI;
Двадцать зубьев на пяти сантиметрах - шаг зубьев 8/12 TPI;
Двадцать четыре зуба на пяти сантиметрах - шаг зубьев 10/14 TPI;
Двадцать восемь зубьев на пяти сантиметрах - шаг зубьев 12/16 TPI.
Наибольшее распространение полотна получили для резки профиля и труб на предприятиях машиностроения в заготовительных и серийных производствах. В зависимости от толщины обрабатываемой детали рассчитывается шаг зубьев ленточной пилы. Ниже приведены специальные таблицы расчета, которые смогут помочь сделать оптимальный выбор шага зубьев того или иного полотна.
| Диаметр, мм | Зубьев на дюйм | Диаметр, мм | Зубьев на дюйм |
| до 10 | 14 | до 25 | 10/14 |
| 10 - 30 | 10 | 15 - 40 | 8/12 |
| 30 - 50 | 8 | 25 - 55 | 6/10 |
| 50 - 80 | 6 | 40 - 80 | 5/8 |
| 80 - 120 | 4 | 55 - 120 | 4/6 |
| 120 - 200 | 3 | 80 - 150 | 3/4 |
| 200 - 400 | 2 | 120 - 350 | 2/3 |
| 300 - 700 | 1,25 | 250 - 500 | 1,4/2 |
| > 600 | 0,75 | > 500 | 0,75/1,25 |
Размер шага ленточной пилы для резки профиля и труб
| Стенка S, мм | Наружный диаметр, мм | |||||||||
| 20 | 40 | 60 | 80 | 100 | 120 | 150 | 200 | 300 | 500 | |
| 2 | 14 | 14 | 14 | 14 | 14 | 14 | 10/14 | 10/14 | 8/12 | 6/10 |
| 3 | 14 | 14 | 14 | 10/14 | 10/14 | 10/14 | 8/12 | 8/12 | 6/10 | 5/8 |
| 4 | 10/14 | 10/14 | 10/14 | 8/12 | 8/12 | 8/12 | 6/10 | 6/10 | 5/8 | 4/6 |
| 5 | 10/14 | 8/12 | 8/12 | 8/12 | 6/10 | 6/10 | 5/8 | 5/8 | 4/6 | 4/6 |
| 6 | 8/12 | 8/12 | 6/10 | 6/10 | 5/8 | 5/8 | 5/8 | 5/8 | 4/6 | 3/4 |
| 8 | 8/12 | 6/10 | 6/10 | 6/10 | 5/8 | 5/8 | 5/8 | 5/8 | 4/6 | 3/4 |
| 10 | 6/10 | 5/8 | 5/8 | 5/8 | 5/8 | 4/6 | 4/6 | 3/4 | 3/4 | |
| 12 | 5/8 | 5/8 | 5/8 | 4/6 | 4/6 | 4/6 | 3/4 | 3/4 | 3/4 | |
| 15 | 5/8 | 5/8 | 4/6 | 4/6 | 4/6 | 4/6 | 3/4 | 2/3 | 2/3 | |
| 20 | 4/6 | 4/6 | 4/6 | 3/4 | 3/4 | 2/3 | 2/3 | 2/3 | ||
| 30 | 3/4 | 3/4 | 3/4 | 3/4 | 2/3 | 2/3 | 2/3 | |||
| 50 | 2/3 | 2/3 | 2/3 | 2/3 | ||||||
* при распиловке труб, лежащих рядом, использовать значения с удвоенной толщиной стенки.
Рекомендуемые режимы резания на ленточнопильных станках
Преимущества пиления на ленточнопильных станках
Технология пиления на ленточнопильных станках находит все большую востребованность в современных производствах. К основным преимуществам использования ленточных полотен можно отнести:
- наименьшая величина стружки и отходов от резки;
- высокая точность изготовления торцов деталей;
- идеально ровная поверхность среза детали;
- отличная производительность и скорость работы оборудования;
- малошумность и отсутствие вибраций.
Используя ленточнопильные полотна взамен базовых способов резки дисками и ножами, в итоге мы получаем возможность сэкономить. Металл расходуется более расчетливо, значительно сокращается степень образования отходов производства. Кроме того, качество производимых изделий значительно превышает аналоги дисковой или резки на ножовочном станке.
Ленточные пилы гост по металлу
ГОСТ Р 53924-2010
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ПОЛОТНА ЛЕНТОЧНЫХ ПИЛ
Типы и основные размеры
Metal-cutting band saw blades. Types and basic dimensions
Дата введения 2012-01-01
Предисловие
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. N 184-ФЗ "О техническом регулировании", а правила применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 "Стандартизация в Российской Федерации. Основные положения"
Сведения о стандарте
1 ПОДГОТОВЛЕН Открытым акционерным обществом "ВНИИИНСТРУМЕНТ" (ОАО "ВНИИИНСТРУМЕНТ")
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 95 "Инструмент"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 12 ноября 2010 г. N 399-ст
4 Настоящий стандарт включает в себя модифицированные основные нормативные положения следующих международных стандартов: ИСО 4875-1:2006* "Полотна ленточных пил по металлу. Часть 1. Словарь" (ISO 4875-1:2006 "Metal-cutting band saw blades - Part 1: Vocabulary"), ИСО 4875-2:2006 "Полотна ленточных пил по металлу. Часть 2. Характеристики и размеры" (ISO 4875-2:2006 "Metal-cutting band saw blades - Part 2: Characteristics and dimensions").
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - Примечание изготовителя базы данных.
При этом дополнительные положения, учитывающие потребности национальной экономики и особенности национальной стандартизации, приведены в разделах 1 и 2 и выделены курсивом
5 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячно издаваемых информационных указателях "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
1 Область применения
Настоящий стандарт распространяется на ленточные пилы для резки сортового и фасонного проката, литья, листового материала, труб и других изделий из черных и цветных металлов, а также неметаллических материалов на ленточно-пильных станках.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 3882-74 Сплавы твердые спеченные. Марки (ИСО 513-75 "Материалы твердые инструментальные для обработки резанием. Обозначение основных групп стружкоудаления и групп применения", MOD)
ГОСТ 5950-2000 Прутки, полосы и мотки из инструментальной легированной стали. Общие технические условия
ГОСТ 19265-73 Прутки и полосы из быстрорежущей стали. Технические условия
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодно издаваемому информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по соответствующим ежемесячно издаваемым информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
3.1 Элементы полотна
3.1.1 полотно ленточной пилы: Бесконечное полотно из полосовой стали, имеющее зубья на одной стороне.
3.1.2 тело полотна: Часть полотна, расположенная между впадинами зубьев и верхней стороной (спинкой) полотна (см. рисунки 1 и 2).
Рисунок 1 - Элементы полотна пилы
Рисунок 2 - Шаг и число зубьев на единицу длины
3.1.3 зубья: Зубья, нарезанные по толщине полотна ленточной пилы и образующие режущие кромки (см. рисунок 1).
3.1.4 зубчатая часть полотна: Сторона, вдоль которой нарезаны зубья (см. рисунок 1).
3.1.5 верхняя сторона (спинка) полотна: Сторона, противоположная зубчатой части полотна (см. рисунок 1).
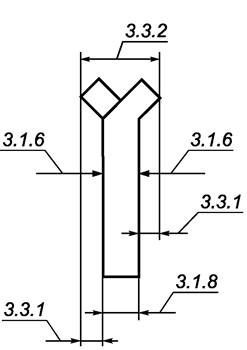
3.1.6 боковая сторона полотна: Плоская поверхность, расположенная между зубчатой частью и верхней стороной полотна (см. рисунок 1).
3.1.7 ширина полотна: Расстояние от вершины зуба до верхней стороны полотна (см. рисунок 2).
3.1.8 толщина полотна: Расстояние между двумя боковыми сторонами тела полотна (см. рисунок 3).
Рисунок 3 - Разводка зубьев и общая разводка
3.2 Характеристики зубьев
3.2.1 Шаг и число зубьев на единицу длины
3.2.1.1 шаг: Расстояние между вершинами соседних зубьев (см. рисунок 2).
3.2.1.2 число зубьев на единицу длины: Число полных зубьев на 25,4 мм длины зубчатой части полотна (см. рисунок 2).
Полный текст этого документа доступен на портале с 20 до 24 часов по московскому времени 7 дней в неделю .
Также этот документ или информация о нем всегда доступны в профессиональных справочных системах «Техэксперт» и «Кодекс».
ГОСТ 31525-2012
(EN 12268:2003)
Машины и оборудование для пищевой промышленности
Food processing machinery. Band saw machines. Specifications
Дата введения 2014-01-01
Цели, основные принципы и порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2009 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, применения, обновления и отмены"
1 ПОДГОТОВЛЕН Федеральным государственным унитарным предприятием "Всероссийский научно-исследовательский институт стандартизации и сертификации в машиностроении" (ВНИИНМАШ)
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии (Росстандарт)
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 24 мая 2012 г. N 41)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97
Сокращенное наименование национального органа по стандартизации
Минэкономики Республики Армения
Госстандарт Республики Беларусь
Госстандарт Республики Казахстан
4 Приказом Федерального агентства по техническому регулированию и метрологии от 20 ноября 2012 г. N 947-ст межгосударственный стандарт ГОСТ 31525-2012 (EN 12268:2003) введен в действие в качестве национального стандарта Российской Федерации с 1 января 2014 г.
5 Настоящий стандарт модифицирован по отношению к европейскому региональному стандарту EN 12268:2003* Food processing machinery - Band saw machines - Safety and hygiene requirements (Оборудование для пищевой промышленности. Ленточные пилы. Требования по безопасности и гигиене).
Текст измененных положений, элементов выделен в стандарте курсивом* или заключен в рамку.
* В бумажном оригинале обозначения и номера стандартов и нормативных документов в разделе "Предисловие", приложении ДВ, в рамках и по тексту документа отмеченные знаком "**", приводятся обычным шрифтом; остальные по тексту документа выделены курсивом. - Примечание изготовителя базы данных.
Ссылки на международные стандарты, которые приняты в качестве межгосударственных стандартов, заменены в разделе "Нормативные ссылки" и тексте стандарта ссылками на соответствующие идентичные и модифицированные межгосударственные стандарты.
Информация о замене ссылок приведена в приложении ДВ.
Сравнение структуры европейского регионального стандарта со структурой настоящего стандарта приведено в приложении ДГ.
Степень соответствия - модифицированная (MOD)
Стандарт подготовлен на основе применения ГОСТ Р 53474-2009 (ЕН 12268:2003)
6 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется е ежегодном информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
Настоящий стандарт содержит требования, предъявляемые к конструкции, изготовлению, хранению, транспортированию, монтажу, эксплуатации и безопасности ленточных пил (лентопильных машин), применяемых для разделки мяса и рыбы в производстве колбасных изделий, мясных и рыбных полуфабрикатов.
Настоящий стандарт не распространяется на пилы, используемые:
- в линиях первичной переработки скота для разделки туш скота на полутуши;
- для переработки дерева или подобных материалов;
- для бытового использования.
Настоящий стандарт применим только к машинам, которые изготовлены после даты издания настоящего стандарта.
Настоящий стандарт применяется совместно с ГОСТ 12.2.135, ГОСТ 2869* и ГОСТ 30146.
* Вероятно, ошибка оригинала. Следует читать: ГОСТ 28693-90. - Примечание изготовителя базы данных.
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты*:
* Таблицу соответствия национальных стандартов международным см. по ссылке. - Примечание изготовителя базы данных.
ГОСТ 2.601-2006 Единая система конструкторской документации. Эксплуатационные документы
ГОСТ 9.032-74 Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Группы, технические требования и обозначения
ГОСТ 9.104-79 Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Группы условий эксплуатации
ГОСТ 12.1.003-83 Система стандартов безопасности труда. Шум. Общие требования безопасности
ГОСТ 12.1.012-2004 Система стандартов безопасности труда. Вибрационная безопасность. Общие требования
ГОСТ 12.1.019-79* Система стандартов безопасности труда. Электробезопасность. Общие требования и номенклатура видов защиты
* В Российской Федерации действует ГОСТ Р 12.1.019-2009.
ГОСТ 12.1.030-81 Система стандартов безопасности труда. Электробезопасность. Защитное заземление, зануление
ГОСТ 12.1.050-86 Система стандартов безопасности труда. Методы измерения шума на рабочих местах
ГОСТ 12.2.007.0-75 Система стандартов безопасности труда. Изделия электротехнические. Общие требования безопасности
ГОСТ 12.2.022-80 Система стандартов безопасности труда. Конвейеры. Общие требования безопасности
ГОСТ 12.2.124-2013 Система стандартов безопасности труда. Оборудование продовольственное. Общие требования безопасности
ГОСТ 12.2.135-95 Оборудование для переработки продукции в мясной и птицеперерабатывающей промышленности. Общие требования безопасности, санитарии и экологии
ГОСТ 15.001-88* Система разработки и постановки продукции на производство. Продукция производственно-технического назначения. Порядок разработки и постановки продукции на производство
* В Российской Федерации действует ГОСТ Р 15.201-2000
ГОСТ 15.309-98 Система разработки и постановки продукции на производство. Испытания и приемка выпускаемой продукции. Основные положения
ГОСТ 27.410-87* Надежность в технике. Методы контроля показателей надежности и планы контрольных испытаний на надежность
* В Российской Федерации действует ГОСТ Р 27.403-2009.
ГОСТ 427-75 Линейки измерительные металлические. Технические условия
ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики
ГОСТ 3242-79 Соединения сварные. Методы контроля качества
ГОСТ 5632-72 Стали высоколегированные и сплавы коррозионно-стойкие, жаростойкие и жаропрочные. Марки
ГОСТ 14254-96 (МЭК 529-89) Степени защиты, обеспечиваемые оболочками (код IP)
ГОСТ 15150-69 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 21130-75 Изделия электротехнические. Зажимы заземляющие и знаки заземления. Конструкция и размеры
ГОСТ 21829-76 Система "Человек-машина". Кодирование зрительной информации. Общие эргономические требования
ГОСТ 23170-78 Упаковка для изделий машиностроения. Общие требования
ГОСТ 26582-85 Машины и оборудование продовольственные. Общие технические условия
ГОСТ 28693-90 Оборудование технологическое для мясной и птицеперерабатывающей промышленности. Санитарные требования
ГОСТ 30146-95 Машины и оборудование для производства колбасных изделий и мясных полуфабрикатов. Общие технические условия
ГОСТ 31277-2002* Шум машин. Определение уровней звуковой мощности источников шума по звуковому давлению. Ориентировочный метод с использованием измерительной поверхности над звукоотражающей плоскостью
* В Российской Федерации действуют ГОСТ Р 51402-99.
ГОСТ 31319-2006 (ЕН 14253:2003) Вибрация. Измерение общей вибрации и оценка ее воздействия на человека. Требования к проведению измерений на рабочих местах
ГОСТ МЭК 60204-1-2002* Безопасность машин. Электрооборудование машин и механизмов. Часть 1. Общие требования
* В Российской Федерации действуют ГОСТ Р МЭК 60204-1-2007.
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 панель для разделения на порции: Панель, расположенная параллельно полотну пилы и имеющая свойство регулироваться в соответствии с толщиной загружаемого куска.
3.2 нижнее колесо: Шкив, расположенный под рабочим столом и предназначенный для приведения в движение полотна пилы.
3.3 рычаг полотна пил: Устройство, приводящее в движение полотно пилы.
3.4 устройство, регулирующее степень натяжения полотна пилы: Устройство, увеличивающее и уменьшающее натяжение полотна пилы.
3.5 защитный кожух: Приспособление, защищающее верхние конечности тела от попадания в режущую зону.
3.6 толкатель продукта: Подвижное устройство для подачи сырья в зону разрезания.
3.7 устройство для разрезания последней порции: Панель для подачи последней части продукта.
3.8 полотно пилы: Режущее устройство в виде замкнутой зубчатой ленты.
3.9 защитная планка: Устройство, закрывающее неиспользуемую часть полотна и расположенное над режущей зоной.
3.10 высота резки: Толщина продукта, которая может быть получена при переработке на данных пилах.
3.11 ограничитель подающего стола (полка): Приспособление на подвижном подающем столе, с помощью которого продукт удерживается и затем проталкивается к режущей зоне.
3.12 верхнее колесо: Шкив, обеспечивающий реверс полотна пилы над столом.
3.13 линия разделки мяса: Комплект оборудования для переработки полутуш, четвертин, отрубов охлажденного и замороженного мяса на установленные порции, снабженный конвейерной транспортной системой подачи сырья на обработку и отвода готовой продукции.
3.14 подающий стол: Плоская поверхность, на которую вручную выкладывается порция сырья.
3.15 подвижный подающий стол: Подвижная плоская поверхность с задней стенкой для подачи продукта.
4 Устройство и принцип действия
4.1 Настоящий стандарт устанавливает следующие типы пил:
4.1.1 Тип I. Напольные пилы на колесах, оснащенные подающим столом и фиксированным толкателем продукта (см. рисунок 1б). Допускается изготовление пил без стола (см. рисунок 1а).
- расстояние от пола до верхней поверхности подающего стола (800-1050 мм); - расстояние А1 между толкателем продукта и рабочим столом должно быть менее 6 мм; - высота резки менее 250 мм
1 - переключатель "ВКЛ./ВЫКЛ."; 2 - толкатель продукта; 3 - порционная панель; 4 - крышка стола
1 - переключатель "ВКЛ./ВЫКЛ."; 2 - толкатель продукта; 3 - порционная панель; 4 - стол
4.1.2 Тип II. Ленточная пила с защитной планкой и фиксированным подающим столом, устанавливаемая на поверхности пола (см. рисунок 2).
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 3882-74 Сплавы твердые спеченные. Марки (ИСО 513-75 «Материалы твердые инструментальные для обработки резанием. Обозначение основных групп стружкоудаления и групп применения», MOD)
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодно издаваемому информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года , и по соответствующим ежемесячно издаваемым информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим ( измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
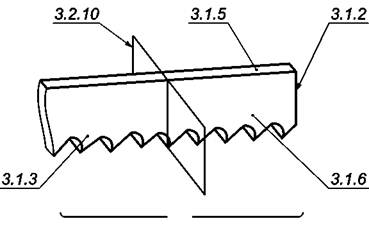

Рисунок 2 - Шаги число зубьев на единицу длины
3.1.7 ширина полотна: Расстояние от вершины зуба до верхней стороны полотна (см. рисунок 2 ).
3.2.1.3 переменный шаг: Цикл последовательности групп зубьев с разными шагами, который обозначается самым большим и самым малым шагами, выраженными числом зубьев на единицу длины.
Пример - Переменный шаг 6/10: наибольший шаг соответствует шести зубьям, а наименьший - десяти зубьям на 25,4 мм длины зубчатой части полотна.
3.2.2 режущая кромка: Кромка, образованная пересечением передней и задней поверхностей зуба и предназначенная для снятия материала (см. рисунок 4).

Рисунок 4 - Элементы геометрии зуба
3.2.3 высота зуба: Расстояние от вершины зуба до самой глубокой части впадины между зубьями пилы (см. рисунок 4).
3.2.4 передняя поверхность зуба: Поверхность, по которой сходит стружка (см. рисунок 4 ).
3.2.5 задняя поверхность зуба: Поверхность, расположенная от режущей кромки до радиуса ножки зуба и контактирующая с поверхностями заготовки в процессе резания (см. рисунок 4).
3.2.6 впадина: Пространство для удаления стружки, которое ограничивается передней поверхностью, радиусом ножки и задней поверхностью зуба (см. рисунок 4).
3.2.7 радиус ножки: Радиус, соединяющий переднюю поверхность одного зуба и заднюю поверхность предыдущего зуба (см. рисунок 4).
3.2.8 угол заострения: Угол между передней и задней поверхностями зуба (см. рисунок 4).
3.2.9 передний угол: Угол между передней поверхностью и основной плоскостью (см. рисунок 5).
1 - отрицательный передний угол; 2 - положительный передний угол
Рисунок 5 - Передние углы
3.2.10 основная плоскость: Плоскость, проходящая через точку на режущей кромке перпендикулярно к верхней стороне полотна (см. рисунки 1 и 5).
3.3 Разводка зубьев и общая разводка
3.3.1 разводка зубьев: Выступ зубьев с боковых сторон полотна, обеспечивающий зазор для резания (см. рисунок 3).
3.3.2 общая разводка: Общая толщина полотна между двумя разведенными смежными зубьями, определяющая ширину резания (см. рисунок 3).
3.4 Формы зубьев
3.4.1 нормальная или стандартная форма: Зубья, имеющие нулевой передний угол и впадины полного радиуса (см. рисунок 6).
Рисунок 6 - Нормальная или стандартная форма зубьев
Примечание - Эта форма может иметь разводку зубьев: два смежных разведенных или через один неразведенный, или волнообразную, или групповую.
3.4.2 с пропуском зуба: Зубья нормальной формы с пропуском одного зуба из двух соседних (см. рисунок 7).
Рисунок 7 - Форма с пропуском зуба
3.4.3 с положительным передним углом: Зубья нормальной формы и с положительным передним углом (см. рисунок 8).
Рисунок 8 - Форма с положительным передним углом
3.4.4 с пропуском зуба и положительным передним углом: Зубья формы с пропуском зуба и с положительным передним углом (см. рисунок 9).
Рисунок 9 - Форма с пропуском зуба и положительным передним углом
3.4.5 с переменным шагом зубьев: Зубья нормальной формы или с положительным передним углом с последовательностью зубьев с разными шагами (см. рисунок 10).
Рисунок 10 - Форма с переменным шагом зубьев
3.5 Типы разводки зубьев
3.5.1 стандартная разводка: Поперечная разводка каждого зуба попеременно вправо и влево (см. рисунок 11).
Примечание - Не применяется для полотен, предназначенных для работ по черным металлам.
Рисунок 11 - Стандартная разводка зубьев
3.5.2 разводка двух смежных зубьев через один неразведенный: Разводка одного зуба вправо, одного влево, одного - без разводки (см. рисунок 12).
Рисунок 12 - Разводка двух смежных зубьев через один неразведенный
3.5.3 волнообразная разводка: Поперечная разводка групп зубьев с регулярной переменой направления разводки вправо и влево (см. рисунок 13).
Рисунок 13 - Волнообразная разводка
3.5.4 групповая разводка: Поперечная разводка нескольких зубьев попеременно вправо и влево, за ними один, как минимум, неразведенный (см. рисунок 14).
Рисунок 14 - Групповая разводка
4 Основные размеры
4.1 Полотна ленточных пил следует изготовлять исполнений:
1 - полотна из инструментальной легированной стали по ГОСТ 5950;
2 - полотна биметаллические (материал режущей части - быстрорежущая сталь по ГОСТ 19265);
3 - полотна из инструментальной легированной стали с зубьями, оснащенными твердым сплавом по ГОСТ 3882;
4 - полотна для фрикционной резки (под действием возникающего при трении нагрева) из стали, стойкой к усталостности.
4.2 Основные размеры полотен исполнения 1 должны соответствовать указанным в таблице 1.
Ленточные пилы по металлу в соответствии с ГОСТ Р 53924-2010

Биметалл (Bimetal) - режущая часть полотна, которая напаивается лазером к основе сделанной из пружинной стали, является сложным сплавом нескольких металлов, полученных различными способами. Bimetal HSS М42 (аналог 10Р2М10К8) и HSS М51 (аналог 12Р10М4К10) могут изготавливаться способом взаимного одновременного литья, синхронного прессования либо гальванического нанесения. В случае с ленточными пилами по металлу, разные производители применяют отличные способы их изготовления, от этого и зависит качество полотна, его прочность и срок эксплуатации.
Описание ГОСТ Р 53924-2010
ГОСТ Р 53924-2010 подготовлен ОАО "ВНИИИНСТРУМЕНТ", внесен Техническим комитетом по стандартизации ТК 95 "Инструмент", утвержден и введен в действие Приказом Федерального агентства по техническому регулированию и метрологии от 12 ноября 2010 г. N 399-ст. ГОСТ распространяется на бесконечные ленточные пилы для резки сортового и фасонного проката, литья, листового материала, труб и других изделий из черных и цветных металлов, а также неметаллических материалов на ленточнопильных станках.
ГОСТ Р 53924-2010 включает в себя модифицированные основные нормативные положения следующих международных стандартов:
- ИСО 4875-1:2006 "Полотна ленточных пил по металлу. Часть 1. Словарь" (ISO 4875-1:2006 "Metal-cutting band saw blades - Part 1: Vocabulary");
- ИСО 4875-2:2006 "Полотна ленточных пил по металлу. Часть 2. Характеристики и размеры" (ISO 4875-2:2006 "Metal-cutting band saw blades - Part 2: Characteristics and dimensions").
В настоящем стандарте использованы следующие нормативы:
ГОСТ 3882-74 Сплавы твердые спеченные. Марки (ИСО 513-75 "Материалы твердые инструментальные для обработки резанием. Обозначение основных групп стружкоудаления и групп применения", MOD).
ГОСТ 5950-2000 Прутки, полосы и мотки из инструментальной легированной стали. Общие технические условия.
ГОСТ 19265-73 Прутки и полосы из быстрорежущей стали. Технические условия.
Варианты изготовления ленточных полотен:
1 - полотна из инструментальной легированной стали по ГОСТ 5950;
2 - полотна биметаллические (материал режущей части - быстрорежущая сталь по ГОСТ 19265);
3 - полотна из инструментальной легированной стали с зубьями, оснащенными твердым сплавом по ГОСТ 3882;
4 - полотна для фрикционной резки (под действием возникающего при трении нагрева) из стали, стойкой к усталостности.
Типы разводки зубьев:

1. Стандартная разводка: Поперечная разводка каждого зуба попеременно вправо и влево.
Примечание - не применяется для полотен, предназначенных для работ по черным металлам.
Рисунок - Разводка двух смежных зубьев через один неразведенный.

2. Разводка двух смежных зубьев через один неразведенный: Разводка одного зуба вправо, одного влево, одного - без разводки.
Рисунок - Разводка двух смежных зубьев через один неразведенный

3. Волнообразная разводка: Поперечная разводка групп зубьев с регулярной переменой направления разводки вправо и влево.
Рисунок - Волнообразная разводка

4. Групповая разводка: Поперечная разводка нескольких зубьев попеременно вправо и влево, за ними один, как минимум, неразведенный.
Рисунок - Групповая разводка
Общая разводка зубьев ленточных пил всех исполнений - по усмотрению изготовителя.
Разводка зубьев с боковых сторон полотна должна быть равной.
Предельные отклонения разводки - ±0,05 мм.
Допуск прямолинейности боковых сторон полотна в поперечном направлении по всей ширине не разведенной части должен быть не более 2 мкм/мм.
Основные размеры полотен должны соответствовать указанным в таблице
Читайте также: