Линия резки рулонного металла
Обновлено: 19.05.2024
Компания Интех ГмбХ / LLC Intech GmbH на рынке инжиниринговых услуг с 1997 года, официальный многолетний дистрибьютор различных производителей промышленного оборудования, предлагает Вашему вниманию различные линии поперечной резки металла.
Пример нашего инжинирингового проекта на линию поперечной резки металла
Линия поперечной резки металла в двух скоростных исполнениях 20 и 40 м/мин
Технические характеристики
Условия для нормальной работы линии:
Комплектация линии поперечной резки металла:
- направляющее устройство полосы для подачи листа с двумя горизонтальными роликами и боковыми упорами;
- передаточное устройство c правильным узлом c двумя силовыми передвижными передаточными роликами в обоих направлениях, один имеет резиновое покрытие и один закаленный и прошлифованный диаметром 120 мм., верхний ролик регулируется пневмоцилиндром для подачи листа, с возможностью регулировки давления, хромированные и прошлифованные правильные ролики диаметром 110 мм., три верхних ролика регулируются оператором с пульта оператора;
- дисковые ножницы в комплекте с 3 парами ножей, диаметром 181 мм, установленными на быстрозажимные держатели ножа с передвижной считывающей пластиной с миллиметровой шкалой. Узел может быть удален с линии для более легкой и быстрой регулировки. Проникновение ножа регулируется вручную;
- высокоскоростные механические гильотинные ножницы для сокращения времени резки до минимума;
- электрическая и электронная панелью управления с 99-позиционным программирующим устройством для предварительной установки размера и количества разрезов.
Точность ширины боковых полос не гарантируется, если лента не обрезается с помощью дисковых ножниц.
Напольная тележка для загрузки рулона
Консольный разматыватель
Выдвижной подающий транспортер (стол подачи) между разматывателем и правильными роликами
Наматыватель установленный на направляющих над гильотинными ножницами и регулируемый по ширине

Схема: 1 – Тележка для загрузки рулона; 2 – Разматыватель; 3 – Стол подачи; 4 – Правильный аппарат; 5 – Дисковые ножницы; 6 – Гильотинные ножницы; 7 – Наматыватель обрезков; 8 – Ограждение по периметру.
Примечание и рекомендации:
- Линия должна быть установлена на ровное прочное основание.
- После подключения оборудования к электросети и пневматической линии, оно готово к эксплуатации.
Объем поставки:
Линия резки в сборе
Линии поперечной резки металла длиной реза 3 м и 6 м
I. Общее описание линии поперечной резки
Линии поперечной резки осуществляют работы по размотке, правке, измерению, поперечной резке и штабелированию Линия включает в себя разматыватель, правильную машину, измерительные приборы, механические ножницы, конвейер, штабелер, гидравлическую систему, пневматическую и электрическую системы, и др., линия может обеспечивать точную подачу и резку. Она может широко использоваться для углеродистой стали холодного или горячего проката, белой жести, нержавеющей стали и прочих металлических материалов с покрытием на поверхности.
Линия поперечной резки управляется системой с ЧПУ. Длина измерения контролируется при помощи ПЛК. Информация о длине, нарезанном количестве и скорости может быть внесена в системы ПЛК. Когда машина достигает необходимого количества нарезанных изделий, она остановится автоматически. Скорость линии может регулироваться, у нее есть калибр высокой точности; вся линия может работать автоматически, производить гладкие листы и является простой в эксплуатации.
II. Характеристики линии
Подача:
Материал: оцинкованная сталь, предел прочности при разрыве, Н/мм²
Внешний диаметр рулона: 1300 мм (Max.)
Внутренний диаметр рулона: 508 мм
Ширина полосы: 1250мм (Max.)
Толщина: 0.35мм - 2мм (Max.)
Вес рулона: 10тонн (Max.)
Выход:
Макс. длина реза: max 6000 мм
Характеристики линии:
Скорость линии: Max 60м/мин (MAX.)
Точность (длина реза): ± 0.5мм/м
Точность (диагональ): ± 1мм/м
Точность (правка): ± 1.2мм/м²
Источник поступающего питания: Переменный ток 380В, трехфазный, 50Гц
Источник контрольного питания: переменный ток 220В,50 Гц
Электромагнитные клапаны: переменный ток 220В, 50 Гц
III. Список оборудования в объеме поставки:
1. Тележка для подачи рулонов
2. Разматыватель
3. Заправочный стол (устройство)
4. Машина правки
5. Накопитeль
6. Боковой направляющий ролик
7. Подающее устройство с сервосистемой и ЧПУ
8. Механические ножницы
9. Рольганг
10. Стол для штабелирования с тележкой
11. Подъемный стол
12. Гидравлические системы
13. Пневмосистемы
14. Электросистема управления ПЛК
Линии продольной резки рулонного металла

Линия продольно поперечной резки – это набор оборудования для качественного раскроя листового или рулонного металла. Компания «МОБИПРОФ» реализует линии резки металла в Москве и других городах России. Производимое нами оборудование продольно-поперечной резки рулонного металла сертифицировано и отвечает современным требованиям качества, безопасности и функциональности. Производство осуществляется в соответствии с действующими отраслевыми стандартами.
Наши линии поперечной резки металла адаптированы для эксплуатации в российских условиях, поэтому отличаются повышенной надёжностью. При ихизготовлении используются передовые технологии, модернизированные системы проектирования и высококачественные материалы.
Особенности работы линии резки металла
С помощью данного оборудования выполняется качественный поперечный и продольный раскрой металла на полосы заданной длины и ширины. Заготовками выступают как листы, так и рулоны. Ширина полос регулируется направляющими и достигает 1250 мм. Кроме раскроя возможно нанесение защитной плёнки и последующая намоткав рулоны (производство штрипса).
Линия резки рулонного металла состоит из следующих элементов:
- разматыватель (доступны разные модификации);
- станок продольной резки рулонного металла;
- дисковый нож или электромеханическая гильотина;
- приёмный стол длиной 1,5 метра;
- наматыватель (при необходимости).
Автоматизированная линия резки оснащается автоматической системой управления. С помощью пульта оператор задает необходимую длину и количество изготавливаемых полос.На линии поперечнойрезки можно успешно обрабатывать не только электротехническую и оцинкованную рулонную сталь с полимерным покрытием, но цветные сплавы толщиной от 0,3 до 1,5 мм (медь, алюминий, сплавы цинка и титана).
Виды линий продольно-поперечной резки рулонного металла
Вниманию покупателя представлено несколько линий для продольно-поперечного раскроя. Они различаются по следующим техническим параметрам:
- производительности (рулонные метры в минуту): от 5 до 10 м;
- максимальной толщине обрабатываемого листа: от 0,3 до 1,5 мм;
- наибольшей массы рулона: от 5000 до 10000 кг;
- режима работы: ручной, полуавтоматический, автоматический;
- потребляемой мощности: от 0,75 до 5,15 кВт;
- максимально возможного количества пар установленных ножей — до 15;
- размеров, массы.
Мы предлагаем следующие модели:
- ЛППР-1250/3-А;
- ЛППР-1250/3-Р;
- ЛППР-1250/5-А;
- ЛППР-1250/5-АСУ;
- ЛПР-1250/5-А.
Выбор определенной модели зависит от потребностей конкретного производства. Мы окажем экспертное содействие и поможем приобрести оборудование для изготовления штрипса, максимально соответствующее специфике эксплуатации.
Кроме того, у нас можно купить следующие комплектующие:
- дисковые ножи для продольного реза;
- устройство для нанесения плёнки;
- приводные двухопорные наматыватели;
- дополнительные секции для приёмных столов и прочие приспособления, необходимые для эффективной работы.
Преимущества линий поперечной резки металла
- Низкое энергопотребление;
- Высокая производительность;
- Универсальность в применении;
- Удобное управление, максимальный контроль;
- Долгий срок службы;
- Компактность, оптимальные габариты;
- Минимальное количество обслуживаемого персонала (1–2 человека);
- Широкий диапазон толщин перерабатываемого материала;
- Мобильность, взаимозаменяемость, свободная компоновка (узлы автономны и могут быть дополнены при необходимости);
- Отсутствие потребности в специальной подготовке помещения (станок можно установить просто на пол или разместить на строительной площадке в любом удобном месте).
Почему линии продольно-поперечной резки рулонного металла лучше покупать у нас?
- Большой опыт работы на рынке (с 1998 года);
- Возможность изготовления станков по индивидуальному заказу;
- Оперативная обработка заявки;
- Фирменная гарантия и квалифицированное сервисное обслуживание;
- Организация доставки по России.
Линия продольной резки ЛПР-1250/5-А
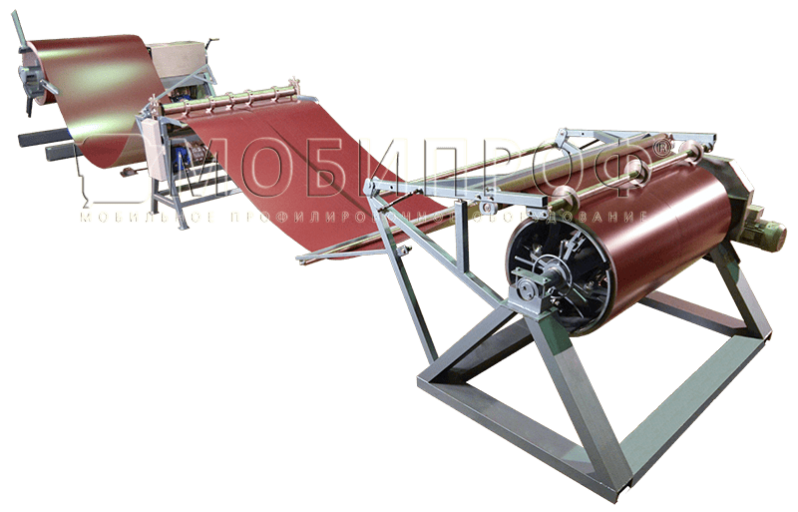


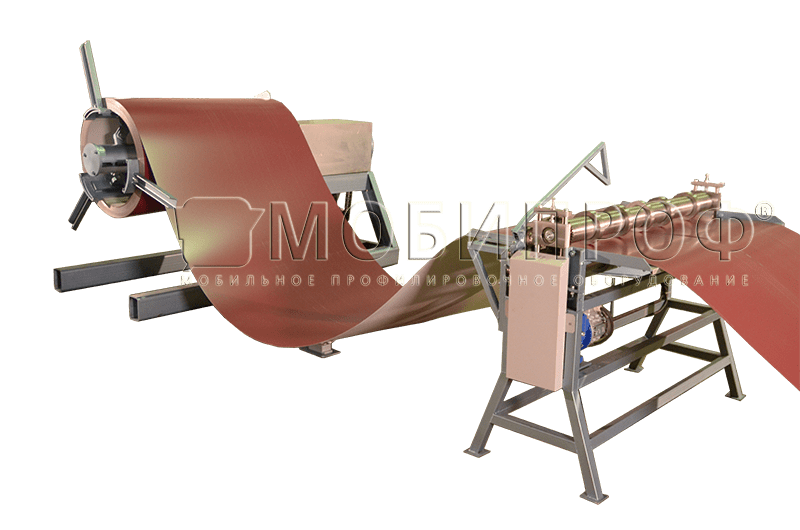

ЛПР-1250/5-А





Линия продольной резки предназначена для раскроя рулонного металла на ленты заданной ширины с последующей намоткой в рулоны.
Устройство и особенности работы линии продольной резки металла
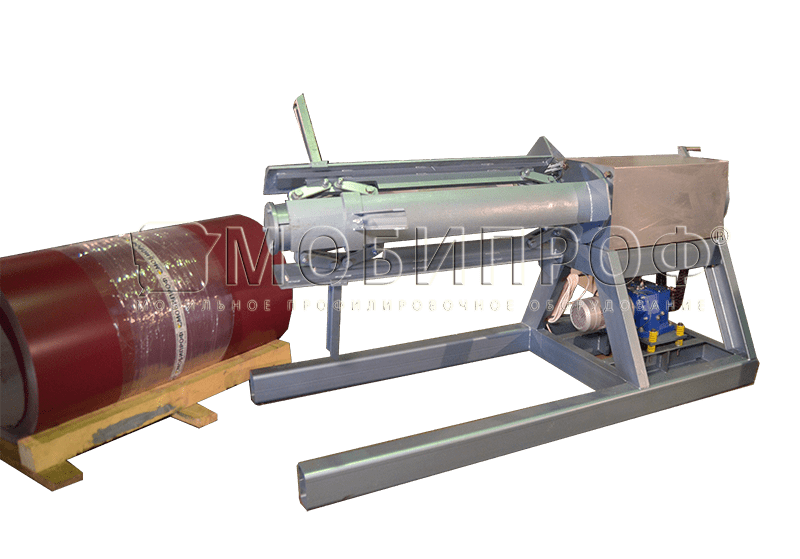
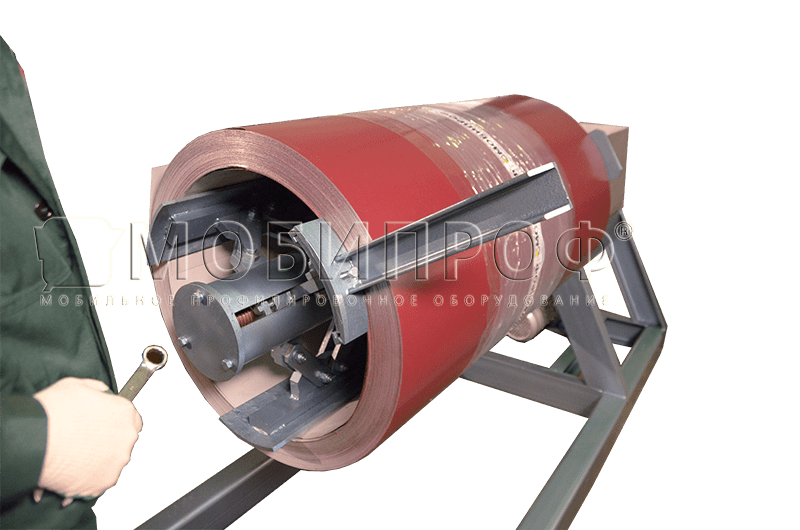
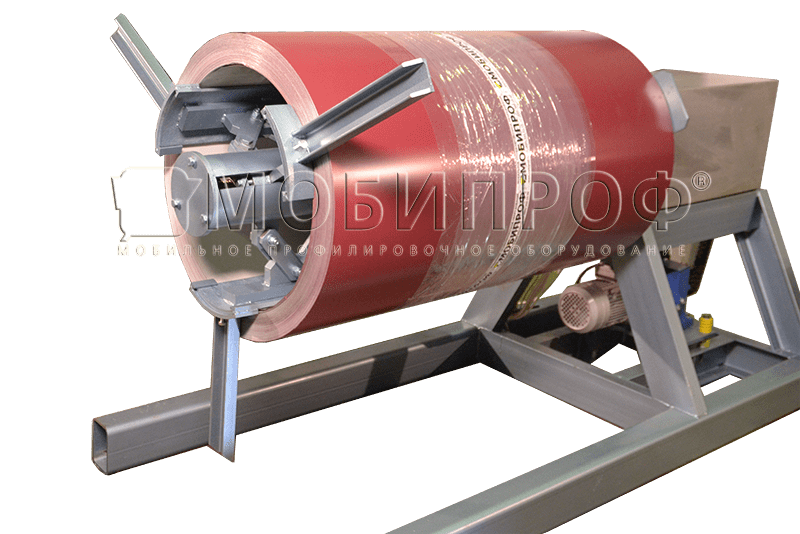
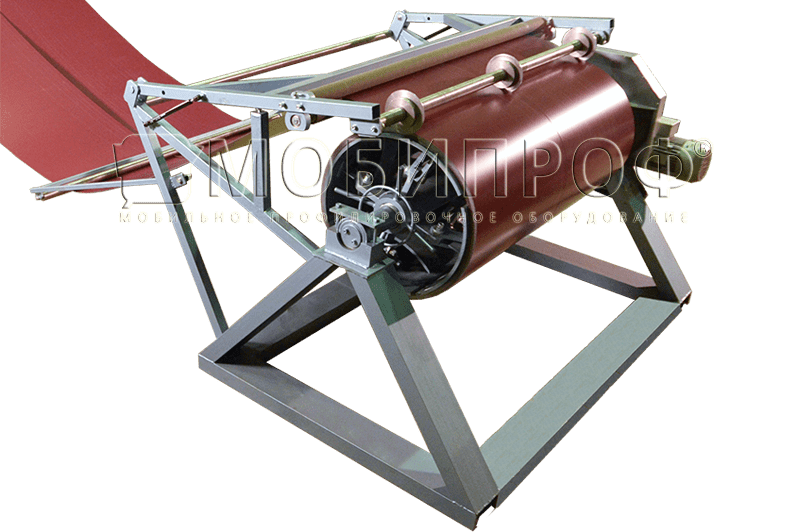
Подача рулонного металла в линии осуществляется при помощи консольного приводного разматывателя грузоподъемностью до 5 тонн. Консольная конструкция размотчика позволяет легко устанавливать и снимать рулон. Разжим лепестков разматывателя осуществляется вручную путем вращения рукоятки. Во избежание смещения рулона при размотке на лепестки устанавливаются ограничители.
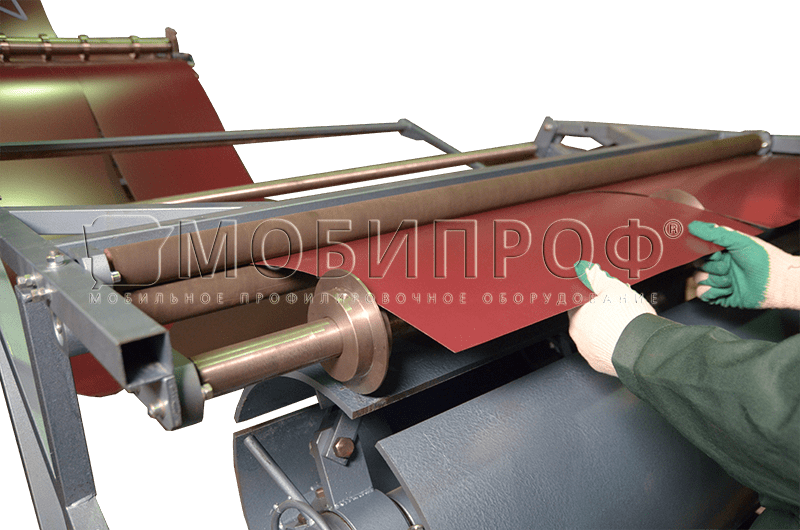
Для заправки рулонного металла в станок на разматывателе предусмотрен ручной режим управления. После того, как металл заправлен в станок, под ленту ставится бесконтактный датчик положения, а режим управления размотчиком переводится на автоматический.
Резка металла происходит на станке СПР-1250/5-А при помощи дисковых ножниц. В базовой комплектации на станке установлено 5 пар ножей для продольного реза. При раскрое рулона шириной 1250 мм на две части нет необходимости снимать режущий инструмент, достаточно оставить центральные ножи в рабочем положении, а остальные просто развести в стороны.
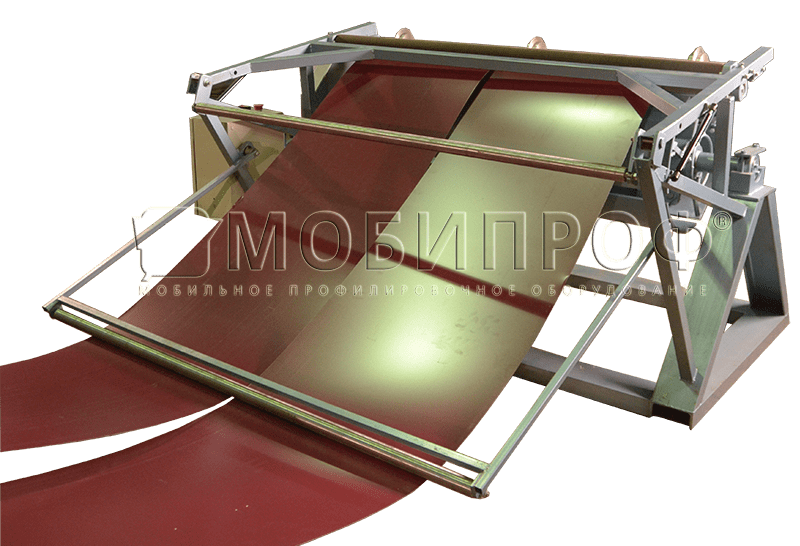
После раскроя порезанный металл заправляется в рулонный наматыватель. При намотке первые несколько витков делаются в ручном режиме, затем намотчик переводится на автоматический режим управления.
Производительность линии продольной резки рулонного металла определяется скоростью раскроя металла на соответствующем станке. Независимые системы управления разматывателя и наматывателя позволяют автоматически регулировать скорость размотки и намотки, синхронизируя со станком. При этом нет необходимости создавать общую систему управления всей линии.
После выключения линия продольной резки рулонной стали происходит автоматическая остановка всего задействованного оборудования: размотчика и намотчика. Для снятия штрипса вал с намотанными рулонами снимается с рамы, сжимаются лепестки, а затем вытаскивается вал.
Одними из основных преимуществ линии являются небольшая длина и отсутствие накопительной ямы для штрипса. При необходимости рулонный разматыватель можно заменить на модель с большей грузоподъемностью.
Как заказать и купить линии поперечной резки рулонного металла
Таблица зависимости максимальной толщины реза от количества используемых ножей:

Примечание : Для резки на полосы шириной менее 80 мм дополнительно устанавливаются специальные узкие ножи.
- широкий диапазон толщин перерабатываемого металла (0,35-1,5 мм);
- мобильность;
- свободная компоновка (нет жесткой привязки одного агрегата к другому, возможно доукомплектовывать линию или менять один агрегат на другой);
- возможно использовать каждый агрегат в отдельности;
- небольшие габариты линии (длина линии всего 10 м);
- отсутствие накопительной ямы для штрипса;
- автоматический и ручной режим работы.
| Производительность, м/мин | до 10 |
| Толщина продольного реза, мм | 0,35 - 1,0 |
| Толщина поперечного реза, мм | 0,35 - 0,8 |
| Ширина рулона, мм | 1250 |
| Масса рулона, кг | до 5000 |
| Минимальная ширина реза*, мм | 80 |
| Количество установленных ножей, пара | 5 |
| Максимально возможное количество ножей, пара | 15 |
| Режим работы, тип | ручной/автоматический |
| Потребляемая мощность, кВт | 4,25 |
| Напряжение питания, В | 220 |
| Количество обслуживающего персонала, чел. | 1 - 2 |
| Размеры, ДхШхВ, мм | 10000x2500x1350 |
| Масса, кг | 1980 |
Примечание: Для резки на полосы шириной менее 80 мм дополнительно устанавливаются специальные узкие ножи
Станок продольной резки СПР-1250/5-А, дисковый нож поперечной резки, частотный преобразователь, приводной консольный разматыватель КР-5,0, наматыватель ДНМ-10.
Линия резки металла, линия продольной резки металла
Компания Интех ГмбХ / LLC Intech GmbH на рынке инжиниринговых услуг с 1997 года, официальный многолетний дистрибьютор различных производителей промышленного оборудования, предлагает Вашему вниманию различные линии продольно-поперечной резки металла (рулонной стали).
Пример нашего инжинирингового проекта на линию продольно-поперечной резки рулонной стали

I. Общая информация о линии поперечной-продольной резки
Линия поперечно-продольной резки могут выполнять размотку рулонов, правку, измерение, продольную и поперечную резку на мерные длины и укладывание в пакет.
Включает в себя разматыватель, правильное устройство, измеритель, ножницы, конвейер, укладчик, гидросистему, пневмосистему и электросистему и т.д., линия может проводить проверку точности подачи и резки. Может резать оцинкованную полосу из углеродистой стали холодной или горячей прокатки, жести, нержавеющей сталью и другие виды полосы с защитным покрытием.
Линия поперечно-продольной резки управляется с помощью PLC системы. Информация о длине, число резов и скорости может быть введена в систему PLC. Когда достигнуто необходимое количество резов, линия может автоматически останавливаться. Скорость линии можно регулировать. Там имеется высокоточный измеритель/датчик, и вся линия может работать автоматически и легким доступным управлением, с высоким качеством.
II. Технические характеристики
Сталь х/к и г/к с защитным покрытием
Наружный диаметр рулона: 1300 мм (макс.)
Внутренний диаметр рулона: 600-610мм
Ширина полосы: 1250мм (макс.)
Толщина: 0.3мм -1.2мм (макс.)
Вес рулона: 8тонн (макс.)
Макс. длина резания: макс. 6000 мм.
Количество одновременно производимых продольных резов 10
Скорость линии: макс. 30м/мин (макс.)
Допуск по длине: ±1,0 мм/м
Допуск по ширине: ± 0,5мм/м
Допуск по планшетности: ± 1.2мм/м 2
Источник входящего напряжения: перем. ток 380В, 3 фазы, 50Гц
Источник управляющего напряжения: перем. ток 220В, 50 Гц
Электромагнитный клапан: перем. ток 220В, 50 Гц
Позиция установки: слева направо
Электрич. управляющий стол/control table: 1 для шкафа, 2 для управл. столов
Производительность до 50 т/смену
III. Комплектация:
1. Тележка для рулонов
2. Разматыватель
3. Узел подачи
4. Правильная машина
5. Система измерения
6. Узел продольной резки
7. Кромконаматыватель
8. Узел поперечной резки
9. Стол-рольганг
10. Укладчик листов и троллейная тележка
11. Гидросистема
12. Пневмосистема
13. Электросистема с PLC
IV. Описание оборудования
1. Тележка для рулонов
Тележка для подачи рулонов с гидроприводом. Применяется для перемещения и погрузки рулонов на разматыватель.
Для экономии времени во время работы новый рулон загружается в тележку и поднимается на барабпн с помощью гидравлики и тележка начинает двигаться горизонтально надевая рулон на барабан разматывателя. Затем погрузочная тележка перемещается в исходное положение.
Тележка для подачи рулонов изготовлена из высококачественных материалов; установлена на усиленных колесах и валах со роликовых подшипниках. Перемещение тележки осуществляется электродвигателем с зубчато-шестеренчатой передачей. Сигнальный кабель для управления гидравликой подъема и передвижения.
- Тип автопогрузчика: с направляющей планкой.
- Грузоподъемность: 8 тонн (макс.)
- Функции подъема/спуска: 4 гидроцилиндра
2. Разматыватель

Разматыватель осуществляет подачу на линию продольной резки, также помогает осуществлять частичную перемотку рулонов, так что их можно снова обвязать, пока они еще на барабане, перед отправкой на склад для дальнейшего использования.
Рулон подается, конец полосы зажимается, и разжимается посредством гидрозажима. Конструкция сварная из термообработанной стали, установлен на усиленных валах на антифрикционных подшипниках. Барабан оснащен 4 сегментным подвижным клином с гидроуправлением для разжима.
Тормозная система с пневмоуправлением обеспечивает максимальное уменьшение провисания полосы. Предусмотрен аварийный тормоз для останова линии по любой причине.
Функция разматывателя следующая: захват нового рулона металла и подача полосы в правильную машину в заданном режиме. Оснащен тормозом и эл. двигателем. Как только полоса задается в правильную машину, тормозная система создает натяжение полосы. Оператор устанавливает тормозное натяжение полосы и регулирует его, полоса попадает непосредственно в правильную машину.
- Режим работы: гидравлический
- Грузоподъемность: 8 тонн
- Внутренний диаметр: Ø600-610мм
- Натяжение: пневматический тормоз
- Наружный диаметр рулона: 1200мм
3. Узел подачи
Ролик прижимает полосу и направляет ее к правильной машине.
Ролик работает синхронно с разматывателем и заправочным устройством для продвижения конца полосы.
Двигатель приводит в движение прижимной ролик и прижимает его к рулону для предотвращения отскока конца полосы, когда перевязочные ленты будут сняты. Прижимной ролик позволяет осуществить повторную обвязку нарезанных штрипсов, когда они перемотаны на разматыватель. Прижимной ролик может двигаться как в направлении подачи, так и в противоположное.
Прижимной ролик изготовлен из высококачественной стали с опорами, обработанными соотв. образом, для установки на антифрикционных подшипниках. Ролик покрыт резиновым покрытием. Ролик приводится в действие электродвигателем. Ролик и его система привода установлены на сварной конструкции, которая, в свою очередь, смонтирована на смежном корпусе разматывателя.
4. Правильная машина

Правильная машина правит полосу и задает ее на линию резки.
Правящие ролики изготовлены из высококачественной стали. Верхние ролики изгибают полосу от разматывателя, чтобы соответствовать линии резки, и регулируются вверх и вниз с помощью цилиндров. Нижний ролик приводится в действие двигателем.
Основная рама изготовлена из высококачественной толстолистовой стали и материалов, после снятия остаточных напряжений. Правильная машина оснащена закаленными зубчатыми колесами (55– 60HRC/по шкале Роквелла), роликоподшипниками с консистентной смазкой.
Нижняя станина удерживает работающие ролики, опорой для которых служат ряды коротких опорных роликов.
Верхняя станина станка удерживает работающие ролики, опорой для которых служат ряды коротких опорных роликов.
Ряды опорных роликов прикреплены к верхней станине с регулировкой клиновыми прокладками.
Верхний мост и, следовательно, верхний ряд роликов перемещается параллельно вверх и вниз для регулирования выступа роликов в соотв. с толщиной полосы с помощью электродвигателя или вручную.
Верхняя станина поворачиваться горизонтально по оси, чтобы обеспечить более правильную регулировку входных роликов.
Положение станины, а следовательно, и выступ роликов и положение опорных роликов регулируются нажимной кнопкой.
Несущая конструкция станка спроектирована с учетом возможных деформаций и имеет систему регулирования перемещениями верхней станины.
Правильная машина приводится в действие двигателем переменного тока с переменной частотой вращения и с регулируемыми приводами.
- Тип правильной машины: приводится в действие роликами.
- Рабочие ролики: – 13 шт.
- Размер роликов – Ø65 мм x 1300 мм Длина
- Материал – 42CrMO
- Твердость – 52 до 60 HRC /по шкале Роквелла
- Покрытие – Хромирование
- Подшипник - Роликоподшипник
- Привод рабочих роликов: двигатель переменного тока 37 кВт
5. Система измерения
Замер длины резки устанавливается и контролируется посредством программно-логического контроллера PLC.
Измерительный ролик имеет твердое хромовое покрытие. Программируемый блок ролика дает представление о длине резки, регулируемой датчиком. Ролик поднимается и опускается пневмоцилиндром.
6. Узел продольной резки
Узел продольной резки должен обеспечивать резку рулонной ленты на штрипсы заданной ширины, и, в случае необходимости, обрезку кромки с двух сторон.
Узел для продольной резки листового металла имеет два вала с наборными ножами и вставками, которые крепятся к валу, и эти ножи при необходимости могут заменены на новые. Каждый нож снабжен распорными кольцами для точной настройки. Вставки с прокладками для регулировки. Вставки имеют следующие ширины 5мм, 10мм, 15мм, 20мм, 28мм, 30мм т.д.
Материал валов: 42CrMo сталь, термообработаны, шлифованные и хромированные с необходимой блокировкой. Специально предназначены для тяжелых условий труда.
7. Кромконаматыватель
Кромконаматыватель обеспечивает намотку идущей в отход обрезанной кромки ленты. Привод кромконаматывателя от мотор-редуктора.
8. Узел поперечной резки
Ножницы, гильотинного типа должны обеспечивать резку листового металла на штучные листы заданной длины. Привод ножниц от мотор-редуктора. Длина автоматически нарезается в соответствии с заданными параметрами, через PLC.
Станина полностью сварена из стальных пластин и обработана для снятия остаточного напряжения отпуском, между корпусом закреплены два гидроцилиндра. Жесткая стальная рама ножниц оптимально сконструирована. Стол рамы сварен с опорой из стальных пластин. Валы установлены в раму на антифрикционных подшипниках.
Верхние ножи поддерживаются эксцентриковыми установочными винтами и поворотным валом, приводимым в действие гидроцилиндром и цилиндром обратного хода.
Роликовая направляющая: Верхний нож направляется четырехточечной роликовой направляющей. Для максимальной износостойкости предусмотрена сменная упрочненная накладка. Она заменяет смазку направляющей.
Цилиндры проходят точную обработку хонингованием и оснащены поршневым штоком с твердым хромовым покрытием с высококачественными уплотняющими элементами
Оснащено опорными плитами и сочленено с гидроцилиндрами. Действие цилиндра удерживает стальную полосу внизу для резки. Он может прийти в исходное положение отскоком. Сила нажатия увеличивается в зависимости от толщины полосы.
Гидравлические прижимные башмаки надежно удерживают лист, чтобы избежать проскальзывания и перегиба, результатом чего является чистый прямой разрез.
- Тип: попутное резание
- Регулирование зазоров: верхний нож
- Твердость ножа: 52 до 60HRC / по шкале Роквелла
9. Стол-рольганг
Конвейер состоит из ролика загрузочной части и хвостовой части с натяжным роликом ленты. Лента конвейера изготовлена из полиэстера или из высокосортной резины. Ролик загрузочной части приводится в действие приводом переменного тока с регулируемой частотой вращения. Корпус конвейера изготовлен и собран таким образом, чтобы устранять вибрацию. В конце конвейерного стола смонтирован нажимной/тянущий ролик. Верхний ролик должен отгибать карту от конвейера, чтобы оно соответствовало линии резки, и опускать на платформу. Нижний ролик оснащен электрическим приводом.
- Приводной двигатель: двигатель перем. тока с переменной частотой
- Лента: бесконечная, полиэстер или специальная резина
10. Укладчик листов и троллейная тележка
Складывать карты и штучные листы и разгружать.
Платформа для складывания представляет собой сварную конструкцию с поворотным держателем. Поворотный держатель активизируется пневмоцилиндром. Укладчик оборудован регулируемыми концевым и боковыми упорами.
Держатель перемещается вперед и назад пневмоцилиндрами.
Транспортировка на склад.
Тележка разработана так, чтобы передвигаться по рельсам на усиленных колесах. Колесо тележки упрочнено до 50 HRC / по шкале Роквела
Боковое передвижение тележки: электродвигателем.
11. Гидросистема
Один гидравлический агрегат резервным насосом предназначен для нагнетания давления в линии.
Гидравлический агрегат состоит из:
- резервной насосной установки
- стандартные принадлежности.
- регулирующие клапаны для каждого оборудования или блока установлены на соответствующем оборудовании и трубопроводе.
- каждый регулирующий клапан / группа клапанов оснащена стопорным клапаном на линии Р и обратный клапан на линии T для легкости в обслуживании.
- реле давления предусмотрено для расширительного цилиндра разматывателя для блокировки
12. Пневмосистема
Пневматическое регулирование применяется для приведения в действие различного оборудования. Пневмораспределитель установлен на каждом агрегате и трубопроводе.
Пневмосистема состоит из.
- трубопровода на оборудовании с необходимыми гибкими трубами со вставными фитингами для легкого обслуживания.
Пневмооборудование линии должно питаться от сети сжатого воздуха давлением 0,4…0,6 МПа.
Линии для работы с рулонной сталью
Линии поперечного раскроя рулонного металла предназначены для высокоточной резки заготовок. В ассортименте станков представлено компактное оборудование, оснащенное роликовыми колесами и ножным управлением, а также высокопроизводительные автоматизированные линии, оборудованные электронным программатором и встроенной электромеханической гильотиной.

Предназначена для автоматической лазерной резки и пробивки заготовок из рулонного металла.
- Мощность лазера, 0,5 - 6 кВт.
- Максимальное усилие, 20 тонн.
Линии резки-пробивки

Предназначена для автоматической резки-пробивки заготовок из рулонного металла.
- Максимальное усилие, 5 тонн.
- Количество инструмента, 6 шт.

- Максимальное усилие, 10 тонн.
- Количество инструмента, 20 шт.

- Максимальное усилие, 20 тонн.
- Количество инструмента, 20 шт.

- Максимальное усилие, 20 тонн.
- Количество инструмента, 10 шт.
Линии резки лазером

Предназначена для автоматической лазерной резки заготовок из рулонного металла.
- Толщина используемого металла, мм 0,4-5,0
- Ширина листа (рулона), мм 400-1500
Линия продольно-поперечной резки

Предназначена для автоматической резки заготовок из рулонного металла.
- Толщина используемого металла, мм 0,4-1,0
- Ширина листа (рулона), мм 400-1250
- Количество штрипс, шт 1-9

- Толщина используемого металла, мм 0,4-0,65
- Ширина листа (рулона), мм 400-1250
Механизмы размотки и подачи

Предназначена для автоматической подачи руллоного металла в пресс.
- Толщина используемого металла, мм 0,1-6,0
- Ширина листа (рулона), мм 100-1500
- Вес рулона, кг - от 500 до 20000

- Толщина используемого металла, мм 0,4-4,0
- Ширина листа (рулона), мм 100-1500
- Вес рулона, кг - от 5000 до 15000

Предназначена для автоматического руллоного металла и подачи его в пресс.
- Толщина используемого металла, мм 1,5-3,0
- Ширина листа (рулона), мм 100-1500
Станки с широкими функциональными возможностями
Станки продольно-поперечной резки обеспечивают рациональное использование материала за счет предельной минимизации отходов при высокой точности резки. Подача материала осуществляется вручную или электромеханическим блоком, в зависимости от модели используемого оборудования. Высокая точность операций обеспечивается:
- Регулировкой ножей верхнего вала;
- Настройкой под ширину используемого рулона;
- Встроенной электромеханической гильотиной.
Автоматизированное оборудование, оснащенное электронным контроллером, обеспечивает высокую скорость резки и гарантированную точность длины готовых металлических листов. В компании «ИнтерМаш» вы можете заказать мобильный малогабаритный станок, оснащенный ручками для переноски, или стационарное промышленное оборудование, укомплектованное программируемым контроллером.
Читайте также: