Литье в металлические формы кокили
Обновлено: 17.05.2024
Кокили являются литейными формами многократного использования, их изготавливают из стали, чугуна и алюминиевых сплавов.
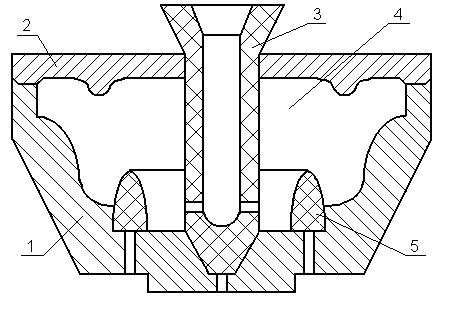
По конструкции кокили бывают неразъемные (вытряхные, рисунок 1.20, а) и разъемные. Вытряхные кокили (1 – кокиль, 2 – песчаный стержень) применяют для получения отливок, конфигурация которых позволяет их удаление из формы вместе с литниковой системой при повороте кокиля на 180 0 . Разъемные кокили делают створчатыми (рисунок 1.20, б: 1, 2 – матрицы, 3 – плита), с горизонтальной плоскостью разъема (рисунок 1.20, в: 1, 2 – матрицы, 3 – плита толкателей) и с вертикальной плоскостью разъема (рисунок 1.20, д: 1, 2 - матрицы, 3 – плита, 4 – полость формы, 5 – песчаный стержень; рисунок 1.20, е: 1, 2 – матрицы, 3, 4, 5 – металлические стержни, 6 – полость формы) и более сложных конструкций.
Внутренняя полость кокиля оформляет наружную поверхность отливки. Отверстия, пазы и полости в отливке выполняют с помощью стержней – обычных песчаных (рисунок 1.20, а) или металлических. Для того, чтобы извлечь металлический стержень 3 (рисунок 1.20, е) из формы после затвердевания отливки, его делают, например, составным – из трех частей.
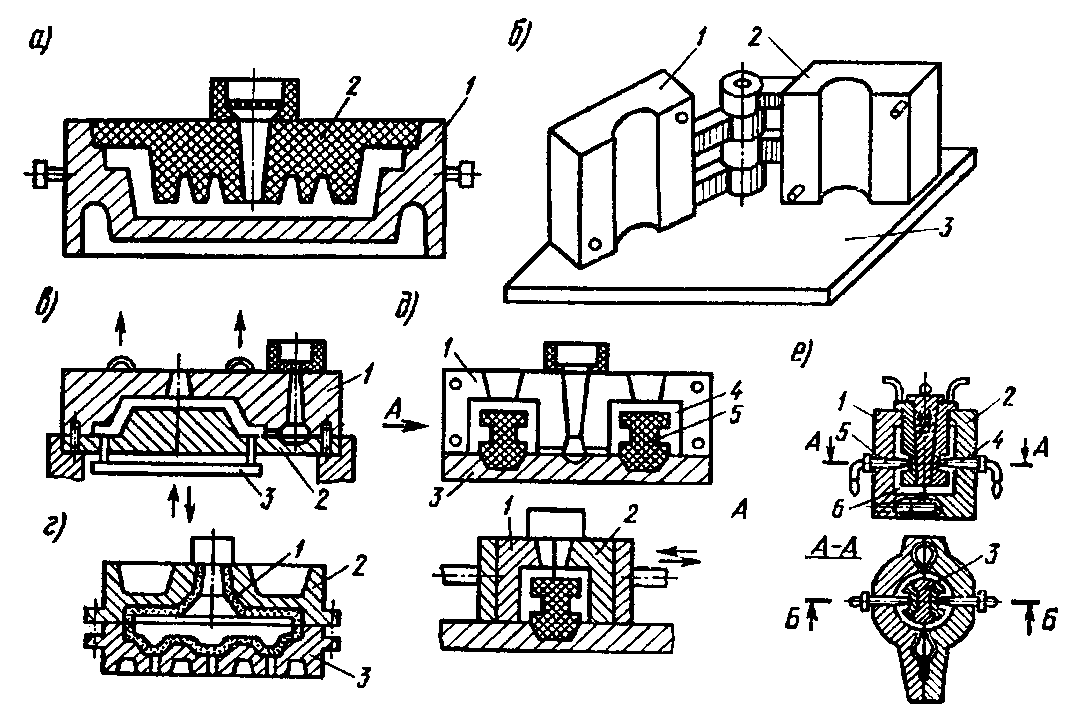
Рисунок 1.20 – Примеры конструкции кокилей
Металлическая форма не обладает газопроницаемостью, поэтому в ней наряду с выпорами предусматривают вентиляционные пробки (венты) и тонкие риски по плоскости разъема. Для облегчения извлечения отливок из жесткой металлической формы в конструкциях часто предусматриваются толкатели.
Перед заливкой металла рабочую полость кокиля окрашивают тонким слоем огнеупорной краски, защищающей ее от износа и в зависимости от толщины уменьшающей интенсивность охлаждения отливки. Полости литниковой системы, выпоров, прибылей облицовывают теплоизоляционным материалом (например, асбестом) или окрашивают более толстым слоем краски. Это необходимо для застывания металла в них в последнюю очередь.
Перед началом работы кокили подогревают до температуры 200 – 300 0 С, что необходимо для задержки остывания заливаемого металла и лучшего заполнения формы, и, кроме того, предотвращения "термоудара" рабочей поверхности, что увеличивает износ кокиля.
Стойкость кокилей зависит от его материала, температуры заливаемого металла и массы отливки. Наименьшая стойкость при заливке стали – 10–50 штук крупных отливок и 400 – 600 штук крупных. При литье цветных сплавов в кокиле можно получить от нескольких до сотен тысяч отливок.
Кокили устанавливают на кокильных станках или механизированных кокильных машинах, имеющих механический, пневматический или гидравлический приводы. На рисунке 1.21 показана кокильная машина конструкции МВТУ.
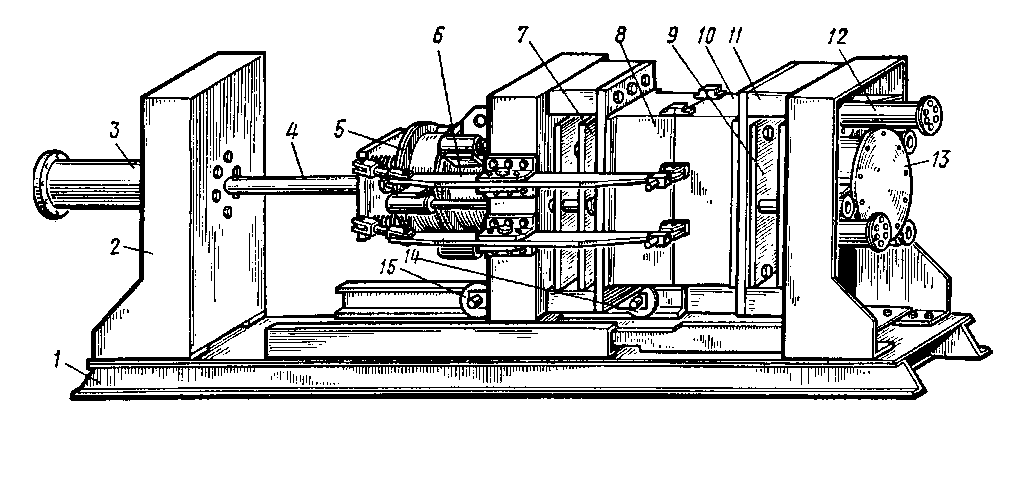
Рисунок 1.21 – Схема кокильной машины
1.3.4 Литье под давлением
Литейная форма представляет собой сложную разъемную металлическую форму, называемую пресс-формой. Ее изготавливают из легированной и закаленной стали. Рабочую поверхность пресс-формы обрабатывают с высокой точностью размеров и малой шероховатостью поверхности.
Пресс-форма (рисунок 1.22, а) состоит из неподвижной матрицы 1 и подвижной матрицы 3. Для образования полостей и отверстий в отливке используются металлические стержни 2, которые находятся обычно в подвижной матрице.
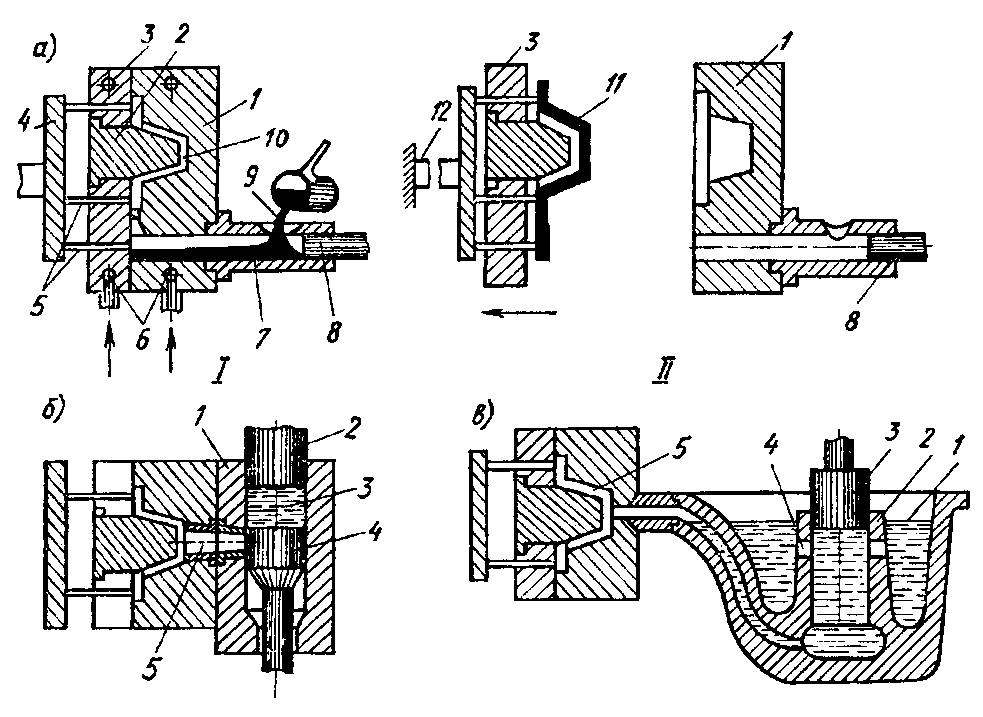
Рисунок 1.22 – Схемы литья под давлением на поршневых машинах
Пресс-форма имеет каналы 6 для водяного охлаждения. Для извлечения отливки из формы предусматриваются толкатели 5, закрепленные на плите толкателей 4. Пресс-форму устанавливают на машине, механизмы которой закрывают и запирают пресс-формы под большим давлением во избежание прорыва металла по плоскости разъема, запрессовывают жидкий металл, открывают пресс-формы и выталкивают отливки.
Машины для литья под давлением делятся на поршневые и компрессорные. Более распространены поршневые машины с холодной и горячей камерой прессования.
Поршневые машины с холодной камерой прессования подразделяются на машины с горизонтальной (рисунок 1.22, а) и вертикальной (рисунок 1.22, б) камерой.
Перед заливкой пресс-форму подогревают и наносят смазку на ее рабочие поверхности, камеры прессования 7 и пресс-поршня 8 (рисунок 1.22, а). В камеру прессования (позиция I) заливают мерную порцию сплава 9. Пресс-поршень 8 перекрывает заливочное отверстие, создает давление в камере прессования и сплав с большой скоростью заполняет полость формы 10. После затвердевания сплава пресс-форма раскрывается с отходом подвижной матрицы вместе с отливкой, плунжер возвращается в исходное положение. Плита толкателей перемещается вместе с пресс-формой до упора 12 (позиция II). При дальнейшем движении пресс-формы толкатели снимают отливку 11 со стержня 2 и она поступает в контейнер. Пресс-форму обдувают сжатым воздухом, смазывают, закрывают и процесс литья повторяется.
На машине с вертикальной камерой прессования 1 (рисунок 1.22, б) плунжер 2 давит на залитый металл 3 и перемещает вниз пяту 4. При этом открывается отверстие 5 литника, металл заполняет форму, пята 4 поднимается, отрезает и выталкивает пресс-остаток металла.
Поршневые машины с холодной камерой прессования применяют для получения отливок из цветных металлов и сплавов, а также стальных отливок. Более распространены машины с горизонтальной камерой прессования, как более производительные и простые в обслуживании.
Поршневые машины с горячей камерой прессования (рисунок 1.22, в) имеют печь с тиглем 1, в котором образована камера прессования 2. При верхнем положении плунжера 3 металл заполняет камеру через отверстия 4. При движении плунжера вниз он перекрывает эти отверстия, и сплав под давлением заполняет полость пресс-формы 5.
Такие машины имеют высокую производительность, так как не нужно проводить операцию заливки сплава, металл заливается в камеру сам при обратном ходе плунжера. Применяются машины с горячей камерой прессования для литья заготовок из легкоплавких сплавов, например цинковых.
Литье в кокиль
Литье в кокиль – это технологический процесс изготовления отливок путем заливания металлического расплава в многооборотные формы, выполненные из металла (сталь, чугун и пр.). Эту форму называют кокиль.

Процесс литья в кокиль
Перед началом литья в кокиль металлического расплава необходимо выполнить операции технологического процесса по подготовке его к работе. Эта работа выполняется в несколько этапов.
- Поверхности кокиля и место стыков полуформ необходимо очистить от загрязнений, коррозии, масел.
- Выполняют проверку подвижности перемещающихся деталей, точность их установки и надежность крепления на местах для этого предназначенных.
- На этом этапе поверхности формы смазывают огнестойкими материалами. В этом качестве применяют специальные краски и смазки.

Технологический процесс литья в кокиль
Веществ, которые применяют при облицовке кокиля, зависят от марки заливаемого состава. Толщина покрытия зависит от необходимой скорости охлаждения отлитой заготовки. То есть, чем больше слой наносимой облицовки, тем заготовка будет медленнее охлаждаться. Огнестойкий слой призван решить еще одну задачу в процессе этого литья – обеспечить сохранность формы от скачка температуры во время заливки металла, а также оплавления ее частей и их схватывания с расплавом. В состав огнеупорной облицовки могут входить следующие материалы – кварц, глина, жидкое стекло, графит.

Процесс отлива в кокиль
Перед началом заливки металла форму прогревают до температуры порядка 200 градусов. Эта температура определяется маркой заливаемого металла и габаритов отливки.
Конструктивные особенности кокиля
Кокиль для литья – это многооборотная форма, изготавливаемая из металла. Несмотря на то что в такие формы могут использовать для получения отливок разных форм, их принципиальная конструкция одинакова. В состав кокиля для литья входят полуформы, плита, различные вставки и литейные стержни. С помощью последних, происходит формирование отливки. Для его центрирования и соединения применяют штыри. Непосредственно перед началом заливки полуформы фиксируют с помощью специальных замков. Металлический расплав подают в форму через систему литников.

Литье в металлические формы (кокиль)
По мере заполнения кокиля излишки воздуха выводятся через воздуховодные каналы.
В литейном производстве применяют и другой вид форм – их называют вытряхными. Эти формы отличаются тем, что они неразъемные и применяются для отливок простой формы.
Процесс изготовление кокиля и используемые материалы
При изготовлении кокилей проектировщик должен руководствоваться марками сплава, которые будут заливаться в изготавливаемую форму. Разумеется, он должен учитывать и размер деталей, получаемых в результате литья в эту оснастку.
Так, при изготовлении деталей с небольшими габаритами из цветных металлов, чугуна и некоторых других материалов рекомендуется использовать для производства литейных форм серые чугуны 20 или 25. Для производства кокилей применяют и другие виды материалов. Надо отметить, что чем прочнее материал, например, сталь 15Л, тем выше стойкость формы. Для определенных марок металла формы производят из алюминия, но перед эксплуатацией этих кокилей рабочие поверхности анодируют.
Производство кокилей выполняют на оборудовании объемной штамповки. Но современное оборудование, работающее под управлением компьютера, например, токарно-фрезерный центр позволяет производить особо точные формы.
Преимущества и недостатки литья в кокиль
Литье этого типа, как и многие технологические процессы, обладают и преимуществами, и недостатками. Можно сравнить литье в кокильную оснастку с литьем в песчаные формы.
К основным преимуществам можно отнести то, что литье в металлические формы отличается от всех остальных качеством получаемых деталей, в частности, точностью. Применение песочных стержней позволяет выполнять отливки сложной формы.
Использование металлических кокилей позволяет повысить производительность труда на литейном производстве. Это обусловлено тем, что из производства исключены такие операции, как приготовление литьевой смеси, и чистки отливок.
Использование такого типа литья позволяет уменьшить припуски на дальнейшую механическую обработку. Такой подход позволяет снизить себестоимость готового изделия.
Такое свойство кокилей, как оборачиваемость позволяет механизировать процессы литья и последующей обработки отливок. Например, операция сборки этой оснастки может быть легко автоматизирована. Кроме того из процессов исключены факторы, которые могут отрицательно сказаться на качестве отливок, например, газопроницаемость смеси. Автоматизация литейных процессов регулировать технологические режимы литейных процессов, что приводит к изменению характера труда оператора литейного комплекса и повышению его безопасности.
Между тем при множестве достоинств литье этого класса имеет и ряд недостатков.
Кокиль обладает высокой стоимостью, это является следствием его конструктивной сложности и и высокой трудоемкости производства. Особенно это относится к оснастке, в которые отливают детали сложной геометрической конфигурации.
Литейная оснастка такого типа имеет ограниченную стойкость. Стойкость оснастки определяется количеством качественных отливок. При снижении качества, его просто направляют в утилизацию. Стойкость – это ключевой экономический показатель литья. Над повышением стойкости форм этого класса работают производители и проектировщики оборудования для литья в формы этого типа по всему миру.

Литье сплава в кокиль
Интенсивность охлаждения отливок в кокиле существенно выше, чем в песчаных или земляных оснастках. Это приводит к тому, что ограничена возможность изготовления отливок с тонкими стенками.
Поскольку эти оснастки не обладает достаточной податливостью – это может привести к появлению в отлитых деталях внутренних напряжений. Которые потом устраняют с помощью термообработки.
Область применения
Кокильное литье широко используют для производства отливок из черных и цветных металлов. На автоматизированном оборудовании, предназначенном для этой обработки металлов допустимо литье алюминия в кокиль, но при этом вес отливки не должен превышать 30 кг.
На неавтоматизированном оборудовании допустимо литье чугуна в кокиль, при этом масса отливки не должна превышать 12 тонн.

Этапы литья в кокиль
Сложно найти промышленную отрасль, в которой не применяют литье в кокиль. Эта технология позволяет изготавливать широкий круг деталей из различных металлов. Например, на электротехнических заводах их применяют для отливки деталей электрических машин, на предприятиях, которые выпускают силовые установки для автомобилей, эту технологию применяют для производства головок блока цилиндров или картеров защиты.

Кокильная литейная машина
Практика показывает, что чаще всего литье этого типа применяют в отношении алюминия и его сплавов. На втором месте стоит чугун и на третьем сталь.
Литье в кокиль - описание процесса
Способ изготовления деталей методом заливки расплавленного металла в специальную форму называется литьем. Он известен человечеству с давних времен. Среди разнообразных видов этого процесса литье в кокиль занимает особое место. Значительная часть литейных отливок изготовлена именно этим методом.

Кокильное литье – особый вид получения фасонных отливок методом залива расплавленного металла в специальные разъемные металлические формы, которые называют кокиль. Он состоит из 2х полуформ, плиты и вставки. Полуформы скрепляют с помощью замков. Для выравнивания и центрирования используют штыри.
Технология изготовления отливок при данном виде литья включает в себя несколько этапов.
- подготовительный этап:
- Очистка поверхностей от грязи, масляных пятен, ржавчины;
- нагрев кокильной формы перед заливкой в нее раскаленного металла;
- нанесение термоизолирующего покрытия;
- нанесение слоя краски. Это необходимо для регулирования скорости охлаждения и затвердевания металла, так как интенсивное охлаждение расплава отрицательно влияет на качество отливки.
- При нанесении термоизолирующего слоя используют различные огнеупорные материалы: асбест; графит; тальк; карбид; шамот. Термоизолирующее покрытие позволяет избежать появления раковин, скопления газов, пригара отливки к кокилю. При изготовлении крупных стальных деталей применяют футерованные формы, которые имеют толщину защитного покрытия 10 мм и более;
- установка стержней и втулок;
- закрытие кокиля на замки, рычаги, зажимы или другие запорные устройства;
- заливка расплавленного металла через литник;
- охлаждение формы и отливки до заданной температуры;
- открытие кокиля;
- извлечение отливки из формы;
- удаление литников и промывников.
Использование стержней в разъемных формах: - при использовании простых стержней в фасонных отливках получают полости простой конфигурации; - при использовании разъемных механических стержней получают полости более сложных конфигураций; - для образования замкнутых полостей используют песчаные стержни; - для получения полостей сложных очертаний и конфигураций используют металлические и песчаные стержни комбинируют.

Плюсы и минусы процесса кокильного литья
Литье в кокиль имеет явные преимущества перед другими видами аналогичного процесса, в том числе перед литьем в песчаные формы, так как оно:
- дает возможность многоразового использования форм;
- сокращает расходы на формовочные материалы;
- позволяет получить отливки повышенной точности, с меньшими припусками на механическую обработку;
- обеспечивает более чистовую поверхность литья, снижает шероховатость поверхности заготовки;
- позволяет повысить качество, прочность и другие механические свойства отливок;
- позволяет автоматизировать и механизировать процесс;
- является более экономичным и эффективным.

При том, что данный процесс имеет явные преимущества по сравнению с другими методами литья, стоит отметить некоторые недостатки:
- трудоемкость и сложность самого процесса изготовления кокилей;
- высокая стоимость изготовления кокилей, которая повышается в зависимости от сложности конфигурации формы;
- ограниченное число отливок, так как кокиль не вечный, имеет ограниченную износостойкость;
- невозможность изготовления отливок с более тонкими стенками, «отбел» чугуна, сложности при изготовлении стальных отливок (газовая пористость);
- неподатливость форм, что иногда приводит к деформациям и трещинам в заготовках, короблению стенок кокиля во время литья;
- необходимость использования стержней, вентканалов, газоотводов, термоизолирующих покрытий.
Особенности конструкции кокилей и материалы
Конструкции кокилей, которые используются в металлургическом производстве делятся на два вида:
- разъемные;
- неразъемные (вытряхные, название говорит само за себя).
Второй вид конструкции форм используется если отливки имеют простую конфигурацию.
Разъемные формы, в свою очередь, по форме плоскости разъема бывают:
- горизонтальные;
- вертикальные;
- наклонные;
- со створчатой плоскостью разъема;
- со сложной плоскостью разъема.
Каждая часть формы называется полуформой. Они бывают:
- коробчатые;
- с ребрами жесткости (что позволяет избежать коробления стенок формы).
Разъемные формы подразумевают использование дополнительных технологических элементов:
- стержней (металлических или песчаных);
- вставок;
- оснований;
- поддонов;
- толкателей;
- центрирующих штырей;
- втулок.
Способы подачи в форму раскаленного металла: сверху; сбоку; снизу (сифонный метод).
Для обеспечения технологического процесса кокиль оснащается:
- вентиляционной системой (система вентканалов, выпоры, зазоры);
- газоотводными каналами (чаще всего направленными вверх);
- системой нагрева и охлаждения (водоохлаждение включают после образования корки на отливке).
Материалы для изготовления кокилей
В кокиле во время литья происходят резкие перепады температур, обусловленные технологическим процессом, что может привести к необратимым изменениям в структуре формы.
В связи с этим материалы для изготовления кокилей должны обладать следующими качествами:
- термоустойчивость;
- иметь высокие механические свойства;
- быть высококачественными;
- высокопрочными;
- быть легкими в обработке;
- иметь доступную цену.
На практике, для изготовления кокильных форм, чаще всего используют следующие материалы:
- сталь низкоуглеродистая, легированная сталь и ее сплавы (Ст3, Ст10, Ст20, Ст15ХМЛ);
- чугун, в том числе и высокопрочный (СЧ20, СЧ25, ВЧ40, ВЧ45);
- медь и ее сплавы;
- алюминий и его сплавы.
Стержни чаще всего изготавливают из углеродистой или легированной стали, а песчаные – из песчано-масляной или песчано-смоляной смесей. Для остальных деталей кокильных форм - поддонов, толкателей, втулок, штырей, болтов, используют в основном конструкционную сталь.
Область применения кокильного литья
Благодаря кокильному литью серийное производство не только в РФ, но и во всем мире обеспечено литыми деталями более чем на 40%, по сравнению с другими видами литья.

Методом кокильного литья получают отливки из чугуна, стали и ее сплавов, магния, алюминия и их сплавов. всевозможного назначения и веса. Из отливок вытачивают различные детали, которые широко используются в машиностроении, вагоностроении, автомобилестроении, в тракторостроении, при укладке газопроводов и т.д.
Все отрасли промышленности и машиностроительного производства используют детали, изготовленные методом кокильного литья: поршни, блоки, цилиндры, корпуса электродвигателей, щеки подшипников, фланцы, рамы, фитинги, шнеки, зубчатые колеса и множество других частей машин и механизмов.
Современная промышленность нуждается в огромном количестве деталей, большая часть из которых – литые. Они могут иметь вес от нескольких грамм до сотен килограммов.
Литье в многоразовые металлические формы – кокили, является одним из самых прогрессивных и эффективных видов литья, так как они могут выдерживать от нескольких наливов до десятков тысяч использований (изготовление деталей из алюминия).
Возможность модернизации, механизации и автоматизации кокильного литья позволяет полностью покрыть дефицит литых изделий в промышленности и свести к минимуму использование тяжелого ручного труда.
Литье в металлическую форму (кокиль)
1. Познакомиться с методами литья: в металлические формы (кокили) и по газифицируемым моделям.
2. Получить отливки образцов для механических испытаний.
3. Изучить макроструктуру и определить ударную вязкость отливок, полученных литьём в кокиль и литьём по газифицируемым моделям.
Материалы и оборудование
1. Заливаемый сплав – силумин (сплав алюминия с кремнием).
2. Формовочная смесь – сухой кварцевый песок.
3. Тигель для жидкого металла.
4. Кокиль – металлическая литейная форма.
5. Газифицируемая модель (пенополистироловая).
6. Муфельная печь для получения расплава.
7. Маятниковый копёр МК-30 для проведения испытаний на ударную вязкость.
Порядок выполнения работы
1. Ознакомиться с основными сведениями по литью в кокиль и по газифицируемым моделям.
2. Выполнить экспериментальную часть.
3. Проанализировать полученный материал и сделать необходимые выводы.
Основные положения
Литье в металлическую форму (кокиль)
Кокиль – металлическая литейная форма, которая обеспечивает высокую скорость кристаллизации металла и формирования отливки. Кокиль изготавливают из чугуна, стали и других сплавов.
Способ литья в кокиль имеет преимущества перед литьём в песчаные формы. Кокили выдерживают большое число заливок (от нескольких сот до десятков тысяч) в зависимости от заливаемого в них сплава: чем ниже температура заливаемого сплава, тем больше их стойкость. При этом способе исключается применение формовочной смеси, повышаются технико-экономические показатели производства, улучшаются санитарно-гигиенические условия труда.
Высокая теплопроводность кокиля ускоряет процесс кристаллизации сплава и способствует получению отливок с высокими механическими свойствами. Высокая прочность металлических форм позволяет многократно получать отливки одинаковых размеров с небольшими припусками на механическую обработку. Минимальное физико-химическое взаимодействие металла отливки и формы повышает качество поверхности отливки.
К недостаткам этого способа литья относится высокая трудоёмкость изготовления и стоимость кокилей.
Существует опасность образования внутренних напряжений в отливке из-за отсутствия податливости металлической формы. В поверхностном слое кокильных чугунных отливок образуется структура цементита, что затрудняет их механическую обработку, поэтому необходима термическая обработка (отжиг) отливок.
В кокилях получают 45 % всех алюминиевых и магниевых отливок, 6 % стальных отливок, 11 % чугунных отливок. Этот способ литья экономически целесообразен в серийном и массовом производстве.
В зависимости от конфигурации и размеров отливки металлические формы делятся на неразъёмные и разъёмные.
Внеразъёмных формах вся отливка целиком получается в одной форме (типа чашки). На рис. 2.1 изображена неразъёмная вытряхиваемая форма. Ее применяют для получения простых отливок, имеющих достаточные уклоны на боковых стенках (плиты, коробки и т. п.).
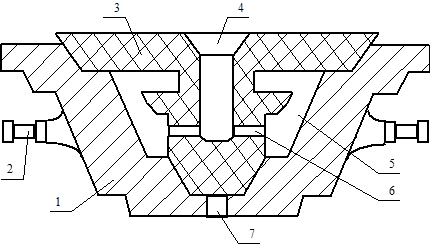
Рис. 2.1 Металлическая неразъёмная форма:
1 – корпус формы; 2 – цапфа для поворота формы при выбивке отливки;
3 – песчаный стержень; 4 – литниковая чаша со стояком; 5 – полость формы; 6 – питатели; 7 – вентиляционный канал
Внутреннюю и внешнюю поверхности отливки в неразъёмном кокиле формируют при помощи стержней. Литниковая система делается внутри стержня. Такие металлические формы обычно закрепляются при помощи цапф на специальных стойках. После заливки производится поворот формы на 180° и удаляется (вытряхивается) отливка вместе со стержнем.
Разъёмные формы состоят из двух или более частей и, в свою очередь, разделяются на формы с горизонтальной, вертикальной и комбинированной плоскостями разъёма.
Металлическую форму с горизонтальным разъёмом (рис. 2.2) применяют для таких же отливок, как и в неразъёмной форме, но с более сложной верхней поверхностью, образуемой рабочей частью верхней половины формы.
Рис. 2.2 Кокиль с горизонтальным разъёмом:
1 – нижняя часть формы; 2 – верхняя часть формы; 3 – центральный песчаный стержень; 4 – полость формы; 5 – нижний кольцевой стержень
Металлические формы с вертикальным разъёмом (см. рис. 2.3) применяют для изготовления более разнообразных и сложных отливок (корпусные детали, литые блоки цилиндров автомобильных двигателей, крупные поршни, крышки с массивными фланцами и т. д.).
Металлические формы с комбинированным разъёмом применяют для отливки сложных по конфигурации деталей. Внутреннюю конфигурацию и отверстия в отливках получают с помощью стержней, песчаных или металлических.
Рис. 2.3 Кокиль с вертикальным разъёмом, с песчаным стержнем:
1 – левая половина формы; 2 – каналы-питатели; 3 – стояк литниковой системы; 4 – литниковая воронка; 5 – полость формы; 6 – вентиляционные каналы; 7 – песчаный стержень; 8 – центрирующие отверстия
Песчаные стержни применяют для отливок из стали и чугуна. Они обладают повышенной податливостью, газопроницаемостью и огнеупорностью. Однако чистота внутренней поверхности отливок хуже, чем при применении металлических стержней.
Металлические стержни применяют для сплавов с низкой температурой плавления, алюминиевых, магниевых и др. Металлические стержни, не обеспечивают свободной усадки отливки при охлаждении, поэтому они удаляются из отливки ещё во время затвердевания, перед выбивкой всей отливки из формы. Для удаления газов из кокиля по линии разъёма изготавливают газовые каналы и выпоры. Газовые каналы делают обычно глубиной 0,2–0,5 мм. Через такие каналы не вытекает жидкий сплав, но легко удаляются газы.
Чтобы уменьшить скорость охлаждения отливок, избежать образования упрочнённого слоя на их поверхности и повысить стойкость кокиля, на его рабочую поверхность наносят теплоизоляционные покрытия. Их приготовляют из одного или нескольких огнеупорных материалов (кварцевой пыли, молотого шамота, графита, мела, талька и др.) и связующего материала (жидкого стекла, сульфидного щёлока и др.).
Механизировать и автоматизировать процесс кокильного литья легче, чем процесс литья в песчаные формы. Для механизации применяют кокильные машины – однопозиционные и карусельные. В этих машинах автоматизируют следующие технологические операции: открывание и закрывание кокилей, установку и удаление металлических стержней, выталкивание отливки из кокиля.
В металлических формах получают отливки чугунные от 10 г до 15 т, стальные от 0,5 г до 5 т и из цветных сплавов (медных, алюминиевых, магниевых) от 4 г до 400 кг.
О производстве литья
Литье в металлические формы, в кокиль, является одним из способов получения отливок с высокой размерной точностью и частотой поверхности.
В металлические формы- кокили, металл заливается и отливки получаются от сотен до тысяч съемов отливок с одного кокиля..
Что такое кокиль

Кокиль, это металлическая многоразовая форма для получения отливок в литейном производстве повышенной точности и чистотой поверхности.
Металлическая поверхность кокиля выполняется механическим резанием с большой точностью и высокой частотой поверхностью, поэтому отливки полученные литьем в кокиль получаются высокой размерной точностью и чистотой поверхности литья.
Материал кокиля способствует более быстрому затвердеванию и охлаждению отливки в кокиле, что способствует получению отливок с лучшими механическими свойствами.
Кокиль область применения
Применение кокильного литья в настоящее время, довольно широко распространено, так как не требует использования смесеприготовительного отделения для приготовления формовочной смеси; не требуется использования опочного хозяйства и модельных комплектов, используется во всех сферах машиностроения: автомобилестроении, авиастроении, ракетостроении, для изготовления отливок космических аппаратов и т.д., везде где требуются применение литых заготовок с размерной точностью и высоким качеством поверхности.
Материалы для изготовления кокилей
Рабочая поверхность кокиля в процессе работы подвергается воздействию высоких температур при соприкосновении с расплавленным металлом. При заливке металла формообразующая поверхность быстро нагревается, а после извлечения отливки из кокиля быстро охлаждается. Поэтому материал из которого делается кокиль должен обладать хорошей теплопроводностью, иметь стойкость к образованию разгарных трещин и хорошо противостоять короблению. Больше всего этим требованиям соответствует серый чугун, иногда применяется сталь. Чугунные кокили изготавливаются с минимальными припусками на механическую обработку.
Для изготовления кокилей применяются чугуны с перлитно-ферритной структурой без следов структурно свободного цементита. Количество феррита в структуре не должно превышать 5-10 %. Примерный состав такого чугуна в %; С 3,4-3,6;Si 0,9-1,0; Mn 0.9-1.0;Р 0,15; S 0,06-0,08.
Ответственные части изготавливаются из сталей 30ХГСА,35ХГС,ЭИ69,ЭИ107; металлические стержни из сталей У7,У10, 30ХГСА.
Процесс изготовления кокиля

Изготовление кокилей разделяется на несколько этапов. Для того, чтобы получить литые заготовки корпусов кокиля изготавливают деревянные модели, на которых предусмотрены припуски на механическую обработку. Далее выполняется формовка литых заготовок в песчаные формы и заливка их жидким металлом. Заготовки кокиле сложной конфигурации выполняются литьем в стержня, также заготовки кокилей получают литьем под давлением и центробежным литьем, что обеспечивает получение кокилей высокой размерной точности. Далее выполняется термическая обработка, для снятия литейных напряжений, далее производится механическая обработка литых заготовок кокилей согласно конструкторской документации, их сборка в соответствии со сборочным чертежом кокиля и проверка разметкой на соответствие геометрии формообразующих поверхностей чертежам.
Процесс литья в кокиль
Процесс литья в кокиль состоит из нескольких этапов:
- Расплавление и доводка до нужного химического состава и температуры заливки требуемого сплава.
- Разогрев кокиля заливкой металла, требуется 5-10 заливок для достижения требуемой температуры формообразующих поверхностей кокиля, после извлечения отливок из кокиля их откидывают в брак.
- Заливка кокиля металлом, для получения годных отливок.
- Выдержка залитого металла в форме для затвердевания сплава.
- Открытие кокиля и извлечение отливки из кокиля.
- Осмотр полученной отливки, годные отливки складируются в тару для годного литья, отливки с дефектами откидываются в брак.
- Закрытие кокиля и далее опять заливка жидким металлом
Состав кокильных покрытий
Для увеличения долговечности кокилей применяются : огнеупорные облицовки и краски. Формообразующие поверхности кокиля покрываются два- три раза в смену или по необходимости могут покрываться чаще, огнеупорной облицовкой слоем 0,1 – 1 мм и более, а краской покрываются перед каждой заливкой металлом. Составы покрытий смотрите ниже в таблице.
Краски для определения температуры кокиля
Состав огнеупорных облицовок
Состав красок для покрытия форм
Плюсы и минусы процесса кокильного литья
Повторюсь еще раз. При получение отливок литьем в кокиль, получаются отливки более высокой точности по сравнению с литьем в песчаные формы, более гладкая поверхность, соответственно можно уменьшать припуски на механическую обработку, а в отдельных случаях возможно изготовление отливок без припуска на механическую обработку и с резьбой. Так же при кокильном литье отпадает необходимость в изготовлении формовочных смесей, нет необходимости в применении опок, увеличивается выход годного литья, увеличивается производительность на тех же площадях, что снижает затраты на производство, улучшение условий труда.
Недостатком кокильного литья является высокие затраты на изготовление оснастки. Недостаточно знаний для конструирования и и эксплуатации кокилей, нет удовлетворяющего требованиям получения годного литья расчета литниковой системы и режимов заливки кокилей металлом, в связи этим освоение процессов кокильного литья требует длительного времени. Освоение кокильного литья сопровождается повышенным процентом брака отливок, Иногда требуется несколько раз изготавливать новые кокили до тех пор, пока не получатся отливки требуемого качества и низкого % брака.
Целесообразность применения кокилей зависит от конструкции и стойкости кокилей, должны быть простыми в изготовлении , иметь высокую стойкость, удобство в эксплуатации и иметь безопасность в работе.
Ориентировочная стойкость кокилей указана в таблице.
Кокильные машины
Машины для кокильного литья делятся на три типа: индивидуальные, карусельные и конвейеры., которые показаны на рисунках.
Читайте также: