Люнет для токарного станка по металлу
Обновлено: 19.05.2024
Люнеты для токарного станка используют как опоры основного и дополнительно характера. Рассмотрим устройство подвижных и неподвижных люнетов. Примеры конструкций своими руками.

Токарные работы – это операции, связанные с обработкой цилиндрических заготовок. Из них получают круглые детали различной конфигурации и длины. Если рассматривать токарные работы по металлу, то короткие заготовки обрабатывать проще, и результат получается точнее: здесь отсутствует эффект провисания стальной болванки. Для длинных же заготовок (длина которых превышает диаметр на величину более чем в 12 раз) существуют специальные приспособления – люнеты для токарных станков. Они облегчают работу токаря и повышают точность обработки заготовки. В токарных станках для обработки древесины люнеты тоже бывают нужны, хотя древесина в связи с более легким составом материала менее подвержена провисанию.
В некоторых случаях (при очень длинных металлических заготовках) без люнета токарного вообще нельзя обойтись. Если работать при отсутствии такой оснастки, можно повредить инструмент и получить серьезные травмы, вызванные биением и разрывом болванки на больших оборотах включенного станка.

Устройство и назначение люнета
Люнет токарный – это своеобразная опора. Он позволяет удерживать цилиндрическую деталь в горизонтальном положении и в то же время не препятствует ее вращению вокруг своей оси. Оборудование в токарном деле применяют в нескольких случаях:
- Болванка длинная, в середине провисает. В этом случае закрепленный посередине люнет выравнивает заготовку, и во время вращения нет опасности, что она будет вращаться «веретеном», то есть в центральной ее части будет утолщение. Оно однозначно приведет к неравномерности обработки на токарном станке и может быть причиной вибраций, заклинивания и разрушения резца и заготовки.
- Нужно обработать торец заготовки. В этом случае нет возможности закрепить деталь за этот торец, так как он будет подвергнут расточке. Люнет токарный выставляют как можно ближе к зоне обрабатываемого участка. Эта операция в основном выполняется в последнюю очередь, когда вся остальная длина детали уже проточена начисто.
Люнет может быть установлен на любом металлорежущем оборудовании, если это токарный, фрезерный или шлифовальный станок.
В конструкции присутствуют следующие элементы:
- Основание люнета – это цельнометаллическая деталь. Она имеет нижнюю плоскость с отверстиями под крепежные болты, за счет которой приспособление устанавливается и фиксируется к станине токарного станка.
- Крышка. Она также относится к основанию, характерна для неподвижных токарных люнетов, выполнена из стали, подвижно крепится к нижней части.
- Выдвижные опоры. Могут быть выполнены с роликами на конце либо работать по принципу скольжения (элементы кулачкового типа). Именно кулачки и создают опору для заготовки. Чтобы они менее изнашивались, их усиливают твердосплавными покрытиями. Для уменьшения воздействия кулачков на деталь (протирание или продавливание) контактную часть снабжают наконечниками из бронзы.
- Регулировочные винты. Назначение этого элемента состоит в выдвижении кулачков и последующей их фиксации в заданном положении.
Виды люнетов для токарных станков
Люнеты для токарных станков бывают разными. Кроме отличий в элементах конструкции, размерах, типах крепления на станину, весь без исключения инструмент может быть отнесен к одной из двух основных категорий:
- Люнеты токарные, которые называются неподвижными. Они устанавливаются стационарно в какую-либо рабочую точку и во время всего цикла обработки остаются там.
- Приспособления, которые называются подвижными. Их местоположение на станине меняется в зависимости от того, куда перемещается токарный резец вдоль заготовки.
Люнеты для шлифовального станка имеют схожую конструкцию с неподвижными приспособлениями токарного станка. Их опорные части покрыты материалом, который не позволяет протирать канавки на заготовке, например баббитом.

Люнет неподвижной конструкции
Люнет неподвижный представляет собой приспособление для токарного станка, целевое назначение которого состоит в том, чтобы поддерживать заготовку длинного размера. Это обеспечивает возможность более точной обработки изделия, исключает появление вибрации. Способ крепления оборудования к станине происходит посредством плоской опорной плиты и болтового соединения.
Характерной особенностью всех неподвижных токарных люнетов является наличие трех роликов, или кулачков, два из которых подпирают деталь снизу, третий – производит упор сверху. Для того чтобы установить заготовку на приспособление, верхняя часть последнего имеет возможность откидываться на шарнире, а после закрепления детали возвращается на место и фиксируется специальным болтом. Конструкция неподвижного токарного оборудования полностью соответствует конструкции, описанной в разделе «Устройство и назначение люнета».
Как правило, в неподвижном токарном люнете болванку закрепляют как можно жестче. Это обусловлено тем, что обработку в этом случае применяют в основном черновую.

Люнет подвижной конструкции
Люнет подвижный представляет немного иную конструкцию опоры, нежели неподвижное устройство. Он уже крепится не за станину, а за суппорт продольный на станке токарном. Это позволяет системе двигаться одновременно и в том направлении, куда движется режущий инструмент. То есть он располагается напротив самого резца. Основное целевое назначение подвижного токарного люнета в устранении изгибов тонких и длинных деталей под воздействием на них резца. Это позволяет избегать заклинивания инструмента и порчи изделия.
Приспособление токарное подвижное имеет такие конструктивные элементы:
- Основание с крепежными отверстиями. Это цельнометаллический элемент, который по форме напоминает вопросительный знак. Здесь нет необходимости в откидной части, как у неподвижного токарного люнета, так как деталь легко может быть заведена в приспособление сбоку.
- Опорные кулачки, которых два. Один располагается сверху, другой сбоку. Третьей опорой здесь выступает сам резец.
- Винты для выдвижения и закрепления кулачков.
Установка и настройка люнета
Оборудование для токарного станка можно установить только в тех случаях, когда:
- Деталь в месте установки имеет идеальную цилиндрическую поверхность. Это может быть уже готовая круглая заготовка, или на участке соприкосновения болванку специально протачивают на токарном станке под опорное приспособление.
- Заготовка не имеет неисправимой деформации (она долго не хранилась в изогнутом состоянии и не успела принять форму прогиба), иначе выставить люнет будет очень сложно.
Все это актуально, когда проводятся грубые черновые работы. В таком случае со всей поверхности болванки будет сниматься определенный слой металла и можно нивелировать все возможные дефекты формы.
Вначале под деталь заводят нижние кулачки, с помощью измерительного прибора проверяют расстояние по всей длине: от заготовки до станины токарного станка (имеется в виду расстояние от участков болванки с одинаковыми диаметрами). Кулачками поднимается деталь на тот уровень, чтобы все расстояния были предельно одинаковыми. Далее деталь фиксируется сверху третьим кулачком.
В случае, когда нужно установить токарный люнет для финишной обработки изделия, метод установки и настройки отличается от рассмотренного выше:
- Вначале определяются с местом на детали, где будет установлено устройство токарное.
- Замеряют диаметр этого места и подбирают или вытачивают специальную короткую оправку, которая идеально соответствует промеренному диаметру.
- Оправку закрепляют в передней бабке и по ней выставляют люнет.
- Оправку снимают, а на ее место ставят обрабатываемую заготовку. Люнет же закрепляют на заранее подобранное место, соблюдая строгую параллельность с тем местом, где он настраивался по оправке.
Варианты конструкций самодельных люнетов
Люнет для токарного станка стоит недешево, поэтому покупать его, если приспособление не так часто используется, нет особого смысла. Проще тогда изготовить своими руками люнет. Например, для токарного станка ИЖ1 можно реализовать самоделку, используя следующую конструкцию:
- В качестве основания, где будут закреплены кулачки, берут фланец для соединения труб. Размер фланца по внешнему диаметру составляет 200 мм, по внутреннему – 110 мм. Фланец при помощи транспортира делят маркером на три равных сектора с углом 120 градусов каждый. Линии соединения секторов как раз и будут местами, куда нужно закрепить механизмы подачи кулачков.
- Вместо кулачков можно использовать три шпильки с резьбой 14 и длиной 150 мм каждая. На шпильки с одного торца наваривают ручки (куски проволоки 8 мм в диаметре и длиной по 30 мм, чтобы получилось подобие буквы «Т» по форме), на другой торец заказывают у токаря три бронзовых остроконечных колпачка внутренним диаметром резьбы на 14.
- Механизм регулировки и фиксации кулачков можно сделать из трех гаек внутренней резьбой на 14 (для каждого кулачка), две из которых приваривают напротив друг друга по заранее прочерченным на фланце линиям.
Самодельный люнет готов к использованию. Предварительно накрученные гайки с граверами служат фиксаторами при выставлении кулачков на необходимую позицию.
Все, кто в теме, поддержите обсуждение в комментариях! Возможно, у вас есть еще интересные конструкции для изготовления токарных люнетов своими руками!
Основные виды и особенности конструкции люнетов для токарных станков
Токарь способен обработать самые разные детали на своем станке. Для облегчения его работ существуют разнообразные токарные приспособления, повышающие качество и облегчающие труд. Одним из них является люнет для токарного станка, который широко используется любителями и профессионалами.

Для чего он нужен?
На токарном станке обрабатываются детали разной длины, в т. ч. длинные заготовки небольшого диаметра. Они закрепляются в 2-х точках (торцы), и по мере удаления от места фиксации повышается вероятность продольной деформации при воздействии режущего инструмента.
В таких условиях очень трудно, а порой просто невозможно, обеспечить нужную точность обработки и идеальную цилиндричность.
Кроме того, вибрирующая заготовка повреждает рабочий инструмент и оснастку. При работе на больших скоростях возникает риск разрушение резца, что чревато травмами для рабочего.
Люнет для токарного станка представляет собой дополнительную опору, которая повышает устойчивость обрабатываемой заготовки. Таким способом удается устранить деформацию и вибрацию детали.

Существенно повышается безопасность работ. Используется приспособление обычно в тех случаях, когда длина заготовки превышает ее диаметр в 10 и более раз.
Устройство и принцип работы
Задача люнета – обеспечение строгой горизонтальности заготовки без препятствования ее вращению вокруг собственной оси. Принцип его действия основан на центровке детали с помощью нескольких опор, расположенных равномерно по кругу.
Свобода вращения заготовки в люнете сохраняется за счет того, что в точке соприкосновения с заготовкой опора имеет вращающийся ролик (подшипник).

Центровка обеспечивается возможностью его перемещения в продольном направлении с помощью кулачкового или пружинного механизма.
Устройство люнет для токарного станка достаточно сложное. Оно базируется на цельнометаллическом основании, которое посредством болтов крепится к станочной станине. В нем расположены опоры с индивидуальным механизмом выдвижения.

Регулировка перемещения и фиксация опор обеспечивается регулировочными винтами. В некоторых типах люнетов для токарного станка предусмотрены металлические крышки с возможности смещения.
Люнеты для токарного станка предназначены для разного типа и обработки деталей различной формы и размеров. Для более эффективного использования они изготавливаются в 2-х основных вариантах – неподвижный и подвижный тип.
Неподвижный
Люнеты для токарного станка неподвижного или статичного типа устанавливается на станине и состоит из основания и откидной крышки, шарнирно соединенной с основанием. Опоры выполнены в виде кулачков, причем 2 из них размещены на основании, а верхний – на крышке.

По сути, заготовка при обработке ложится на нижние опоры и прижимается сверху. Для установки неподвижного люнета предусматривается нижнее, болтовое зацепление.
Подвижный
Люнет для токарного станка подвижного или мобильного типа размещается на каретке станочном суппорте. Это обеспечивает возможность его перемещения, совпадающее с движением рабочего инструмента (резца).
Особенностью данного приспособления является обязательное наличие 2-х опор, т. к. роль 3-ьей опоры исполняет сам резец. Опоры (кулачки или ролики) располагаются сверху и сбоку (напротив резца).

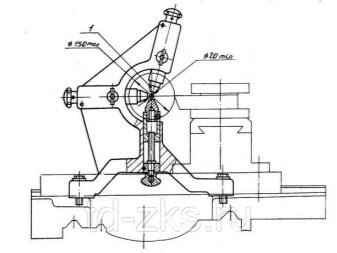
Мобильный люнет для токарного станка позволяет повысить точность работ, т. к. располагается непосредственно в зоне обработки. В зависимости от модели обеспечивается возможность использования заготовок диаметром от 20 до 260 мм.
По какому принципу выбирать
При выборе модели люнета для токарного станка следует обратить внимание на ряд факторов. Прежде всего, рассматриваются технические характеристики – внутренний диаметр основания люнета, его размеры и масса, предельные (минимальный и максимальный) диаметры обрабатываемой детали, рекомендуемая длина заготовки, способ крепления.
Важное значение имеет наличие защитной крышки и специального покрытия у быстроизнашивающихся элементов. Тип станка и виды токарных работ определяют нужную разновидность приспособления (подвижное или неподвижное).
Плюсы и минусы
Основные преимущества использования люнетов для токарного станка:
- расширение возможностей токарного станка;
- повышение точности обработки;
- снижение количества брака;
- простота использования (установки и настройки);
- повышение безопасности для обслуживающего персонала.
Важно отметить, что подвижный люнет для токарного станка легче устанавливается, однако неподвижный вариант обеспечивает повышенную точность обработки и дает возможность работы с более длинными и габаритными деталями.
Серьезных технических недостатков люнеты не обнаруживают. Изъяны возникают при неправильном размещении и неточной регулировки опор, а потому требуется тщательный контроль установки приспособления и фиксации самой заготовки.

Производительность и стоимость
В качестве основных минусов многие специалисты отмечают влияние на производительность токарных работ и необходимость дополнительных затрат.
Снижение производительности связано с затратой времени на установку люнетов и регулировку опор. При этом необходима тщательная подгонка и многократная проверка. В ряде случаев производится предварительная обработка заготовки в месте фиксации.
Другой важный момент – финансовые затраты, вызванные достаточно высокой стоимостью приспособлений. Она зависит от типа люнета, его модели, производителя, технических возможностей, используемых материалов, наличия защитных покрытий и других факторов.
Стоимость подвижных моделей несколько ниже неподвижных люнетов аналогичной категории. Так, цена мобильных приспособлений колеблется от 1100-1300 рублей за простые изделия до 4500–4800 рублей за люнеты повышенной долговечности.
Неподвижные разновидности реализуются по цене от 1800 до 6500 рублей, соответственно.
Как изготовить своими руками
Удешевить приспособление для токарного станка позволяют самодельные конструкции. Можно предложить вариант на базе фланца для трубного соединения (диаметр: внешний – 20 см, внутренний – 11 см).

В качестве кулачков применяются 3 шпильки длиной 15 см и с резьбой М14. На них сверху формируется ручка, а снизу закрепляется колпачок из бронзы с отверстием диаметром 14 мм.
Фланец размечается на 3 сектора (по 120 градусов). По разметке сверлятся отверстия по направлению к центру окружности. Для регулировки привариваются гайки М14, в которые вкручиваются шпильки.
Основание для крепления к станку делается из уголка 100 мм (толщина стали не менее 10 мм). Он приваривается к фланцу.

В основании делаются отверстия для закрепления приспособления на стандартной пластине крепления станочной бабки.
Как установить и настроить опорное приспособление
Люнет для токарного станка устанавливается только в том месте, где заготовка имеет строго цилиндрическую форму или прошла предварительную обработку при наличии деформаций.
Основание приспособления закрепляется болтами на станке. Первый шаг – регулировка нижних опор. Деталь должна лежать на них горизонтально, что проверяется измерительным прибором по всей ее длине.
При наличии провиса заготовки малого диаметра, она поднимается на нужную высоту с помощью механизмов перемещения нижних опор.
Далее, с помощью верхней опоры завершается фиксация детали и ее центровка. После завершения регулировок, создается крутящий момент без подведения резца. Проверяется наличие биений (вибраций). Только после тщательной проверки можно приступать к работе.
При обработке длинных заготовок на токарном станке просто необходимо использовать люнет. Он может иметь разную конструкцию в зависимости от типа станка и вида детали.
При выборе приспособления необходимо уделять особое внимание его техническим характеристикам и прочности применяемых материалов.
Особенности люнета для токарного станка и его установка
Информация об особенностях люнета для токарного станка и его установке будет очень интересна всем, кто создает токарную мастерскую небольшого масштаба. Такая техника работает по металлу и по дереву. Разобравшись, что это такое, каковы требования ГОСТа и тонкости устройства, надо будет еще изучить особенности подвижных и неподвижных люнетов.


Что это такое?
Станки выполняют большое количество полезных функций и являются подлинным каркасом всего современного мира, куда более важным, нежели политические институты, платежные системы и религиозные конфессии. Однако даже эти устройства «в чистом виде» редко могут выполнить свою функцию наиболее эффективно и с минимальными трудозатратами. Очень большую роль играет «внешняя обвязка», присутствие различных аксессуаров. От них зависит даже безопасность и удобство при работе.

Люнет для токарного станка, и что немаловажно, для станка как по металлу, так и по дереву, отвечает за очень значимые функции. Прежде всего он выступает вспомогательной опорой. Без люнета было бы намного тяжелее обрабатывать тяжелые объемные детали. Работать с некоторыми из них оказалось бы невозможно. Другим актуальным моментом является исключение прогиба.
Заготовки большой длины могут сгибаться под собственной нагрузкой. Только дополнительные фиксирующие точки позволяют работать корректно, без ошибок и отклонений. По умолчанию люнеты оснащаются специальными роликами, которые обеспечивают выполнение ими своих функций на производстве. Особенно актуален люнет, если длина детали в 10 раз и более превосходит ее ширину. Тогда никакой естественной прочности и жесткости конструкции самой по себе недостаточно для профилактики прогиба.
Обзор видов
Совершенно очевидно, что такая важная производственная оснастка не могла быть обойдена стороной разработчиками стандартов качества. Более того, было разработано сразу 2 разных государственных стандарта. Оба они приняты в 1975 году. ГОСТ 21190 относится к роликовым люнетам. ГОСТ 21189 описывает люнеты призматического типа.
Так или иначе, оба эти варианта устройств ставятся на токарно-револьверные автоматы (официальное название токарного станка).


Статичные
С практической точки зрения, впрочем, важнее другое их деление — на подвижный и стационарный типы. Использовать неподвижный люнет бывает очень выгодно. Он обеспечивает исключительную точность манипуляций. Такая оснастка гасит все вибрации, возникающие при нормальной работе станка. Присоединение к станине производится посредством плоской плиты. Саму стыковку частей выполняют на болты.
Преимущественно стационарный блок оснащают 3 роликами (либо 3 кулачками). Один используется как верхний упор. Оставшаяся пара служит боковыми крепежами. Подобное соединение очень мощно и надежно. Оно не расшатывается даже при внушительной механической нагрузке.
В состав входят, кроме основания:
винт для фиксации;
механизмы управления винтом;


Подвижные
Мобильный люнет тоже является специфическим основанием. В нем формируются особые крепежные каналы. Такой агрегат выполняют в цельном виде. Довольно полное представление о его форме дает сравнение с вопросительным знаком. Кулачков опоры в подвижном варианте чаще всего два — верхнего и бокового исполнения; вместо третьей опоры применяют сам резец.
Стоит учесть и другие критерии, по которым могут отличаться люнеты. В основном такие приспособления отливают из чугуна.
Его использование позволяет исключить деформацию хрупкой и нестабильной механически заготовки. Поверх кулачков наносится защитное покрытие, и его подбор ведется изготовителями индивидуально. Кулачки делают из твердых сплавов, чтобы избежать преждевременного износа.


Наряду с кулачковой, может применяться и уже упомянутая роликовая фиксирующая система. Кулачки позволяют эффективнее контролировать размещение заготовки в процессе работы. Зато ролики облегчают ее скольжение (перемещение). Все зависит от приоритетов покупателя. Дополнительно надо обращать внимание на:
предназначение (обточка, шлифование металла, выработка подшипников);
число фиксирующих элементов (иногда их бывает не 2 или 3, а больше, что повышает надежность крепления, но и усложняет конструкцию);
метод регулировки фиксаторов (ручной способ либо специальный гидравлический аппарат);
размеры обрабатываемой детали.

Мобильный люнет закрепляют на суппортную каретку. Его применяют, если надо сформировать нарезы на кулачках. Такой аппарат подходит и для особенно чистой обточки. Настраивая кулачки, можно крепить затем разные по габаритам детали. Их предельное сечение иногда доходит до 25 см.
Мобильные люнеты считаются подходящими для особенно точных манипуляций. Их преимуществами также являются:
расширение функциональности станка;
сокращение количества бракованных деталей;
легкость монтажа и задания требуемых параметров;
повышенная в сравнении со стационарными аналогами степень безопасности.

Стоит учесть, что любые люнеты понижают производительность токарной обработки. Довольно много времени будет теряться на их фиксацию, перестановку и регулировку.
Иногда проверять точность фиксации приходится многократно. Даже бывает необходимо предварительно обрабатывать заготовку, чтобы в точке фиксации она не вызывала проблем. Расходы на покупку и использование люнета зависят от многих обстоятельств и не могут быть оценены без их учета.
Наряду с заводскими, могут применяться и самостоятельно изготовленные люнеты. Необходимость в этом связана с дороговизной фирменных моделей. Для каждого токарного станка как заводской, так и самодельный люнет должен создаваться индивидуально. Основанием послужит фланец, который обычно предназначен для соединения труб. Кулачки заменяют на шпильки (3 штуки), резьба которых составляет 14 мм, а длина — 150 мм.
Шпильки ставят так, чтобы получилось буква Т. Торец может быть выполнен токарем на основе 3-х остроконечных колпачков из бронзы. Внутреннее сечение резьбы в этом случае составляет 14 мм. Регулировать и фиксировать кулачки помогает собранный из 3 гаек специальный механизм. Каждый такой механизм должен быть отдельным для любого кулачка.
Крепежная подложка на станине создается так, чтобы она была способна передвигаться по полозу. Предусматривается и возможность ее фиксации в определенной точке. Оптимальной заготовкой для подкладки считается уголок, слой стали в котором составляет минимум 1 см, а габарит полочных частей — 10 см. Протяженность уголковых блоков подбирается равной широте станинных полозьев, что обеспечивает захват направляющих частей. На кулачковые блоки наворачивают по гайке, и вворачивают эти метизы гравером в другие гайки, которые заранее приваривают (они послужат фиксаторами).


Как установить и настроить?
Эти манипуляции влияют на эффективность последующих действий едва ли не больше, чем характеристики самого люнета. Потому подойти к подобной работе следует со всей ответственностью. Чаще всего люнетный аппарат ставят в требуемую точку с использованием болта. Это важно сделать прежде, чем поставят заготовку по центру. Любые упоры — как кулачковые, так и роликового типа — должны быть ввернуты до предела в основание.
Подвижный участок люнета далее требуется откинуть. Поможет в этом специальный шарнир. Когда такая манипуляция произведена, фиксируют деталь на станке. Далее необходимо установить ее сечение в точке предстоящего соприкосновения с люнетом. Потом крышку закрывают.
Чтобы она не открылась произвольно, ее прижимают к основанию особо подготовленным болтом. Следующий шаг — выдвижение кулачков или роликовая настройка. Именно на такой стадии добиваются соответствия диаметра промежутка и сечения заготовки. Нормально выставленные кулачковые части упираются в деталь.


Надо обязательно проверить, однородно ли она вращается при прокручивании.
Выставлять люнетную часть на токарном станке возможно:
применяя юстированную заготовку с точно заданными параметрами;
используя стальной кругляк;
с задействованием стоечной части, в которую вмонтируют микрометр.
Первый путь означает необходимость скрупулезной фиксации конструкции в центрах обработки. А также важна повышенная точность окружности, особенно там, где будет соприкосновение с люнетом. Это означает необходимость заблаговременной проточки. Если выставление производится под проточенные болванки прежде, чем такие части окажутся в распоряжении техников, нужны прецизионные измерители. Регулировать упоры таким способом в повседневной производственной практике не всегда целесообразно. Потому был создан альтернативный способ решения проблемы — по стальному кругляку. В этом случае проверяют, насколько качественно он вращается. Кручение должно идти свободно. Какие-то лишние нагрузки и вибрации при работе должны полностью отсутствовать.

Пользоваться люнетом можно только при условии идеальной геометрической характеристики заготовки. Не допускается обработка болванок с непоправимо искаженными параметрами. Раньше всего под деталь подводят нижние кулачки. Измерителем определяют расстояние по всей длине. Расстояния должны поддерживаться максимально однородно.
Если люнет ставится не для черновой, а для завершающей обработки, то установка идет так:
определяют необходимую точку на детали;
замеряют нужное сечение;
фиксируют оправку в передней бабке;
выставляют приспособление точно по ней;
сняв оправку, ставят вместо нее необходимую деталь;
люнет ставят так же, как и прежде, следя за его строгой параллельностью по отношению к тому месту, где он был настроен согласно оправке.
Виды, назначение и устройство токарных люнетов
Читайте также: