Марка стали фрезы по металлу
Обновлено: 30.06.2024
Возможности достижения высокой производительности фрезерной обработки при интенсификации режимов резания в большой степени определяются качеством инструментальных материалов.
Быстрорежущие стали
При фрезеровании давно применяют быстрорежущие вольфрамовые и вольфрамомолибденовые стали нормальной стойкости марок Р9, Р12 и Р18. Разработка новых марок быстрорежущих сталей ведется по пути уменьшения содержания вольфрама и создания многокомпонентных композиций, содержащих значительный процент углерода. Высокая стойкость сталей с пониженным содержанием вольфрама достигается легированием их молибденом, кобальтом, а в некоторых марках также ванадием при значительном содержании углерода.
Твердые сплавы
Наряду с широко известными твердыми сплавами ВК6, ВК8, T5K10, Т15К6 разработаны и успешно внедряются сплавы с добавками карбида тантала, неперетачиваемые твердосплавные многогранные пластинки, осваивается изготовление твердосплавных пластинок с износостойким покрытием.
Углеродистая сталь
Углеродистую инструментальную сталь (например, марки У12А) при фрезеровании применяют редко, так как такими фрезами можно работать только на низких скоростях резания. Из углеродистой стали изготовляют только мелкие фрезы, в том числе зуборезные мелкомодульные.
Легированные стали
Легированные инструментальные стали (9ХС, ХГ, ХВГ и др.) используют в основном для изготовления фасонных фрез, работающих на малых скоростях резания при небольшой глубине резания и подаче.
Области применения быстрорежущей стали
Быстрорежущие стали имеют следующие основные области применения.
P18 и Р9 - давно известные и широко распространенные марки быстрорежущих сталей. Обладая довольно высокой красностойкостью (600-650° С) и твердостью (до HRC 64), они пригодны для всех видов лезвийных инструментов. Сталь Р9 примерно вдвое дешевле стали Р18 вследствие меньшего содержания вольфрама, но обладает меньшей прочностью. Стали Р18Ф2, Р14Ф4, Р9Ф5, Р10Ф5К5 имеют повышенное содержание ванадия или кобальта (или обоих легирующих элементов), что благоприятно сказывается на их красностойкости и износостойкости. Эти стали можно применять при обработке материалов повышенной твердости и прочности, в том числе жаропрочных. С повышением содержания кобальта более 5% возрастает теплостойкость, но вместе с тем и хрупкость стали, поэтому такие стали нецелесообразно использовать при фрезеровании со значительной ударной нагрузкой на инструмент. Высокованадиевые стали отличаются особо высокой износостойкостью, но ограниченной прочностью. Их целесообразно применять при чистовой обработке высокоуглеродистых и высокохромистых сталей.
Стали Р6МЗ, Р9М, Р6М5, Р18Ф2К8М характерны повышенным содержанием молибдена, способствующего значительному увеличению теплостойкости, износостойкости; эти стали отличаются также повышенной прочностью и находят применение для фрезерования жаропрочных и высокопрочных сплавов и сталей.
Стали Р9К5, Р9КЮ с невысоким содержанием вольфрама, легированные кобальтом, целесообразно использовать при обработке конструкционных сталей средней прочности при значительных скоростях резания (50-70 м/мин). Эти стали также применяют при фрезеровании жаропрочных сплавов. В этом случае по сравнению со сталью Р18 обеспечивается повышение стойкости фрез в 2-2,5 раза.
Рациональность применения
На основании обобщения результатов исследований и опыта отечественной промышленности можно сделать следующие выводы о наиболее рациональном применении инструментальных сталей.
Материалы, применяемые для изготовления фрез, должны обладать следующими свойствами: высокой твердостью, превышающей твердость обрабатываемого материала, высокой износостойкостью и теплостойкостью, высокой механической прочностью. Для изготовле-
ния режущих инструментов и, в частности, фрез применяют углеродистые легированные инструментальные стали, быстрорежущие инструментальные стали, твердые сплавы, минерало-керамику, сверхтвердые материалы, синтетические и естественные алмазы.
Для изготовления режущего инструмента применяют инструментальные углерод-истые стали следующих марок: У7, У8, У9, У10, У11, У12, У13 (буква У указывает на то, что сталь углеродистая, а цифры показывают среднее содержание углерода в десятых долях процента). Инструментальные стали повышенного качества, имеющие минимальное количество вредных примесей, отмечают буквой А: У10А, У8А и т. д. Углеродистая инструментальная сталь обладает низкими режущими свойствами. Режущие инструменты, изготовленные из такой стали, позволяют вести обработку при температуре в зоне резания до 200—250 °С и при скоростях резания в пределах 10— 15 м/мин.
Легированная инструментальная сталь по химическому составу отличается от углеродистой инструментальной стали лишь наличием одного или нескольких легирующих элементов: хрома, вольфрама, молибдена, ванадия. Чаще всего для изготовления прорезных, фасонных и концевых фрез малых диаметров применяют следующие марки стали: ХГ, ХВ5, 9ХС и ХВГ . Легированная инструментальная сталь обладает более высокими режущими свойствами, чем углеродистая инструментальная сталь (температура в зоне резания 300—350 °С, скорость резания 20— 25 м/мин).
Быстрорежущая инструментальная стальв отличие от углеродистой и легированной инструментальной стали обладает большим сопротивлением износу и большой теплостойкостью. Она обладает красностойкостью, т. е. не теряет своих свойств при температуре красного каления (550—600 °С)
В СССР установлены единые условные обозначения (из букв и цифр) химического состава стали. Первые две цифры показывают среднее содержание углерода, буквами обозначают легированные элементы (В — вольфрам, Ф — ванадий, К — кобальт, М — молибден и т. д.), а цифрами справа от буквы — их среднее содержание (в процентах). Буквой Р обозначают быстрорежущую сталь.
В настоящее время наибольшее применение для изготовления всех видов цежущего инстру-. мента при обработке обычных конструкционных материалов применяются следующие марки стали: Р6М5, Р6МЗ и Р12. В последнее время УкрНИИспецсталь разработал новую марку быстрорежущей стали 11АРЗМЗФ2 с пониженным содержанием вольфрама (1,1% углерода, азот, ванадий, молибден).
Для обработки высокопрочных нержавею-щих сталей и сплавов в условиях повышенного j разогрева режущих кромок, а также для обработки сталей и сплавов повышенной твердости и вязкости при работе с ударами применяют I следующие марки стали: Р18КФ2, Р10К5ФЗ, Р9К5, Р6М5К5, Р12Ф2К8МЗ, Р9М4К8 и др. Эти марки часто применяются также для изготовления зуборезного инструмента.
Например, сплав Т14К8 состоит из 14% карбида титана, 8% кобальта и 78% карбида вольфрама.
Выпускают трехкарбидные твердые сплавы, состоящие из кобальта (связки) и карбидов вольфрама, титана, тантала. Эти сплавы характеризуются высокой прочностью. Твердый сплав марки ТТ7К12 допускает работу в 1,5—2 раза большими подачами на зуб, чем сплав Т5К10. Твердые сплавы выпускаются в виде пластинок стандартных форм и размеров.
Вольфрамо-кобальтовые сплавы применяют для обработки хрупких материалов: чугуна, бронзы, закаленной стали, пластмасс, фарфора и т. п. Твердые сплавы титано-вольфрамовой группы предназначены главным образом для обработки сталей. Сплав ТТ20К9 специально предназначен для фрезерования стали (например, для фрезерования глубоких пазов). Он отличается повышенным сопротивлением тепловым и механическим циклическим нагрузкам. Наиболее прочными сплавами при черновой обработке стали являются сплавы марок ТТ7К12 и Т5К12Б.
С уменьшением размеров зерен карбидов вольфрама износостойкость и твердость сплава увеличиваются. Эту закономерность используют при создании сплавов различного назначения с требуемыми свойствами. Первыми мелкозернистыми сплавами были сплавы марок ВКЗМ и ВК6М. В последнее время разработаны твердые сплавы с особо мелкозернистой (ОМ) структурой — ВК6-ОМ, ВКЮ -ОМ и ВК15-ОМ.
Стойкость твердосплавного инструмента повышается при нанесении на его поверхность изностойких слоев (5—15 мкм) карбидов (титана, ниобия), боридов, нитридов и др.
Минерал о керамическ ие спла-в ы приготовляют на основе окиси алюминия А/203 (корунда) путем тонкого размола, прессования и спекания. Выпускают их, как и твердые сплавы, в виде пластинок стандартных форм и размеров. В настоящее время промышленное применение имеют две марки минеральной керамики: ЦМ-332 и ВЗ. Минеральная керамика марки ВЗ обладает большей (в 1,5—2 раза) прочностью по сравнению с керамикой марки ЦМ-332. В состав керамики марки ВЗ помимо окиси алюминия входят сложные карбиды тугоплавких металлов.
Минералокерамические пластинки обладают большей теплостойкостью и износостойкостью, чем некоторые твердые сплавы. Однако они имеют пониженную по сравнению с твердыми сплавами прочность и повышенную хрупкость. Минералокерамика находит применение при чистовом и тонком фрезеровании торцовыми фрезами (головками) с неперетачиваемыми пластинками.
Сверхтвердые материалы ( СТМ ) являются поликристаллическим образованием на основе кубического нитрида бора. В эту группу входят композит 01 (эльбор-Р), композит 05 и композит 10 (гексанит-Р), ПТНБ (поликристалл твердого нитрида бора), «зубр», «бел-бор» и др.
Сверхтвердые материалы значительно превосходят минеральную керамику и твердые сплавы по термоусталостной прочности. Эль-бор-Р, гексанит-Р, ПТНБ и др. применяют для оснащения резцов, фрез, а также при изготовлении абразивного инструмента для заточки металлического (лезвийного) инструмента.
Сверхтвердые материалы для металлического инструмента выпускаются в виде цилиндрических вставок диаметром от 4 до 8 мм и длиной от 4 до 8 мм.
Сверхтвердые материалы на основе нитрида бора химически инертны к черным металлам, а материалы на основе углерода (алмазы) к ним химически активны. Это различие и определяет область их применения: сверхтвердые материалы применяются для обработки сталей, чугу-нов, ряда труднообрабатываемых сплавов; поликристаллические алмазы — для обработки цветных металлов, титановых сплавов, стеклопластиков и др. Для обработки сверхтвердых материалов можно применять только алмазы, которые превосходят их по твердости.
Синтетические алмазы (типа «карбонадо» и «баллас») выпускаются в виде порошков и кристаллов. Из синтетических
алмазных порошков изготовляют алмазно-абразивные инструменты. Круги из синтетических алмазов успешно применяются при заточке и доводке твердосплавных режущих инструментов (в том числе и фрез), а также для шлифования и доводки драгоценных камней, в том числе и самого алмаза. Алмазные резцы и фрезы применяют в основном в качестве чистового (отделочного) инструмента при резании цветных металлов, сплавов и неметаллических материалов.
Инструментальные материалы для фрез
При изготовлении фрез для обработки металлов применяется широкая номенклатура инструментальных материалов, которые подразделяются на следующие основные классы: быстрорежущие стали, твердые сплавы, минералокерамика, сверхтвердые материалы (алмазы и композиты). Свойства перечисленных инструментальных материалов по двум важнейшим показателям (теплостойкости, пределу стойкости) сведены в табл. 3.1. В табл. 3.2 приведены сведения о свойствах наиболее распространенных марок быстрорежущих сталей (БС), применяемых для изготовления фрез.
| Инструментальный материал | Теплостойкость, о С | Предел прочности при изгибе σи, МПа |
| Быстрорежущие стали | 600…650 | 2050…3400 |
| Твердые сплавы | 800…900 | 900…2000 |
| Минералокерамика | 1100…1200 | 325…700 |
| Алмазы | 700…800 | 210…400 |
| Композиты | 1300…1500 | 400…1500 |
| Группа (стандарт ИСО 4957-80) | Марка (ГОСТ 19265-73) | σи, МПа | HRС | Теплостойкость, о С, при твердости 59 HRC |
| Базовая | Р6М5 | 3000…4000 | 63…66 | 650 |
| Р18 | 2600…3200 | 62…65 | 620 | |
| С увеличенным содержанием кремния | Р6М5Ф3 | 2000…3200 | 64…66 | 630 |
| Содержащая кобальт | Р6М5К5 | 2400…3000 | 64…66 | 630 |
| Р9М4К8 | 2000…2700 | 64…67 | 630 |
Базовая группа БС предназначена для обработки конструкционных сталей с твердостью до 280 НВ. Сталь Р6М5Ф3 применяется с целью повышения стойкости инструмента. Применение стали Р6М5К5 обеспечивает рост скорости резания (по сравнению с базовой группой) на 20%, или увеличивает количество периодов стойкости инструмента в 1,5…3 раза. Сталь Р9М4К8 обладает повышенной износостойкостью по сравнению со сталью Р6М5К5.
Основными изготовителями российских марок твердого сплава (ТС) являются: ОАО «Кировградский завод твердых сплавов» (КЗТС), ГУП «Всероссийский научно-исследовательский и проектный институт тугоплавких металлов и твердых сплавов» (ВНИИТС) и ОАО « Московский комбинат твердых сплавов» (Сандвик-МКТС). Российские марки ТС группы Р без покрытия приведены в табл. 3.3. В табл. 3.4 приведены российские марки ТС с покрытиями предназначенные для выполнения фрезерных работ.
Рекомендации по применению марки ТС являются ориентировочными и применительно к конкретным операциям требуют уточнения. Наиболее общими рекомендациями применения ТС являются следующие: группы РО1 предназначены для различного вида точения; ТС группы 25 обладают повышенным сопротивлением циклическим, динамическим и тепловым нагрузкам при фрезеровании; группа Р30 предназначена для черновой обработки стальных деталей; группа Р40 предназначена для нагруженной черновой обработки по загрязненной литейной корке, сварным швам при больших неравномерных припусках и т.п. В табл. 3.5 – 3.10 сведены параметры напайных ТС, используемых для различных типов фрез.
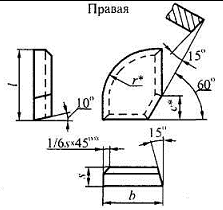
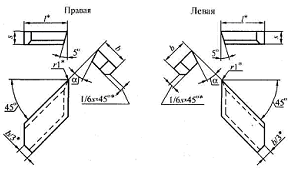 | ||||
| Обозначение | l | b | s | α, о |
| ГОСТ | ||||
| Тип 15, левая | ||||
| 15040 | 16 | 10 | 4,0 | 15 |
| Тип 15, правая | ||||
| 15030 | 16 | 10 | 4,0 | 15 |
*Размеры для пресс-форм
**Размер для справок
*Размеры для пресс-форм
Сменные ТС режущие пластины с износостойкими покрытиями обеспечивают повышение скорости резания на 20…40%. Они подразделяются на сменные многогранные пластины неперетачиваемые (СМП) и сменные многогранные перетачиваемые пластины (СПП). Наиболее распространенные формы СМП и области их применения приведены в табл. 3.11.
Керамика предназначена для обработки ковких чугунов и отожженных конструкционных и инструментальных сталей. Основные марки керамики и области их применения приведены в табл. 3.12.
| Марка | Состав | Область применения |
| ВО-100 | Al2O3+оксиды | Высокоскоростное чистовое точение чугуна и стали в состоянии поставки без СОТС |
| ВОК-200 | Al2O3+TiC | Чистовая и получистовая обработка углеродистых и легированных сталей, серых ковких чугунов, графита без СОТС или при обильном охлаждении. |
| ВОКС-300 | Слоистый керамический материал на твердой подложке | Чистовая и получистовая токарная обработка углеродистых, легированных, закаленных сталей и различных чугунов, в том числе и при неравномерных припусках и ударов от абразивных включений. |
| ТВИН-200 | Si3N4+оксиды | Черновое, получистовое и чистовое точение и фрезерование чугунов; обработка сплавов на основе кобальта и никеля. |
| ТВИН-400 | Al2O3+SiCw | Обработка никелевых сплавов, закаленных высоколегированных и быстрорежущих сталей и чугунов твердостью более 250 НВ. |
| ОНТ-20 | Al2O3+TiN | Обработка закаленной стали, отбеленных чугунов, цветных металлов на основе меди, сплавов на основе никеля. |
| У с л о в н о е о б о з н а ч е н и е: — нитевидные монокристаллы карбита кремния. | ||
В табл. 3.13. приведены рекомендуемые режимы резания при обработке стали и чугуна режущим инструментом из керамике при торцовом фрезеровании.
| Обрабатываемый материал | Режимы резания | ||
| V, м/мин | So , мм/об | t, мм | |
| Сталь: 150…250 НВ | 300…700 | 0,02…0,2 | 0,2…2,0 |
| 25…40 HRC | 200…500 | 0,02…0,15 | 0,2…2,0 |
| 40… 50 HRC | 100…300 | 0,02…0,15 | 0,2…1,5 |
| 50…60 HRC | 60…120 | 0,01…0,1 | 0,1…1,0 |
| 60…70 HRC | — | — | — |
| Чугун: 120…240 НВ | 300…600 | 0,02…0,25 | 0,2…3,0 |
| 240…400 НВ | 150…300 | 0,02…0,2 | 0,2…3,0 |
| 400…600 НВ | 50…100 | 0,01…0,1 | 0,2…1,5 |
Поликристаллические СТМ используются в качестве лезвийного инструмента, которые подразделяются на поликристаллы алмаза (ПКА) и поликристаллы нитрида бора (ПКНБ). Фрагменты СТМ запаиваются в вершину корпуса стандартных ТС. Основные марки СТМ на основе ПКНБ представлены в табл. 3.14, а режимы резания с использованием ПКНБ – в табл. 3.15.
Материалы, применяемые для изготовления фрез
Материалы, применяемые для изготовления фрез, должны обладать следующими свойствами: высокой твердостью, превышающей твердость обрабатываемого материала, высокой износостойкостью и теплостойкостью, высокой механической прочностью.
Для изготовления режущих инструментов и, в частности, фрез применяют углеродистые легированные инструментальные стали, быстрорежущие инструментальные стали, твердые сплавы, минералокерамику, эльборы, синтетические и естественные алмазы.
Для изготовления режущего инструмента применяют инструментальные углеродистые стали следующих марок: У7, У8, УО, У10, У11, У12, У13 (буква У указывает на то, что сталь углеродистая, а цифры показывают среднее содержание углерода в десятых долях процента). Инструментальные стали повышенного качества, имеющие минимальное количество вредных примесей, отмечают буквой А: У10А, У8А и т. д.
Углеродистая инструментальная сталь обладает низкими режущими свойствами. Режущие инструменты, изготовленные из такой стали, позволяют вести обработку при температуре в зоне резания до 200 - 250°С и при скоростях резания в пределах 10 - 15м/мин.
Легированная инструментальная сталь по химическому составу отличается от углеродистой инструментальной стали лишь наличием одного или нескольких легирующих элементов: хрома, вольфрама, молибдена, ванадия.
Чаще всего для изготовления прорезных, фасонных и концевых фрез малых диаметров применяют следующие марки стали: ХГ, ХВ5, ОХС и ХВГ.
Легированная инструментальная сталь обладает более высокими режущими свойствами, чем углеродистая инструментальная сталь (температура в зоне резания 300 - 350°С, скорости резания 20 - 25 м/мин).
Быстрорежущая инструментальная сталь в отличие от углеродистой и легированной инструментальной стали обладает большим сопротивлением износу и большей теплостойкостью. Она обладает красностойкостью, т. е. не теряет своих свойств при температуре красного каления (550 - 600°С).
Быстрорежущие стали делятся на стали нормальной производительности (Р18, Р12, РО, Р18М, РОМ, Р6М5, Р18Ф2) и стали повышенной производительности (Р18Ф2К5, РОФ2К5, РОФ2К5, РОФ2К10, РОФ5, Р14Ф4, Р6МЗ, Р10Ф5К5 и др ), легированные кобальтом (К), ванадием (Ф) и молибденом (М).
Из быстрорежущих сталей нормальной производительности лучшей является сталь Р18, которая легко обрабатывается шлифованием и малочувствительна к прижогам.
Стали повышенной производительности обладают более высокими красно- стойкостью и режущими свойствами. Быстрорежущая сталь нормальной производительности может работать при скоростях резания до 60 м/мин и выше, а повышенной производительности до 100 м/мин и выше.
Термическая обработка быстрорежущей стали. Закалка применяется для повышения твердости и сопровождается уменьшением вязкости.
Оптимальная температура при закалке быстрорежущей стали Р18 для тонких изделий (5 - 8 мм) - 1260°, для изделий толщиной более 10 - 15 мм - 1280°. Быстрорежущая сталь медленно прогревается, высокий нагрев приводит к обезуглероживанию и образованию трещин, поэтому изделия из быстрорежущей стали медленно нагревают при закалке до температуры 820 - 850°. Окончательный нагрев лучше всего производить в соляных ваннах, так как это позволяет избежать обезуглероживания стали. Выдержка при температуре закалки измеряется долями минуты. Быстрорежущая сталь после закалки обязательно должна быть подвергнута многократному отпуску. Оптимальная температура отпуска для стали Р18 - 580°, а для стали P9 - 560°.
Быстрорежущие стали повышенной производительности требуют тщательного соблюдения режимов термообработки. Отступление от рекомендуемых режимов (особенно при обработке кобальтовых сталей) может привести к понижению твердости и сильному обезуглероживанию).
Твердые сплавы допускают работу со скоростями резания, превышающими в 5 - 10 раз скорости обработки быстрорежущими инструментальными сталями, и не теряют режущих свойств при температуре до 850°С и выше.
Металлокерамические твердые сплавы состоят из карбидов вольфрама, титана или тантала и кобальта, связывающего эти вещества. Различают вольфрамо-кобальтовые металлокерамические сплавы (ВК2, ВКЗ, ВК6, ВК4В, ВК6В, ВК6М, ВК8, ВК10, ВК10М, ВК15М и др.) и титано-вольфрамо-кобальтовые (Т5К10, Т14К8, Т15К6, ТЗОК4, Т60К6 и др.). Цифры после буквы К указывают процентное содержание в сплаве кобальта, после буквы Т - карбидов титана; остальное составляют карбиды вольфрама. Например, сплав Т14К8 состоит из 14% карбида титана, 8% кобальта и 78% карбида вольфрама.
В настоящее время выпускают трех-карбидные твердые сплавы марок Т5К12В, ТТ7К12, ТТ7К5, ТТ10К8Б и др., состоящие из карбидов вольфрама, титана, тантала, кобальта. Эти сплавы характеризуются высокой прочностью. Твердый сплав марки ТТ7К12 допускает работу с 1,5 - 2 раза большими.
подачами на зуб, чем сплав Т5К10. Твердые сплавы выпускаются в виде пластинок стандартных форм и размеров
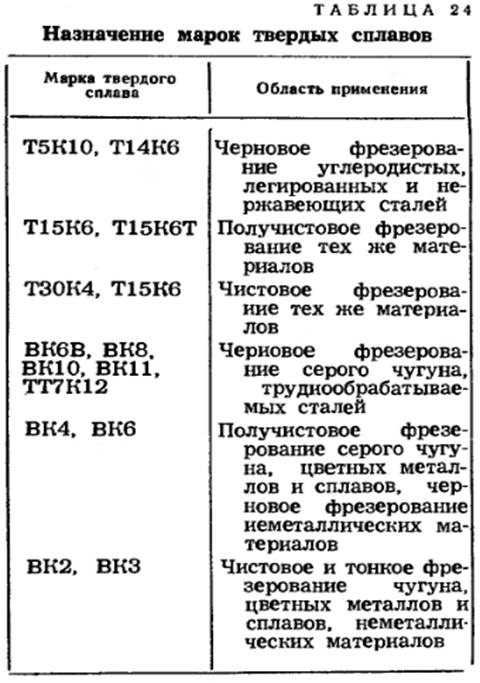
Вольфрамо-кобальтовые сплавы применяют для обработки хрупких материалов: чугуна, бронзы, закаленной стали, пластмасс, фарфора и т. п. Твердые сплавы титано-вольфрамовой группы предназначены главным образом для обработки сталей. При выборке марок твердого сплава можно руководствоваться данными табл. 24.
В настоящее время фрезы все чаще оснащают пластинками твердого сплава. Выпускаются также цельные твердосплавные фрезы.
Минералокерамические сплавы приготовляют на основе окиси алюминия (А120а) = корунда путем тонкого размола, прессования и спекания. Выпускают их, как и твердые сплавы, в виде пластинок стандартных форм и размеров.
Минералокерамические пластинки марок ЦМ-332 (микролит), ЦВ-13 и ЦВ-18 (термокорунд) обладают большей теплостойкостью и износостойкостью, чем некоторые твердые сплавы. Однако они имеют пониженную по сравнению с твердыми сплавами прочность и повышенную хрупкость. Минеральная керамика находит применение при чистовом и тонком фрезеровании торцовыми фрезами (головками).
Классификация, виды и критерии выбора фрез по металлу для фрезерного станка
Фрезы по металлу применяют для высокопроизводительной грубой обдирки заготовок и финишной доводки с высокой точностью и чистотой поверхности. Многолезвийный инструмент классифицируется по нескольким параметрам. Его форма зависит от технологической операции, которую он выполняет.

Основные принципы классификации инструмента
Фрезы – многолезвийный режущий инструмент, обрабатывающий детали при вращении вокруг своей оси. На фрезерных станках выполняется большой объем различных операций. Под каждый вид свой инструмент.
Фрезы классифицируют по нескольким признакам:
- размер – диаметр;
- количество лезвий;
- материал режущих кромок;
- направление;
- заточка;
- конструкция;
- крепление пластин;
- форма режущих кромок.
Независимо от конструкции, инструмент имеет рабочую часть, хвостовик, закрепляющийся в шпинделе или цанге и шейку – зауженный участок между ними.
Материал изготовления
Режущие кромки фрез изготавливают из инструментальных сталей:
- углеродистых;
- легированных;
- быстрорежущих.
Обработка заготовок из отожженных и нормализованных сталей – мягких и средней твердости, используют инструмент с рабочей частью из металла марки У12А, 9ХС, ХГ, ХВГ и ХВ5. Режим работы на малых подачах. Для обработки на ускоренной подаче, используют фрезы из Ст Р18 или заменяют их менее износостойкими из Ст Р9.
Высоколегированные, жаропрочные и нержавеющие стали обрабатывают фрезами из быстрорежущих сталей Р9К10 – основной легирующий элемент кобальт и Р18Ф2 с добавлением ванадия.
После закалки финишная обработка поверхности производится сборными фрезами с пластинами:
- металлокерамические;
- минералокерамические.
Пластины маркируются вольфрамовые ВК6, ВК8, титановольфрамовые ТК10, Т30К6.
Справка! Режущие кромки делают из твердых сплавов с высокой износостойкостью. Хвостовики фрез из пластичного металла с высоким сопротивлением на кручение и удар: Ст 45, Ст 40Х, инструментальные У8, У10.
Направление обработки
Направление вращения фрезы при обработке устанавливается:
Оно определяется заточкой фрезы, позиционированием режущей кромке.
Справка! Если в маркировке фрезы не указано направление, то это стандартный инструмент с правым рабочим вращением.
Вид заточки
При заточке снимается слой твердого металла, восстанавливается острота режущей кромки и угол реза к. Толщину снятия определяют образовавшиеся во время работы сколы, зазубрины, заусенцы. Они должны полностью уйти. Большинство видов фрез имеют длинную линию режущей кромки. Необходимо выдержать конфигурацию и размер по всей длине. Ручная заточка инструмента невозможна.
В зависимости от формы зуба заточка производится разными способами:
- по передней поверхности;
- затыловка;
- контурная.
По передней поверхности затачиваются зубья с перпендикулярным расположением кромки относительно контура – впадины, у которых угол ɣ равен 0. Наклонный зуб с углом ɣ ˃ 0, затачивается по затыловочной поверхности.
Фасонные, торцевые и другие инструменты для обработки одновременно в 2 и более плоскостях, имеют несколько линий режущих кромок. Они затачиваются по контуру. Точность контура гарантирует применение шаблона или использование заточного оборудования с ЧПУ или специальной программой.
Некоторые фрезы, предназначенные для глубокой фрезеровки и создания сложных конфигураций, затачиваются по контуру или передней поверхности с затыловкой. Это обеспечивает свободный отвод стружки.
Конструкция
Конструкция инструмента зависит от его размеров и типа:
- цельные — монолитные;
- сборные – наборные;
- составные.
Цельные изготавливаются из одного куска инструментальной стали. К ним относится инструмент небольших размеров для обработки металла средней твердости. Сборные фрезы имеют корпус с легированной стали и приваренный к нему хвостовик с конусом. Зуб крепится механически. У составных фрез режущие пластины вставляются в пазы, и привариваются или припаиваются к корпусу.
Местонахождение режущих кромок
Расположение режущих кромок зависит от назначения и конфигурации инструмента:
- боковое;
- нижнее;
- фигурное;
- комбинированное.
Для фрезеровки по плоскости, отрезки и вырезки канавок достаточно иметь одну кромку. Вырезка прямых и фигурных пазов, зубьев и других сложных элементов производится одновременно по нескольким поверхностям.
Какие бывают?
Фрезерный станок по металлу – универсальное оборудование, на котором производится большое количество разнообразных операций.
Дисковые
У дисковых пил диаметр превышает толщину в несколько раз. Они изготавливаются цельными из инструментальной стали, предварительно прошедшей упрочнение ковкой и нормализацию. По назначению делятся:

Отрезной инструмент имеет наклонный зуб. Его закалка производится после предварительной обработки, перед заточкой. Для установки на станок в отверстии имеется паз или в теле диска 4 отверстия под болты.
Отрезные дисковые фрезы диаметром от 1200 мм используются для резки горячего металла на прокатных станах, квадрат сечением 200×200 и больше. Малыми дисковыми пилами 200–400 мм раскраивают холодные заготовки на фрезерных и отрезных станках. Прорезные фрезы имеют прямой зуб, с контуром, обратным по форме прорезаемой канавки.
Торцевые
Инструмент предназначен для предварительной обработки заготовки. Высокую производительность обеспечивает наличие 2 режущих кромок:

Большая часть фрез сборные. Пластины крепятся болтами. Во время снятия большой толщины металла, стружка снимается одновременно по 2 плоскостями.
Цилиндрические
Инструмент имеет форму цилиндра, высота превышает диаметр. Режущие кромки располагаются по спирали: левые и правые. Изготавливается рабочая часть из инструментальной стали. Заточка производится затыловкой. Крепится на оправку. Цилиндрическими фрезами выполняют чистовую обработку детали. Множество лезвий снимают за один проход менее 0,2 мм, оставляют гладкую ровную поверхность.

Угловые
Режущие кромки угловых фрез представляют собой усеченный конус с широким основание и вершиной в сторону хвостовика. Применяются для снятия фасок и обработки краев. Режущая кромка располагается по боковой поверхности. Могут быть цельными и сборными.

Концевые
Концевые фрезы имеют цилиндрическую форму с основной режущей плоскостью по торцу и вспомогательными боковыми. Используются для зачистки поверхности в выборках и пазах.

Угол заточки концевых фрез влияет на удаление стружки с зоны реза. Наклон режущей кромки увеличивается вместе с диаметром инструмента, начиная с 30⁰.
Фасонные
Инструмент с фигурными режущими кромками, повторяющий форму паза. Фреза сборного типа с заточкой по шаблону.

Червячные
Червячные фрезы составные по конструкции, предназначены для нарезки зубчатых колес, шестерен. На цилиндрическом корпусе рядами по спирали расположены фигурные пластины. Форма пластины повторяет выемку между зубьями детали. Исполнение левое и правое, в зависимости от наклона зуба детали.

Червячные фрезы устанавливают на зубофрезерные станки. Они выделены в отдельную группу и имеют первую цифру маркировки 5.
Кольцевые
Полые фрезы цилиндрической формы с заточкой по торцу и нитями спиральных режущих кромок. Имеют второе название – корончатые сверла.

Трехсторонние
Фигурная заточка с режущими кромками с 3 сторон. Предназначены для выборки сквозных канавок, шлицов.

Пазовые
Для вырезки пазов применяют фрезы с обратной формой выборки. Модели цельные или с приваренным хвостовиком.

Отрезные
Тонкие дисковые пилы с острозаточенным зубом. Производят раскрой и подрезку торцов с минимальным расходом металла в стружку.

Концевые и угловые
Концевые и угловые модели имеют режущую кромку под углом 45⁰ и заточены по торцу. Предназначены для обработки торцов, снятия фасок, создания фигурных поверхностей.

Монолитные
Монолитные фрезы изготавливаются из цельного куска инструментальной стали. Предназначены для обработки заготовок средней твердости. Режущие кромки по радиусу и торцу.

С напаянными коронками
Обработка твердосплавных и закаленных деталей затруднена, деталь тверже инструментальной стали. Для мелких изделий из высоколегированных сталей применяется особо твердый алмазный инструмент. На составные фрезы напаиваются режущие пластины – коронки ВК и ТК, чтобы обработать детали размером более 200 мм.

Под Т-образные выемки
Фрезеровка сквозных Т-образных пазов и выемок производится сборной фрезой с 2 цилиндрическими поверхностями. Режущие кромки располагаются по бокам и по торцам нижней широкой части инструмента. Радиус фрезы соответствует ширине паза.

Справка! При отсутствии фрезы нужной конфигурации, паз делается в несколько проходов. Сначала прорезается узкая часть на всю глубину, выбирается широкое основание.
Шпоночные
Паз под шпонку выполняется цельной фрезой, у которой заточены боковые режущие кромки точно в размер ширины выборки и торец. В начале работы фреза используется как сверло, углубляется на нужную глубину. Затем поступательным движением вращающегося инструмента выбирается паз нужной ширины и формы. Срезается металл с боков и одновременно зачищается дно.

Конические
Конические фрезы могут быть цельными и наборными. Угол наклона режущей кромки положительный с вершиной конуса в сторону хвостовика, отрицательный, при обратной направленности.

Сферические
Дисковые фрезы с кромкой сферической формы используют для создания полукруглых канавок. Они изготавливаются цельные и составные с заточкой по контуру.

Как правильно подобрать нужный тип?
Фрезы подбираются в зависимости от технологической операции, которую надо выполнить:
- грубая обдирка заготовки – торцовые наборные и концевые обдирочные;
- чистовая обработка по плоскости – цилиндрические;
- создание канавок – дисковая, торцевая;
- обработка углов и кромок – угловая, фигурная;
- выборка шпоночных пазов – шпоночные;
- вырезка сквозных пазов – Т-образная, угловая, фигурная.
Основной характеристикой инструмента является его размер и допуск.
Особенности выбора для станков с ЧПУ
На станках с ЧПУ производится предварительная и чистовая обработка деталей. Инструмент используется с коническим хвостовиком, типа:
- цилиндрические;
- шпоночные;
- дисковые;
- торцовые;
- фигурные.
Фрезы должны быстро меняться и выставляться в шпинделе с большой точностью. Фрезы по металлу отличаются размерами, от инструмента сечением в 2–3 мм, до огромных специальных конструкций, имеющих 600–800 мм в диаметре.
Они представлены большим количеством видов, позволяют изготавливать детали сложной формы. Необходимо правильно подобрать соответствующий инструмент, для создания элемента нужной конфигурации и размера.
Читайте также: