Марки фрезерных станков по металлу
Обновлено: 19.05.2024
Фрезерные станки: общие сведения, классификация, обозначение
Фрезерные станки предназначены для обработки наружных и внутренних плоских, фасонных поверхностей, уступов, пазов, прямых и винтовых канавок, шлицев на валах, нарезание зубчатых колес и т. д.
Конструкции фрезерных станков многообразны. В общем случае фрезерные станки можно подразделить на две основные группы:
- общего назначения или универсальные фрезерные станки (вертикально-фрезерные, горизонтально-фрезерные, продольно-фрезерные
- специализированные и специальные фрезерные станки (шлицефрезерные, шпоночно-фрезерные, карусельно-фрезерные, копировально-фрезерные и др.)
Основными формообразующими движениями фрезерных станков являются вращение фрезы (главное движение) и движение подачи, которое сообщают заготовке или фрезе.
Приводы главного движения и подачи выполняют раздельно. Вспомогательные движения, связанные с подводом и отводом заготовки к инструменту, механизированы и осуществляются от привода ускоренных перемещений.
Основные элементы механизмов станков унифицированы.
Основным параметром, характеризующим фрезерные станки общего назначения, является размер рабочей поверхности стола.
- станки консольные (стол расположен на подъемном кронштейне-консоли)
- станки бесконсольные (стол перемешается на неподвижной станине в продольном и поперечном направлениях)
- станки непрерывного действия (карусельные и барабанные)

- а — станок универсальный консольный горизонтально-фрезерный
- б — станок широкоуниверсальный консольный горизонтально-фрезерный
- в — станок широкоуниверсальный бесконсольно-фрезерный
- г — станок консольный вертикально-фрезерный
- д — станок бесконсольный вертикально-фрезерный
- е — станок бесконсольный горизонтально-фрезерный
- ж — станок продольно-фрезерный
- з — станок карусельно-фрезерный
- и — станок барабанно-фрезерный
Консольные фрезерные станки наиболее распространены в единичном, мелко- и среднесерийном производстве рис. 119, а, б, в, г). Консольно-фрезерные станки горизонтальные и вертикальные - это наиболее распространенный тип станков, применяемых для фрезерных работ. Название консольно-фрезерные станки получили от консольного кронштейна (консоли), который перемещается по вертикальным направляющим станины станка и служит опорой для горизонтальных перемещений стола.
Универсальный консольно-фрезерный станок (рис. 119, а) имеет горизонтальный шпиндель 2 и выдвижной хобот 1, на который устанавливают серьгу 3, поддерживающую оправку с фрезой, консоль 4 перемещается вертикально по направляющей стойки 5. На консоли расположены салазки 6 и поворотный стол 7.
Горизонтальный консольно-фрезерные станки (рис. 119, а) имеют горизонтально расположенный, не меняющий своего места шпиндель 2. Стол может перемещаться перпендикулярно к оси шпинделя в горизонтальном и вертикальном направлениях. В отличие от Универсального консольного фрезерного станка рабочий стол не поворачивается вокруг вертикальной оси.
ШирокоУниверсальный консольно-фрезерный станок (рис. 119; б, в) помимо горизонтального шпинделя имеет шпиндельную головку 1, которая может поворачиваться на хоботе в двух взаимно перпендикулярных направлениях, благодаря чему шпиндель с фрезой можно устанавливать под любым углом к плоскости стола и к обрабатываемой заготовке. На головке 1 монтируют накладную головку 2, предназначенную для сверления, рассверливания, зенкерования, растачивания и фрезерования.
Вертикальный консольно-фрезерный станок (рис. 119, г) имеет вертикальный шпиндель 3, который размещен в поворотной шпиндельной головке 2, установленной на стойке 1.
Бесконсольные вертикально-фрезерные станки (рис. 119, д), служащие для обработки заготовок крупногабаритных деталей, имеют салазки 2 и стол 3, которые перемещаются по направляющим станины 1. Шпиндельная головка 5 перемещается вертикально по направляющим стойки 6. Шпиндель 4 имеет вертикальные осевые перемещения при установке фрезы. Стол перемещается только в продольном и поперечном направлениях.
Бесконсольные горизонтально-фрезерные станки (рис. 119, е), служащие для обработки заготовок крупногабаритных деталей, имеют салазки 2 и стол 3, которые перемещаются по направляющим станины 1. Шпиндельная головка 5 перемещается вертикально по направляющим стойки 6. Шпиндель 4 имеет осевые перемещения при установке фрезы.
Продольно-фрезерные станки (рис. 119, ж) предназначены для обработки заготовок крупногабаритных деталей. На станине 1 установлены две вертикальные стойки 6, соединенные поперечиной 7. На направляющих стойках смонтированы фрезерные головки 3 с горизонтальными шпинделями и траверса (поперечина) 4. На последней установлены фрезерные головки 5с вертикальными шпинделями. Стол 2 перемещается по направляющим стоек 4.
Карусельно-фрезерные станки (рис. 119, з), предназначенные для обработки поверхностей торцовыми фрезами, имеют один или несколько шпинделей 3 для чистовой и черновой обработки. По направляющим стойки 1 перемещается шпиндельная головка 2. Стол 4, вращаясь непрерывно, сообщает установленным на нем заготовкам вращение подачи. Стол с салазками 5имеет установочное перемещение по направляющим станины 6.
Барабанно-фрезерные станки (рис. 119, и) используются в крупносерийном и массовом производстве. Заготовки устанавливают на вращающемся барабане 2, имеющем движение подачи. Фрезерные головки 3 (для черновой обработки) и 1 (для чистовой обработки) перемещаются по направляющим стоек 4.
Станки консольно-фрезерные
Консольно-фрезерные станки - это наиболее распространенный тип станков, применяемых для фрезерных работ. Название консольно-фрезерные станки получили от консольного кронштейна (консоли), который перемещается по вертикальным направляющим станины станка и служит опорой для горизонтальных перемещений стола.
Наличие консоли, сообщая консольно-фрезерным станкам ряд удобств при обслуживании, несколько понижает жесткость при стыке со станиной, поэтому в конструкциях современных станков значительно увеличена длина направляющих консоли, созданы устройства для закрепления подвижных частей станка, повышена жесткость корпусных деталей.
Так как большей частью детали, применяемые в машиностроении, по размерам вписываются в габариты консольно-фрезерных станков общего назначения, парк фрезерных станков в механических цехах в основном укомплектован горизонтально- и вертикально-фрезерными станками консольного типа, а парк инструментальных и ремонтно-механических цехов, кроме того, еще и универсально-фрезерными и широкоуниверсально-фрезерными.
Кроме того, на базе некоторых основных моделей выпускаются модификации. Например, на базе вертикально-фрезерных станков 6М12П и 6М13П выпускаются быстроходные консольные вертикально-фрезерные станки 6М12Г1Б и 6М13ПБ. На базе горизонтально-фрезерного станка 6М82Г выпускается более быстроходная модель станка 6М82ГБ. На базе универсально-фрезерных станков 6Н81 и 6Н82 выпускаются широкоуниверсальные фрезерные станки 6Н81А и 6М82Ш. Широкоуниверсальные фрезерные станки в настоящее время находят широкое применение в единичном и мелкосерийном производствах для выполнения разнообразных фрезерных, расточных и сверлильных работ. На этих станках можно изготовлять металлические модели, штампы-формы, шаблоны, кулачки и т. п.
Широкоуниверсальный станок 6Н81А имеет шпиндельную головку, расположенную на хоботе и поворачивающуюся вокруг горизонтальной оси от 0 до 115°. В горизонтальном положении головки станок работает, как горизонтально-фрезерный, а в вертикальном положении, как вертикально-фрезерный.
Широкоуниверсальный станок 6М82Ш и аналогичный по конструкции станок большего размера 6М83Ш имеют два шпинделя: один — горизонтальный, как у обычного горизонтально-фрезерного станка, второй расположен на хоботе и может быть установлен под любым требуемым углом. Применение делительной головки и круглого поворотного стола значительно расширяет области применения этих станков. Для обработки различного рода поверхностей, а также крупногабаритных заготовок, превышающих по размерам площадь стола, вертикальная шпиндельная бабка смонтирована на выдвижном хоботе и может поворачиваться под любым углом в двух взаимно перпендикулярных плоскостях. При этом возможна одновременная работа горизонтального и вертикального шпинделей
Типоразмеры консольно-фрезерных станков принято характеризовать по величине рабочей (крепежной) поверхности стола. Консольно-фрезерные станки могут иметь горизонтальное, универсальное (широкоуниверсальные) и вертикальное исполнение при одной и той же величине рабочей поверхности стола. Сочетание разных исполнений станка при одинаковой основной размерной характеристике стола называют размерной гаммой станков.
В СССР было освоено производство консольно-фрезерных станков пяти типоразмеров:
№ 0; № 1; № 2; № 3 и № 4, причем по каждому размеру выпускалась полная гамма станков — горизонтальные, универсальные и вертикальные. Каждый станок одной размерной гаммы имел в шифре одинаковое обозначение, соответствующее размеру рабочей поверхности стола.
В зависимости от размера рабочей поверхности стола различают следующие размеры консольно-фрезерных станков:
| Размер | Гамма станков | Размер стола, мм |
|---|---|---|
| 0 | 6Р10, 6Р80, 6Р80Г, 6Р80Ш | 200 х 800 |
| 1 | 6Н11, 6Н81, 6Н81Г; 6Р11, 6Р81, 6Р81Г, 6Р81Ш | 250 х 1000 |
| 2 | 6М12П, 6М82, 6М82Г; 6Р12, 6Р82, 6Р82Ш; 6Т12, 6Т82, 6Т82Г, 6Т82Ш | 320 х 1250 |
| 3 | 6М13П, 6М83, 6М83Г; 6Р13, 6Р83; 6Т13, 6Т83, 6Т83Г | 400 х 1600 |
| 4 | 6М14П, 6М84, 6М84Г | 500 х 2000 |
В соответствии с размерами стола меняются габаритные размеры самого станка и его основных узлов (станины, стола, салазок, консоли, хобота), мощность электродвигателя и величина наибольшего перемещения (хода) стола в продольном, салазок в поперечном и консоли в вертикальном направлениях.
Консольно-фрезерные станки, выпускаемые в СССР и СНГ
| Серия | Размер | Изготовитель | Год | Модель |
|---|---|---|---|---|
| 6 | 2 | ГЗФС | 1932 | 682 |
| 6Б | 0 | |||
| 1 | ||||
| 2 | ГЗФС | 1937 | 6Б12, 6Б82, 6Б82Г | |
| 3 | ||||
| 6К | 0 | |||
| 1 | ДЗФС | 6К11, 6К81, 6К81Г, 6К81Ш | ||
| 2 | ГЗФС | 6К12, 6К82, 6К82Г, 6К82Ш | ||
| 3 | ГЗФС | 6К13П, 6К83, 6К83Г, 6К83Ш | ||
| 6Н | 0 | Жальгирис | 1969 | 6Н10, 6Н80, 6Н80Г, 6Н80Ш |
| 1 | ДЗФС | 1970 | 6Н11, 6Н81, 6Н81Г, 6Н81А, 6Н81Д | |
| 2 | ГЗФС | 1951 | 6Н12, 6Н82, 6Н82Г | |
| 3 | ГЗФС, ВМЗ | 1951 | 6Н13, 6Н13Ф3, 6Н83, 6Н83Г, 6Н13ГА | |
| 6М | 0 | Жальгирис | 6М10, 6М80, 6М80Г, 6М80Ш | |
| 1 | ДЗФС | 1971 | 6М11, 6М11К, 6М81, 6М81Г, 6М81Ш, 6М81Ш-1, 6М81Ш-1Ф1, 6М81ШФ2 | |
| 2 | ГЗФС | 1961 | 6М12П, 6М12ПБ, 6М82, 6М82Г, 6М82ГБ, 6М82Ш | |
| 3 | ГЗФС | 1961 | 6М13П, 6М13ПБ, 6М83, 6М83Г, 6М83Ш | |
| 6Р | 0 | Жальгирис | 1973 | 6Р10, 6Р80, 6Р80Г, 6Р80Ш |
| 1 | ДЗФС | 6Р11, 6Р11К, 6Р11Ф3, 6Р81, 6Р81Г, 6Р81Ш | ||
| 2 | ГЗФС | 1972 | 6Р12, 6Р12К, 6Р82, 6Р82Г, 6Р82Ш | |
| 3 | ГЗФС, ВМЗ | 1972 | 6Р13, 6Р13Б, 6Р13Ф3, 6Р13Ф3-3, 6Р83, 6Р83Г, 6Р83Ш | |
| 6Т | 0 | Жальгирис | 1986 | 6Т10, 6Т80, 6Т80Ш |
| 1 | ||||
| 2 | ГЗФС | 1985 | 6Т12, 6Т82, 6Т82Г, 6Т82Ш | |
| 3 | ГЗФС | 1985 | 6Т13, 6Т83, 6Т83Г, 6Т83Ш | |
| 6Д | 0 | ДЗФС | 1987 | 6Д10, 6ДМ80Ш |
| 1 | ДЗФС | 1990 | 6Д81, 6Д81, 6Д81Г, 6Д81Ш | |
| 2 | ДЗФС | 6Д12, 6Д12Ф20, 6Д12Ф3, 6Д82, 6Д82Г, 6Д82Ш | ||
| 3 | ДЗФС | 6ДМ83Ш |
Основные производители фрезерных станков в СССР и России:
Жальгирис - Вильнюсский станкостроительный завод "Жальгирис"
Условные обозначения серийно выпускаемых металлорежущих станков
6 - фрезерный станок (номер группы по классификации ЭНИМС)
Д – серия (поколение) станка (Б, К, Н, М, Р, Т), например, 682, 6Б82Ш, 6К82Ш, 6Н82Ш, 6Д81Ш, 6Р82Ш, 6Т82Ш
8 – номер подгруппы (1, 2, 3, 4, 5, 6, 7, 8, 9) по классификации ЭНИМС (8 - горизонтально-фрезерный)
1 – исполнение станка - типоразмер (0, 1, 2, 3, 4) (1 - размер рабочего стола - 250 х 1000)
Буквы в конце обозначения модели:
Г – станок горизонтальный консольно-фрезерный с неповоротным столом
К – станок с копировальным устройством для обработки криволинейной поверхности
Б – станок с повышенной производительностью (повышенный диапазон чисел оборотов шпинделя, повышенная мощность двигателя главного движения).
Ш – станок широкоуниверсальный
Ф1 – станок с устройством цифровой индикации УЦИ и преднабором координат
Ф2 – станок с позиционной системой числового управления ЧПУ
Ф3 – станок с контурной (непрерывной) системой ЧПУ
Ф4 – станок многоцелевой с контурной системой ЧПУ и магазином инструментов
Фрезерные станки по металлу
Фрезерные станки по металлу представлены на нашем сайте в широком ассортименте, который позволит Вам выбрать и купить оборудование наиболее оптимальное по цене и функционально подходящее для решения поставленных на Вашем производстве задач, или для смены оборудования, эксплуатация которого на Вашем предприятии становится нецелесообразной вследствие морального или физического износа.
Фрезерные станки — группа металлорежущих и деревообрабатывающих станков в классификации по виду обработки. Фрезерные станки предназначены для обработки с помощью фрезы плоских и фасонных поверхностей, зубчатых колёс и т. п. металлических и других заготовок. При этом фреза, закрепленная в шпинделе фрезерного станка, совершает вращательное (главное) движение, а заготовка, закреплённая на столе, совершает движение подачи прямолинейное или криволинейное (иногда осуществляется одновременно вращающимся инструментом). Управление может быть ручным, автоматизированным или осуществляться с помощью системы ЧПУ.
Во фрезерных станках главным движением является вращение фрезы, а движение подачи — относительное перемещение заготовки и фрезы.
Вспомогательные движения необходимы в станке для подготовки процесса резания. К вспомогательным движениям относятся движения, связанные с настройкой и наладкой станка, его управлением, закреплением и освобождением детали и инструмента, подводом инструмента к обрабатываемым поверхностям и его отводом; движения приборов для автоматического контроля размеров и т. д. Вспомогательные движения можно выполнять на станках как автоматически, так и вручную. На станках-автоматах все вспомогательные движения в определённой последовательности выполняются автоматически.
Виды фрезерных станков
- универсальные (с поворотным столом);
- горизонтально-фрезерные консольные (с горизонтальным шпинделем и консолью);
- широкоуниверсальные (с дополнительными фрезерными головками);
- широкоуниверсальные инструментальные (с вертикальной рабочей плоскостью основного стола и поперечным движением шпиндельных узлов);
- вертикально-фрезерные (с вертикальным шпинделем), в том числе консольные;
- бесконсольные (называемые также с крестовым столом);
- с передвижным порталом;
- копировально-фрезерные;
- фрезерные непрерывного действия, в том числе карусельно-фрезерные;
- барабанно-фрезерные.
Имеет горизонтально расположенный шпиндель и предназначен для обработки фрезерованием разнообразных поверхностей на небольших и нетяжелых деталях в условиях единичного и серийного производства. Обработку ведут цилиндрическими, дисковыми, угловыми, концевыми, фасонными, торцовыми фрезами. На этом станке можно обрабатывать вертикальные и горизонтальные фасонные и винтовые поверхности, пазы и углы. Фрезерование деталей, требующих периодического деления или винтового движения, выполняют с использованием специальных делительных приспособлений.
На станине смонтированы все основные узлы станка. Внутри станины размещены шпиндельный узел и коробка скоростей. Для поддержания оправки с фрезой служит хобот с серьгами (подвесками). По вертикальным направляющим станины перемещается консоль, несущая коробку подач. По направляющим консоли в поперечном направлении движутся салазки с поворотным устройством, которое несёт продольный стол и позволяет поворачивать стол вокруг вертикальной оси на 45° в обе стороны, благодаря чему стол может перемещаться в горизонтальной плоскости под разными углами к оси шпинделя. Крутящий момент от двигателя посредством коробки передач передаётся на шпиндель — полый вал в верхней части станины. В передний торец шпинделя вставляется оправка и закрепляется штревелем — стержнем, закреплённым в шпинделе. Оправка — это обычно стержень, имеющий коническое посадочное место-конус Морзе, воспринимающий вращение от шпинделя; на оправку одеваются фреза и фиксирующие её кольца, зажимаются гайкой. Жёсткость оправки поддерживается подвеской.
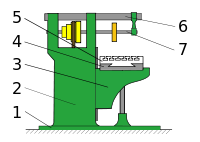
Горизонтально-фрезерный станок (1 — фундаментная плита, 2 — станина, 3 — консоль, 4 — салазки, 5 — стол, 6 — хобот, 7 — оправка со фрезой)
Отличается от универсально-фрезерного станка отсутствием поворотного устройства, то есть стол станка может перемещаться только перпендикулярно или вместе с салазками параллельно оси шпинделя.
В отличие от горизонтально-фрезерного станка, имеет ещё одну шпиндельную головку, смонтированную на выдвижном хоботе, которую можно поворачивать под любым углом в двух взаимно перпендикулярных плоскостях. Возможна раздельная и одновременная работа обоими шпинделями. Для большей универсальности станка на поворотной головке монтируют накладную фрезерную головку, которая позволяет обработать на станке детали сложной формы не только фрезерованием, но и сверлением, зенкерованием, растачиванием и т. д..
В некоторых станках этого типа отсутствует консоль, а вместо неё по вертикальным направляющим станины перемещается каретка. Каретка имеет горизонтальные направляющие для салазок с вертикальной рабочей поверхностью и Т-образными пазами, на которых крепят стол, делительные и другие приспособления. Широкая универсальность станка позволяет использовать его в экспериментальных и инструментальных цехах для производства кондукторов, зажимных приспособлений всех типов, инструментов, штампов, пресс-форм и других деталей.
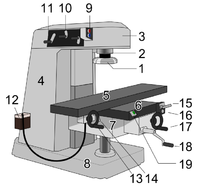
Вертикально-фрезерный станок (1 — фреза, 2 — шпиндель, 3 — хобот, 4 — станина, 5 — стол, 6 — салазки, 7 — консоль, 8 — фундаментная плита)
В отличие от горизонтально-фрезерного, имеет вертикально расположенный шпиндель, который в некоторых моделях станков допускает смещение вдоль своей оси и поворот вокруг горизонтальной оси, расширяя тем самым технологические возможности станка. В отличие от горизонтально-фрезерных станков, оправка для вертикальных станков представляет собой фланец с конусом Морзе советского стандарта или более современным конусом ISO-40 с одной стороны и соответствующим коническим отверстием с другой, куда и вставляется концевая фреза. Если требуется установить дисковую фрезу, применяется оправка как на горизонтально-фрезерном станке, но много короче; так же и на горизонтальных станках, возможно, применяются оправки вертикальных станков для крепления концевых фрез. Вертикальное движение подачи, как правило, возможно осуществлять и инструментом.
Предназначены для обработки вертикальных, горизонтальных, наклонных поверхностей, пазов в крупногабаритных деталях. В отличие от консольно-фрезерных станков, в этих станках отсутствует консоль, а салазки и стол перемещаются по направляющим станины, установленной на фундамент. Такая конструкция станка обеспечивает более высокую его жесткость и точность обработки по сравнению со станками консольного типа, позволяет обрабатывать детали большой массы и размеров. Шпиндельная головка, являющаяся и коробкой скоростей, имеет установочное перемещение по вертикальным направляющим стойки. Кроме того, шпиндель вместе с гильзой можно сдвигать в осевом направлении при точной установке фрезы на требуемый размер.
Используют для обработки крупногабаритных деталей, главным образом, торцовым; а также цилиндрическими, концевыми, дисковыми и фасонными фрезами. Станки делятся на одностоечные и двухстоечные. В четырёхшпиндельном двухстоечном продольно-фрезерном станке станина имеет стол и портал, состоящий из двух стоек и балки. По направляющим стоек перемещается траверса и две горизонтальные поворотные фрезерные головки. Две другие фрезерные головки перемещаются по направляющим траверсы. Обработку деталей можно производить при движущемся столе и неподвижных фрезерных головках, при неподвижном столе и подаче головок или при одновременно движущихся столе и фрезерных головок.
В нашей компании Вы можете купить новые фрезерные станки по металлу по выгодным ценам отечественных и зарубежных производителей. Наиболее подходящий вариант Вам смогут подобрать наши специалисты отдела продаж.
Назначение и классификация фрезерных станков
Фрезерный станок — это станок для обработки металлических и других деталей вращающейся фрезой при поступательном перемещении заготовки.
На фрезерных станках можно обрабатывать плоские и фасонные поверхности с прямыми и винтовыми образующими. Резание осуществляется фрезой — многолезвийным инструментом, у которого зубья расположены на поверхности тела вращения или на торце.
Ввиду многообразия работ, выполняемых фрезерованием, весьма разнообразные и типы фрез (рис. 1). Наиболее распространенными являются цилиндрические фрезы (рис. 1, a), применяемые для обработки поверхностей; дисковые (рис. 1, б) для изготовления пазов, уступов; концевые фрезы (рис. 1, в), используемые для обработки пазов, уступов, фасонных поверхностей; торцовые фрезы (рис. 1, г) для обработки поверхностей, уступов, пазов; фасонные фрезы (рис. 1, д) для изготовления фасонных поверхностей. Стрелками на рисунках показаны направления движения, сообщаемые фрезе и заготовке в процессе резания.
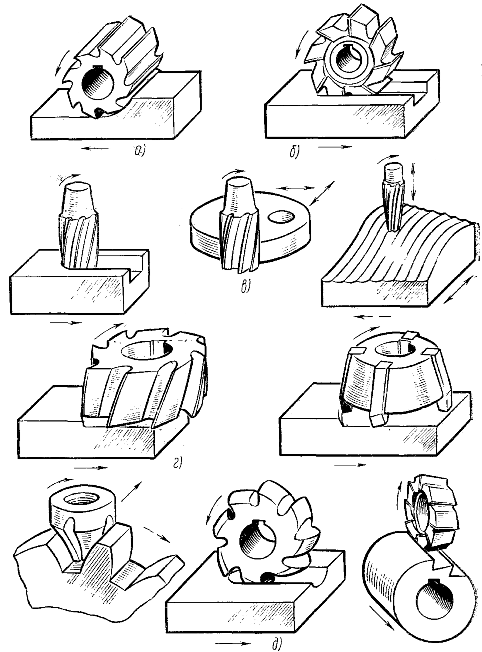
Рис. 1. Основные типы фрез и обрабатываемых ими поверхностей
Для того чтобы получить фрезерованием на детали требуемую поверхность, необходимо сообщить инструменту и заготовке вполне определенные движения, согласованные друг с другом. Эти движения в станках разделяют на основные и вспомогательные.
К основным движениям относят главное движение, называемое еще движением резания, и движение подачи.
Во фрезерных станках главное движение (вращательное) совершает фреза, а движение подачи может выполнять либо заготовка, либо фреза.
Вспомогательные движения необходимы в станке для подготовки процесса резания. К вспомогательным движениям относятся движения, связанные с настройкой и наладкой станка, его управлением, закреплением и освобождением детали и инструмента, подводом инструмента к обрабатываемым поверхностям и его отводом; движения приборов для автоматического контроля размеров и т. д..
Вспомогательные движения можно выполнять на станках как автоматически, так и вручную. На станках-автоматах все вспомогательные движения в определенной последовательности выполняются автоматически.
Классификация и расшифровка фрезерных станков
Каждая модель станка имеет цифровое или буквенно-цифровое обозначение — шифр (например, 6P12, 6Р82, 6Р82Ш, 6610 и т. д), по которому можно составить подробную характеристику станка. Шифр содержит три или четыре цифры, из которых первая обозначает, к какой группе станков относится станок, вторая— к какому типу, третья или третья и четвертая цифры характеризуют один из важнейших параметров станка или обрабатываемой заготовки. Буква, стоящая после первой цифры, означает, что данная модель станка модернизирована (или поколение). Буква в конце цифрового шифра показывает, что на базе основной модели станка выполнен станок с небольшими изменениями. Эти станки являются модификациями основной базовой модели.
По принятой в СССР классификации все металлорежущие станки делят на девять групп. Фрезерные станки относятся к шестой группе. В свою очередь, каждая группа станков делится на типы.
(Прим. СМ) Типы станков фрезерной группы:
- 1 – вертикально-фрезерные консольные;
- 2 – фрезерные станки непрерывного действия;
- 3 – свободная группа;
- 4 – копировально и гравировально-фрезерные;
- 5 – вертикальные бесконсольные;
- 6 – продольно-фрезерные,
- 7 – широкоуниверсальные консольные,
- 8 – горизонтальные консольные,
- 9 – разные.
Расшифровка фрезерного станка 6Р12
Рассмотрим, например, обозначение станка 6Р12. Это фрезерный станок (цифра 6) , модернизированный (буква Р), вертикально-фрезерный (цифра 1), типоразмер станка № 2 (цифра 2).
(Прим. СМ) В СССР производство консольно-фрезерных станков осуществлялось согласно пяти типоразмеров: № 0; № 1; № 2; № 3 и № 4, причем для каждого типоразмера выпускалась полная гамма станков — горизонтальные, универсальные и вертикальные. Каждый станок одной размерной гаммы имел в шифре одинаковое обозначение, совпадающее с номером типоразмера и оснащался фрезерным столом с одинаковыми размерами рабочей поверхности.
В табл. 1 представлены значения размеров рабочей поверхности стола консольно-фрезерных станков взависимости от типоразмера, а также список оборудования относящегося к определенному типоразмеру.
| Размер | Модели станков | Размер стола, мм |
|---|---|---|
| 0 | 6Р10, 6Р80, 6Р80Г, 6Р80Ш, 6Т10, 6Т80, 6Т80Г, 6Т80Ш | 200 х 800 |
| 1 | 6Н11, 6Н81, 6Н81Г; 6Р11, 6Р81, 6Р81Г, 6Р81Ш | 250 х 1000 |
| 2 | 6М12П, 6М82, 6М82Г; 6М82Ш, 6Р12, 6Р82Г, 6Р82, 6Р82Ш; 6Т12, 6Т82, 6Т82Г, 6Т82Ш | 320 х 1250 |
| 3 | 6М13П, 6М83, 6М83Г; 6М83Ш, 6Р83Г, 6Р13, 6Р83; 6Р83Ш, 6Т13, 6Т83, 6Т83Г, 6Т83Ш | 400 х 1600 |
| 4 | 6М14П, 6М84, 6М84Г | 500 х 2000 |
Как видно из таблицы размеры рабочего стола (длина и ширина) фрезерных станков, относящихся к следующему типоразмеру, увеличиваются на одно и тоже значение - коэффициент равный 1,25.
В соответствии с размерами стола меняются габаритные размеры самого станка и его основных узлов (станины, стола, салазок, консоли, хобота), мощность электродвигателя и величина наибольшего перемещения (хода) стола в продольном направлении, салазок в поперечном и консоли в вертикальном направлениях.
Модели станков, относящихся к одному поколению и типоразмеру
Металлорежущие станки подразделяют по степени универсальности.
Универсальные станки предназначены для выполнения различных операций на разнообразных деталях. Станки, на которых диапазон выполняемых работ особенно велик, называют широкоуниверсальными. Универсальные станки используют в единичном и мелкосерийном производстве.
Специализированные станки служат для обработки деталей в серийном производстве, сходных по конфигурации, но различных по размеру. Специальные станки предназначены для обработки деталей одного типоразмера и их используют главным образом в массовом производстве. Модели специальных и специализированных станков обозначают одной — двумя буквами, к которым добавляют порядковый номер модели станка.
В металлорежущих станках различают пять классов точности: Н, П, В, А и С.
К классу Н принадлежат станки нормальной точности (например, 6P12).
Класс П— это станки повышенной точности, которую обеспечивают повышением качества изготовления и сборки станков нормальной точности (например, 676П).
Класс В — станки высокой точности, которую достигают при специальной конструкции отдельных узлов и высоких требованиях к изготовлснию, сборке и регулировке станка (например, 6А75В).
Класс А — станки особо высокой точности, которую достигают еще более высокими требованиями к качеству изготовления станка, чем в классе В.
Класс С — станки особо точные, называемые еще мастер-станками, предназначены для изготовления деталей к станкам класса А и В. Требуемую точность достигают за счет большой степени точности обработки деталей из высококачественного материала.
Станки классов В, А, С эксплуатируют в помещениях с постоянной температурой и влажностью.
По габаритным размерам и массе, которые в значительной степени определяются параметрами тех деталей, для обработки которых предназначен станок, станки делят на легкие (до 1 т) , средние (до 10 т) и тяжелые (свыше 10 т) . Последние делят на крупные (10—30 т), тяжелые (30—100 т) и особо тяжелые — уникальные (свыше 100 т)
Топ 10 горизонтально фрезерные станки за 2022 год - рейтинг по оценкам пользователей
Российский горизонтально фрезерный станок НГФ-110-Ш4 предназначен для выполнения фрезерных операций по обработке горизонтальных плоскостей, пазов и других поверхностей.
Установка вертикально-фрезерной головки ВФГ позволяет дополнительно производить обработку вертикальных плоскостей, а также плоскостей под определённым углом. Обработка плоскостей производится дисковыми, торцевыми, концевыми угловыми и фасонными фрезами.
2 место
| Длина стола, мм | 1250 |
| Ширина стола, мм | 320 |
| Конус шпинделя | ISO50 |
| Мощность , кВт | 7.50 |
| Напряжение | 380В |
| Масса, кг | 3050 |
Российский горизонтально-фрезерный станок 6Т82Г (6Р82Г) предназначен для выполнения разнообразных фрезерных работ цилиндрическими, торцевыми, концевыми, фасонными и другими фрезами. Применяются для обработки горизонтальных и вертикальных плоскостей, пазов, рамок, углов, зубчатых колес, спиралей, моделей штампов, пресс-форм и других деталей из стали, чугуна, цветных металлов, их сплавов и других материалов.
3 место
| Длина стола, мм | 1250 |
| Ширина стола, мм | 320 |
| Конус шпинделя | ISO50 |
| Мощность , кВт | 7.50 |
| Напряжение | 380В |
| Масса, кг | 3150 |
Российский Горизонтально фрезерный станок 6Т82 (6Р82) предназначен для выполнения разнообразных фрезерных работ цилиндрическими, торцевыми, концевыми, фасонными и другими фрезами. Применяются для обработки горизонтальных и вертикальных плоскостей, пазов, рамок, углов, зубчатых колес, спиралей, моделей штампов, пресс-форм и других деталей из стали, чугуна, цветных металлов, их сплавов и других материалов.
4 место
| Длина стола, мм | 1600 |
| Ширина стола, мм | 360 |
| Конус шпинделя | 7:24 NO:50 |
| Мощность , кВт | 9.50 |
| Напряжение | 380В |
| Масса, кг | 2750 |
Технические характеристики PROMA FVV-210
5 место
| Длина стола, мм | 1250 |
| Ширина стола, мм | 360 |
| Конус шпинделя | ISO40 |
| Мощность , кВт | 3.00 |
| Напряжение | 380В |
| Масса, кг | 2800 |
Универсальный фрезерный станок Stalex LM1450 предназначен для выполнения разнообразных фрезерных работ цилиндрическими, торцевыми, концевыми, фасонными и другими фрезами. Применяются для обработки горизонтальных и вертикальных плоскостей, пазов, рамок, углов, зубчатых колес, спиралей, моделей штампов, пресс-форм и других деталей из стали, чугуна, цветных металлов, их сплавов и других материалов.
6 место
| Длина стола, мм | 1600 |
| Ширина стола, мм | 400 |
| Конус шпинделя | ISO50 |
| Мощность , кВт | 11.00 |
| Напряжение | 380В |
| Масса, кг | 3800 |
Российский горизонтально-фрезерный станок 6Т83Г (6Р83Г) предназначен для выполнения разнообразных фрезерных работ цилиндрическими, торцевыми, концевыми, фасонными и другими фрезами. Применяются станки для обработки горизонтальных и вертикальных плоскостей, пазов, рамок, углов, зубчатых колес, спиралей, моделей штампов, пресс-форм и других деталей из стали, чугуна, цветных металлов, их сплавов и других материалов.
Высокая жесткость станков позволяет применять фрезы, изготовленные из быстрорежущей стали, а также инструмент, оснащенный пластинками из твердых и сверхтвердых синтетических материалов.
Большая мощность привода главного движения и тяговое усилие продольной подачи стола позволяют производить за один проход обработку широких горизонтальных поверхностей набором цилиндрических или фасонных фрез, установленных на горизонтальной оправке.
Основные преимущества станка:
- механизированное крепление инструмента в шпинделе;
- механизм пропорционального замедления подачи;
- устройство периодического регулирования величины зазора в винтовой паре продольной подачи;
- предохранительная муфта защиты привода подач от перегрузок;
- торможение шпинделя при остановке электромагнитной муфтой.
- разнообразные автоматические циклы работы станка;
- широкий диапазон частот вращения шпинделя и подач стола;
- большая мощность приводов;
- высокая жесткость;
- надежность и долговечность.
Технические характеристики фрезерного станка 6Т83Г
| Характеристика | Значение |
|---|---|
| Размеры рабочей поверхности стола, мм | 1600x400 |
| Наибольшее перемещение стола, мм - продольное - поперечное - вертикальное | 1000 400 420 |
| Расстояние от оси горизонтального (торца вертикального) шпинделя до рабочей поверхности стола, мм | 30-450 |
| Расстояние от оси горизонтального шпинделя до направляющих хобота, мм | 190 |
| Пределы частот вращения шпинделя, мин-1: - основного - накладной и поворотной головок | 31,5-1600 - |
| Диапазон подач стола, мм/мин: - продольных и поперечных - вертикальных | 12,5-1600 4,1-530 |
| Наибольшая масса обрабатываемой детали (с приспособлением), кг | 630 |
| Мощность электродвигателей приводов, КВт - основного шпинделя - подач стола | 11 3 |
| Конус основного шпинделя по ГОСТ 30064-93 | N50 |
| Габаритные размеры станка, мм | 2570х2252х1770 |
| Масса 6Т83Г (6Р83Г) станка с электрооборудованием, кг | 3800 |
7 место
| Длина стола, мм | 1600 |
| Ширина стола, мм | 400 |
| Конус шпинделя | ISO50 |
| Мощность , кВт | 11.00 |
| Напряжение | 380В |
| Масса, кг | 3900 |
Российский горизонтально фрезерный станок 6Т83 (6Р83) предназначен для выполнения разнообразных фрезерных работ цилиндрическими, торцевыми, концевыми, фасонными и другими фрезами. Применяются для обработки горизонтальных и вертикальных плоскостей, пазов, рамок, углов, зубчатых колес, спиралей, моделей штампов, пресс-форм и других деталей из стали, чугуна, цветных металлов, их сплавов и других материалов.
Высокая жесткость станков позволяет применять фрезы, изготовленные из быстрорежущей стали, а также инструмент, оснащенный пластинками из твердых и сверхтвердых синтетических материалов. Большая мощность привода главного движения и тяговое усилие продольной подачи стола позволяют производить за один проход обработку широких горизонтальных поверхностей набором цилиндрических или фасонных фрез, установленных на горизонтальной оправке.
Станки моделей 6Т82, 6Т82-27 и 6Т83, 6Т83-27 оснащены столом, поворачивающимся вокруг вертикальной оси на угол ±45°, что обеспечивает возможность нарезания косозубых зубчатых колес, червяков и других деталей, имеющих обрабатываемую поверхность в виде спирали.
Технологические возможности станков могут быть расширены за счет применения накладной фрезерной, делительной и долбежной головок, круглого поворотного стола. Станки выпускаются в различных исполнениях по напряжению и частоте питающей сети. Поставляются запасные части.
Особенности конструкции 6Т83 (6Р83):
- механизированное крепление инструмента в шпинделе;
- устройство периодического регулирования величины зазора в винтовой паре продольной подачи;
- предохранительная муфта защиты привода подач от перегрузок;
- торможение шпинделя при остановке электромагнитной муфтой.
- разнообразные автоматические циклы работы станка;
- широкий диапазон частот вращения шпинделя и подач стола;
- большая мощность приводов;
- высокая жесткость;
- надежность и долговечность
Технические характеристики горизонтально-фрезерного станка 6Т83
| Характеристика | Значение |
|---|---|
| Размеры рабочей поверхности стола, мм | 1600х400 |
| Наибольшее перемещение стола, мм | |
| - продольное | 1000 (1120*) |
| - поперечное | 400 |
| - вертикальное | 360 |
| Поворот стола в обе стороны, град | 45 |
| Расстояние от оси горизонтального шпинделя до рабочей поверхности стола, мм | 30-390 (280-640*) |
| Пределы частот вращения шпинделя, мин -1 | 31,5-1600 (50-2500*) |
| Диапазон подач стола, мм/мин: | |
| - продольных | 12,5-1600 |
| - продольных (бесступенчато регулируемый) | 5-3150* |
| - поперечных | 12,5-1600 |
| - поперечных (бесступенчато регулируемый) | 5-3150* |
| - вертикальных | 4,1-530 |
| - вертикальных (бесступенчато регулируемый) | + |
| Ускоренное перемещение стола, мм/мин: | |
| - продольное | 4000 |
| - поперечное | 4000 |
| - вертикальное | 1330 |
| Мощность электродвигателей приводов, КВт | |
| - основного шпинделя | 11 |
| - подач стола | 3 |
| Конус шпинделя по ГОСТ 30064-93 | ISO 50 |
| Максимальная масса обрабатываемой детали с приспособлением, кг | 1250 |
| Максимальное тяговое усилие приводов стола, Н: | |
| - продольное и поперечное | 40000 |
| - вертикальное | 25000 |
| Габаритные размеры, мм: | |
| - длина | 2570 |
| - ширина | 2252 |
| - высота | 1770 |
| Масса 6Т83 (6Р83) станка с электрооборудованием, кг | 3900 |
| Дополнительная по заказу: | |
| - цифровая индикация Ф1 | + |
| - направляющие из фторопласта | + |
примечания
станки по требованию заказчика могут быть оснащены механизмом пропорционального (в 2 раза) замедления рабочей подачи
* по спец. заказу
Оборудование для станка 6Т83 (6Р83) за отдельную плату:
- Стол поворотный круглый с редуктором механического привода 7204-0023-01
- Универсальная делительная головка УДГ-Д-250 или УДГ-Н-160
- Долбежная головка ПИ 695
- Накладная фрезерная головка ПИ 73005
- Тиски станочные 7200-0220-02
8 место
| Длина стола, мм | 1600 |
| Ширина стола, мм | 400 |
| Конус шпинделя | ISO50 |
| Мощность , кВт | 7.50 |
| Напряжение | 380В |
| Масса, кг | 2925 |
Универсальный фрезерный станок ARSENAL FU401 предназначен для выполнения различных фрезерных операций для нужд общего машиностроения, выполняемых с помощью цилиндрических, дисковых, фасонных, торцевых, модульных, червячных и других фрез.
Применяются для обработки горизонтальных и вертикальных плоскостей, пазов, рамок, зубчатых колес, спиралей и других деталей.
На фрезерном станке FU401 можно обрабатывать разные плоскости, канавки, зубчатые колеса, растачивать отверстия в деталях из стали, чугуна, цветных металлов и пластмассы.
Станок может осуществлять автоматический маятниковый цикл и полуавтоматические линейные циклы (за доп. плату).
Все основные части фрезерного станка FU401 изготовлены из высококачественной стали, что обеспечивает надежную работу станка и сохранение точности обработки в течение долгих лет
Универсальная фрезерная голова закрепленная на консоли позволяет осуществлять быструю переналадку для работы с горизонтальным шпинделем станка или вертикальным шпинделем головы. Технологические возможности станка могут быть расширены с помощью, универсального делительного аппарата, круглого делительного стола, долбежной головки, устройства для нарезания гребенок и других приборов и приспособлений
Универсальность станка FU401 заключается в возможности дополнительно на вертикальных направляющих установить вертикальную или универсальную фрезерные головки, позволяющие использовать станок для проведения операций вертикального фрезерования.
Универсальная фрезерная головка может может поворачиваться на 360o относительно своей оси, составляющий 45o с осью шпинделя
Вертикально фрезерные станки
Самым популярным видом оборудования для фрезерования являются вертикально фрезерные станки (консольный и бесконсольный). Они предназначены для выполнения фрезерных работ цилиндрическими, торцевыми, концевыми, фасонными и другими фрезами, а также сверлами. Применяется для обработки горизонтальных и вертикальных плоскостей, пазов, рамок, углов, зубчатых колес, спиралей, моделей штампов, пресс-форм и других деталей из стали, чугуна, цветных металлов, их сплавов и других материалов.
В этих специализированных металлообрабатывающих станках отсутствует консоль, а стол перемещается по направляющим станины фундамента. Такая конструкция обеспечивает высокую жесткость станка, а следовательно и высокую точность обработки (по сравнению с другими видами станков), что позволяет вести обработку деталей большой массы и размеров. Шпиндельная головка, одновременно является коробкой скоростей, и имеет установочное перемещение по вертикальным направляющим стойки. В осевом направлении можно сдвигать и шпиндель вместе с гильзой.
Характеристики оборудования
Производители выпускают оборудование разного размера, мощности и, соответственно, назначения: от настольных фрезерных станков по металлу до профессиональных высокопроизводительных машин для продолжительной напряженной работы. При их выборе вертикально-фрезерного станка необходимо обращать внимание на следующие характеристики:
- Мощность, кВт
- Параметры рабочей зоны, мм
- Размеры рабочего стола, мм
- Перемещение стола по оси X/Y/Z, мм
- Диапазон поворота стола, град
- Максимальный диаметр сверления, мм
- Максимальный диаметр концевой фрезы, мм
- Максимальный диаметр торцевой фрезы, мм
- Расстояние до шпинделя, мм
- Рабочий ход шпинделя, мм
- Число оборотов шпинделя, об/мин
- Конус шпинделя, ISO (DIN)
- Размеры станка, мм
- Вес, кг
Управление станком может быть:
Также существует два вида вертикально-фрезерных станков по металлу:
- вертикально-фрезерный консольный станок имеет вертикально расположенный шпиндель. Некоторые модели допускают смещение вдоль своей оси и поворот вокруг горизонтальной оси, расширяя тем самым технологические возможности станка.
- вертикально-фрезерный бесконсольный станок по металлу предназначен для обработки вертикальных наклонных поверхностей, пазов в крупногабаритных деталях. В этих станках отсутствует консоль, а салазки и стол перемещаются по направляющим станины, установленной на фундамент. Такая конструкция станка обеспечивает более высокую его жесткость и точность обработки по сравнению со станками консольного типа, позволяет обрабатывать детали большой массы и размеров. Шпиндельная головка фрезерных станков данного типа, являющаяся и коробкой скоростей, имеет установочное перемещение по вертикальным направляющим стойки. Кроме того, шпиндель вместе с гильзой можно сдвигать в осевом направлении при точной установке фрезы на требуемый размер.
Читайте также: