Маркировка на металле своими руками
Обновлено: 17.05.2024
Как известно, металл довольно трудно обрабатывать в домашних условиях без специальных навыков и инструментов, тем более, если это такой твёрдый металл, как сталь. Тем не менее, можно призвать на помощь химию: существует такой химический процесс – электролиз. Он протекает на электродах при прохождении электрического тока через растворы электролитов. Т.е. если в качестве электрода взять металлическую заготовку, в качестве электролита использовать обычную солёную воду, то при прохождении через неё тока металл начнёт стравливаться, проще говоря, атомы с поверхности металла начнут «улетать». Таким образом, для обработки металла не всегда нужны какие-то особые навыки и инструменты, ведь за нас всё может сделать электричество.
- Пластиковая или стеклянная ёмкость.
- Поваренная соль.
- Металлическая пластинка.
- Источник питания 5 - 12 вольт.
- Соединительные провода.
Электрохимическая гравировка на металле
Шаг 1. Из металлической пластинки вырежем прямоугольный кусочек, который на котором и будет в дальнейшем вытравлена надпись. Достать металлическую пластинку толщиной 1-2 мм можно в любом строительном магазине, я купил самую дешёвую стальную проушину.
Шаг 2. Тщательно зашкуриваем поверхности заготовки, сначала крупной наждачной бумагой, затем мелкой. Поверхность должна стать блестящей, покрытой множеством мелких царапин. Также нужно пройтись наждачной бумагой по краям и рёбрам пластинки. После зашкуривания металл необходимо обезжирить спиртом, растворителем или просто тщательно промыть горячей водой с мылом. После этого прикасаться к поверхностям жирными руками нельзя.
Шаг 3. На лазерном принтере распечатываем рисунок, который будет увековечен на металле и переносим на металл с помощью лазерно-утюжной технологии, которая не раз описывалась в интернете. Распечатывать нужно в зеркальном отображении. Если под рукой нет лазерного принтера, с тем же успехом можно нарисовать рисунок лаком для ногтей или несмываемым маркером. Закрашенная область останется нетронутой, а голый металл подвергнется электролизу, т.е. попросту стравится.
Шаг 4. Теперь, когда заготовка полностью готова к травлению, нужно взять неметаллическую ёмкость, налить в неё воды и насыпать соли. От концентрации соли сильно зависит скорость травления, чем больше соли – тем быстрее идёт процесс. При слишком большой скорости травления есть риск повреждения защитного слоя лака или тонера от принтера, рисунок получится не качественным. Оптимальное соотношение – столовая ложка соли на стакан воды.
В ёмкости нужно закрепить анод, т.е. саму металлическую заготовку и катод – простой кусок металла. Чем больше его площадь, тем выше будет скорость травления. Наглядно установка для травления показана на картинке ниже:
Плюс от источника питания (анод) подключается к заготовке, а минус (катод) в раствор. При этом желательно установить несколько минусовых контактов со всех сторон от заготовки, тогда травление пройдёт равномерно со всех сторон.
Несколько слов об источнике питания. Я использую компьютерный блок питания, а точнее его 12-ти вольтовую линию. Чем больше напряжение – тем выше скорость травления. Можно использовать и обычное зарядное для сотового телефона, на его выходе 5 вольт, этого напряжения будет вполне достаточно. Не стоит повышать напряжение более 12-ти вольт, иначе процесс будет идти слишком активно, защитный слой лака отпадёт, а раствор перегреется.
Правильно подключив все провода, включаем блок питания. От минусового контакта (катода) сразу же начнут идти пузыри, это означает, что процесс идёт. Если пузыри стали идти от заготовки, значит нужно поменять полярность питания.
После нескольких минут травления на поверхности раствора образуется пенка противного жёлто-зелёного цвета.
Минут через 30-40 заготовку можно доставать из раствора, предварительно отключив питание. Она будет вся покрыта чёрным налётом, это нормально.
Шаг 5. Теперь остаётся лишь очистить металл от налёта, стереть тонер или лак, по желанию ещё раз зашкурить поверхность. Чёрный налёт легко удаляется под струёй обычной воды, лак или тонер смывается ацетоном либо жидкостью для снятия лака. Теперь чётко видно, что буквы на металле стали рельефными, сама металлическая поверхность после травления стала матовой.
Методы нанесения маркировки на металл
Например, выполнение различных узоров на лезвиях ножей или каких-либо сувенирах. Такое изображение будет храниться на аксессуаре сколь угодно долго, потому что не подвержено никаким внешним факторам. Избавиться от него можно будет исключительно механическим путем шлифовки или обдирки.
Качественная маркировка на металле включает разные методы нанесения изображений, логотипов и различной буквенно-цифровой информации, благодаря которым достигается необходимый эффект. Рассмотрим основные способы маркировки металла подробнее.
Лазерная гравировка
Лазерная гравировка – самый распространенный способ маркировки металлических деталей. С появлением лазера возможности человека существенно расширились. С его помощью можно наносить как тонкие надписи с выжиганием лишь пленки, так и объемные, с проникновением на глубину в структуру металла.
Технология лазерной гравировки
Методика лазерной маркировки на металле хорошо изучена и широко применяется в промышленности. Технология нанесения изображений и различной текстовой информации таким способом позволяет достигать самого высокого качества рисунка. Это объясняется минимальной толщиной луча, которая может составлять всего пару микрон. Для нанесения изображений таким способом применяется специальный станок для лазерной гравировки по металлу.
Применяется данная технология для единичных изделий и для нанесения логотипов при серийном выпуске продукции. Меняя интенсивность и плотность луча, можно варьировать яркость и глубину гравировки. С помощью такого метода можно наносить изображения на любые виды металлов: алюминий, латунь, титан, нержавеющая сталь. Особенность лазера состоит в том, что при воздействии на конкретный участок материала он создает высокую температуру, которая сжигает обрабатываемый фрагмент.
Лазерный метод является весьма эффективным, поэтому именно он применяется для нанесения транспортных отметин, по которым затем можно отслеживать местонахождение изделия при осуществлении его доставки. Гравировка осуществляется маркировочным лазером.
Преимущества и недостатки лазерной гравировки на металле
Преимуществами лазерной технологии можно назвать следующие:
- Оборудование для лазерной гравировки металла обладает высокой точностью позиционирования и разрешением;
- Является универсальным методом, потому что с его помощью можно наносить изображения и текстовую информацию любого вида. При этом для нанесения очередного логотипа или штрихкода не требуется выполнять переналадку;
- Высокая скорость нанесения гравировки, потому что в процессе ее выполнения не создается никакой механической нагрузки на элементы станка;
- Можно наносить маркировку на изделиях любой формы, габаритов и структуры.
Лазерная технология маркировки деталей не имеет аналогов: с ее помощью получаются изображения и текстовые данные высокого разрешения и качества. К недостаткам лазерной маркировки на металле (особенно в сравнении с методом электрохимической маркировки) относится то, что:
- Оборудование для маркировки металла таким способом стоит дорого;
- При нанесении изображений разрушается поверхностный слой, что критично в случае изделий из нержавеющей стали.
Механическая гравировка
Одним и самых простых, но при этом трудозатратных и требовательных к электрической энергии, методов нанесения гравировки по металлу является фрезерование.
Фрезерная маркировка по металлу
С помощью такого метода получается красивое профильное изображение, надпись или логотип. За счет изменения глубины резания металла можно получить объемные изображения и логотипы.
Естественно, для такой процедуры требуется мощный станок с надежной механикой, которая будет выдерживать создаваемые в процессе нанесения маркировки нагрузки. Конечно, она во многом зависит от глубины проникновения в металл.
С помощью качественных станков для гравировки по металлу можно наносить рисунки и логотипы разного вида. Точность и деталировка зависит от вида инструмента для гравировки. Часто используются фрезы с твердосплавными пластинами, с помощью которых можно наносить рисунки высокого качества. Как правило, механическая гравировка по металлу применяется только на изделиях с толстыми стенками.
Ударно-точечная маркировка
Кроме фрезерной обработки, также применяются другие виды механической гравировки – иглоударная маркировка, ее также называют ударно-точечная. Технология заключается в нанесении рисунков или логотипов при помощи специального ударного маркиратора. Он представляет собой станок, который имеет подвижную головку с установленным в ней инструментом точечного воздействия на поверхность металла. С каждым ударом на ней образуется вмятина определенного размера, а совокупность формирует большое и объемное изображение. С одной стороны, получается вмятина, а с другой – выступ.
Ударно-точечный маркиратор применяется для нанесения гравировки на изделиях из мягких металлов. В частности, к таковым относятся латунные, бронзовые фитинги, арматура. Также можно заказать нанесение маркировки на металл для каких-то штучных изделий. Наряду со стационарными моделями используются портативные маркираторы. С помощью мобильного маркиратора можно выполнять ручную маркировку на больших изделиях, которые невозможно установить на станок. Для предприятий со средне- и мелкосерийным выпуском продукции. Стоимость такого оборудования невысокая. Для мелких деталей с конвейера можно приобрести стационарную модель для клеймения металла.
Также ручным способом можно наносить маркировку при помощи виброкарандаша – это уменьшенная модель портативного аппарата для маркировки. Его можно использовать для нанесения маркировок на изделиях из тонких металлов. Может использоваться в качестве индивидуального инструмента для гравировки по металлу.
Электрохимические методы нанесения маркировки на металл
Кроме механической, также существует и электрохимическая маркировка – это технология нанесения изображений, логотипов, буквенно-цифровой информации при помощи электрического тока и кислоты.
Технология электрохимической маркировки металла
Электрохимический маркиратор представляет собой установку, содержащую блок питания. Он через электрод подает электрический ток на деталь, который, проходя через смоченные в электролите материал и специальный диэлектрический трафарет для маркировки, оставляет вытравленный след в пустом месте. Трафарет, при этом, должен плотно прилегать к поверхности маркируемой детали.
Электролит для электрохимической маркировки представляет собой солевой раствор, который ускоряет процесс передачи заряженных электронов между потенциалами. Эффективным напряжением для протекания реакции травления является предел от 3 до 15 В. Особенность данного метода нанесения маркировки на металл заключается в том, что границы получаются в некоторой степени нечеткими. Поэтому логотип и детали на нем должны быть достаточно крупными.
Метод электромаркировки является самым доступным и простым среди всех используемых технологий нанесения какого-либо изображения или отдельной информации на стальные изделия.
Электрохимическая маркировка нержавейки с установкой SteelGuard Mark
Для выполнения качественной маркировки изделий из нержавеющей стали компания "Металл Клинер" первой на территории России и СНГ представила собственную разработку – оборудование для маркировки металла SteelGuard Mark.

Это оборудование, с помощью которого электротехническим способом наносится простая и сложная маркировка с достаточно высоким качеством. Можно наносить два вида маркировки в зависимости от типа тока. Белая маркировка выполняется при постоянном токе, а черная, соответственно, при переменном.
Особенность применения оборудования для маркировки металла заключается в его экономичности. Для выполнения маркировки с помощью SteelGuard Mark требуется меньше мощности, чем при лазерном и трафаретном типе.
Оборудование SteelGuard Mark способна выполнять не только электрохимическую маркировку нержавеющей стали. С ее помощью также можно выполнять травление и полировку деталей. Маркировка производится путем переноса изображения через трафарет. Для работы прилагаются графитовые электроды для работы на AC и DC токах. Качество и деталировка получаемого изображения зависит от степени точности изготовления трафарета для гравировки.
Для выполнения электрохимического маркирования металла при помощи оборудования SteelGuard необходимо:
- оборудование для маркировки металла SteelGuard Mark (или способные также и наносить маркировку многофункциональные установки для очистки сварных швов SteelGuard 685 и SteelGuard 425);
- Создать макет при помощи программы CorelDraw и заказать изготовление трафарета на основе готового эскиза;
- Выполнить процедуру нанесения маркировки, которая длится несколько минут.
Трафарет для маркировки металла можно использовать более 200 раз.

Электроискровой метод нанесения маркировки
На многих видах изделий из стали часто встречается рукописная маркировка. Она выполняется так называемым электроискровым методом. Он заключается в воздействии высоким электрическим током на поверхность металла, в результате чего на ней остается характерный след. В ходе процесса плавится тонкий верхний слой металла, оставляя после себя характерное темное пятно. Особенность этого метода заключается в том, что для нанесения маркировки на изделия не применяется никаких расходных материалов. Используется только электрод, которым прикасаются к поверхности и водят в нужном направлении, создавая маркировку.
Также для нанесения подобной маркировки применяются станки. У них имеется рабочая головка, которая способна вибрировать во время выполнения процедуры маркировки. Происходит процесс следующим образом:
- деталь устанавливается на станок;
- место для нанесения знаков покрывается тонким слоем пленки;
- рабочая маркировочная головка подводится к детали;
- на нее подается напряжение, из-за чего она начинает вибрировать в пределах расстояния искрообразования.
Воздействие на деталь длится примерно 15 секунд. Чем дольше работает оборудование, тем глубже выполняется маркировка.
Каплеструйная маркировка металла
Существует также и каплеструйная маркировка металла – технология, с помощью которой можно наносить различные изображения и буквенные обозначения на сталь плоской или цилиндрической формы. Особенность такого метода заключается в том, что можно наносить цветную маркировку с применением пигментов любого оттенка. В продаже имеется оборудование с двумя головками, благодаря чему можно выполнять сложные визуализации.
Для выполнения процедуры используется специальный каплеструйный маркиратор. По сути, это то же самое, что и струйная печать на бумаге, только выполняется на металле. Техника применяется для тех видов продукции, которая реализуется в стальных флакончиках и небольших емкостях. Маркировка выполняется на донышке или на горлышке изделия. Имеются портативные и стационарные каплеструйные принтеры для маркировки. Именно такое оборудование чаще применяется на производстве. Промышленная гравировка отличается высокой производительностью и потоковостью, то есть может применяться на конвейере без остановки технологического процесса.
Как правило, в наносимой информации присутствует штрихкод и набор определенных цифровых данных. Эта информация применяется для контроля товаров и учета их на кассе при продаже.
Сродни каплеструйной маркировке простой струйный маркиратор. Для нанесения применяется расходный материал – чернила. Качество и четкость контуров отпечатанного изображения невысокая, но достаточная для определения устройствами для считывания штрихкодов.
Шелкография
Кроме вышеописанных, также применяется такой метод маркировки изделий из металла, как шелкография. Применяется она в основном на плоских деталях, различных корпусах устройств и при изготовлении шильдиков. Выполнять печать можно поверх уже имеющейся краски, потому что суть заключается в наложении дополнительного слоя. Шелкография, как в случае с бумагой, может выполняться одноцветной или в несколько оттенков, при этом получается качественное многоцветное изображение. Процесс выполняется в несколько проходов.
Для выполнения шелкографической печати используется два вида красок, которые выбираются в зависимости от исходного вида детали. Отличие состоит в том, что для неокрашенного металла требуется создать адгезионный слой. Для этого используется специальная краска с двумя компонентами. Данный расходный материал обладает высокой устойчивостью к внешним факторам и выгоранию на солнце, поэтому широко применяется для маркирования продукции, которая используется на улице. Краска устойчива к механическим воздействиям, поэтому сохранится на поверхности изделия очень долго.
Металлофото
Металлофото – это техника, применяемая для нанесения изображения на алюминиевые шильдики в двухцветном или многоцветном режиме. Ее суть заключается в проявлении на поверхности алюминия фоточувствительной соли. За счет этого изображение буквально внедряется в структуру металла. Процесс выполнения маркировки таким способом осуществляется следующим образом:
- Сначала отпечатывается пленка с необходимым для переноса изображением;
- Пленка накладывается на пластину и прочно фиксируется на ней;
- Затем выполняется процедура экспонирования, которая продолжается в течение нескольких секунд;
- На следующем этапе применяется проявитель и закрепитель;
- Наконец на пластину наносятся требуемые цвета, после чего она помещается в емкость со специальным уплотняющим раствором.
По окончании процедуры получается монолитное изображение, которое внедряется в структуру металла. Такое изделие приобретает высокую стойкость цвета даже под механическими воздействиями.
Другие способы маркировки металлов
Среди остальных применяемых способов маркирования, с помощью которых можно нанести на металл изображения, текстовую информацию и любые другие данные.
Химическая гравировка на металле
Эффективный способ, с помощью которого можно наносить логотипы и буквенно-цифровые данные. Способ позволяет получать довольно четкие картинки с мелкими деталями, но он сильно уступает лазерной. Сравнивать ее с механической маркировкой не стоит, потому что это совершенно разные технологии.
УФ-печать
Универсальный способ, который применим на любых материалах. Выполняется методом нанесения изображения специальными УФ-красками, которые затем под действием ультрафиолета закрепляется и становится стойким к любым факторам.
Оставьте заявку, чтобы бесплатно получить быстрый расчет стоимости интересующей Вас услуги. Менеджеры ответят на любой Ваш вопрос!
Обзор всех 10-ти известных способов маркировки изделий из металла: плюсы и минусы
узор, текст, рисунок, указывающие на эксклюзивность и оригинальность.
Качественную маркировку нельзя стереть, подделать, если кто-то и пытается сделать, то это крайне трудно, заметно и очень дорого.
Существует 10 популярных способов нанесения буквенно-цифровой, художественной информации на металл:
- Ударно-точечный
- Фрезерный
- Лазерный
- Электрохимический
- Электроискровый
- Каплеструйный
- Термотрансферный
- Шелкография
- Металлофото
- Ультрафиолетовая печать
Механический способ нанесения рисунка, цифр, букв выполняется путем точечного удара по металлу по заданной траектории. С одной стороны, получается углубление, а с другой ー выпуклость. Метод имеет и другое название ー иглоударная маркировка.
● Относительно недорогая стоимость оборудования;
● Возможна работа по горячей поверхности, в цехах горячего проката, на машинах непрерывного литья заготовок. Когда температура этих полуфабрикатов достигает более 100 градусов;
● Можно быстро получить глубину маркировки до 1-2 мм;
● Есть компактные ручные мини-версии: виброкарандаш, игольчатый пистолет можно использовать под индивидуальную гравировку на тонком металле;
● Удобно маркировать серийные номера, штрих- и QR коды, дата матрикс, которые генерирует программа в автоматическом режиме.
● Подходит для мелко- и среднесерийного производства. Для кого-то это плюс, но если речь идет о серийной маркировке от 500 изделий за смену – иглоударник труднее автоматизировать;
● Необходимы разные иглы под разные материалы (различная сила удара, толщина маркерной иглы влияет на рисунок), частая замена пружин, опускающих и возвращающих иглы, смазывающих жидкостей. Одной иглы хватает на 1-6 месяцев, в зависимости от интенсивности работы, цена в среднем около от 6000 до 38 000 рублей.
Другой вид механической маркировки. Технология заключается в срезании верхнего слоя металла вращающейся фрезой. За счет изменения глубины воздействия получаются выпуклые изображения.
● Объемные рисунки, логотипы.
● Необходимость надежной фиксации детали в процессе работы;
● Используются чаще твердосплавные фрезы, которые являются дорогим расходным материалом (500-1000 руб);
● Для изделий с достаточной толщиной металла;
● Есть отходы производства - стружки.
Электрический ток, проходит через электролит (солевой раствор, побуждающий заряженные электроны двигаться быстрее) и травлением оставляет след на металле. Изображение соответствует трафарету, который плотно прилегает к металлической поверхности.
На нержавейке можно наносить белую маркировку (при постоянном токе) и черную (при переменном).
● Самый простой способ;
● Подходит для всех металлов.
● Нечеткие размытые границы, что неприемлемо для мелких изображений, но допустимо для крупных;
● Затраты на изготовление трафаретов. Цена на трафареты от 500 до 10 000 рублей в зависимости от сложности;
● за 1 штуку. Один трафарет используется порядка 200 раз, потом надо заказывать новый.
Под воздействием высокого тока плавится верхний слой и остается характерный темный след на металле. Для работы на станке деталь фиксируют, покрывают ее специальной тонкой пленкой с аппликацией, на расстоянии искрообразования печатающая головка вибрирует под напряжением тока и наносит маркировку, выплавляя искрой 0,1-10 мкм металлической поверхности.
● Простота использования (похоже на работу с выжигателем по дереву);
● Работа с тонкими поверхностями без их деформирования;
● Без дополнительных расходных материалов.
● Невысокая производительность (скорость пермещения маркера до 10 мм/сек);
● Невозможность нанесения цветных обозначений;
● Ограничения по работе в помещении с повышенной влажностью (более 75%);
● Значительный износ электрода (0,05 - 0,22 мм на одну позицию, при длине вольфрамового электрода в 175 мм, цена - 300-800 руб).
Принцип работы каплеструйного маркиратора схож со струйным принтером, только изображение проявляется не на бумаге, а на металле. Краска передается на поверхность как плоскую, так и цилиндрической формы. Разнообразие пигментов может раскрасить разными цветами логотип, штрих-код. Для маркиратора используются чернила и растворитель.
● Быстрое нанесение (до 10 м/с);
● Для разных форм и поверхностей.
● Чувствительность к пыли, не рекомендуются для помещений, где есть взвешенные частицы (мука и т.п.);
● Низкая стойкость маркировки к внешним факторам (трение, жидкости и пр.);
● Большие затраты на расходные материалы: чернила, растворитель, прочее. Многие узлы (фильтры, помпы) надо менять не реже чем 1 раз в год.
Краска наносится на металлическую поверхность посредством нагрева термотрансферной ленты, риббона (красящей ленты). То есть нагретая печатающая головка маркера воздействует на красящий пигмент, он плавится и оставляет отпечаток.
Технология не пользуется популярностью из-за:
● большой расход термотрансферной ленты (на 1 000 маркировок 10*15 см - 3 рулона);
● недостаточно стойкая маркировка, боится высоких температур, их перепадов, механического воздействия.
В основном данный вид маркировки используется на плоских поверхностях, так как изображение переносится через трафарет (мелкозернистая сетка) натянутый на раму. Краска продавливается через эту печатную форму. Перенос рисунка производится на уже окрашенное изделие или необходимо предварительно покрыть его адгезивным составом, обеспечивающим хорошее сцепление частиц жидкой краски и твердого металла.
● Устойчивость маркировки к атмосферным изменениям;
● Насыщенные, яркие изображения.
● Только для плоских поверхностей (ровные, выпуклые);
● Оттиск все же поверхностный, при механическом воздействии или контакте с растворителем рисунок ухудшится;
● Низкая скорость печати, большую долю времени забирает сушка готовых изделий;
● Высокие затраты на расходники: краску, рамы (3 000-5 000 руб/шт), подготовку трафаретов.
Для алюминиевых шильдиков применяется техника металлофото - проявление фоточувствительной соли на поверхности. Рисунок будто внедряется в металл.
Сами шаги очень знакомы любителям фотопечати: пленка с изображением фиксируется на алюминиевую поверхность, далее идет экспозиция, проявление и закрепление, нанесение цветов и погружение объекта в специальный уплотняющий раствор.
● Высокая стойкость цвета к выгоранию от солнца, воздействию растворителей. Нестираемость;
● Яркий результат: разноцветные логотипы, надписи, .
● Печать только на алюминиевых спецпластинах для металлофото;
● Нет белого цвета и полноцвета, только полутона;
● Трудоемкость процесса, что влияет на скорость производства;
● Высокая себестоимость, что особенно чувствительно для малотиражного производства (дорогие пластины из анодированного алюминия).
На обезжиренный металл наносится праймер, краска для УФ-плоттера и рисунок “закрепляется” под действием ультрафиолета, т.к. используемые чернила фотополимеризуются, затвердевают на поверхности. Оборудование для маркировки - струйный UV-принтер
● Способ подходит для любого типа металла, сплавов;
● Быстрый цикл маркировки: прямая печать с компьютера на металл, несколько минут от запуска операции до готовой продукции;
● Высокое качество печати с разрешением до 1400 DPI.
● Устойчивость к влаге, выгоранию.
● Расходный материал. Чернила (6500-9000 руб за 1 литр краски одного цвета, расход 10-20 мл*м2), все узлы, контактирующие с краской: помпа, вайперы, картриджи, уплотнители;
● Ультрафиолетовая печать несет больше декоративную функцию, для промышленного назначения ее минус в том, что рисунок можно “сошкрябать”.
Технологичный и популярный метод для металлических изделий за последние 5 лет. Под воздействием лазерного луча всего 15-20 микрон наносится высокоточная маркировка на любой материал.
● Качественная маркировка: высокое разрешение (до 1 200 DPI) и точное позиционирование (5-7 мкр);
● Применяется для всех видов металла: латунь, медь, алюминий, нержавеющая сталь, титан, легированная углеродистая сталь и т.д.;
● Высокая скорость печати при этом не создается нагрузки на узлы станка;
● Отсутствие расходных материалов, а значит и затрат на них;
● Незаменим для маркировки в труднодоступных местах;
● Энергоэффективное потребление электричества (700-900 Вт);
● Одинаково хорошо маркируются изделия разной формы, размеров, структуры.
● Изначально цена за профессиональный лазерный маркиратор высока, но, как правило, уже через 1 год с небольшим оборудование хорошо окупается, что нельзя сказать с уверенностью относительно других установок, которые требуют больших затрат на расходники, периодическую замену узлов, плановое и внеплановое техобслуживание и гарантийный ремонт
На данный момент, 2021-2022 гг, лазерная маркировка металлических изделий считается самой эффективной как по качеству (точность в 5-7 микрон), так и по экономической составляющей. Купив лазерный маркиратор, можно забыть о постоянных дополнительных тратах на расходные материалы (которые, например, у каплеструйного в год достигают 30% и больше от стоимости оборудования), он не влияет на устоявшуюся скорость конвейерной ленты, а срок эксплуатации в 10 лет - один из самых долгих из маркираторов. Прибор может быть установлен на круглосуточном производстве и выдерживать нагрузки 24/7. Технически использовать его не сложнее других установок, даже легче, так как в основном все делает программа. Задача оператора - подготовить файл-макет и выставить параметры в ПО. Надежность аппарата (ручного, стационарного) как и нанесенной маркировки в разы выше, что напрямую влияет на итоговую стоимость владения в перспективе 3-6 лет и выше.
Кроме лазера можно присмотреться к иглоударной установке. Особенно, если у вас не масштабное производство. Стоимость владения выше чем у лазера (80 000-130 000 руб/год). Есть небольшие расходники, иглы, но им можно делать более глубокую маркировку, быстрее чем на лазере (5 символов/с). Также ударно-точечник берет любой металл, не зависит от его твердости и формы. Он требует меньше ручного труда и косвенных трудозатрат, которые встречаются при работе с другим оборудованием: выбор краски, растворителя, прочистки после печати, отслеживание постоянного наличия риббонов, красящей ленты и термоэтикеток, их замена.
Выбор маркирующего оборудования по металлу широк. Мы постарались честно осветить самые популярные и передовые способы и технологии на ближайшие 5 лет. Искренне надеюсь информация была вам полезна
Электрохимическая маркировка нержавеющей стали – лучшая альтернатива лазерной гравировке
Процесс, называемый электрохимической маркировкой, позволяет точно воспроизвести на любом металле любые декоративные рисунки или формы, отпечатанные на подходящем маркировочном экране из полимерного материала, позволяя частично замаскировать всю поверхность обработанного образца. Тампонный электролиз состоит в анодном устройстве, пропитанном подходящим электролитом. Этот электрод электрически соединен с металлической поверхностью, рассматриваемой как катод. Можно сказать, что вы "приносите гальваническую ванну на обрабатываемый объект". Этот процесс также называется процессом Dalic (название компании, которая внедрила этот процесс). Он был введен в отрасли для решения проблем:
- Фреттинг-коррозии;
- Скроллинга;
- Коэффициента трения между механическими частями;
- Электрической проводимости
- Коррозионных процессов;
- Экстремальных температурных условий.
Эти проблемы возникают во всех отраслях промышленности, особенно когда необходимо обрабатывать крупные металлические детали, которые нельзя погружать в электролизные резервуары, или сложные детали, где манипуляции очень деликатны.

Оборудование для маркировки металла SteelGuard Mark
Метод компании "Металл Клинер" реализуется электрическим источником, называемым SteelGuard Mark, способным установить разность потенциалов (в переменном токе) между образцом и электродом. Последний надевается на маркировочный трафарет, который контактирует с обработанным металлом. Это приводит к электрохимической системе, в которой первый электрод является образцом, а горелка – вторым электродом. Последний в конце покрыт прокладкой, способной поглощать и удерживать соответствующий электролит; войлок расположен между горелкой и образцом. Когда горелка перемещается над маркировочным материалом, электрическая цепь замыкается электролитом, смоченным в прокладке. Трафарет для маркировки позволяет правильно распределить электролит, позволяя ему эффективно заполнить дизайн, который вы хотите воспроизвести на поверхности стали. Этот фактор способствует конкурентоспособности техники с классическими методами трафаретной печати, традиционно используемыми для декорирования стали, что подтверждается рядом примеров возможных применений: духовые шкафы и варочные панели, шильдики, огнетушители и другие изделия и т.д.



Во время маркировки вам не нужно приклеивать трафарет к изделию. Чтобы получить постоянную толщину, лучше всего работать с максимальными неровностями движения, избегая линейности. Поскольку сила тока является функцией отношения между анодом и катодом, необходимо работать с максимально возможной поверхностью прокладки, чтобы уменьшить время обработки. Обратите внимание, что устройство локально вызывает значительный перегрев из-за эффекта Джоуля. По этой причине системы охлаждения должны быть приняты, когда область маркировки имеет значительные размеры. Анод должен быть нерастворимым, иначе он будет израсходован очень быстро и должен сохранять свою геометрическую форму, чтобы обеспечить постоянное покрытие на всей поверхности маркировки. Он также должен быть дешевым и простым в обработке.

В предыдущем изображении отмечается, что после ускоренного испытания на коррозию отмеченная зона имеет гораздо более высокую коррозионную стойкость (к точечной коррозии), чем основная поверхность металла. Эта особенность обусловлена наличием компактного слоя защитных оксидов. Эти оксиды сделаны из никеля, хрома и железа и гарантируют компактное и твердое покрытие от различных видов коррозии. В области защиты от коррозии особый интерес представляет тампоновый электролиз. Поворотное движение на металлической поверхности устраняет риск точечной коррозии и газовых закупорок, обеспечивая вентиляцию покрытия. Все эти преимущества приводят к устранению водородного охрупчивания на высокопрочных металлах, таких как те, что используются в шасси.
Фреттинговая коррозия может быть эффективно устранена с помощью электромаркировки, потому что можно создавать покрытия из тройного сплава, которые, например, защищают стали, используемые в военно-морской области, увеличивая полезный срок службы деталей.
Простой способ отмаркировать инструмент травлением
Этим простым, но надежным способом травления металла можно пометить однотипные элементы набора, нанести имя или логотип на инструмент, сделать надпись на подарке и т. д. Его реализация не потребует больших затрат, много времени и особых навыков.

Понадобится
- источник постоянного тока 12 В;
- два провода с зажимами;
- поваренную соль и пищевой уксус;
- емкость;
- ватные палочки (тупферы);
- трафареты, стикеры и наклейки;
- чистящее средство и салфетки;
- машинное масло;
- лак для ногтей и ацетон;
- ножницы и маркер.

В качестве объекта травления могут быть любые металлические предметы: молоток, набор розеток, кухонный нож, термос, ключ и т. д. Поскольку нам придется иметь дело с «химией», приготовим защитные очки, перчатки и вентилятор.
Процесс травления металла
К источнику тока (аккумуляторная батарея, стартер, зарядное устройство и даже батарейка 9 В) подсоединяем два длинных провода с «крокодильчиками» на концах.
В емкость из стекла насыпаем поваренную соль, заливаем уксусом или водой и слегка перемешиваем, чтобы компоненты быстрее прореагировали. После чего, в емкость опускаем несколько ватных палочек.

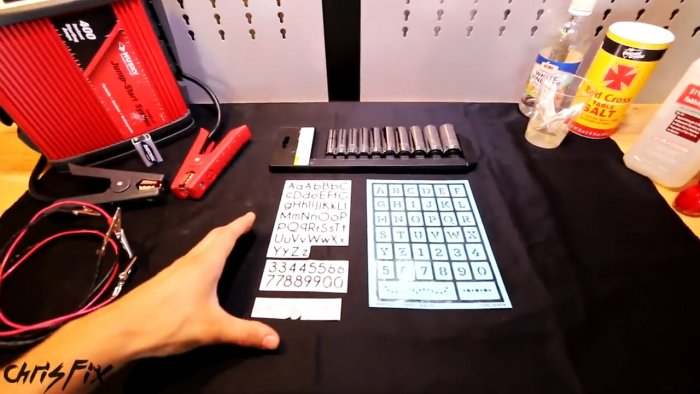
Для нанесения нумерации на набор глубоких хромированных розеток воспользуемся трафаретом или наклейками. Выбираем трафарет, наклейки же пойдут в ход позже.
Очищаем поверхность травления, протирая ее салфеткой, смоченной в спирте или мыльном растворе, предварительно надев защитные очки и резиновые перчатки.
Крепим красный провод к красному зажиму, черный – к черному при выключенном зарядном устройстве. В случае аккумуляторной батареи концы проводов не должны соприкасаться.
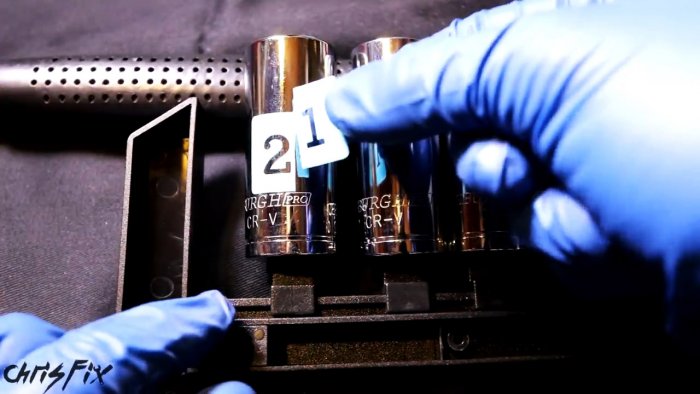
Если мы будем травить металл в помещении, то вблизи устанавливаем и включаем вентилятор, а еще лучше – работаем на открытом воздухе. Начнем с розетки с разметкой 21 мм.
Подрезаем трафарет цифры «2» справа, а «1» – слева и наклеиваем их по месту.
Красный плюсовой провод подсоединяем к изделию, а в зажиме черного минусового провода закрепляем ватную палочку, пропитанную раствором соли, располагая вату ниже кончика зажима.

Подаем на контакты напряжение и прикладываем ватный тампон к прорезям трафарета на 5 секунд, после чего перемещаем его в соседнюю точку и так до конца. Если тампон почернел, то меняем его на свежий. При этом процесс травления сопровождается характерным шипением, выделением пены и почернением его пути.

Протираем места травления ватной палочкой, смоченной в спирте, и обводим маркером для придания цвета.

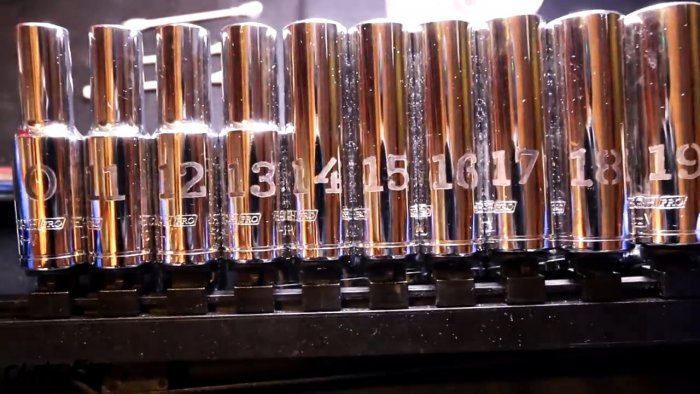
Удаляем трафареты и видим цифры вполне четко с любого ракурса. Выгравированные номера смазываем машинным маслом и насухо протираем салфетками. Это защитит гравировку от влаги и продлит ей жизнь.

Приступаем к нанесению логотипа на ручку разводного ключа


Как и в прошлый раз, протираем металл спиртом, наносим стикер, покрываем его лаком для ногтей и даем просохнуть 30 минут.
С помощью ножа с острым клиновым лезвием удаляем надпись, стараясь не повредить окружающий лак.

Подключаем к металлу плюсовую клемму. В «крокодильчике» минусовой клеммы зажимаем ватную палочку, пропитанную солевым раствором, и протравливаем открытые места, как в прошлый раз.
Нам остается лишь с помощью ацетона смыть лак для ногтей, протирая металл, покрытый лаком, салфеткой. Эту операцию можно повторить на стальном корпусе термоса, клинке охотничьего ножа и т. д.

Смотрите видео
Читайте также: