Материал для штампа для металла
Обновлено: 20.09.2024
Для обработки металлов давлением применяют инструменты— штампы, пуансоны, ролики, валики и т. д., деформирующие металл. Стали, применяемые для изготовления инструмента такого рода, называют штамповыми сталями (по виду наиболее распространенного инструмента).
Штамповые стали делятся на две группы:
- деформирующие металл в холодном состоянии
- деформирующие металл в горячем состоянии.
Условия работы стали при различных видах штамповки сильно различаются между собой.
При штамповке в горячем состоянии штампуемый металл под действием сближающихся половинок штампа деформируется и заполняет внутреннюю полость штампа. В работе внутренняя полость штампа («фигура»), которая деформирует металл, соприкасается с нагретым металлом, поэтому штамповал сталь для горячей штамповки должна обладать не только определенными механическими свойствами в холодном состоянии, но и достаточно высокими механическими свойствами в нагретом состоянии. Особенно желательно иметь высокий предел текучести (упругости), чтобы при высоких давлениях штамп не деформировался. Для кузнечных штампов большое значение имеет и вязкость, чтобы штамп не разрушился во время работы при ударах по деформируемому металлу. Устойчивость против износа во всех случаях очень важна, так как она обеспечивает сохранение размеров «фигуры» — долговечность работы штампа.
Для прессового инструмента, работающего без ударов, большое значение имеет износостойкость в горячем состоянии и относительно меньшее — вязкость. Поэтому для молотовых штампов и для прессового инструмента применяют стали различных марок.
Для штамповки в холодном состоянии сталь, из которой изготавливают штампы, обычно должна обладать высокой твердостью, обеспечивающей устойчивость стали против истирания, хотя и вязкость, особенно для пуансонов, имеет также первостепенное значение.
Сталь для «горячих штампов» должна иметь как можно меньшую чувствительность к местным нагревам. В недостаточно вязкой (пластичной) стали, например в плохо отпущенной, местный нагрев может привести к образованию трещин.
Еще в более тяжелых условиях работы находится сталь и штампах (прессформах) для литья под давлением. Нагрев рабочей поверхности формы расплавленным металлом и охлаждение водой внутренних частей формы вызывают значительные тепловые напряжения. Сталь, применяемая для прессформ, должна быть также достаточно износостойкой, иметь высокие механические свойства в нагретом состоянии и хорошо сопротивляться разъеданию поверхности формы расплавленным металлом.
Стали для штампов холодного деформирования
Стали этого типа должны обладать высокой твердостью и износостойкостью, высокой прочностью и удовлетворительной вязкостью для работы при ударных нагрузках.
В зависимости от назначения различают три группы штамповых сталей для деформирования в холодном состоянии.
К первой группе относятся стали для вытяжных и вырубных штампов. Основным требованием к этим сталям является высокая твердость и износостойкость. Для изготовления штампов этого типа применяют углеродистые стали марок У10—У12 и низколегированные стали X, ХВГ, ХВСГ. После неполной закалки их отпускают при 150—180 °С на твердость НКС 60. На поверхности образуется твердый износостойкий слой за счет несквозной прокаливаемости — сравнительно вязкая сердцевина, позволяющая работать при умеренных ударных нагрузках.
Вторую группу составляют стали для штампов холодного выдавливания, испытывающие большие удельные давления. Эти стали должны хорошо сопротивляться деформации и иметь высокую прочность. Присутствие в их структуре остаточного аустенита недопустимо. Для этого необходимо проведение высокого отпуска при температуре не менее 500 °С. Поэтому, хотя эти стали и относятся к сталям для штампов холодного деформирования, они должны иметь довольно высокую теплостойкость. Этим требованиям удовлетворяет сталь 6Х4М2ФС.
К третьей группе относятся стали для высадочных и чеканочных штампов, работающих при высоких ударных нагрузках. Сложность создания таких сталей состоит в том, что для повышения твердости необходимо увеличение содержания углерода, что может приводить к снижению ударной вязкости. Обычно для штампов этого назначения используют сталь 7X3. Более высокую стойкость показала сталь марки 6ХЗФС.
Стали для штампов горячего деформирования
В еще более тяжелых условиях работают штамповые инструменты для горячего формообразования. Материал штампов соприкасается с горячим металлом и нагревается, причем нагрев чередуется с охлаждением. Эффективность использования таких прогрессивных методов точного формообразования, как горячая объемная штамповка, прессование и литье под давлением, зависит от стойкости инструмента. С расширением номенклатуры обрабатываемых сплавов, увеличением производительности и мощности оборудования формообразующий инструмент испытывает возрастающие нагрузки. Требования к материалу инструмента непрерывно растут.
Материал для горячих штампов должен удовлетворять комплексу требований. К ним в первую очередь относятся высокая прочность (не менее 1000 МПа), необходимая для сохранения формы штампа при высоких удельных давлениях во время деформирования, и высокая теплостойкость, позволяющая сохранить высокие твердость и прочностные свойства при длительном температурном воздействии. В рабочих условиях штамп должен деформировать заготовку, а не наоборот — заготовка деформировать штамп. Стали должны иметь достаточную вязкость для предупреждения поломок при ударном нагружении. Они должны обладать высоким сопротивлением термической усталости (разгаростойкости), сохраняя способность выдерживать многократные нагревы и охлаждения без образования сетки трещин. Горячештамповые стали должны иметь хорошую окалиностойкость и высокую прокаливаемость для обеспечения необходимых механических свойств по всему сечению, что особенно важно для массивных штампов.
В соответствии с указанными требованиями для штампов горячего формообразования применяют легированные стали, содержащие 0,3—0,6 % углерода, подвергаемые закалке и отпуску при 550—680 °С с целью получения трооститной и трооститно-сорбитной структуры.
Для молотовых штампов применяют сталь 5ХНМ и ее аналоги: 5ХНВ, 5ХНТ, 5ХГМ. После закалки и отпуска при 550 °С сталь 5ХНМ при комнатной температуре имеет следующие механические свойства: ав = 1200^1300 МПа, 6= 10—12%, КСЦ = = 0,4 МДж/м2. При нагреве до 500 °С ав = 850-=-900 МПа, оп,3 = 600-5-650 МПа. При температурах эксплуатации выше 500 °С стойкость инструмента из стали 5ХНМ резко падает.
Хорошо зарекомендовали себя на автотракторных машиностроительных заводах стали 4ХМФС, 5Х2СФ и 4ХСНМФЦР. Внедрение этих сталей взамен 5ХНМ для штамповки углеродистых и низколегированных сталей позволило повысить стойкость инструмента в 2—3 раза. Для изготовления крупногабаритных прессовых и молотовых штампов применяют сталь 5Х2НМФС, обеспечивающую повышение стойкости более чем в 2 раза.
Для пресс-форм литья под давлением и прессования цветных металлов и сплавов до последнего времени использовали сталь ЗХ2В8Ф. Ее недостатком является низкая технологичность, что ограничивает возможность ее применения для крупного инструмента. Кроме того, сталь ЗХ2В8Ф чувствительна к ударным нагрузкам и содержит значительные количества дорогого и дефицитного вольфрама.
Взамен этой стали предложена сталь марки ЗХ2М2Ф, используемая для изготовления пресс-форм литья под давлением медных и алюминиевых сплавов, а также для изготовления пресс-шайб и внутренних втулок контейнеров при прессовании медных сплавов. Применение стали ЗХ2М2Ф позволило повысить стойкость инструмента в 1,5—3 раза.
Для изготовления крупного прессового инструмента — пресс-штемпелей, втулок контейнеров и матриц на заводах цветной металлургии применяют стали ЗХВ4СФ и 4ХСН2МВФ.
Прогресс техники требует расширения рабочего температурного диапазона штамповых сталей. Уже сейчас нужны стали с рабочей температурой 700—800 °С. Обычные жаропрочные сплавы нетехнологичны, так как плохо обрабатываются резанием. Разработан принципиально новый класс штамповых сталей для горячего формообразования — сталей с регулируемым аустенитным превращением при эксплуатации. Примером такой стали является 4Х2Н5МЗК5Ф, сочетающая технологические преимущества сталей на ферритной основе с высокой эксплуатационной стойкостью, свойственной жаропрочным аустенитным сталям и сплавам. Внедрение этой стали взамен стали ЗХ2В8Ф при изготовлении матриц для прессования медных сплавов позволило повысить их стойкость в 10 раз.
Для увеличения твердости при высоких температурах используют химико-термическую обработку: азотирование, диффузионное хромирование, борирование. На поверхность гравюры штампа из газовой фазы проводят осаждение карбидов титана, имеющих особо высокую твердость.
СТАЛИ ДЛЯ ХОЛОДНОЙ ШТАМПОВКИ
При выборе листового материала, и в частности, тонколистовой стали для холодной штамповки различных машиностроительных деталей необходимо иметь в виду следующие основные факторы:
- является ли деталь наружной (лицевой), определяющей внешний вид и дизайн изделия или она является скрытой и выполняет чисто технические функции;
- какая степень деформации в формообразующих операциях применяется при её холодной штамповке;
- каково состояние поставки с точки зрения термической обработки листа поставщиком;
- какие требования предъявляются в отношении химического состава, макро- и микроструктуры при поставке штампуемого металла;
- каков уровень механических и технологических свойств и величина показателей анизотропии данного материала?
Материал для листовой штамповки должен удовлетворять не только назначению и условиям работы штампованной детали, но и технологическим требованиям, вытекающим из характера производимой деформации. Следует учесть, что на технологию холодной штамповки оказывает влияние качество поверхности листа, допуски его по толщине, направление проката листа, его раскрой, конструктивная форма штампов, точность их установки, число переходов при штамповке, межоперационная термообработка, скорость деформирования, применяемый смазочный материал, вид производства (массовый, серийный, мелкосерийный и единичный). При выборе материала необходимо учитывать последующую обработку и отделку (травление, полирование, нанесение антикоррозионных покрытий), а также пригодность для механических соединений (клёпка, сварка и др. виды соединений).
Таблица 1. Назначение и общая характеристика деталей и узлов, изготовляемых в холодноштамповочном производстве
Марка стали/Назначение
Ст1,Ст2
Для деталей неответственного назначения, высокой вязкости и низкой твёрдости, малонагруженных элементов сварных конструкций, изделия типа кожухов, обшивок.
СтЗ,Ст4
Несущ ие элементы сварных и несварных конструкций, фасонные гнутые профили, ёмкости, не подвергающиеся воздействию коррозии, детали типа обечаек, кожухов, обшивок, изделия бытового назначения.
05кп, 08кп,08, 08пс,08Ю,08Фкп,10кп,10,10пс
Без термической обработки - шайбы, плоские детали в операциях вырубки-пробивки. Гнутые детали, панели капота и багажника, корпуса фильтров, крышки различной формы, двери, детали кабин, кузова, кожухи, детали бытовой техники с разной степенью вытяжки. После цементации или цианирования - коромысла, ушки, втулки тонкостенные и др.детали, от которых требуется высокая твёрдость поверхности и допускается невысокая прочность сердцевины при её повышенной вязкости.
15кп,15пс,15,20кп,18кп,20,20сп,25,30,35,40
Без термической обработки и после нормализации - диски колёс автотранспорта, различные тонкостенные втулки (стаканы), патрубки, бамперы, детали плоских рычагов, различные кронштейны, гнутые детали, корпуса аппаратов котлотурбостроения и химического машиностроения, малонагруженные звёздочки, регулировочные прокладки, косынки, сварные подмоторные рамы. После цементации или цианирования - детали, от которых требуется высокая твёрдость поверхности и допускается умеренная прочность и достаточная пластичность сердцевины.
08ГСЮТ, 08СЮФ,10ЮА
Являются более прочными и заменяют сталь типа 08, 08кп, 08Ю , что позволяет снижать массу автотранспортного средства. Толщина деталей из стали 08ГСЮ Т(Ф) на 10-15% меньше, чем из стали 08кп. Для многих деталей, в том числе для дисковых колёс (10Ю А); обода колеса, лонжеронов рамы, различных кузовных деталей. Поставляется в листах толщ иной 0,7-2,5 мм.
18ЮТ
Для штампосварных и несварных металлоконструкций, замкнутых сварных профилей и труб с малым радиусом гибки. Применяется в автостроении, сельхозмашиностроении, в том числе для лонжеронов. Обладает повышенным сопротивлением усталости. Поставляется в листах толщиной 2,5-8,0 мм.
Штампуемые стали (общие данные)
Для холодной штамповки востребованы низкоуглеродистые стали, содержание C (углерода) в которых не превышает 0,2%, марганца – 0,4%, количество азота, кислорода и водорода минимально. Наиболее популярная марка – 08 кп/сп/пс. Также применяются «черные» углеродистые стали – 05 кп, 10, 15, 20, Ст 1, Ст 3.
Для изготовления высокопрочных изделий применяют низколегированные стали – 03ХГЮ, 06ХГСЮ, 12ХМ, 06Г2СЮ. В качестве легирующих элементов они содержат марганец, кремний, хром, небольшие добавки алюминия и вольфрама.
Нержавеющие стали по процентному соотношению хрома и никеля делят на следующие группы:
Хром – 16-18%, никель – 6-8%. Эти стали применяют при производстве высоконагруженных изделий. Для изготовления штампованной продукции не рекомендуются.
Хром – 17-18%, никель – 10-12%. Для этой стали характерна высокая пластичность, поэтому она может применяться для глубокой вытяжки.
При добавлении титана и ниобия снижается пластичность, для компенсации этого явления повышают содержание никеля.
Согласно п. 3.1 ГОСТ 9045-93 стальной прокат подразделяют:
- по видам продукции: листы, рулоны;
- по нормируемым характеристикам на категории: 1, 2, 3, 4, 5;
- по качеству отделки поверхности на группы: особо высокой отделки - I*,
высокой отделки - II, повышенной отделки - III (IIIа, IIIб);
- по способности к вытяжке (прокат толщиной до 2 мм): весьма особо сложной - ВОСВ*, ВОСВ-Т**, особо сложной - ОСВ, сложной - СВ, весьма глубокой - ВГ.
* По требованию потребителя.
** По требованию потребителя с повышенными технологическими свойствами.
3.2 В части сортамента прокат должен соответствовать требованиям ГОСТ 19904-90 «Прокат листовой холоднокатаный. Сортамент».
3.3 Схема условных обозначений проката приведена в приложении 1 (ГОСТ 9045-93) .
Согласно п. 4.2.1 прокат с регламентированным химическим составом изготовляют из низкоуглеродистых качественных сталей марок:
- 08Ю - способность к вытяжке ВОСВ, ВОСВ-Т, ОСВ, СВ;
- 08кп, 08пс - способность к вытяжке ВГ.
Допускается изготовление проката способности к вытяжке ВГ из стали марки 08Ю.
Марки стали согласно п. 4 ГОСТ 10702-2016:
Согласно п. 4.1 ГОСТ 10702-2016 п рокат изготовляют из стали:
- нелегированной марок: 08кп, 08пс, 08, 10кп, 10пс, 10, 15кп, 15пс, 15, 15Г, 20кп, 20пс, 20, 20Г, 20Г2, 25, 30, 35, 35Г2, 40, 40Г, 40Г2, 45, 45Г, 50;
- легированной марок: 12ХН, 12ХН3А, 15Х, 15ХМ, 15ХФ, 15ХГНМ, 16ХСН, 18Х2Н4МА, 19ХГН, 20Х, 20ХГСА, 20ХГНМ, 25Х2Н4МА (25Х2Н4ВА), 30Х, 30ХМА, 30ХГСА, 30ХН2МФА, 35Х, 35ХГСА, 38ХА, 38ХС, 38ХГНМ, 40Х, 40ХН, 40ХН2МА, 45Х, 50ХН;
- легированной борсодержащей марок: 12Г1РА (12Г1Р), 20Г1Р, 20Г1РА (20Г2Р), 30Г1РА (30Г1Р).
4.2 Химический состав стали должен соответствовать:
- марок 08кп, 08пс, 08, 10кп, 10пс, 10, 15кп, 15пс, 15, 15Г, 20кп, 20пс, 20, 20Г, 25, 30, 35, 35Г2, 40, 40Г, 40Г2, 45, 45Г, 50 — требованиям ГОСТ 1050-2013 «Металлопродукция из нелегированных конструкционных качественных и специальных сталей. Общие технические условия (с Поправкой)» со следующими изменениями.
Массовая доля кремния (Si) должна быть, %, не более:
0,03 - для стали марки 10кп;
0,20 - для стали марок 25, 30, 35, 40 и 45;
0,10 - для стали марок 08пс, 10пс, 15пс и 20пс.
Массовая доля марганца (Mn) в стали марок 25, 30, 35, 40 и 45 должна быть не более 0,60%.
В стали марок 10, 15, 20 допускается снижение нижнего предела массовой доли марганца (Mn) до 0,20%;
Для марок 12ХН3А, 15Х, 15ХМ, 15ХФ, 18Х2Н4МА, 20Х, 20ХГСА, 20ХГНМ, 25Х2Н4МА (25Х2Н4ВА), 30Х, 30ХМА, 30ХГСА, 30ХН2МФА, 35Х, 35ХГСА, 38ХА, 38ХС, 40Х, 40ХН, 40ХН2МА, 45Х, 50ХН — требованиям ГОСТ 4543-2016 «Металлопродукция из конструкционной легированной стали. Технические условия» со следующими изменениями.
Массовая доля кремния (Si) в стали марок 15Х, 15ХФ, 20Х, 30Х, 30ХМА, 35Х, 40Х, 40ХН, 45Х должна быть не более 0,20%.
Массовая доля марганца (Mn) в стали марок 15Х, 20Х и 30Х должна быть не более 0,60%;
- марок 12ХН, 15ХГНМ, 16ХСН, 19ХГН, 20Г2, 38ХГНМ - таблице 1 ГОСТ 10702-2016 ;
- борсодержащей марок 12Г1РА (12Г1Р), 20Г1Р, 20Г1РА (20Г2Р), 30Г1РА (30Г1Р) - таблице 2 ГОСТ 10702-2016 .
Таблица 4 ( ГОСТ 10702-20160) - Твердость проката, поставляемого без термической обработки или в нагартованном состоянии
Твердость НВ, не более
Прокат горячекатаный, горячекатаный со специальной отделкой поверхности и горячекалиброванный
Прокат нагартованный калиброванный и калиброванный со специальной отделкой поверхности
ШТАМПОВЫЕ СТАЛИ
В штампах для холодной штамповки (рис. 1, а) только формообразующие детали, т. е. пуансон и матрицу, изготовляют из инструментальной стали; в штампах для горячей штамповки из инструментальной стали изготовляют или все детали (рис. 1, б), или только вставки (рис. 1, в). В качестве материала для формообразующих деталей штампов применяют инструментальные стали, твердые сплавы, пластмассы и другие материалы.
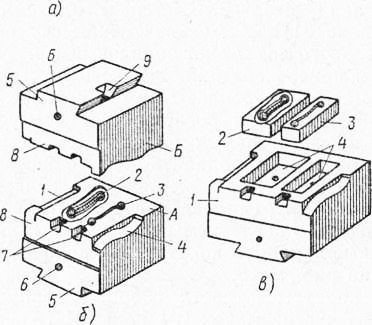
Рис. 1. Виды штампов: а — для холодной штамповки: 1 — нижняя плита, 2 — матрица, 3 — направляющая колонка, 4 пуансон, 5 — верхняя плита, 6 — направляющая втулка; б — две половины цельного штампа для горячей штамповки: А —- нижняя, Б — верхняя; 1 — протяжной ручей, 2 — чистовой ручей, 3 — черновой ручей, 4 — гибочный ручей, 5 — хвостовая часть, 6 — подъемное отверстие, 7 — клещевина, 8 — контрольная сторона, 9 — шпоночный паз; в — сборный штамп для горячей штамповки: 1 •— блок с подготовительными ручьями, 2 — вставка чистового ручья, 3 — вставка чернового ручья, 4 — углубления для вставок
Углеродистые инструментальные стали У7, У8, У9 и У10 пониженной прокаливаемости используют для изготовления матриц и пуансонов штампов для холодной штамповки, имеющих простую форму их рабочего контура (в таких штампах нет резких переходов между элементами; отсутствуют узкие прорези, тонкие перемычки металла между отверстиями и т. п.). Это связано с тем, что стали пониженной прокаливаемости деформируются при закалке, в результате чего образуются трещины.
Пуансоны и матрицы штампов для холодной штамповки более сложной формы делают из сталей марок X, 9ХС, ХВГ , ХГС и других повышенной прокаливаемости.
Пуансоны и матрицы штампов для холодной штамповки весьма сложной формы изготовляют из сталей марок Х12Ф, Х12Т, Х12М высокой прокаливаемости. Эти стали, близкие по своим свойствам к быстрорежущим сталям, содержат около 1% углерода, 12% хрома и около 1% ванадия (титана или молибдена), характеризуются высокими прочностью, износостойкостью, теплостойкостью (около 500°С). Важным достоинством сталей высокой прокаливаемости являются малая деформация и, следовательно, сохранение размеров их рабочего контура при закалке. К недостаткам относятся склонность к карбидной неоднородности и плохая обрабатываемость резанием. Сталь марки Х12Ф почти в 2,5 раза дороже, чем углеродистая сталь марки У10.
Тонкие и длинные пуансоны дыропробивных штампов для холодной штамповки и другие нежесткие детали изготовляют из сталей марок 4ХС, 5ХС, 4ХВ2С, 5ХВ2С и т. п. повышенной вязкости. Снижение хрупкости у этих сталей достигается уменьшением содержания углерода (не более 0,5%), а высокая износостойкость определяется наличием хрома и вольфрама. Теплостойкость сталей этой группы около 300 °С; закаливают их в масле, сквозную закалку получают у образцов диаметром до 50 мм.
Штампы и вставки для горячей штамповки (молотовые штампы) изготовляют из сталей марок 5ХНВ, 5ХНТ, 5ХНС, 5ХНСВ, 5ХНМ и других повышенной вязкости при нагреве. Молотовые штампы обычно имеют большую массу, работают в условиях ударной нагрузки и деформируют металл, нагретый до температуры 900—1200 °С. Поэтому главными требованиями к сталям этой группы являются высокие вязкость, теплостойкость и сопротивление образованию окалины. Рабочий контур этих штампов обычно имеет сложную форму и значительные размеры, что требует возможно большей прокаливаемости и минимальной деформации при закалке. Эти требования обеспечиваются химическим составом сталей, в котором содержится 0,5% углерода, хром, никель и другие легирующиие элементы. Теплостойкость сталей этой группы достигает 500 °С.
Наиболее высокие свойства имеет сталь марки 5ХНМ, из которой изготовляют крупные штампы (наименьшая сторона куба более 400 мм), имеющие сложную форму рабочего контура; твердость таких штампов 36—39 HRC3.
Штампы средних размеров изготовляют из сталей марок 5ХНВ, 5ХНС и 5ХНСВ. Эти стали, легированные вольфрамом или кремнием, по свойствам близким к стали 5ХНМ, но уступают ей по прокаливаемости. Твердость таких штампов 37—42 HRC ,.
Несколько ниже теплостойкость и прокаливаемость у стали марки 5ХНТ, которую применяют для изготовления молотовых штампов малых размеров (наименьшая сторона куба до 300 мм). Твердость таких штампов 41—45 HRQ .
Рабочие детали штампов для горячей штамповки, обладающие малой массой и подвергающиеся при работе нагреву до высоких температур (матрицы для обрезки облоя, тонкие прошивные пуансоны, ножи для горячей резки т. п.), изготовляют из сталей марок ЗХ2В8, 4Х2В8, 4Х8В8 и других повышенной прочности при нагреве. Эти стали имеют высокие прочность, износостойкость, теплостойкость (до 650 °С).
Все более широкое применение для изготовления формообразующих деталей штампов получают твердые сплавы ВКЮ , ВК15, ВК20, ВК25 и ВКЗО . Эти сплавы, отличающиеся от сплавов той же группы, применяемых для режущих инструментов, большим содержанием кобальта (10—30%), характеризуются повышенной прочностью и вязкостью, но пониженной твердостью и износостойкостью.
Твердый сплав применяют для оснащения пуансонов и матриц дыропробивных и вырубных штампов. В электротехнической промышленности такие штампы применяют для листовой штамповки пластин, из которых собирают трансформаторные сердечники, статоры и роторы электродвигателей и другие подобные детали. Выбор марки твердого сплава зависит от прочности листа и его толщины. Чем прочнее материал и толщина листа, тем больше кобальта должен содержать твердый сплав.
Читайте также: