Материалы для газопламенной обработки металлов
Обновлено: 16.05.2024
Методы газопламенной обработки металлов объединяют свыше 30 технологических процессов (рис. 1.). По своему технологическому назначению они могут быть подразделены на четыре основные группы: резка, соединение, нагрев и напыление материалов. Основой этих процессов является использование концентрированного местного источника нагрева высокотемпературным пламенем. К газопламенным методам примыкают процессы газоэлектрической, в том числе плазменной и газолазерной обработки, при которых теплоносителем служит газ, а источником нагрева — плазменная дуга, лазерный луч и т. д.
Разработано высокопроизводительное автогенное оборудование, которое обеспечивает получение надежных и экономичных металлоконструкций, работающих при сложном нагружении, в широком интервале температур и давлений. Газопламенная обработка повсеместно применяется во многих отраслях народного хозяйства и обладает неоспоримыми преимуществами по сравнению с механической обработкой по производительности труда и капитальным затратам. Наиболее характерные области применения основных газопламенных процессов приведены в табл. 1..
В последние годы внедрение этих процессов непрерывно расширяется. Совершенствуются оборудование и аппаратура для их использования. Современные установки и машины для термической резки и напыления материалов характеризуются высокой степенью автоматизации с использованием программного управления н микропроцессорной техники. Вместе с тем энергетические основы процессов, использующих газовое пламя дли местного нагрева обрабатываемого материала, сохраняются прежними.
Газопламенная обработка преимущественно ведется с применением кислорода и горючих газов (ацетилена и его заменителей). Иногда используются смеси кислорода и паров горючих жидкостей (керосина или бензина). Применяемые при газопламенных процессах горючие газы и кислород подаются к месту работы в сжатом состоянии по газопроводам или в стальных баллонах.
До сих пор широко используется выработка ацетилена в передвижных генераторах на месте производства работ. Наиболее распространенными процессами газопламенной обработки являются газовая сварка и кислородная резка. Они сохраняют свое значение для некоторых видов металлообработки, несмотря на успешное развитие электродуговых методов сварки и резки.
Газовая сварка широко используется при сварке стали малой толщины, чугуна, цветных металлов и сплавов. Кислородная резка применяется на поточно-механизированных линиях для высокопроизводительного раскроя листового проката в судостроении, машиностроении и других отраслях металлообработки. Ручная кислородная резка до сих пор повсеместно используется для разделки металла в цеховых условиях, при ремонте, монтаже и в строительстве.
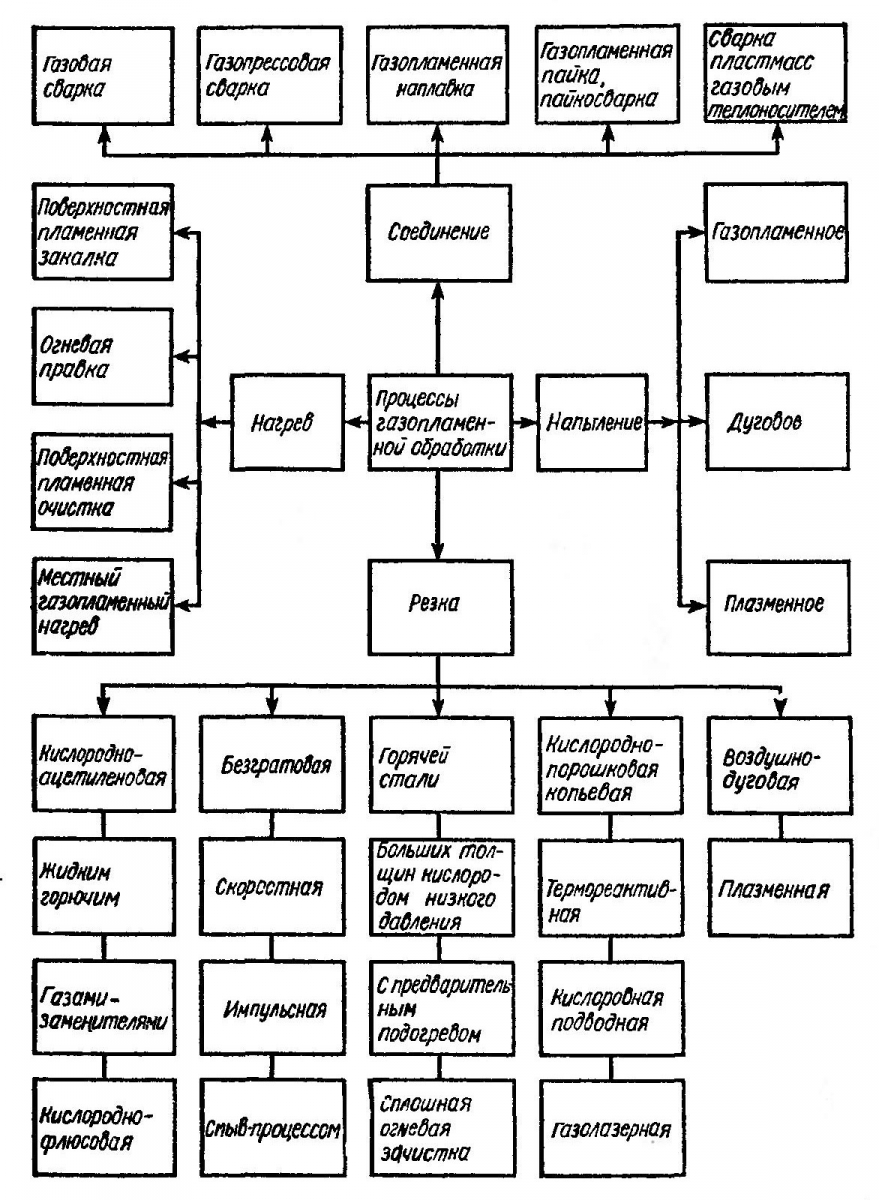
Рис 1. Структура процессов газопламенной обработки
Таблица 1. Области применения основных процессов газопламенной обработки металлов.
Ручная кислородная резка
Разделительная резка низкоуглеродистой и низколегированной стали толщиной 3- 300 мм
Разделительная резка низкоуглеродистой стали толщиной от 300 до 800 мм
Разделительная резка скрапа. лома и низкоуглеродистой стали толщиной до 200 мм
Разделительная резка высоколегированной стали
Поверхностная зачистка местных дефектов на заготовках из низкоуглеродистой и низколегированной стали
Машинная кислородная резка
Заготовительная прямолинейная резка
Точная фигурная вырезка заготовок и деталей из листовой низкоуглеродистой стали толщиной до 100 мм
Обрезка торцов труб в цеховых и полевых условиях (диаметром от 194 до 1420 мм)
Резка стали большой толщины (до 2000 мм)
Разделительная резка блюмсов и слябов на установках непрерывной разливки стали
Сплошная поверхностная зачистка блюмсов и слябов в потоке прокатки
Машинная плазменная резка
Точная фигурная вырезка заготовок и деталей из листовой низкоуглеродистой высоколегированной стали толщиной до 80 мм и алюминия толщиной до 100 мм
Машинная лазерная резка
Точная фигурная вырезка деталей и заготовок из листов
Сварка стали малой толщины, чугуна, цветных металлов и сплавов
Ручная газопламенная пайка
Пайка легкоплавким и тугоплавкими припоями, низкотемпературная пайкосварка чугуна чугунными припоями
Машинная газопламенная пайка
Механизированная высокопроизводительная пайка деталей из медных сплавов
Наплавка цветных металлов и твердых сплавов на стальные и чугунные изделия
Тонкослойная наплавка износостойких покрытий из порошковых твердосплавных материалов
Газопламенный нагрев, правка и очистка
Нагрев до 300°С изделий из черных и цветных металлов и неметаллических материалов, а также для оплавления поверхности битумной гидроизоляции
Правка металлоконструкций до и после сварки
Пламенная очистка поверхности металла от ржавчины, окалины и краски
Газопламенное напыление покрытий
Нанесение покрытий из цинка, алюминия, стали и других материалов для защиты металлоконструкций от коррозии, повышения износостойкости деталей и восстановления их размеров
Нанесение покрытий из порошков цинка и термопластических материалов с температурой плавления до 800°С для защиты от коррозии и уплотнения поверхностей
Нанесение покрытий из самофлюсующихся твердых сплавов, оксида алюминия и других материалов для повышения износостойкости деталей
Материалы для газопламенной сварки
Пламя, обладающее высокой температурой, необходимое для газопламенной сварки, образуется при сгорании горючих газов или паров в смеси с техническим кислородом. При нормальных условиях кислород представляет собой газ без цвета, запаха и вкуса. Но при низких температурах газообразный кислород может перейти в жидкое состояние и даже превратиться в твердое вещество. Сам кислород не токсичен, не горит, но активно поддерживает горение других веществ, при котором выделяется большое количество тепла.
Соединения кислорода с горючими веществами в большой концентрации может привести к воспламенению и даже взрыву при наличии открытого огня или искры, а в сжатом состоянии при контакте с парами масел, жиров и других горючих веществ — к самовоспламенению. Получают технический кислород из атмосферного воздуха или электролизом воды. Основные физические свойства кислорода приведены в таблице 1.
Хранение и транспортировка жидкого кислорода производится в специальных транспортных резервуарах, имеющих хорошую тепловую изоляцию. К потребителю кислород поступает в баллонах под давлением, создаваемым при помощи компрессоров. Согласно ГОСТ 949-73 давление кислорода в баллонах должно быть 15±0,5 МПа или 20±0,1 МПа. При температуре от -50 до +30°С давление в баллонах должно соответствовать величинам, приведенным в таблице 2.
Хранение и транспортировка баллонов с жидким кислородом при температурах выше +60°С недопустимо.
Таблица 1. Основные физические свойства кислорода
| Показатель | Параметры |
| Молекулярная масса | 32 |
| Масса 1м3 при 0°С и давлении760ммрт. ст.,кг | 1,43 |
| То же при 20°С и давлении7 60 мм рт. ст., кг | 1,33 |
| Критическая температура, °С | -118,8 |
| Температура кипения при 760 мм рт. ст., °С | -182,97 |
| Критическое давление кгс/см2 | 51,35 |
| Масса 1л жидкости кислорода прои -182,97°С и760ммрт. ст.кг | 1,13 |
| Количество кислорода, получаемого из 1л жидкого,л | 850 |
| Температура плавления при 760 ммрт. ст.,°С | -218,4 |
Примечание : критическая температура — это наивысшая температура превращения газа в жидкость. Необходимое для этого давление называется также критическим.
Таблица 2. Величины давления в баллонах при температурах от -50 до +30°С
| Температура газа, °С | Давление в баллоне при первоначальном давлении 15Мпа ±0, 5 при20°С | Давление в баллоне при первоначальном давлении 20Мпа ±0,1 при20°С |
| -50 | 9,3 | 12,3 |
| -40 | 10,2 | 13,5 |
| -30 | 11,1 | 14,6 |
| -20 | 11,9 | 15,8 |
| -10 | 12,7 | 16,9 |
| 0 | 13,5 | 17,9 |
| +10 | 14,3 | 19,0 |
| +20 | 15,0 | 20,0 |
| +30 | 15,7 | 21,0 |
Ацетилен
Ацетилен (С2Н2) - химическое соединение углерода и водорода, в нормальном состоянии представляющее собой бесцветный горючий газ с резким запахом. Ацетилен легче воздуха и при температуре 20°С один его м³ имеет массу 1,09 кг. Низкая температура ацетилена (240 - 630°С) делает этот газ взрывоопасным в соединении с кислородом. Так, при атмосферном давлении смесь ацетилена с воздухом становится взрывоопасной при содержании ацетилена 2,2%. Ацетилен токсичен и при вдыхании его вызывает головокружение, тошноту и даже отравление.
Сгорание ацетилена в смеси с техническим кислородом сопровождается высокой температурой, достигающей 3200°С. Основные физические свойства ацетилена приведены в таблице 3.
Технический ацетилен получают двумя способами:
Из карбида кальция действием на него водой в специальных ацетиленовых генераторах.
Из углеводородных продуктов, содержащихся в природных газах, нефти и торфосланцах.
В сварочных работах, выполняемых на строительных площадках, в условиях мелких мастерских и т.д. большее распространение получил первый способ. Однако в промышленном производстве все большее распространение получает второй способ, как более прогрессивный и рентабельный.
Газообразный ацетилен может растворяться в таких жидкостях, как вода, бензол, бензин, но чаще всего его растворяют в ацетоне.
Поэтому растворенным называют ацетилен, находящийся в баллоне, заполненном пористой массой, пропитанной ацетоном. При наполнении такие баллоны искусственно охлаждают. При открывании вентиля на баллоне ацетилен начинает выделяться из ацетона в виде газа. Растворение ацетилена применяют для его длительного хранения и транспортировки, так как в жидком и твердом состоянии он взрывоопасен.
Таблица 3. Физические свойства ацетилена
| Показатель | Величина показателя |
| Молекулярная масса | 26 |
| Масса 1м³ при 0ºС и давлении 760 мм рт. ст. ,кг | 1,17 |
| Тоже при 20°С | 1,09 |
| Критическая температура, °С | 35,9 |
| Критическое давление кгс/см2 | 61,6 |
| Температура кипения при 760 ммрт. ст., °С | -81,8 |
| Температура затвердевания при 7 60 мм рт. ст.,°С | -85 |
Карбид кальция
Карбид кальция - кристаллическое вещество (СаС2) темно-серого или темно-коричневого цвета с удельным весом от 2,3 до 2,53 г/см³. При взаимодействии с парами воды, находящимися в атмосферном воздухе, имеет характерный (чесночный) запах. При взаимодействии с водой карбид кальция разлагается с образованием ацетилена и гашеной извести. Из 1 кг химически чистого карбида кальция теоретически можно получить 372 дм³ ацетилена, однако наличие примесей снижает этот показатель до 280 дм³. Процесс разложения карбида кальция в воде происходит по следующей реакции:
СаС2 + Н2О = С2Н2 + Са(ОН)
Карбидная пыль при смачивании водой разлагается почти мгновенно, поэтому применять ее в ацетиленовых генераторах невозможно. Для этого используют кусковый карбид кальция, загружая им ацетиленовый аппарат. В зависимости от размеров кусков и сортности карбида кальция получают фактический выход ацетилена, отраженный в таблице 4.
Таблица 4. Выход ацетилена и карбида кальция
Продолжительность разложения карбида кальция зависит от его грануляции и температуры, при которой происходит разложение. Для охлаждения ацетилена при разложении карбида кальция берут от 5 до 20 дм3 воды на 1 кг карбида кальция. Кроме того, иногда применяют «сухой» способ разложения , когда на 1 кг мелко раздробленного карбида кальция в генератор подают 0,2 — 1 дм³ воды.
Барабаны с карбидом кальция должны сохраняться в помещениях, которые отвечают следующим условиям:
помещение должно быть закрытым, сухим, построенным из негорючих материалов, защищенным от попадания влаги, хорошо проветриваться и иметь легкую кровлю, которую периодически проверяют на целостность.
в помещении не должно быть водопровода, канализации, а также водяного и парового отопления;
уровень пола в помещении должен быть на 0,2 м выше отметки наружной планировки;
помещение должно оборудоваться средствами противопожарной защиты.
Барабаны с карбидом кальция могут складироваться как в горизонтальном, так и в вертикальном положении. Помещения, где складируется карбид кальция, должны оборудоваться средствами механизации. Пустая тара из-под карбида кальция должна сохраняться в специальных местах вне производственных помещений.
Запрещается складировать карбид кальция в подвалах и местах, где существует угроза затопления, нельзя сохранять открытые или поврежденные барабаны с карбидом кальция. Открывать барабаны с карбидом кальция следует латунным зубилом и молотком, а запаянные барабаны - специальным режущим приспособлением. Место реза должно предварительно смазываться жировой смазкой слоем от 3 до 5 мм, что предотвращает появление искр. Открывать барабаны, развешивать карбид кальция, отсеивать мелкие фракции и пыль нужно в отдельных специальных помещениях. Просыпанный карбид кальция следует тщательно убрать.
Открытые или не полностью использованные барабаны с карбидом кальция закрывают водонепроницаемыми крышками. Открытым может быть только один барабан. В случае возникновения пожара в помещении, где хранится карбид кальция, нельзя пользоваться для тушения огня водой.
Пропан-бутановые смеси
Пропан-бутановые смеси состоят из пропана (C3H8) с примесью бутана (С4Н10) в количестве от 5 до 30%. Их получают при переработке нефти или добыче природного газа. Для сварочных работ эти смеси поставляется в баллонах в сжиженном состоянии. Из сжиженного состояния пропан-бутановая смесь переходит в газообразное при температуре -40°С при нормальном атмосферном давлении или при нормальной температуре, но при пониженном давлении. Условия перехода пропана и бутана в жидкое состояние отражены в таблице 5.
Таблица 5. Переход пропана и бутана в жидкое состояние
| Температра, °С | Давление, при котором газ переходит в жидкое состояние, кг/см2 | |
| Пропан | Бутан | |
| -20 | 2,7 | 0,45 |
| 110 | 3,7 | 0,68 |
| 0 | 4,8 | 0,96 |
| +10 | 6,4 | 1,5 |
| +20 | 8,5 | 2,1 |
| +40 | 14,3 | 3,9 |
Испарение 1 кг пропан-бутановой смеси освобождает до 0, 535 м³ паров, которые в смеси с кислородом образуют сварочное пламя. При работе с пропан-бутановыми смесями следует учитывать, что этот состав тяжелее воздуха, поэтому при утечках скапливается в низменных местах и углублениях.
При большой концентрации такой смеси в атмосферном воздухе она становится взрывоопасной. Для своевременного обнаружения таких скоплений в смесь добавляют специальное вещество, имеющее неприятный специфический запах. Баллоны, предназначенные для хранения и транспортировки пропан-бутановой смеси заполняют не полностью, так как, испаряясь, смесь создает большое давление, что может привести к разрушению баллона и взрыву.
Переход из жидкого состояния в газообразное происходит самопроизвольно в верхней части баллона. Температура пламени, образованного пропан-бутановой смесью с кислородом, ниже температуры ацетиленового пламени, поэтому для сварки сталей такая смесь используется редко. Большей частью такие смеси применяют при газовой резке и пайке или при сварке металлов с низкой температурой плавления.
Водород
Водород — представляет собой газ без цвета и запаха. Его получают в специальных генераторах воздействуя серной кислотой на железную стружку и цинк. Этот горючий газ в смеси с кислородом образует взрывчатую смесь, называемую гремучим газом. Хранят и транспортируют водород в сжиженном состоянии, в которое он переходит при температуре -253°С. Водород в газообразном состоянии легко проникает через любые неплотности, поэтому баллоны, трубопроводы и запорная арматура должны отвечать высоким требованиям герметичности. При сгорании водорода пламя практически не светится и не имеет четких границ.
Бензин и керосин
Бензин и керосин - представляют собой жидкости, получаемые при переработке нефти. При нормальной температуре и атмосферном давлении они легко испаряются и в газопламенной обработке металлов используются в виде паров. Для испарения бензина или керосинка горелки снабжают специальными испарителями или распылителями. Чаще всего эти жидкости используют для резки металлов, заменяя ацетилен. При этом вместо 1 м³ ацетилена расходуется 1,3 кг керосина.
Кроме этого для газопламенной обработки могут применять природный газ, нефтяной газ, окись углерода и т.д. Все эти газы в смеси с кислородом или атмосферным воздухом при определенном их соотношении образуют взрывоопасные смеси, что следует учитывать в процессе работы. Пределы взрываемости газов и паров горючих газов и жидкостей в смеси с воздухом и кислородом приведены в таблице 6.
Таблица 6. Пределы взрываемости газов, паров и жидкостей
Сварочная проволока и другие присадочные материалы
В качестве присадочных материалов при газопламенной сварке применяют сварочную проволоку или литые прутки, которые по своему химическому составу должны быть близкими к основному материалу. Нельзя в качестве присадочных материалов применять случайную проволоку, так как это скажется на качестве сварного соединения. Присадочные материалы должны отвечать следующим требованиям:
- температура их плавления должна быть несколько меньше температуры плавления основного материала
- химический состав должен соответствовать химическому составу основного материала
- поверхность должна быть ровной и чистой, без окалины, ржавчины, масла и жировых отложений
- плавление должно происходить ровно, без разбрызгиваний и испарений
- после кристаллизации наплавленный металл должен обладать хорошей плотностью без раковин, пор, шлаковых включений и т.д.
Применение в качестве присадочного металла различных полосок недопустимо, так как это влечет за собой неравномерную ширину сварочного шва и его неоднородность, что сказывается на качестве сварного соединения. Вместо сварочной проволоки допускается применение пруткового материала, прошедшего калибровку. При газовой сварке цветных металлов и нержавеющих сталей в виде исключения допускается применение полосок, своим химическим составом сходных с основным металлом.
Стальная проволока, предназначенная для сварки, поставляется в бухтах с обязательной маркировкой в виде бирок, на которых указаны: марка провода, ее диаметр, покрытие и т.д. Низкоуглеродистая и легированная проволока может иметь омедненную поверхность, предназначенную для защиты от атмосферного воздействия. Размеры и масса мотков проволоки приведены в таблице 7.
Таблица 7. Размеры и масса сварочной проволоки
| Диаметр проволоки, м | Внутренний диаметр мотка, мм | Масса мотка проволоки (неменее), кг | ||
| Из углеродистой стали | Из легировнной стали | Из высокорелегированной стали | ||
| 0,3-0,8 | 150-350 | 2 | 2 | 1,5 |
| 1,0-1,2 | 250-400 | 15 | 10 | 6 |
| 1,4-2,0 | 250-600 | 20 | 15 | 8 |
| 2,5-3,0 | 400-700 | 30 | 20 | 10 |
| 4,0-6,0 | 500-700 | 30 | 20 | 10 |
| 6,5-8,8 | 500-700 | 30 | 20 | 15 |
Для сварки цветных металлов промышленность выпускает сварочную проволоку с соответствующим химическим составом. Так, проволока для сварки алюминия и его сплавов выпускается диаметром от 0,8 до 12,0 мм. Она может быть тянутой или прессованной. Поставляется в бухтах, которые упаковываются во влагонепроницаемые пакеты. К каждой бухте крепится бирка, на которой указывают изготовителя, номер упаковки, условное обозначение проволоки, масса мотка и предупреждение: «Боится сырости и ударов». Химический состав проволоки должен соответствовать свариваемому сплаву.
Проволока на медной основе выпускается в бухтах и прутками. Она может быть в отожженном (мягком) и в твердом состояниях. Предусматривается следующая маркировка проволоки на медной основе:
Флюсы
Флюсы - в газопламенной сварке и пайке используют для раскисления расплавленного металла и удаления из сварочной ванны образующихся окислов и неметаллических включений. Под действием высоких температур флюсы связывают оксиды химическим путем с образованием легкоплавких соединений или растворяют их в сварочной ванне, а образующиеся при этом шлаки всплывают. Образовавшаяся на поверхности сварочной ванны шлаковая пленка защищает металл от окисления при контакте с атмосферным кислородом.
Состав флюсов подбирают в зависимости от химических реакций, преобладающих в сварочной ванне. Так, если в сварочной ванне преобладают основные оксиды, то используют кислые флюсы. Если же реакция сварочной ванны кислая (SiO, и др.), то флюс должен быть основным. Физические свойства наиболее часто применяемых флюсов приведены в таблице 8.
Флюсы вводят в сварочную ванну рукой, ложкой, составляют в виде паст, которые наносят на свариваемые кромки в виде газов, вводимых непосредственно в сварочное пламя и т.д.
Газовая резка металлов
Под газопламенной резкой (чаще ее называют кислородной) понимают способ разделения металла по прямому или криволинейному контуру. Метод основан на использовании для нагрева смесь горючих газов с кислородом и экзотермической (с выделением тепла) реакции окисления металла. Суть кислородной резки заключается в сгорании железа в струе чистого кислорода, нагретом до температуры, близкой к плавлению. Для удаления оксидов железа из зоны реза используется кинетическая энергия режущего кислорода. Сам процесс резки включает в себя стадию подогрева металла ацетиленовым (или другим заменителем) пламенем и непосредственную резку струей режущего кислорода.
По характеру и направленности кислородной струи различают три основных вида резки: разделительная, при которой образуются сквозные резы, поверхностная, при которой снимают поверхностный слой металла, кислородное копье, заключающееся в прожигании в металле глубоких отверстий. Процесс кислородной резки представлен на рис.1. Металл 3 нагревается в начальной точке реза до температуры воспламенения (в кислороде для стали до 1000 - 1200°С) подогревающим ацетилено-кислородным пламенем 2, после «его направляется струя режущего кислорода 1 и металл начинает гореть с выделением значительного количества тепла.
Выделяемое тепло Q вместе с пламенем резака разогревают нижние слои металла на всю его толщину. Роль подогревающего пламени в процессе резки меняется в зависимости от толщины разрезаемого металла. Так, при толщине металла до 5 мм подогревающее пламя занимает до 80% в общем количестве тепла, участвующего в процессе резки.
С увеличением толщины металла роль подогревающего пламени в балансе температур падает, и при толщине 50 мм и более доля подогревающего пламени падает до 10%. В результате взаимодействия расплавленного металла с кислородом образуются оксиды железа 5, которые вместе с расплавленным металлом удаляются из зоны реза кинетической энергией струи кислорода 1.
Для обеспечения стабильности процесса и нормальной резки металла необходимо, чтобы в зоне реза выполнялись следующие условия:
- мощность источника тепла должна быть достаточной для нагрева металла до температуры, при которой происходит реакция сгорания металла;
- количество тепла, выделяемое при сгорании металла в струе кислорода, должно обеспечивать непрерывность процесса;
- реакция окисления металла должна происходить при температуре меньшей, чем требуется для плавления;
- температура плавления металла должна быть выше температуры образовавшихся оксидов. В противном случае пленка тугоплавких оксидов изолирует металл от кислорода;
- текучесть образовавшихся оксидов должна быть такой, чтобы они легко выдувались струей режущего кислорода;
- теплопроводность металла не должна быть высокой, иначе процесс резки может прерваться из-за интенсивного теплообмена.
Далеко не все металлы обладают свойствами, удовлетворяющими все эти условия, поэтому кислородная резка для некоторых из них становится невозможной. К примеру, большая теплопроводность меди не обеспечивает условий для нагрева до температуры реакции сгорания металла, что затрудняет начальный этап резки. Поэтому мощности газовых резаков недостаточно для разрезания меди, которую режут дуговой сваркой. Стали с большим содержанием хрома, магния и никеля, а также алюминий образуют тугоплавкую пленку оксидов, которая препятствует контакту металла с кислородом, что затрудняет кислородную резку.
Чугун, содержащий более 1,7% углерода, кислородной резкой не обрабатывается. Это. объясняется тем, что температура плавления чугуна ниже температуры плавления образующихся оксидов, поэтому металл удаляется из зоны реза без характерного окисления. Кроме того, образующиеся при нагреве оксиды имеют низкую текучесть и с трудом удаляются струей кислорода.
Лучше всего подходит для кислородной резки углеродистая сталь, которая удовлетворяет всем условиям, необходимым для поддержания непрерывности процесса. Влияние примесей в стали на процесс кислородной резки отражено таблице.
Влияние примесей стали на процесс кислородной резки
| Элемент | Влияние на процесс резки |
| Углерод | При содержании до 0, 4% процесс резки не гсудаается, при более высоком содержании ухудшается, а при содержании 1-1,25%- становится невозможным |
| Марганец | Содержание до 0,4% на процесс резки заметно не ыгаяет. При более высоком содержании процесс резки затрудняется, а при 14% становится |
| Кремний | Содержание в количестве, обычном для сталей отрицательного влияния на процесс резки не оказывает. При повышенном содержании процесс усложняется, а при содержании более 4% -становиться невозможным |
| Фосфор и сера | В обычных количествах отрицательного влияния не оказывает |
| Хром | Содержание до 4-5% отрицательного влияния на процесс резки не оказывает. При большем Содержании процесс резки становится невозможным и требует применения флюса. |
| Никель | Содержание до 7-8% отрицательного влияния на процесс резки не оказывает. С увеличением содержания процесс резки услажняется. |
| Молибден | Содержание до 0,25% отрицательного влияния на процесс резки не оказьвает. |
| Вольфрам | Содержание до 10% отрицательного влияния на Процесс резки не оказывает. При более вьсоком содержании процесс резки затрудняется, а при 20% |
| Ванадий | В обычных количествах отрицательного влияния не оказывает |
| Медь | Содержание до 0,7% влияния на процесс резки не оказывает |
| Алюминий | Содержание до 0,5 % влияния на процесс резки не оказавает |
| Рис. 1. Кислородная резка: 1 — струя кислорода; 2 — подогревающее пламя; 3 — металл; 4 — зона реза; 5 — оксиды железа | Рис. 2. Резка по прямой линии |
Технология газокислородной резки
Технологию газокислородной резки рассмотрим на примере использования вставного резака. Установку для газокислородной резки готовят так же, как и для газовой сварки. Вставной резак присоединяют к стволам горелки и устанавливают рабочее давление кислорода и ацетилена, равное значениям, рекомендуемым для данного размера мундштука. Для зажигания факела полностью открывают вентили подачи кислорода и примерно наполовину — вентиль подачи ацетилена. Пламя устанавливают, вращая вентиль подачи кислорода на вставном резаке. Пламя проверяют, нажимая на секунду рычаг подачи кислорода, и при необходимости выполняют регулировку.
На разрезаемой детали мелом наносят линию реза и устанавливают ее на верстак, закрепив при необходимости струбцинами или другим доступным способом. Для удобства можно укрепить вдоль линии реза (на расстоянии примерно 6 мм) направляющий уголок (рис. 2). Прижав боковую сторону горелки к направляющему уголку, делают два — три медленных прохода вдоль линии реза. Для обеспечения устойчивости можно опереться предплечьем рабочий верстак. Металл в начале реза разогрева до ярко-красного цвета, затем, полностью открыв рычагом (или вентилем в другой конструкции) подачу кислорода и начинают медленно перемещать пламя резака вдоль нанесенной линии.
Криволинейные контуры или отверстия режут методике, показанной на рис. 3. Для удобства перемещения резака его устанавливают на лев руку. Для резки отверстий сначала намечают её контуры, а затем прожигают внутри отверстие, из которого проводят рез до контуров, обведенных линией. После этого продолжают резку окружности.
| Рис. 3. Резка криволинейного контура | Рис. 4. УГПР — Установка кислородно-флюсовой резки. 1 — тележка; 2 — циклон; 3 — флюсопитатель; 4 — редуктор кислорода; 5 — резак; 6 — шланги |
Высококачественная скоростная резка достигается наклоном резака под острым углом и применением специальных мундштуков, у которых имеется три отверстия для режущего кислорода. Центры этих отверстий образуют равнобедренный треугольник, вершиной которого служит отверстие, предназначенное для основной режущей струи. Режущая струя осуществляет резку и проходит первой. Две вторые струи, перемещаясь вслед за основной, осуществляют зачистку образовавшихся кромок. К недостаткам этого вида резки относят большую ширину реза и невозможность прохода по криволинейным контурам.
Кислородно-флюсовую резку выполняют при резке легированных сталей. Для этого вместе с кислородом вводят порошкообразный флюс, при сгорании которого выделяется дополнительное тепло, что увеличивает температуру в зоне резки. В качестве флюса чаще всего используют железный порошок, которым заполняют специальный флюсопитатель, обеспечивающий подачу и регулировку расхода. Продукты сгорания флюса взаимодействуют с оксидами, образуя жидкотекучие шлаки, которые легко удаляются из зоны реза. Лучше всего подаются кислородно-флюсовой резке хромистые и хромоникелевые стали. Этим же методом можно резать и чугун. Резка сплавов на медной и алюминиевой основе затруднительна и требует последующей механической обработки. Для механизации работ по кислородно-флюсовой резке существует установка УГПР (рис. 4). Сама установка состоит из бачка флюсопитателя с редуктором ДКС-66, смонтированных на тележке, универсального резака Р2А-01 в блоке с узлом подачи флюса. Флюс подается кислородом. Применяемая марка флюса - ПЖ (железный порошок). При резке подобных сплавов выделяется большое количество вредных паров и газов, что может оказать отрицательное влияние на здоровье резчика. Поэтому рабочее место должно хорошо вентилироваться, а при больших объемах работ может применяться дополнительная защита органов дыхания респиратором. Поверхностная резка (рис. 5) позволяет снять с основного металла слой нужной толщины.
| Рис. 5. Поверхностная резка: 1 — мундштук; 2 — шлак; 3 — канавка | Рис. 6. Прожигание бетона кислородным копьем: 1 — бетон; 2 — копье; 3 — защитный экран; 4 — ручка подачи и вращения копья; 5 — подача кислорода; 6 — подача воздуха с флюсом. |
Для этого мундштук резака направляют к поверхности под углом 15 — 40°. Металл, расположенный вперед кислородной струи, нагревается перемещающимся нагретым шлаком и выдувается из зоны реза. Струю режущего кислорода подают с меньшей скорость чем при разделительной резке, что обеспечивает сгорание лишь поверхностных слоев металл Подобной резкой можно снимать полностью слой ил вырезать канавки, нужные для технологических целей.
Резку кислородным копьем (рис.6) можно выполнять по металлу, бетону или железобетон. Для этого к рукоятке с вентилем для кислород подсоединяют тонкостенную стальную трубку наружным диаметром 20 — 35 мм и подают к месту реза. До начала реза трубку нагревают газовой горелкой или электрической дугой до температуры, при которой происходит воспламенение кислорода.
Затем по трубке к месту реза направляют кислород, который, воспламеняясь, образует копье. Кислородное копье с большим усилием прижимают к нужному месту, прожигая отверстие. В процессе прожигания копью придают возвратно-поступательное и вращательное движение. Образовавшиеся при этом шлаки выдуваются через зазоры, образованные между стенками отверстия и копьем.
Газовая сварка. Справочник
При газовой сварке расплавление основного и присадочного металла осуществляется в результате использования тепла, которое выделяется при сгорании в атмосфере кислорода горючих газов, паров бензина или керосина в специальных горелках. Регулируя соотношение горючих веществ и кислорода, можно получить различные виды пламени: нормальное (восстановительное), окислительное и науглероживающее, и за счет этого выполнять сварку без дополнительных покрытий или флюсов. Газовую сварку применяют, главным образом, при небольших объемах работ, изготовлении тонкостенных изделий, трубопроводных и сантехнических работах и т.д.
1. Газы для газопламенной обработки, их свойства и условия хранения
Для сварки используют горючие вещества, свойства которых приведены в табл. 1, а возможности их использования при сварке различных материалов — в табл. 2.
Наибольшая температура достигается при сгорании газов в атмосфере кислорода — газообразного 1, 2, 3 сорта согласно ГОСТ 5583-78 и жидкого 1 и 2 сорта по ГОСТ 6331-78.
Таблица 1. Свойства горючих газов, их заменителей, кислорода и условия их хранения
*1 При подогревании смеси.
Таблица 2. Возможность использования различных горючих веществ для газовой сварки материалов
- «+», «–», «±» — использование данного горючего газа целесообразно, нецелесообразно и ограничено соответственно.
- Для сварки используется осветительный керосин. При работе на тракторном керосине сварочная аппаратура забивается смолистыми веществами.
2. Оборудование и аппаратура для сварки
Основным инструментом газосварщика является сварочная горелка — устройство для смешивания горючего газа или паров горючей жидкости с кислородом и создания сварочного пламени (табл. 3). Технические характеристики безынжекторных и инжекторных горелок согласно ГОСТ 1077-79 приведены в табл. 4 и 5, сварочных горелок, работающих на газах (заменителях ацетилена), — в табл. 6.
Кроме того, практикуется использование специальных комплектов для сварочных и резательных работ (табл. 7).
Таблица 3. Технические характеристики универсальных ацетилено-кислородных горелок
*1 Горелка типа Г1 — безынжекторные, остальных типов — инжекторные.
*2 Горелка ГС-4 предназначена для подогрева. Конструкция горелки Г2-04 подобна конструкции ранее выпускающимся горелкам Г2-02, «Звездочка», «Малютка».
Таблица 4. Техническая характеристика безынжекторных горелок типа Г1
Таблица 5. Технические характеристики инжекторных горелок
Таблица 6. Технические характеристики горелок сварочных на газах — заменителях ацетилена
*Горелка ГЗУ-3 универсальная; ГЗУ-4 — для сварки чугуна и цветных металлов (кроме меди), а также наплавки, пайки, нагрева; ГД-Д1 — газовоздушная горелка с максимальной температурой нагрева до 700 о С, массой 0,35 кг.
Таблица 7. Газосварочные комплекты
Примечание. В состав комплекта КГС-1-72 входят горелка Г2-04 и резак вставной РГМ-70, комплекта КГС-2А — горелка Г3-03 и резак вставной РГС-70. В оба комплекта входят сменные наконечники, мундштуки и футляр.
Для питания горелок ацетиленом используют как баллонный, так и газ передвижных генераторов (табл. 8). В зависимости от размеров кусков карбида кальция выход ацетилена составляет 210…375 л/ч при времени разложения 5…13 мин.
Таблица 8. Технические характеристики передвижных генераторов ацетилена
В стационарных условиях пользуются специальными газоразборными постами (табл. 9).
Таблица 9. Технические характеристики газоразборных постов
Сварка с использованием флюса выполняется с помощью специального поста УФП-1, который осуществляет подачу в пламя горелки паров флюса БМ-1, при сгорании которых образуется флюсовое вещество — оксид бора.
Пост УФП-1 включает газораздаточные посты ПГУ-5 и ПГК-10, флюсопитатель ФГФ-3, осушитель ацетилена ОАФ-3, экономизатор и рукава. Наибольший расход кислорода и ацетилена — 3,2 м 3 /ч, флюса — 30…100 г на 1 м 3 горючего газа, емкость резервуара флюсопитателя — 5,2 л, масса силикагеля в осушителе — 5,3 кг.
Для мелких работ используют переносные установки, например ПГУ-3 (табл. 10).
Таблица 10. Технические характеристики переносной установки ПГУ-3 для сварки, пайки и резки металлов
К баллону присоединяется редуктор для снижения давления газа до рабочего значения; его тип выбирается в зависимости от заданного расхода газа (табл. 11, 12).
Таблица 11. Характеристики редукторов для малых расходов газа (для сварки горелкой ГС-1 с наконечником 000,00,0)
Таблица 12. Характеристики редукторов для газопламенной обработки
Примечание. Цифра в обозначении типоразмера — наибольшая пропускная способность (м 3 /ч) при наибольшем рабочем давлении. Первая буква — назначение редуктора: Б — баллонный, С — сетевой, Р — рамповый, Ц — центральный (магистральный), У — универсальный высокого давления. Вторая буква — редуцируемый газ: К — кислород, А — ацетилен. П — пропан, В — воздух, М — метан. Третья буква — код числа ступеней редуцирования и способа задачи рабочего давления: О — одноступенчатый с пружинным заданием, З — одноступенчатый со специальным задатчиком, Н — одноступенчатый с заданием рабочего давления от специальных пневмокамер, Д — двухступенчатый.
Газы из баллона подаются к резаку по специальным рукавам(табл. 13.), на их пути после редуктора устанавливают предохранительные устройства для зашиты сварочных постов — постовые затворы (наиболее компактным и надежным из них является ЗСУ-1) и обратные клапаны (табл. 14). Последние используют при работе на газах — заменителях ацетилена АЗС-1, АЗС-3 и для горючих жидкостей ЛКО-1.
Обратные клапаны типа ЛЗС и жидкостные предохранительные затворы — защитные устройства гравитационного действия, они должны устанавливаться строго вертикально, а обратный клапан ЛКО присоединяться к рукоятке керосинореза.
Таблица 13. Рукава для газовой сварки и резки (ГОСТ 9356-75)
Пламегасители (табл. 14) устанавливаются на входных штуцерах рычагов, горелок, напыляющих устройств стационарных машин и установок для газопламенной обработки и служат препятствием для попадания обратного удара пламени в рукав, соединяющий огневую аппаратуру с предохранительным устройством (основным затвором или газовым коллектором газопотребляющего агрегата).
Таблица 14. Технические характеристики предохранительных устройств
3. Материалы и технология сварки сталей
Ниже перечислены основные параметры режима газовой сварки.
- Тепловая мощность сварочного пламени определяется расходом ацетилена, который проходит через горелку за один час и регулируется сменными наконечниками горелки; мощность можно подсчитать по формуле: QА= А s, где QА — расход ацетилена, л/ч; s — толщина металла, мм; А — эмпирический коэффициент: для углеродистых сталей А = 100…130, для меди А = 150…200, для алюминия А = 100…150. Мощность горелки при правом способе сварки выбирают из расчета 120…150 л/час ацетилена, а при левом —100…130 л/ч на 1 мм толщины свариваемого металла.
- Способ сварки — правый и левый. При правом способе сварку ведут слева направо, пламя направляют на сваренный участок шва, а присадочную проволоку перемещают вслед за горелкой. Этот способ обеспечивает лучшую защиту сварочной ванны от кислорода и азота воздуха, большую глубину провара, замедленное охлаждение металла шва; производительность выше на 20…25 %, а расход газа на 15…20 % меньше. При левом способе сварку ведут справа налево, пламя направляют на еще незаваренные кромки металла, а присадочную проволоку перемещают впереди пламени. При этом сварщик лучше видит свариваемый металл: предварительный подогрев кромок способствует хорошему перемешиванию сварочной ванны. Применяется для сварки тонколистовых и легкоплавких металлов.
- Вид пламени зависит от соотношения β = vO2 : vC2 H2. Для нормального пламени β = 1…1,3; для окислительного пламени β > 1,3; для науглероживающего пламени β < 1,1. Газосварщик устанавливает и регулирует вид пламени на глаз. Нормальным пламенем сваривают большинство сталей, окислительным пользуются при сварке латуни, науглероживающим сваривают чугун.
- Марка и диаметр присадочной проволоки. Марка проволоки должна соответствовать составу свариваемого металла; диаметр ее выбирают в зависимости от толщины свариваемого металла и способа сварки. При правом способе d = s/2, но не более 6 мм, при левом способе d = s/2 + 1, где s — толщина металла.
- Скорость нагрева регулируется сменой угла наклона мундштука к поверхности металла Чем толще металл и больше его теплопроводность, тем больше угол наклона.
- Манипулирование концом мундштука горелки — поперечное и продольное; основным является продольное, поперечное движение служит для прогрева кромок основного металла и получения шва необходимой ширины.
- Флюс применяется для защиты расплавленного металла от окисления и удаления из него оксидов и вводится различными способами: подсыпают совком, приготавливают пасты и наносят на кромки деталей и присадочную проволоку, вводят непосредственно в сварочное пламя через горелку в порошкообразном или газообразном виде. В качестве флюсов используют борную кислоту, оксиды и соли бария, калия, лития и др.
Газовой сваркой можно выполнять все виды сварных швов во всех пространственных положениях. Параметры подготовки кромок стыковых швов приведены в табл. 15. Технологические рекомендации относительно сварки сталей приведены в табл. 16.
Таблица 15. Подготовка кромок при сварке стыковых швов
Таблица 16. Технологические параметры сварки сталей
Аустенитные хромоникелевые стали сваривают быстро, без подогрева, околошовную зону защищают мокрым асбестом. Сразу после сварки необходимо охлаждение водой или сжатым воздухом.
Качество соединений удовлетворительное при толщине стали до 2 мм. Стали типа Х13 сваривают с местным подогревом до 200… 250 °С (тонкий лист — левым способом, более толстый — только правым).
Примечания. 1. Высокоуглеродистые стали сваривают нормальным или слабонауглероживающим пламенем, остальные стали — нормальным пламенем. 2. Диаметр проволоки при сварке сталей толщиной до 15 мм равен половине толщины стали для правого способа и половине толщины плюс 1 мм — для левого. Сталь толщиной более 15 мм сваривают проволокой диаметром 6…8 мм.
4. Технология сварки чугуна и цветных металлов и сплавов
Несмотря на высокую трудоемкость, низкую производительность и тяжелые условия труда, это весьма эффективный способ сварки чугуна вследствие «мягкого» введения тепловой мощности в основной металл. Области применения этого способа зависят от характера дефектов и требований к качеству наплавленного металла (табл. 17). Присадочным металлом служат чугунные прутки (см. табл. 15, 18) в сочетании с флюсами разных марок (табл. 19). Сварка выполняется нормальным пламенем с предварительным подогревом детали до температуры 650 о С на режиме, приведенном в табл. 20.
Таблица 17. Области применения различных способов сварки чугуна
Примечание. При пайко-сварке основной металл не доводится до расплавления.
Таблица 18. Марка и назначение чугунных прутков
Примечание. Размеры прутков всех марок, мм: диаметр 6…(8…16); длина 350…450.
Таблица 19. Составы флюсов для сварки и пайко-сварки чугуна, %
Примечание. Назначение флюсов: ФСЧ-1 — газовая сварка, ФСЧ-2 — пайко-сварка чугуном, ФПСН-1 — пайко-сварка бескремнистыми латунями, ФПСН-2 — пайко-сварка кремнистыми латунями и сплавом ЛОМНА, МАФ-1 — пайко-сварка чугуном и сплавами на медной основе, БМ-1 — газообразный флюс для газовой сварки.
Таблица 20. Технологические параметры горячей газовой сварки чугуна
| Наконечник ацетиленовой горелки: | |||
| площадь дефекта, см 2 | До 5 | 5…25 | Свыше 25 |
| номер наконечника | 5 | 6 | 7 и 8 |
| Присадочный пруток: | |||
| площадь дефекта, см 2 | До 20 | 20…60 | Свыше 60 |
| диаметр прутка, мм | 6…8 | 10…12 | 14…16 |
| Пламя | Нормальное | ||
| Температура предварительного подогрева, общего или частичного | 650 о С | ||
Сначала подогревают основной металл вокруг дефекта до светло-красного цвета, затем оплавляют поверхность разделки и ванным способом заполняют ее присадочным металлом, погружая его во флюс.
Охлаждение замедленное: отвести горелку на 50…100 мм, задержать 1…2 мин, потом закрыть деталь асбестом и горячим песком или загрузить ее в печь, нагретую до 650…750 °С и вместе с ней охладить.
При пайке-сварке процесс ведут нормальным пламенем на 4-м и 5-м номере наконечника горелки, не расплавляя основного металла. Присадочным материалом служат стандартные латунные прутки (см. табл. 6), а в качестве флюса применяют марки ФПСН-1, ФПСН-2, МАФ-1. При этом максимальная температура нагрева основного металла должна быть не более 850…950 °С, индикатором ее достижения является расплавление флюса. Кромки засыпают флюсом и облуживают участками, натирая прутком латуни. Затем в горячей зоне пламени расплавляют присадочный металл и заполняют разделку, а горячий металл проковывают.
Медь и ее сплавы сваривают, в основном, ацетилено-кислородным пламенем, газы-заменители используют только для сварки металлов малой толщины. Мощность пламени сварки увеличивают почти вдвое по сравнению с пламенем сварки стали, металлы большой толщины сваривают двумя или тремя горелками одновременно (две из них служат для подогрева) одним слоем с максимальной скоростью во избежание роста зерна и образования пор. Медь и бронзу сваривают нормальным пламенем, а латунь — окислительным для снижения растворения водорода в жидком металле и уменьшения интенсивности испарения цинка.
В качестве присадки используют медную проволоку с 0,2 % фосфора, иногда с 0,15…0,3 % кремния, выступающими в роли раскислителей. При сварке медных сплавов, в состав которых входят активные раскислители (А1, Si, Мn), можно использовать присадку того же состава. В качестве флюса применяют составы на основе буры и борной кислоты. Диаметр присадки выбирают в зависимости от толщины свариваемого металла:
| Толщина, мм | 1,5 | 1,5…2,5 | 2,5…4 | 4…8 | 8…15 | 15 |
| Диаметр присадки, мм | 1,5 | 2 | 3 | 4…5 | 6 | 8 |
Медь толщиной до 3 мм сваривают без разделки кромок с зазором до 1 мм. Если металлы большой толщины, то выполняют V-образную разделку с углом 60…70 о , притуплением 1,5 мм и зазором не более 1,5 мм. Пламя горелки направляют под прямым углом к свариваемым деталям, расстояние от ядра до поверхности не более 5…6 мм. Сварку ведут левым способом без остановок. После окончания для получения мелкозернистой пластичной структуры рекомендуется проковка. Изделие из латуни и бронзы рекомендуют после сварки подвергнуть отжигу при температурах 600…700 о С и 500…600 о С соответственно.
Никель и его сплавы сваривают, используя нормальное или слегка восстановительное пламя при расходе ацетилена 120…130 л/мин на 1 мм толщины.
В качестве присадки применяют никелевую проволоку, легированную 3 % марганца. Флюсом служит как чистая бура, так и многокомпонентный флюс (30 % буры, 50 % борной кислоты, 10 % NaCl, 10 % KCl). Сварку нихрома выполняют быстро, без перерывов, мощность пламени 50…70 л/ч на 1 мм толщины в сочетании с многокомпонентным флюсом, приведенным выше. После сварки для увеличения пластичности и вязкости сварного соединения рекомендуется проводить нормализацию при температуре 825…900 о С.
Свинец сваривают нормальным пламенем при расходе ацетилена 50… 100 л/ч. В качестве присадки используют круглые свинцовые прутки или «лапшу», нарезанную из листов длиной не более 400 мм. Диаметр присадки зависит от толщины свариваемого металла:
| Толщина, мм | 3 | 6 | 8 | 10…12 |
| Диаметр присадки, мм | 0,8…1,2 | 1,5…2 | 2,5…3 | 4…8 |
Металл толщиной до 4 мм сваривают без разделки и зазора, металл большей толщины разделывают под углом 60…90 о без зазора. В качестве флюса используют смесь стеарина с канифолью, им натирают кромки листов и поверхность присадочных прутков. При толщине листов более 2 мм сварку ведут несколькими слоями левым способом. В многопроходных швах первый шов выполняют без присадки.
Сварка алюминия и его сплавов выполняется после сложной предварительной подготовки (см. в § 4). Сварку ведут нормальным пламенем с расходом ацетилена 100 л/ч на 1 мм толщины металла. Номер наконечника и диаметр присадки выбирают в зависимости от толщины свариваемого металла:
| Толщина, мм | 1…1,5 | 2…4 | 4…6 | 7…9 | 10…12 | 14…16 |
| Номер наконечника | 1 | 2 | 3 | 4 | 5 | 6 |
| Диаметр присадки, мм | 1,5…2 | 2…3 | 3…4 | 4…4,5 | 4,5…5,5 | 5…5,5 |
Сварку чистого алюминия ведут проволокой марки Св-АВ00, сплавов AMг, АМц — проволокой АМГ3, АМГ5, литейных сплавов — проволокой марок СвАК3, СвАК5. В качестве флюса применяют марку АФ-4 а состоящего из хлористых и фтористых солей калия, натрия и лития. Сварку ведут левым способом, металл толщиной до 4 мм сваривают за один проход, более толстый — несколькими проходами с общим или местным предварительным подогревом до 250…300 о С. После сварки остатки флюса удаляют, промывая швы и околошовную зону теплой или слегка подкисленной водой (2 %-ным раствором хромовой кислоты). При заварке дефектов силуминового литья нужен предварительный подогрев до 300 о С и последующий отжиг изделия.
Газопламенные процессы нагрева и пайки
Газопламенный нагрев используется при поверхностной закалке, правке и очищении металлов. При поверхностной закалке глубина закаленного слоя составляет 1,5…3 мм, что достаточно для повышения износостойкости и усталостной прочности детали. В зависимости от конфигурации и размеров детали, требований к свойствам поверхностного слоя используют прерывистый или непрерывный способ. Критерием восприимчивости материалов к этому виду термообработки является содержание углерода и легирующих элементов: для углеродистых сталей содержание углерода находится в пределах 0,35…0,75 %; для серого чугуна общее содержание углерода — 3,3 %, связанного — не менее 0,4 %; содержание кремния — не более 2 %; для легированного чугуна содержание никеля — 1…2 %, хрома, молибдена, ванадия — не более 0,75 %. Режим поверхностной закалки приведен в табл. 21.
Таблица 21. Параметры режима непрерывно-последовательной поверхностной закалки
* Глубина закаливаемого слоя 2,4…4 мм, твердость — НВ 350…400.
Закалка выполняется только механизированным способом горелками типа ГЗ, форма наконечников мундштуков должна соответствовать конфигурации закаливаемой поверхности детали; ширина активной зоны должна быть в пределах 45…110 мм, сами горелки комплектуются сменными устройствами для получения закаленного слоя различной глубины и твердости.
Газопламенную обработку металла применяют для его правки после сварки путем локального концентрированного нагрева и быстрого его охлаждения, вследствие чего в изделии возникают усилия, достаточные для уменьшения или исправления дефекта. Нагрев ведут с выгнутой стороны деформированной поверхности с использованием универсальных или специализированных горелок (табл. 22). Сначала выбирают участки и определяют ширину зоны нагрева, составляющую 0,5…2 толщины листа, а в случае правки валов — 0,2…0,5 диаметра и нагревают до температуры 250…650 °С в зависимости от величины прогиба, однако во всех случаях температура не должна превышать этот показатель начала структурных превращений в металле.
Таблица 22. Технические характеристики и назначение специализированных горелок инжекторного типа для пайки, нагрева и поверхностной обработки
Корпус — одновентильный, наконечники
Конкретные типичные примеры термической правки часто встречающихся деформационных дефектов металлоконструкций приведены в табл. 23.
Таблица 23. Примеры термической правки различных деталей
При газопламенной очистке вследствие быстрого нагрева поверхностного слоя окалина отслаивается, ржавчина обезвоживается, а краска сгорает без особого перегрева основного металла. Процесс ведут горелками особого типа ГАО (табл. 22) с использованием жесткого окислительного пламени, угол наклона горелки к поверхности — 40…60°, скорость перемещения — 0,5…1 м/мин, которое выполняется «на себя». Мундштук горелки располагается под углом 30° в направлении движения для перекрытия каждого предыдущего слоя последующим на 15…20 мм. Производительность труда составляет 20 м 2 /час при расходе ацетилена от 0,1 до 0,4 м 3 на 1 м 2 обрабатываемой поверхности.
При газопламенной пайке в соответствии с ГОСТ 17325-79 при высокотемпературной пайке применяют припой с температурой пайки выше 550 о С, а при низкотемпературной — ниже 550 о С. Для низкотемпературной пайки и лужения жести и стали используют припой ПОСС 4-6 с флюсами, в состав которых входят 25…30 % хлористого цинка, 5…20 % хлористого аммония, 50…70 % воды или насыщенный раствор хлористого цинка в соляной кислоте: 85 % хлористого цинка, 10 % хлористого аммония, 5 % хлористого натрия. Высокотемпературную пайку сталей и цветных металлов осуществляют с использованием припоев и флюсов (табл. 24 и 25). При пайке в основном применяют соединения внахлестку. Прочность паяных швов зависит от площади спая и величины зазора между деталями, который выбирается минимальным.
Таблица 24. Припои для высокотемпературной пайки
Таблица 25. Флюсы для высокотемпературной пайки
Так, при использовании серебряного припоя ширина зазора остается 0,03…0,12 мм, медно-цинкового — 0,12 мм, оловянно-свинцового — 0,05… 0,12 мм. Процесс высокотемпературной пайки выполняется нормальным пламенем с помощью горелок (см. табл. 22). Мощность пламени по ацетилену составляет не более 70 л/ч на 1 мм нержавеющей стали. Детали нагревают факелом пламени, при пайке разнородных или разнотолщинных металлов факел направляют на деталь с большей толщиной или теплопроводностью. Диаметр или толщину припоя выбирают из расчета, чтобы толщина припоя была не более чем в 3 раза толще самой тонкой из соединяемых деталей.
Читайте также: