Матовое напыление на металл
Обновлено: 04.10.2024
Напыление металлов позволяет улучшить характеристики деталей, работающих в условиях, связанных сильным изнашиванием и механическими концентрированными нагрузками. Металлизация поверхностей повышает устойчивость и увеличивает срок службы. Кроме решения технических задач, напыление используется во время производства декоративных изделий, бижутерии, в пищевой, фармацевтической и химической промышленностях. Для напыления могут применяться различные металлы, конкретный выбор зависит от технического задания.
Химическое хромирование
Используется для обработки деталей со сложной геометрической формой, процесс основан на восстановлении хрома из растворов солей при помощи гипофосфита натрия. Осадок имеет серый цвет, блеск приобретается после полирования. Химическое хромирование протекает в ваннах с таким составом растворов.
Состав растворов для химического хромирования
- Фтористый хром, г — 17
- Хлористый хром, г — 1,2
- Лимоннокислый натрий, г — 8,5
- Гипофосфит натрия, г — 8,5
- Вода, л — 1
- Температура, °С — 70-87

Скорость процесса хромирования может достигать 2,5 мкм/ч, для изготовления ванн используется устойчивый пластик. Металлизация сопровождается выделением ядовитых химических соединений, растворы негативно влияют на кожу людей. Во время производства работ следует соблюдать правила техники безопасности, для очистки воздушной среды устанавливается принудительная вентиляция. Мощность вентиляции рассчитывается исходя из объема помещения или рабочей зоны с учетом минимальной кратности обмена.
На промышленных предприятиях монтируется вентиляция пластиковая, она позволяет выдерживать рекомендованные технологические параметры при минимальных финансовых потерях. Для промышленного хромирования химическим методом применяются специально разработанные растворы с улучшенными показателями.

Промышленные растворы для химического хромирования
При приготовлении растворов первым растворяется хлористый хром. Затем согласно схеме могут растворяться лимонно-кислый натрий и фтористый хром. Для ускорения химических процессов в состав добавляется щавелевая кислота. Ионы хрома образуют с ней химически активный ион, скорость покрытия возрастает до 7 мкм/ч и более. Процентное содержание ингредиентов корректируется технологами с учетом поставленных конечных задач по обработке деталей.
Для получения расчетного покрытия необходимо выполнять следующие требования:
- Качественная подготовка поверхностей. Детали очищаются механическим и химическим способами, при необходимости поверхности шлифуются.
- Оборудование должно обеспечивать максимальную автоматизацию процесса для исключения вредного влияния человеческого фактора.
- Постоянный контроль за состоянием раствора, фильтрование, поддержание заданной концентрации, своевременная замена катода.
Нарушение рекомендованной технологии может становиться причиной отслоений покрытий или образования глубоких раковин. Необходимость исправления дефектов приводит к значительному увеличению себестоимости производства.

Линия химического хромирования
Визуальный контроль химических процессов производится за счет определения количества выделяемого водорода, технологи рекомендуют для улучшения процесса одновременно покрывать детали из нескольких металлов. Слишком интенсивное выделение водорода может становиться причиной появления раковин, скорость процесса регулируется в каждом конкретном случае.
Газоплазменное напыление
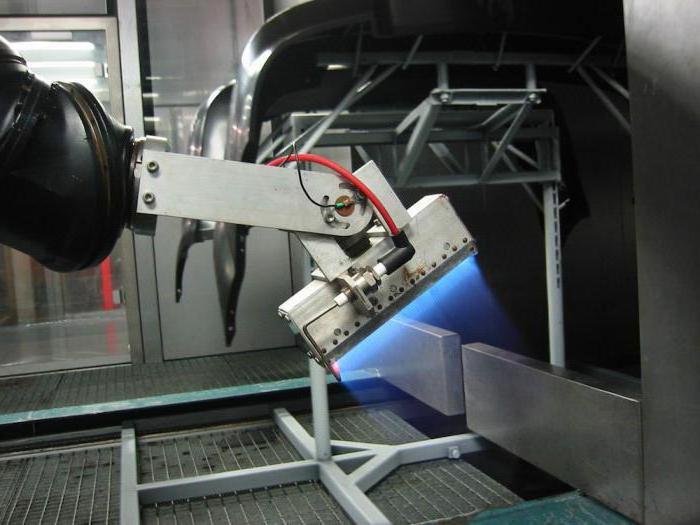
Газоплазменное напыления позволяет получать чистое покрытие с высокими показателями адгезии. Процесс протекает при температурах до +50 000°С, скорость струи оставляет 500 м/с, температура поверхности обрабатываемой детали составляет не более +200°С.

Газоплазменное напыление металлов
Шероховатость поверхности напыляемых деталей до 60 Rz, зона обдува должна на 2–5 мм превышать номинальный размер напыляемого участка. Для работы используются порошки одной фракции по размерам, необрабатываемые участки детали закрываются специальными экранами. Перед процессом поверхность деталей предварительно прогревается до рабочих технологических температур.

Режимы работы оборудования при газоплазменном напылении


Схема оборудования для напыления
Оборудование для порошкового напыления состоит из подвода газа (1), катода плазмотрона (2), корпуса катода (3), теплоизолятора (4), корпуса анода (5), порошкового питателя (6), подвода газа-носителя (7), плазменной дуги (8) и источника питания (9).
Газоплазменное напыление допускает финишную обработку покрытий для улучшения характеристик деталей, в таком случае толщина покрытия должна учитывать механическую шлифовку.
Напыление в вакууме
Перенос напыляемых металлов выполняется при разрежении 10 -2 Па, напыление может быть катодным, магнетронным или ионно-плазменным. Вакуум увеличивает прочность сцепления поверхностей. Оборудование для технологии может быть многокамерным или многопозиционным однокамерным. Первые линии состоят из нескольких установок, в каждой из которых выполняется определенное напыление металлов, агрегаты между собой соединены технологическими линиями для транспортировки деталей. Многопозиционные имеют несколько отдельных постов для напыления в одном объеме. Вакуумное напыление производится по следующим этапам:
- Создание вакуума заданной глубины. Мощные компрессоры откачивают воздух из камеры, металлизация контролируется автоматическими приборами.
- Распыление покрывающего материала. В зависимости от особенностей процесса напыление металлов может выполняться несколькими способами.
- Транспортировка деталей в зависимости от их состояния.

Установка вакуумного напыления
Технологические определения Вакуумное напыление – сложный технологический процесс, зависящий от нескольких параметров:
- Критическая температурная точка напыления. Выше этого значения весь объем направляемых частиц отражается от поверхности детали, напыление металлов приостанавливается. Параметр зависит от металла детали, состояния ее рабочей поверхности и свойств напыляемых материалов.
- Критическая плотность давления. Минимальная плотность, при которой осадочная пленка адсорбируется и становится неспособной принимать атомы металла, напыление прекращается. Контроль критической плотности в установках выполняется непрерывно, при необходимости параметры условий корректируются. В зависимости от состава пленки могут быть моно- или поликристаллическими и аморфными.
Для повышения производительности вакуумное оборудование комплектуется механизмами автоматизированной транспортировки деталей в камеру и из нее, экранами и манипуляторами, заслонками и прочими механизмами. Напыление осуществляется в полуавтоматическом режиме.
Использование вакуумного оборудования позволяет получать напыление металлов с максимальным коэффициентом адгезии, увеличивается скорость протекания процесса, покрытия отличаются повышенной твердостью и химической устойчивостью. Недостаток – высокая энергоемкость процесса. Кроме того, вакуумное напыление не рекомендуется использовать для деталей со сложным профилем поверхностей.
Также мы производим

Воздуховоды хим стойкие
В разделе представлены цилиндрические и прямоугольные воздуховоды. Специалисты и менеджеры компании Пласт Продукт помогут подобрать и рассчитают цену любой интересующей вас продукции. Воздуховоды применяются на промышленных и бытовых объектах, устойчивы к химии и коррозии.
Вентиляторы промышленные коррозионностойкие и химстойкие
Промышленные химически стойкие вентиляторы Plast-Product – предназначенные для гальванических цехов и производственных помещений с агрессивными испарениями. Производятся из хим стойких пластиков Полипропилен ПНД, ПВХ и ПВДФ. Материал и характеристики подбираются в зависимости от задач заказчика.
Фильтры волокнистые гальванические (ФВГ, ФКГ)
Фильтры волокнистые гальванические предназначены для высокоэффективной очистки воздушных вентиляционных выбросов от жидких и растворимых в воде твердых аэрозольных частиц и паров в гальванических, травильных и химических производствах; из вытяжных шкафов, лабораторных помещений; моечных камер для струйной обработки поверхностей. Могут использоваться в пищевой промышленности.
Скруббер
Компания Plast-Product производит скрубберы абсорберы и центробежно-барботажные установки, аппараты которые используются для очистки воздуха от пыле-газо-воздушных смесей и токсичных испарений.
Напыление металлов: способы, технология, оборудование

В строительных и производственных сферах все чаще применяются высокопрочные пластики. Они превосходят традиционные твердые материалы за счет своей небольшой массы, податливости в обработке и практичности. И все же металл сохраняется во многих отраслях как наиболее выгодный материал с точки зрения сочетания прочности, жесткости и долговечности. При этом далеко не всегда оправдывает себя использование цельной структуры. Все чаще технологи применяют напыление металлов, которое позволяет наделить рабочую заготовку частью свойств наиболее подходящего в плане эксплуатации сплава.

Общие сведения о технологиях металлизации
Среди современных методов металлизации поверхностей чаще применяют гальваническое нанесение, а также погружение в расплавы. Традиционная технология также предусматривает вакуумную обработку напылением, которая имеет свои классификации в зависимости от используемых активных сред. Так или иначе, любое напыление металлов предусматривает обработку основы материала с целью получения тех или иных защитных качеств. Это может быть формирование антикоррозийного слоя, восстановление утраченной структуры или же ремонт эксплуатационного износа.
При этом сама рабочая поверхность в большинстве случаев подвергается термической обработке. Перед нанесением металлических частиц она расплавляется горелками, индукторами или посредством воздействия низкотемпературной плазмы. Таким образом подготавливается основа с оптимальными физико-химическими качествами, на которой в дальнейшем производится напыление металлов в виде порошка. Важно отметить, что в качестве основного материала может выступать тот же металл, стекло, пластики или некоторые породы древесины и камни.

Метод химического хромирования
В качестве активного компонента для реализации такого напыления используют химические реагенты. Классический состав включает хлористый хром, натрий, уксусную кислоту, а также воду с раствором едкого натра. Процесс напыления выполняется при температуре порядка 80 °С. Начинается работа с подготовки материала. Обычно хромирование используют для обработки металлических поверхностей, в частности стали. Перед самой операцией материал подвергается первичному покрытию медным слоем. Далее производится химическое хромирование посредством пескоструйного аппарата, подключенного к компрессорной установке. После завершения процедуры изделие моется в чистой воде и просушивается.
Метод газопламенной обработки
Если в предыдущей технологии предусматривается тщательная подготовка основы, которая должна подвергаться покрытию, то в данном случае особое внимание уделяется частицам металлизации. Современное газопламенное напыление может выполняться с помощью полимерного порошка, проволочного или шнурового материала. Данная масса направляется в пламя кислородно-пропановой или ацетиленокислородной горелки, в которой происходит расплавление и перенос на напыляемую основу сжатым воздухом. Далее состав остывает, формируя готовое к применению покрытие.
При помощи данной методики можно наделять материалы антикоррозийной стойкостью и механической прочностью. Активным материалом можно обрабатывать алюминиевые, никелевые, цинковые, железные и медные сплавы. В частности, газопламенное напыление используют для повышения эксплуатационных качеств подшипников скольжения, изоляционных покрытий, электротехнических деталей и т. д. Кроме этого, технология используется в интерьерном и архитектурном дизайне для обеспечения конструкций декоративными свойствами.
Метод вакуумного напыления
В этом случае речь идет о группе методов, которые предполагают формирование тонких пленок в вакууме при воздействии прямой конденсации пара. Технология реализуется разными путями, в том числе за счет термического воздействия, испарения электронными и лазерными лучами. Используется вакуумное напыление для повышения технических качеств деталей, оборудования и инструментов. К примеру, такая обработка позволяет формировать специальные «рабочие» покрытия, которые могут повышать электропроводность, изолирующие свойства, износостойкость и защиту от коррозии.
Технология применяется и для создания декоративных покрытий. В данном случае техника может задействоваться в операциях, требующих высокой точности. Например, вакуумное напыление используют в изготовлении часов с позолоченным покрытием, для придания эстетичного вида оправам для очков и т. д.

Применяемое оборудование
Чаще всего для напыления используются аппараты, снабженные сверхзвуковым соплом. Также применяется небольшой по размерам электрический нагреватель, работающий на подачу сжатого воздуха. Особенностью последней модели является возможность доведения температуры до 600 °С. До недавнего времени применение стандартных устройств, напоминающих по принципу действия пневматические пистолеты, осложнялось тем, что частицы изнашивали насадки инструмента. Современное оборудование, благодаря которому осуществляется напыление металлов, использует принцип пульверизатора. Это значит, что в момент прохождения рабочей газовой среды по каналу подачи струи скорость потока увеличивается по мере сужения трубы. Вместе с этим падает и статическое давление. Такой принцип работы сокращает износы и увеличивает рабочий срок аппаратов.

Заключение
Полимерное покрытие металла
Порошковое полимерное покрытие металла – это наиболее эффективный на данный момент известный способ защиты изделий от разрушительного воздействия коррозии. Суть метода заключается в нанесении на поверхность предмета порошковой краски, которая при затвердевании образует сплошную непроницаемую полимерную пленку. Данное средство является хорошей альтернативой:
- жидким лакокрасочным материалам;
- изолирующим материалам (резина, пластик);
- оцинковке.

Прочное крепление обеспечивается за счет притяжения частичек краски к электростатическому полю металла. Важным преимуществом покрытия является способность сохраняться в самых неблагоприятных условиях. Еще один плюс полимерной пленки заключается в ее эстетичности, материалу можно придать любую расцветку. Метод позволяет значительно повысить эксплуатационные свойства и долговечность металлических изделий.
Таким образом, полимерное покрытие обладает следующими свойствами:
- высокая эстетичность;
- непроницаемость;
- низкая цена;
- стойкость в неблагоприятной среде;
- абсолютная устойчивость к воде;
- большая прочность;
- жаростойкость;
- электроизоляционные свойства;
- экологичность;
- абразивостойкость;
- плотное прилегание к защищаемой поверхности;
- высокая вариативность окраса;
- долгое сохранение первоначального цвета.
Технология полимерного покрытия металла
Объект предварительно очищается, с его поверхности удаляются окалины, устраняются другие дефекты, например, окислы, ржавчина. С этими задачами хорошо справляется пескоструйная обработка. Непосредственно перед нанесением краски на участок последний обезжиривается при помощи химических средств. Нередко полимеризация проводится не на всей поверхности изделия. В таком случае не предназначенные для окраски участки прикрываются чехлами, данный процесс называется маскировкой.
нанесение состоит из трех этапов:
- напыление;
- термическая обработка;
- полимеризации.
Предмет помещается в камеру, с помощью распылителей на него наносится порошковая краска. Важно следить, чтобы смесь распределялась равномерно. Температура в камере повышается до момента, когда порошок начинает плавиться, иногда она может достигать 200 градусов Цельсия. Расплавленный материал преобразуется в гладкую и ровную пленку, которая заполняет все поры на поверхности металла. Технология оплавления заключается в прохождении трех этапов:
- оплавление, когда материал переходит в вязко-текучее состояние;
- оплавленные частицы преобразуются в единый слой;
- поверхность металла смачивается расплавленным полимером, в результате чего образуется полимерно-порошковая смесь.
Образование твердого полимерного слоя происходит в камере охлаждения. По мере понижения температуры покрытия оно постепенно становится менее вязким и стягивается, в результате изделие оказывается надежно обтянуто пленкой. Термореактивные разновидности полимерно-порошковых смесей не требуют обязательного специального охлаждения. Обычно покрытие полностью затвердевает в течение суток.
Виды материалов
Для полимерной защиты предметов чаще всего применяются:
- полиэстер;
- пластизоль;
- полиуретаны;
- поливинилдефторид.

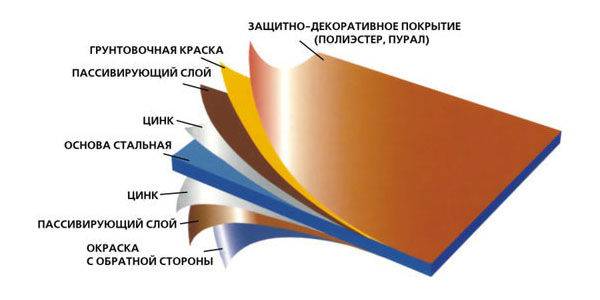
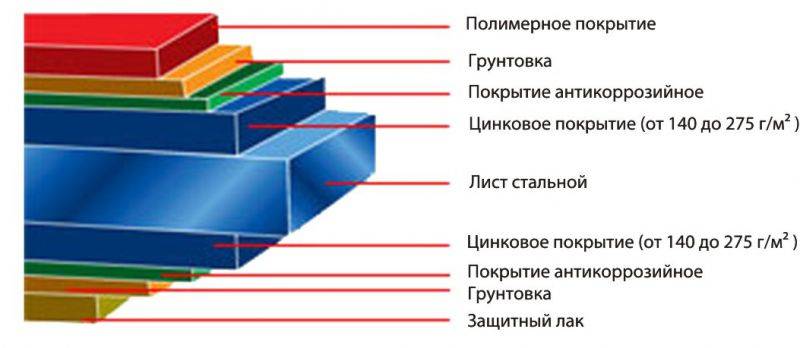
Полиэстер является наиболее популярной разновидностью, именно он чаще всего применяется в металлочерепице и профнастилах. Толщина полимерного покрытия составляет 0,02-0,03 мм. Материал отличается прочностью и долговечностью, так срок службы кровли в среднем составляет 20-30 лет, при этом гарантия действует не менее 10 лет.
Покрытие из пластизола обычно обладает большей толщиной, около 2 мм, благодаря чему оно отличается высокой устойчивостью к механическим повреждениям и обеспечивает хорошую защиту от коррозии.
Состав полимерного покрытия
Основой любой порошково-полимерной смеси является так называемое связующее вещество, которое в свою очередь состоит из наполнителя и отвердителя. Всего в состав полимерного покрытия металла входят следующие компоненты:
- связующее;
- пигменты-колеры;
- добавки для достижения технологических характеристик.
Во многие краски можно самостоятельно добавлять колеры, тем самым изменяя их первоначальный цвет.
Сфера применения
Сфера применения порошковых красок постоянно расширяется, материал позволяет значительно повысить эффективность и долговечность традиционных металлических конструкций. Также данный метод используется для покрытия других материалов:

- бетона;
- стекла;
- керамики;
- МДФ;
- стеновых камней.
В быту полимерно-порошковая смесь применяется для обработки мебели и фурнитуры, оконных профилей, различной техники, в том числе и офисной, ограждений, кровельных материалов, перегородок, элементов фасада, спортивного инвентаря. Кроме этого, смесь задействуют для защиты производственного оборудовании, станков, складской и торговой техники, колесных дисков.
Технология матирования изделий из металла.
Изделия из металла применяются во всех сферах жизни современного человека.
Металл надежен и неприхотлив в эксплуатации.
Но помимо прочности, качественно обработанные изделия из металла радуют глаз и греют душу своим внешним видом.
Но чтобы сделать металл красивым нужно изрядно потрудиться.
И тут существует несколько способов, как это сделать.
Самый распространенный способ, но не самый простой, это полировка. С технологиями полировки можно ознакомиться здесь.
Полированное изделие из нержавеющей стали.
Второй способ - это сатинирование, или направленная шлифовка. Как это сделать вы можете узнать здесь.
Направленная шлифовка нержавеющей стали.
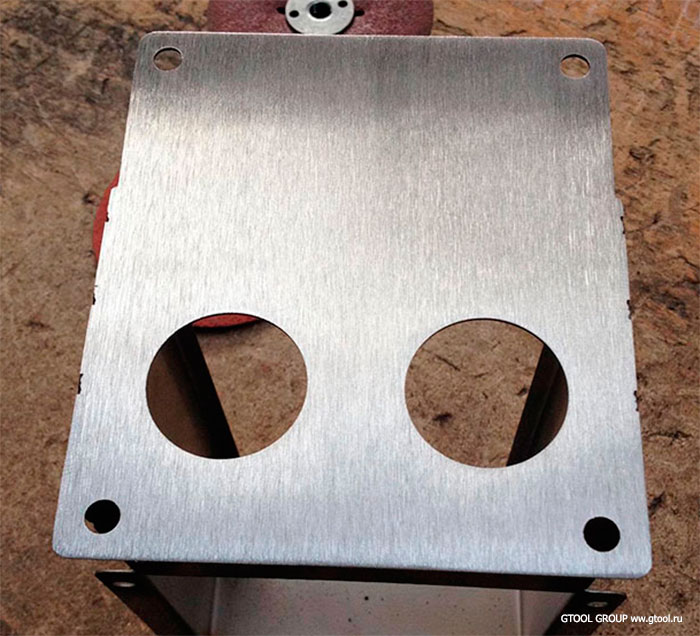
И сегодня я хочу рассмотреть еще один способ получения равномерной поверхности на изделиях из металла - матирование.
В условиях промышленного производства изделия из металла матируют либо с помощью специальных химических составов, либо с помощью пескоструйной (дробеструйной) обработки. Оба эти способа довольно сложные и требуют очень дорогого оборудования.
Мы познакомим Вас с более простым, удобным и каждому доступным способом.
Матировать металл мы будем с помощью орбитальной шлифовальной машины (ОШМ).

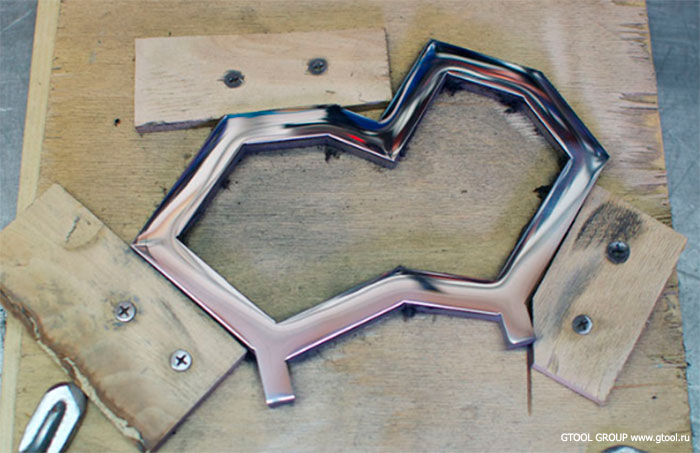
Рассмотрим нашу технологию на изделии из профиля, сваренного под углом.
Шаг 1. Зачистка сварного шва.
Для зачистки сварного шва на плоских поверхностях идеальным решением являются фибровые круги.
Для зачистки небольшого шва используем шлифовальную машину Metabo Quick Inox с регулировкой оборотов и фибровые круги VSM Р120 (с керамическим зерном). Рекомендуемые обороты - 7000 об/мин.

Зачистка сварочного шва фибровым кругом.
Так же с помощью фибрового круга мы выравниваем всю поверхность изделия, если это необходимо для дальнейшей обработки.
Вот что мы получаем после первого этапа.
Поверхность после зачистки фибровым кругом Р120.
Шаг 2. Удаление круговых рисок, получение равномерной шероховатости.
Орбитальные шлифовальные машины обладают меньшей агрессивностью в сравнении с угловыми машинами, поэтому мы используем зерно более крупное. Это позволит нам удалить круговые риски от первого этапа и придать поверхности равномерный вид.

Равномерная шлифовка поверхности с помощью ОШМ.
Вот что мы получаем после второго этапа.

Поверхность имеет равномерный вид, следы от фибрового круга удалены. Такая поверхность уже неплохо выглядит, но после обработки зерном Р80 она имеет очень шероховатую поверхность, которая неудобна в эксплуатации: на ней будут задерживаться пыль и другие загрязнения. Поэтому мы переходим к последнему этапу.
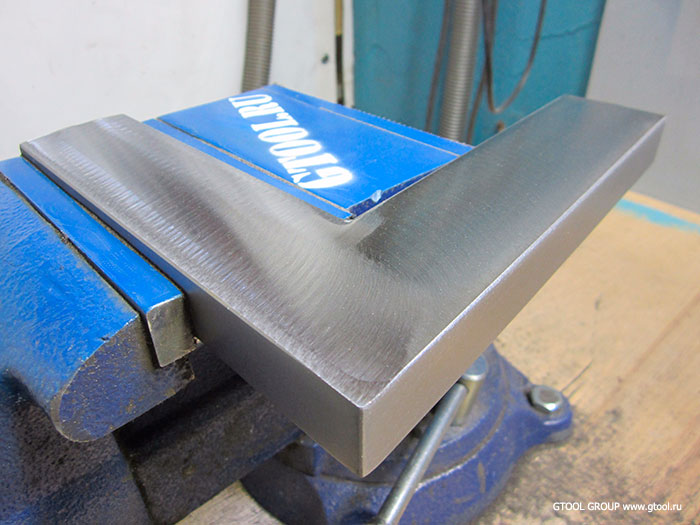
Шаг 3. Финишное матирование поверхности неткаными кругами Cibo.
Чтобы создать идеальную матовую поверхность на металле следует использовать круги на липучке из нетканого материала Cibo зерно Medium.
Эти круги являются лучшим решением для окончательного создания матовой поверхности на металле и других материалах. Они имеют мягкую пористую структуру и содержат небольшое количество клея, в отличие от конкурентов. Такие особенности позволяют создавать очень равномерную поверхность с минимальным блеском, что и необходимо в нашем случае.

Финишное матирование металлического профиля.
Благодаря объемной структуре в сочетании с зерном Medium, этот круг сглаживает грубые следы предыдущего этапа, уменьшает шероховатость поверхности и придает ей абсолютно равномерный вид.
Читайте также: