Механическая обработка металла резанием
Обновлено: 20.09.2024
Обработка металлов резанием предназначена для придания заготовкам необходимой формы, размеров, точности и чистоты поверхности путем снятия припуска режущим инструментом на металлорежущих станках. Припуск - это слой металла, который необходимо удалить с заготовки для получения детали в окончательно обработанном виде.
При обработке металлов резанием металлорежущие станки выполняют два основных движения: резание (главное движение) и подачу, при которой происходит перемещение режущего инструмента и обрабатываемой заготовки. В зависимости от вида режущего инструмента п движений, а также характера движений обрабатываемого металла различают следующие основные пронесем холодной обработки металлов резанием:
точение (или обточка) - производят на станках токарной группы, при этом обрабатываемый материал вращается (движение резания), а резец движется поступательно вдоль оси (движение подачи);
сверление - выполняют на сверлильных станках; заготовка неподвижна, а движение резания и движение подачи осуществляются сверлом;
фрезерование- это способ обработки металла, когда режущий инструмент (фреза) получает вращательное движение, а изделие - поступательное в продольном направлении. Фрезерование выполняют на горизонтально-фрезерных станках;
строгание - производят на продольно-строгальных станках. Основное движение (возвратно-поступательное, прямолинейное перемещение) совершает заготовка. Движение подачи (прерывистое перемещение резца) происходит перпендикулярно основному движению. На поперечно-строгальных станках основное движение (возвратно- поступательное перемещение) совершает строгальный резец, а движение подачи (прерывистое перемещение, перпендикулярно к основному движению) - заготовка;
шлифование цилиндрических деталей - осуществляют на кругошлифовальных станках. Шлифовальный круг совершает вращательное движение, а движение подачи (вращательное и возвратно-поступательное) совершает заготовка. Шлифование плоских деталей производят на плоскошлифовальных станках, на которых основное движение (вращательное) получает шлифовальный круг, а движение подачи (возвратно-поступательное) совершает заготовка.
Рассмотрим параметры, характеризующие работу режущего инструмента (рис. 3.15).
У обрабатываемой детали различают обрабатываемую 2 и обработанную 5 поверхности. Поверхность режущего инструмента, по которой сходит стружка, называется передней 3, поверхность, обращенная к обрабатываемой стороне детали,— задней 4. Пересечение передней и задней поверхностей образуют режущую кромку или режущее лезвие 1. Угол, расположенный между касательными к этим поверхностям, называется углом заострения. Угол, образованный касательными к задней поверхности режущего инструмента и к обработанной
поверхности детали, называется задним углом и обозначается а. Этот угол необходим для уменьшения трения задней поверхности режущего инструмента об обрабатываемую деталь.
Передним углом у служит угол, образованный перпендикуляром к поверхности резания и касательной к передней поверхности режущего инструмента. Передний угол обеспечивает врезание инструмента в изделие и отделение стружки.
В процессе работы режущего инструмента важное значение имеет угол резания б, который образуется между передней поверхностью режущего инструмента и обработанной поверхностью.
От угла резания зависит усилие резания: чем меньше угол, тем меньше усилие.
Как уже отмечалось, процесс резания на металлорежущих станках включает два вида движения: основное и движение подачи. Первое характеризуется скоростью резания, а второе - величиной подачи и глубиной резания.
 а-при точении; б- при сверлении; в-при строгании; 1 — режущее лезвие; а — задний угол; В — угол заострения: v — передний угол; 2 — поверхность обрабатываемая; 3 —передняя поверхность режущего инструмента; 4 — задняя поверхность; 5 — поверхность обработанная |
Скоростью резания V называется величина перемещения точки обработки поверхности относительно режущего инструмента.
Для станков, у которых главное движение вращательное, скорость резания измеряют в м/мин и определяют по формуле
V= nDn/1000,
где D-диаметр обрабатываемой поверхности или инструмента, мм; n- частота вращения обрабатываемой детали или инструмента, мм.
Для станков, у которых главное движение возвратно- поступательное, скорость рабочего хода определяют по формуле
где LP — длина хода рабочего стола станка, мм; t"р — время рабочего хода, мин.
1 - передняя поверхность; 2 - главная режущая кромка; 3- главная задняя поверхность; 4- вспомогательная задняя поверхность; 5 - вспомогательная режущая кромка; б- вершина
Подача S - это перемещение режущего инструмента или изделия за один оборот шпинделя для станков с вращательным главным движением (измеряют в мм/об) или путь перемещения инструмента (мм) за один двойной ход изделия (или инструмента) для станков с возвратно- поступательным главным движением (измеряют в мм/дв. ход).
Глубина резания t есть расстояние между обрабатываемой и обработанной поверхностями (измеряют в мм).
Существуют специальные таблицы для каждого вида обработки, в которых
приведены рекомендуемые значения режимов резания.
Самым простым режущим инструментом является резец. Все другие виды режущего инструмента представляют собой его модификацию. Резец состоит из головки (рабочей части) и тела или стержня, служащего для закрепления его на станке.
Рабочая часть (рис. 3.16) образована заточкой на одном конце стержня резца трех поверхностей: передней 1, задней главной 3 и задней вспомогательной 4. Главная режущая кромка 2, срезающая слой металла образована пересечением передней и задней главной поверхностей. Вспомогательная режущая кромка 5 образована пересечением передней и задней вспомогательной поверхностей. Место сопряжения главной и вспомогательной режущих кромок называется вершиной резца 6.
По выполняемым операциям металлорежущие станки подразделяют на универсальные, специализированные и специальные. Станки бывают легкие - до 1 т, средние - до 10т и тяжелые, а также нормальной, повышенной, высокой и особо высокой точности. Кроме того, станки подразделяются на группы, которые делятся на типы.
Существуют следующие группы металлорежущих станков: токарные, сверлильные и расточные; шлифовальные, полировальные и доводочные; комбинированные и специальные; зубо- и резьбонарезные; фрезерные, строгальные, долбежные и протяжные.Ниже приведены типы некоторых групп металлорежущих станков. В токарную группу входят следующие типы станков: автоматы и полуавтоматы, одно- и многошпиндельные, револьверные, сверлильно-отрезные, карусельные и др. В группу сверлильных и расточных станков входят: вертикально-сверлильные полуавтоматы, радиально-сверлильные, расточные, алмазно-расточные, горизонтально-сверлильные, центровочные и др. В группушлифовальных станков входят: круглошлифовальные, внутришлифовальные, плоскошлифовальные, полировальные, притирочные и т. д.
Станки токарной группы предназначены для обработки деталей способом вращения. Режущим инструментом является резец. Токарные станки подразделяются на мелкие с высотой центров до 150 мм, средние до З00 мм и крупные свыше 300 мм. Высота центров над станиной определяет радиус обрабатываемой заготовки. Расстояние между центрами позволяет обрабатывать детали определенной длины.
Распространенным типом станков токарной группы являются токарно-винторезные станки, которые служат для обтачивания наружных цилиндрических, конических и фасонных поверхностей, растачивания отверстий, подрезания торцов, уступов и нарезания резьбы.
Токарный станок состоит из станины, передней бабки с коробкой скоростей, задней бабки, коробки подач с ходовым валиком, суппорта с фартуком.
Станина- массивное чугунное основание, на котором закреплены все механизмы станка.
Передняя бабка служит для установки заготовки и сообщения ей вращательного движения. Деталь закрепляется в патроне, расположенном на шпинделе. Шпиндель получает вращение от электромотора через коробку скоростей, которая служит для регулирования частоты вращения шпинделя. Управление коробкой скоростей осуществляется при помощи рукоятки.
Задняя бабка предназначена для закрепления в центрах длинных деталей, обтачивания конусов и установки некоторых режущих инструментов.
Токарно-револьверный станок в отличие от токарно- винторезного предназначен для обработки деталей небольших размеров.
Передняя бабка не имеет коробки скоростей. На место задней бабки установлена поворотная (револьверная головка), в которой закреплены резцы, метчики и сверла. Такая конструкция позволяет быстро переставлять инструменты в резце-держателе, обеспечивать точность их установки и повышать производительность труда токаря.
Для обработки крупных деталей применяют карусельные станки. На этих станках деталь крепится на планшайбе, вращается вокруг вертикальной оси, а резец перемещается относительно заготовки.
Фрезерные станки служат для обработки плоских, призматических и криволинейных поверхностей, для нарезания зубчатых колес, спиральных канавок на режущих инструментах (сверла, зенкеры) и т. д.
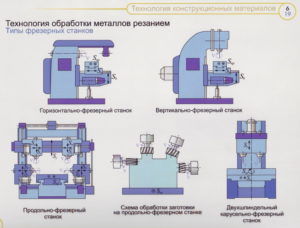
Наибольшее распространение имеют горизонтально- фрезерные и вертикально-фрезерные станки.
Горизонтально-фрезерный станок состоит из следующих основных узлов: станины, консоли, или кронштейна, шпинделя, хобота, стола, коробки скоростей, поперечных салазок и вала привода механизма коробки подач.
Чугунная станина имеет коробчатую форму и предназначена для крепления всех частей станка. В верхней части станины расположены горизонтальные направляющие хобота. Передняя поверхность станины представляет собой точно образованные вертикальные направляющие, по которым перемещается консоль. Внутри станины расположены электродвигатель, механизмы подачи и шпиндель. Своей нижней частью станина опирается на фундамент.
Консоль (кронштейн) представляет собой жесткую массивную опору для стола. Консоль отливают из чугуна и тщательно обрабатывают, чтобы она могла легко перемещаться по вертикальным направляющим станины
На верхней части консоли имеются направляющие для салазок, по которым стол перемещается в поперечном направлении.
Стол фрезерного станка служит для перемещения (подачи) обрабатываемой заготовки. Он состоит из верхнего (продольного) стола и салазок поперечного стола.
Салазки перемещаются вместе с продольным столом по направляющим консоли в поперечном направлении при помощи винтового механизма — так осуществляется поперечная подача заготовки. В верхней части салазок имеются продольные направляющие, вдоль которых также при помощи винтового механизма перемещается верхний (продольный) стол. Для вертикальной подачи, т. е. перемещения заготовки вверх или вниз служит винтовой механизм, при помощи которого передвигается вся консоль по вертикальным направляющим станины.
Хобот служит для поддержания второго конца фрезерной оправки, закрепленной в шпинделе. Расстояние фрезы от шпинделя при ее установке зависит от ширины обрабатываемой заготовки. Чтобы закрепить оправку на требуемом расстоянии от шпинделя, следует передвинуть хобот вдоль горизонтальных направляющих станины и закрепить в нужном положении.
Коробка скоростей фрезерного станка позволяет регулировать частоту вращения шпинделя при неизменной скорости вращения вала электродвигателя.
Коробка подач фрезерного станка предназначена для изменения скорости механической подачи стола во всех трех направлениях. Этот механизм расположен внутри консоли станин и состоит из цилиндрических, конических зубчатых колес и кулачковых муфт сцепления. Коробка подач имеет независимое движение, не связанное с движением шпинделя.
У современных фрезерных станков коробка подач получает движение от дополнительного электродвигателя, который обслуживает только механизмы подачи. Через коробку подач вращательное движение может передаваться к каждому из трех винтов для осуществления механической продольной, поперечной и вертикальной подач. Комбинируя положение рукояток, можно получить различные скорости подач. Вертикально-фрезерный станок устроен так же, как и горизонтальный.
Горизонтально-фрезерные станки, у которых стол кроме поступательного перемещения в трех направлениях может еще поворачиваться на некоторый угол вокруг вертикальной оси, называется универсально-фрезерным.
Для обработки металлических изделий применяют продольные и поперечные строгальные станки. Продольно-строгальные станки предназначены для строгания заготовок больших размеров, например станин станков. Стол таких станков перемещается продольно вместе с заготовкой (движение резания), а резцы, закрепленные в суппорте, - поперечно (движение подачи).
Основные части продольно-строгального станка: массивная чугунная станина с продольными направляющими и стол, имеющий пазы для закрепления заготовок. Поперечная траверса перемещается по направляющим поверхностям вверх или вниз. На траверсе имеются направляющие для суппорта.
Движение от электродвигателя через коробки скоростей, ременные передачи, зубчатые передачи и т. д. передается столу и шпинделю.
На продольно-строгальных станках обрабатывают изделия длиной до 12 м одновременно с трех сторон (верхней и двух боковых).
Поперечно-строгальные станки в отличие от продольных имеют небольшие размеры и предназначены для строгания коротких заготовок (не более 600 мм). Стол такого станка вместе с заготовкой перемещается поперек станины (движение подачи), а ползун с суппортом и резцом - вдоль станины (движение резания).
Кулисный механизм позволяет изменять длину и скорость рабочего хода ползуна (резца) и быстро отводить ползун назад (холостой ход).
С коробкой скоростей соединен механизм подачи стола. Подача стола производится посредством зубчатых колес и винтовых пар во время холостого хода ползуна.
Сверлильные станки служат для сверления отверстий в изделиях. Вертикально-сверлильный станок состоит из вертикальной станины, станины, перемещающейся по направляющим, а также из стола и шпинделя со сверлом. Для изменения частоты вращения шпинделя служат ступенчатые шкивы или коробка скоростей.
Подача, т. е. вертикально-поступательное перемещение вращающегося шпинделя вместе со сверлом производится при помощи зубчатого колеса и зубчатой рейки вручную или автоматически. Для одновременного сверления нескольких отверстий применяют многошпиндельные сверлильные станки, в которых одновременно работает несколько режущих инструментов.
Радиально-сверлильный станок предназначен для обработки крупных заготовок. Станок имеет массивную цилиндрическую колонну, по которой вверх и вниз перемещается траверса, одновременно вращаясь вокруг оси. На траверсе расположены продольные направляющие для передвижения шпиндельной головки с закрепленным в ней сверлом. Благодаря такому устройству сверло перемещается в любом направлении без изменения положения обрабатываемого изделия. Станок снабжен коробками скоростей и подач, приводимыми в движение от электродвигателя. Поворот, поднятие и опускание траверсы осуществляет специальный электродвигатель. Для ручной подачи сверла служит маховик.
Шлифовальные станки подразделяются на плоско- и кругло-шлифовальные. Эти станки предназначены для снятия небольшого слоя металла особым режущим инструментом - шлифовальным камнем. Благодаря высокой твердости этих камней на шлифовальных станках можно обрабатывать изделия из твердых металлов.
При обработке металлов резанием используют станки с автоматической системой управления (программным управлением). Человек участвует только в устранении неисправностей: износившегося за смену инструмента, в регулировании (наладке) станка и др.
При изготовлении и ремонте пожарной техники обработка металлов резанием занимает значительное место. На заводах по изготовлению пожарной техники имеются специальные цехи механической обработки с токарными, фрезерными и шлифовальными станками. Пожарные части, в которых выполняют техническое обслуживание и ремонт машин и аппаратов пожаротушения, также оснащены комплектом металлорежущих станков.
При обработке металлов резанием следует выполнять правила техники безопасности. Прежде всего необходимо привести в порядок рабочее место - убрать посторонние предметы и ненужные детали. На рабочем месте могут находиться только заготовки или обрабатываемые детали и необходимый инструмент.
Рабочее место должно быть хорошо освещено, устройства, заземляющие станок, электродвигатель, предохранительные ограждения должны быть исправными, техническое состояние станка и электрооборудования отвечать соответствующим требованиям.
О замеченных неисправностях немедленно сообщить руководителю занятий (начальнику мастерской) и не приступать к работе до их устранения.
Особое внимание надо обращать на надежность закрепления обрабатываемой детали и режущего инструмента, а также на соблюдение технологии при обработке деталей согласно техническим картам.
Во время работы станка запрещается: оставлять без присмотра включенный станок; производить замеры обрабатываемой детали; смазывать, ремонтировать и протирать станок; убирать со станины стружку; передавать или принимать детали через станину станка; снимать и надевать предохранительное ограждение; переключать на ходу скорость станка; тормозить вращающиеся детали станка руками; опираться или садиться на станок и работать в рукавицах.
При появлении в станке посторонних стуков, шумов или других признаков неисправностей немедленно остановить станок и доложить об этом руководителю занятия (начальнику мастерской).
Виды обработки металла резанием
Обработка металлов резанием активно используется во многих отраслях, в наибольшей степени – в машиностроении, где является важной и дорогостоящей частью процесса. Это объясняется высокими требованиями, которые предъявляются к изделиям: они должны быть безупречны с точки зрения качества и геометрической точности.
Обработка резанием этим требованиям вполне удовлетворяет, позволяя создавать уникальные высокоточные детали. Именно поэтому уже много лет она не теряет своей популярности.
Как происходит обработка?
Резание металла – это процесс, при котором специальным режущим инструментом с обрабатываемой заготовки снимается слой металла с целью придания ей необходимой формы.
Если учесть, что существует великое множество разнообразных деталей, отличающихся по целому ряду своих характеристик, то не вызовет удивления тот факт, что для работы с ними требуются совершенно разные методы и станки. Для каждой детали предполагается своя технология. Так, основными методами обработки металлов резанием являются:
- точение;
- сверление;
- фрезерование;
- строгание;
- долбление;
- шлифование.

А использующиеся при этом станки, как правило, носят названия применяемых методов (точильный, фрезеровальный, долбежный и т. д.).
На станках устанавливаются различные инструменты, с помощью которых и выполняется процедура обработки. Они должны значительно превосходить обрабатываемый металл по твердости и прочности, их режущие края должны быть острыми. Инструменты, как и заготовки, перед началом работы закрепляются на станке с помощью специальных приспособлений.
В процессе обработки металла образуется много отходов (порядка 20% стружки), что не слишком хорошо с экономической точки зрения. Однако зачастую отказаться от резания не представляется возможным ввиду его универсальности, низкой энергозатратности, высокой точности изделий, большого выбора оборудования и т. д.
Как можно обрабатывать металл резанием?
Обработку резанием можно осуществить несколькими методами. Они ориентированы на разные по форме изделия и имеют разные цели. Основные способы обработки металлов резанием:
- Точение. Выполняется с помощью станка, на котором установлен резец (например, токарный). Процесс работы выглядит так: обрабатываемое изделие совершает вращательное движение вокруг своей оси, а в это время резцом снимается нужный слой металла. Точение применяют для цилиндрических, конических и торцевых поверхностей (и наружных, и внутренних).
- Сверление. Выполняется на станках с установленным сверлом. Легко догадаться, что сверление предназначено для того, чтобы проделывать в деталях отверстия. Деталь прочно зажимается в тисках, и в ней просверливается отверстие нужного диаметра, при этом диаметр определяется размером сверла. Между тем сверла различаются не только размером, но и формой: есть сверла спиральные, перовые, центровочные и другие, каждое для своих целей.
- Фрезерование. Требует специального оборудования, на котором установлена фреза – инструмент с резцами. Фреза совершает вращательное движение, а заготовка, закрепленная на столе, движется продольно. Фрезеровка может быть горизонтальной, вертикальной и диагональной, в зависимости от того, как будут закреплены заготовка и фреза. Существуют и компактные ручные электрические фрезеры, которые при необходимости могут использоваться где угодно, не привязывая мастера к станку. Правда, и возможностей у них гораздо меньше.
- Строгание. Для него необходим строгальный станок (их существует несколько видов: строгально-долбежный, поперечно-строгальный, продольно-строгальный и т. д.). Обрабатывают на них преимущественно рамы, штанги, станины и т. п. Резцы могут использоваться прямые и изогнутые. Прямые наиболее просты в применении, но не позволяют добиться высокой точности. Изогнутые резцы высокоточны, и поэтому являются предпочтительными, и распространены больше.
- Долбление. Необходим долбежный станок. Резец совершает прямолинейное возвратно-поступательное движение, а перпендикулярно ему двигается заготовка. Применяется по большей части для плоских поверхностей с небольшой высотой. С помощью долбления, например, можно получить зубчатые колеса достаточно неплохих степеней точности.
- Шлифование. Для него необходим станок со шлифовальным кругом. Шлифовальный круг крутится, а заготовка получает круговую, продольную или поперечную подачу. Шлифование позволяет получить деталь потрясающей точности, следует лишь учитывать в работе ряд особенностей процесса, таких как нагревание детали во время обработки, устойчивость станка (отсутствие сильных вибраций), глубина резания и т. д.





Выводы
Обработка металла резанием, несмотря на свой недостаток в виде большого количества отходов, продолжает активно использоваться в различных производственных отраслях.
При резании подвергается деформации форма детали без воздействия на структуру материала, режущий инструмент работает лишь с поверхностью изделия. Если прибавить к этому универсальность, высокоточность и другие плюсы, то они, несомненно, перекроют имеющиеся минусы. Поэтому можно с уверенностью заявить, что, несмотря на появление новых технологий обработки металла, обработка резанием сдаст свои позиции еще очень нескоро.
Распространенные способы механической обработки металла
Металлические детали используются в разных областях промышленности. Придать нужную форму и размер металлическому изделию позволяет механическая обработка металлов. Этот технологический процесс требует применения специального оборудования. А выбор метода механообработки зависит от вида материала и типа требуемого изделия.
Общее описание технологического процесса

Механообработка заготовок может производиться двумя методами:
- давлением (без снятия стружки);
- резанием (со снятием стружки).
В первом случае материалу придается нужная форма и объем путем силового воздействия инструмента, например, кузнечная обработка. Во втором случае с него снимаются поверхностные слои (припуск), например, фрезерование, строгание, шлифование.
Механическая обработка металлов является одним из этапов получения готового изделия из заготовки и требует предварительной подготовки технологической карты с указанием требуемых размеров и классов точности. На основе технологической карты составляется чертеж готового материала, где также указываются размеры и классы точности.
Используемое оборудование
Механообработка применяется на специализированных предприятиях, обеспеченных достаточным количеством производственных площадей и необходимого оборудования.
Для снятия поверхностных слоев изделие обрабатывается на токарном станке и фрезерных установках. Наиболее востребованными среди них являются:
- токарные центры с ЧПУ;
- вертикально-фрезерные станки.


Новые модели рабочих приспособлений позволяют соблюдать высокую точность геометрии и шероховатость поверхности.
Оборудование, позволяющее обрабатывать материал механическим способом, представлено в широком разнообразии. Каждое предприятие самостоятельно принимает решение о необходимости приобретения того или иного устройства. Например, на некоторых производствах установлены карусельные станки, способные обрабатывать изделия до 9 метров в диаметре.
К числу стандартного оборудования, которым укомплектовывается любое предприятие, обрабатывающие металлические изделия механическим способом, относятся следующие устройства:
- фрезерные;
- зубофрезерные; ;
- горизонтально-сверлильные;
- вертикально-сверлильные.
Оборудование для обработки давлением
Кузнечная обработка может производиться вручную с помощью молота и наковальни. Механический способ заключается в использовании пресса, опускаемого на нагретую поверхность металла.
Оба приспособления являются механическими. Но молотом наносятся удары, за счет которых обрабатываемая поверхность обретает нужную форму, а пресс оказывает давление.
Молот может быть следующих типов:
- паровым;
- паровоздушным;
- падающим;
- пружинным.

Также существует несколько типов прессового устройства:
- гидравлический;
- парогидравлический;
- винтовой;
- фрикционный;
- эксцентриковый;
- кривошипный;
- пружинный.
Прежде чем приступать к обработке давлением, поверхность металла нагревается. Однако в последние годы вместо горячего воздействия чаще используется холодное, называемое штамповкой. Штамповка подходит для работы с любыми типами металлов. Она позволяет придать изделию нужную форму, не оказывая влияния на физические характеристики материала.
К наиболее популярным видам штамповки относятся:
- гибка;
- вытягивание;
- обжатие;
- формование;
- выпучивание;
- разбортовывание.
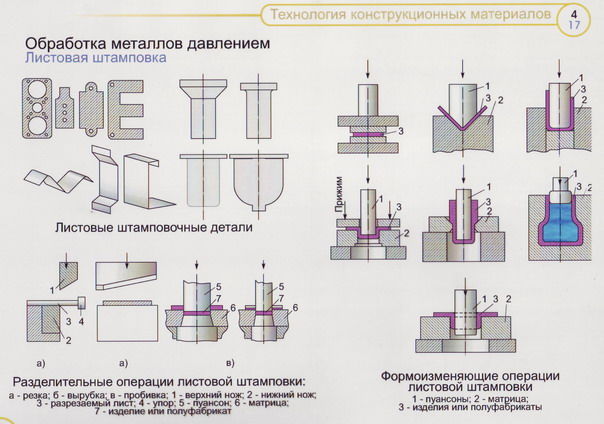
Гибка применяется для изменения осевой формы металлического элемента и производится с помощью тисков, устанавливаемых на гибочные штампы и прессы. Вытягивание производится на давильном станке и применяется для создания сложных изделий. Путем обжатия уменьшается поперечное сечение детали, имеющей полость. Формование применяется для создания элементов пространственных форм. Для выполнения этих работ используются специальные формовочные штампы.
Путем выпучивания заготовки обретают пространственную форму. А разбортовывание применяется для создания бортиков и других дополнительных элементов.
Метод резки
Резка металла является одним из методов, позволяющим обрабатывать элементы механическим способом на разных типах устройств. Сложнее всего работать с цветными сортами материала, которые тяжело поддаются деформации. Раньше для их резки применялся метод плазменной обработки. Но с появлением лазера этот метод потерял свою актуальность.
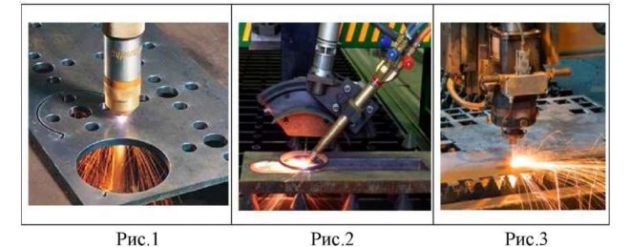
В настоящее время применяется волоконный лазер, позволяющий обрабатывать материал и другими способами, например, сверлить или гравировать. Существует несколько видов резки металла:
- обточка;
- сверление;
- строгание;
- фрезерование;
- шлифование.
Принципы обточки и сверления. Когда производят обточку детали, ее размер практически не изменяется. Обточка подразумевает обработку на токарном станке или других видах устройств, в том числе сверлильном и шлифовальном.
Сверление применяется для получения отверстия, которое изменяет внешний вид детали. Этот механический способ может производиться на любом устройстве. Основным условием является наличие сверла и тисков, в которые устанавливается обрабатываемая заготовка.
Строгание детали. Строгание осуществляется на специальном строгальном устройстве, снабженном резцом. Сложность данного вида механообработки заключается в необходимости проведения точных расчетов холостых и рабочих ходов, которые позволяют резцу входить и выходить из обрабатываемого элемента.
Методы фрезерования и шлифования. Фрезерование – сложный механический метод, который проводится на горизонтально-фрезерном станке. Заготовка фиксируется на рабочей поверхности, а затем обрабатывается с помощью фрезы, воздействующей на заготовку под углом.
Шлифование металла – это завершающий этап, позволяющий придать поверхности детали необходимую гладкость и снять лишний слой. Для выполнения шлифования не требуется специальных устройств. Окончательный вид детали можно придать самостоятельно с помощью шлифовального круга. В производственных условиях для этих целей используются шлифовальные станки. Цилиндрические детали обрабатываются вращательными движениями с прямой и круговой подачей. В случае с плоской заготовкой шлифование металла производится только в прямом направлении.
Видео по теме: Точная обработка металла
Основы обработки металлов резанием
Сущность процесса обработки металлов резанием заключается в снятии с заготовки металла (стружки) для получения изделий необходимой формы, размеров и требуемого качества поверхности (точности и шероховатости).
На большинстве машиностроительных заводов резание является преобладающим способом обработки металлов: до 40…60 % деталей машин получают в результате обработки заготовок на металлорежущих станках. Резанием обрабатывают различные материалы, свойства которых лежат в широком диапазоне: это пластичные и хрупкие материалы, металлические и неметаллические, природные и искусственные, твердые и мягкие. Выполненные при обработке резанием размеры, форма и расположение поверхностей и их шероховатость определяют фактические зазоры и натяги в соединениях деталей машин и механизмов, влияющие на их качество, технические и экономические показатели продукции.
Для нормирования точности изготовления изделий установлены степени точности - квалитеты. Квалитет - это совокупность допусков, соответствующих одинаковой степени точности для номинальных размеров. В соответствии с действующим стандартом установлено 19 квалитетов точности: 01, 0, 1, 2, 3,…, 17. Самый точный - 01, самый грубый - 17-й квалитет. Допуск квалитета обозначают буквой IT и цифрой квалитета. Номинальный размер - размер, который служит началом отсчета отклонения и относительно определяет предельные допустимые размеры (наибольший и наименьший). Допуск - это разница между наибольшим и наименьшим предельными размерами. На чертеже детали указывают номинальный размер и отклонения (верхнее и нижнее).
Для измерения и контроля размеров применяют мерительный инструмент и приборы. Простейшими и наиболее часто применяемыми инструментами являются: линейка, угломер, штангенциркуль, микрометр, глубиномер, нутромер, предназначенный для измерения внутренних размеров.
Шероховатость поверхности - это совокупность неровностей, образующих рельеф поверхности детали или заготовки, рассматриваемый в пределах базовой длины. Для численного определения величины шероховатости поверхности используют базовую линию, представляющую собой среднюю линию профиля неровностей, относительно которой рассматривают и измеряют высоту выступов и глубину впадин. Для характеристики шероховатости часто используют параметр Ra - среднее арифметическое отклонение профиля в пределах базовой длины. Величина Ra может быть в пределах от 0,008 до 100 мкм; наименьшее значение шероховатости можно получить при полировке, наибольшее - при строгании. При измерении шероховатости грубо обработанных поверхностей применяют параметр Rz - сумма средний абсолютных значений высот пяти наибольших выступов профиля и глубина пяти наибольших впадин профиля в пределах базовой длины. Величина Rz может лежать в пределах от 0,025 до 1600 мкм.
Параметры шероховатости поверхности измеряют контактными методами с помощью щуповых приборов (профилографы, профилометры), приборов светового сечения, теневого сечения, растровых микроскопов, микроинтерферометров.
В процессе обработки исходная заготовка и режущий инструмент получают рабочее движение от механизмов металлорежущих станков и перемещаются относительно друг друга. Для осуществления обработки резанием необходимо сочетание двух видов движения: главного движения резания и движения подачи.
Главное движение резания – прямолинейное поступательное или вращательное движение заготовки или режущего инструмента, происходящее с наибольшей скоростью в процессе резания. Движение подачи – прямолинейное поступательное или вращательное движение режущего инструмента или заготовки, скорость которого меньше скорости главного движения резания, предназначенное для того, чтобы распространить отделение слоя материала на всю обработанную поверхность. В зависимости от направления движения подачи различают продольное, поперечное и другие движения подачи.
Наиболее распространенными видами обработки металлов резанием являются: точение, сверление, фрезерование, строгание, шлифование (рис.7).
Достоинства обработки металлов резанием: возможность придания изделиям любой формы и шероховатости; высокая точность размеров полученных деталей; невысокая энергоемкость; высокая степень механизации и автоматизации процессов обработки; универсальность процессов, обуславливающая возможность обработки разнообразных по форме и размерам деталей из различных материалов.
Недостатки: низкая производительность (точечный контакт инструмента с деталью); большие отходы металла в стружку.
Совершенствование технологии резания, модернизация металлорежущего оборудования, разработка и внедрение новых методов резания металлов являются актуальными проблемами.
Точение (токарная обработка) – обработка (наружных и внутренних) поверхностей тел вращения резанием, характеризуемая вращательным движением заготовки и поступательным движением режущего инструмента – резца (рис. 7а). Разновидности точения: обтачивание, растачивание, подрезание, разрезание. При точении заготовке сообщается главное движение резания, а инструменту – движение подачи.
Обработку металлов резанием производят на металлорежущих станках при помощи режущего инструмента, который подразделяется на две группы: однолезвийный (резцы) и многолезвийный с двумя и более режущими кромками (сверла, зенкеры, развертки и т.д.)
Станки токарной группы составляют до 50 % всего станочного парка механических цехов машиностроительных заводов и подразделяются:
- токарно-винторезные станки – наиболее универсальные станки рассматриваемой группы;
- токарно-карусельные станки применяют для обработки средних и крупных заготовок, диаметр которых превышает их высоту (зубчатые колеса, маховики);
- токарно-револьверные станки предназначены для обработки заготовок сложной формы, где требуется применение большого числа инструментов. Для закрепления большего числа инструментов используется револьверная головка. Во время работы станка инструменты вводят в процессе обработки последовательно (один за другим) или параллельно (одновременно несколько);
- токарные полуавтоматы – все движения производятся автоматически, однако установка каждой заготовки и снятие готовой детали осуществляется рабочим;
- токарные автоматы – обрабатывают различные заготовки, причем обработка ведется практически без участия рабочего, обязанности которого сводятся к перезарядке автомата на партию и периодическому контролю готовых деталей.
- сверление – широко распространенный метод получения отверстий резанием. Главное движение при сверлении – вращательное, а движение подачи – поступательное. Оба движения при сверлении отверстий на сверлильных станках сообщаются инструменту – сверлу.
Основными технологическими операциями, связанными с обработкой отверстий, являются сверление, зенкерование, рассверливание, нарезание резьбы и т.д. (рис. 7б). Все эти операции производят на станках сверлами, зенкерами, развертками, метчиками. Однако при сверлении отверстие получается небольшой точности, с шероховатой поверхностью. Поэтому предварительно просверленные отверстия обрабатывают зенкером (зенкерование) и разверткой (развертывание). Зенкерование в основном применяется для увеличения диаметра и в отдельных случаях для повышения точности отверстия и уменьшения шероховатости его поверхности. Зенкеры имеют три-четыре режущие кромки, резание производят боковыми зубьями. Для получения более точных отверстий и необходимую (малую) шероховатость поверхности используют развертки, имеющие значительное число режущих кромок.
Существуют сверлильные станки различных типов: вертикально-сверлильные, горизонтально-сверлильные, радиально-сверлильные, расточные, координатно-расточные и специальные. Станки сверлильной группы бывают одношпиндельные и многошпиндельные.
Для обработки крупногабаритных заготовок с большим числом отверстий применяют сверлильные станки с ЧПУ.
Фрезерование – процесс обработки изделий многолезвийным режущим инструментом – фрезой (рис.7в).
По сравнению с процессом точения процесс фрезерования имеет следующие особенности: в работе одновременно участвует несколько лезвий, поэтому фрезерование является более производительным способом обработки, чем точение; каждый зуб фрезы работает периодически, а корпус ее большей частью имеет значительную массу, что способствует лучшему охлаждению лезвий.
Фрезе сообщается главное вращательное движение, а обрабатываемой детали – поступательное или вращательное движение подачи.
Различают две основные группы фрезерных станков: универсальные общего назначения; специализированные. К первой группе относятся горизонтально-фрезерные, вертикально-фрезерные и продольно-фрезерные станки; ко второй – зубофрезерные, резьбофрезерные, копировально-фрезерные и др.
На фрезерных станках выполняются следующие основные работы: фрезерование плоскостей, пазов, сложных поверхностей, шпоночных канавок и зубьев шестерен.
Для обработки заготовок используют: цилиндрические, концевые, торцевые, фасонные, шпоночные фрезы. При изготовлении зубъев шестерен - модельные дисковые, пальцевые или червячные фрезы.
Строгание – для обработки длинных плоских поверхностей (рис. 7г, д). Оно выполняется при прямолинейном возвратно-поступательном движении резца или заготовки – это движение является главным. После каждого двойного хода заготовка или резец перемещаются в поперечном направлении, совершая тем самым движение поперечной подачи.
Основным недостатком обработки деталей на строгальных и долбежных станках является то, что при работе на них резание осуществляется только во время рабочего хода. Во время обратного хода резец не снимает стружку и это приводит к значительным потерям времени. Поэтому строгание характеризуется низкой производительностью и его целесообразно в крупносерийном и массовом производстве заменить фрезерованием.
В индивидуальном и мелкосерийном производстве на фрезерных станках обрабатываются различные по расположению плоскости: горизонтальные, вертикальные, параллельные, перпендикулярные и наклонные; Т-образные, прямоугольные и другие пазы и канавки; фасонные поверхности.
Протягивание – процесс обработки заготовок резанием при помощи протяжек. Размеры зубъев протяжки постепенно увеличиваются от начала её режущей части так, что при перемещении в осевом направлении относительно заготовки каждый зуб снимает стружку от 0,01 до 0,2 мм. Протяжка обычно имеет замкнутую (хвостовую) часть для крепления к ползуну станка, шейку направляющую, режущую и калибрующую части.
Различают внутреннее и наружное протягивание. Первое применяют для выполнения отверстий различных размеров (3…300 мм) и форм (цилиндрических, трехгранных, квадратных и др.); вторые – для получения прямых и спиральных зубъев, прямых и винтовых канавок, плоских и кривых наружных поверхностей, при рифлении и т.д. Отверстия под протяжку предварительно высверливают или растачивают, наружные поверхности, как правило, протягивают без предварительной обработки резанием, т.е. в черновом виде (отливки, поковки).
Протяжные станки бывают вертикальные и горизонтальные и разделяются на станки для внутреннего и наружного протягивания.
Протягивание является одним из прогрессивных и перспективных процессов механической обработки. Высокая производительность протягивания в сочетании с большой стойкостью протяжек, хорошее качество и высокая точность обработки поверхности позволяет использовать этот метод для обработки деталей средних размеров в условиях массового и крупносерийного производства, где он во многих случаях вытесняет фрезерование.
Шлифование – процесс обработки заготовок резанием при помощи шлифовального круга – инструмента, имеющего форму тела вращения и состоящего из абразивных зерен и связующего их материала (рис.7е,ж). При вращении круга наиболее выступающие из связки зерна, контактируя с заготовкой, снимают с её поверхности тонкие стружки. Большинство из них, сгорая, образуют пучок искр.
Шлифование осуществляется при больших скоростях резания (70 м/с и выше) снятием стружки с малой площадью сечения. В связи с этим, а также невыгодными углами резания температура в рабочей зоне достигает 1500 С.
Обработка шлифованием в большинстве случаев является чистовой и отделочной операцией, обеспечивающей высокое качество обработанной поверхности и точность обработки. В некоторых случаях шлифование применяется для предварительной обработки заготовок, обдирки при снятии слоя до 6 мм.
Процесс шлифования обычно осуществляется при помощи трех движений: вращения шлифовального круга, вращения или возвратно-поступательного перемещения обрабатываемой детали и движения подачи, осуществляемого кругом или обрабатываемой деталью.
В группу шлифовальных станков входят круглошлифовальные, внутришлифовальные, обдирочно-шлифовальные, специализированные (зубошлифовальные, бесцентро-шлифовальные, копировальные и др.), заточные станки для режущих инструментов, притирочные и полировальные.
Читайте также: