Металл для седел клапанов
Обновлено: 02.07.2024
С началом применения головок блока цилиндров из алюминия кольца седла клапана обрели большее значение. Вместе с клапанами они герметизируют камеру сгорания головки блока цилиндров. Кольцо седла клапана принимает часть тепла сгорания, которой подвержен клапан. Это тепло кольцо седла клапана отдает головке блока цилиндров. Чтобы выдерживать столь различные нагрузки, требуется подобрать оптимальный состав материала для колец седла клапана. При этом необходимо учитывать не только условия эксплуатации этих деталей в двигателе, но и возможность обработки материала на предприятии по ремонту двигателей.
Материалы:
В современных двигателях используются кольца седла клапана из спечённых материалов (порошково-металлургическая технология). Все более высокие тепловые и механические нагрузки, воздействующие на кольцо седла клапана в камере сгорания, вряд ли могут выдержать материалы, изготовленные методом обычного литья. По этой причине последнее время используют металлокерамические кольца седла клапана, изготовленные из двух различных соединений материалов, которые удовлетворяют всем требованиям современных двигателей.
Чугунные кольца седла клапана:
G1 series semi-finished (жаропрочная)-серия G1 состоит из жаропрочного сплава серого чугуна с добавками хрома и молибдена. Такое кольцо седла клапана имеет точно согласованный с нагрузками состав из мартенсита с выраженной сетью карбида. За счет этого кольцо седла клапана обладает хорошей износостойкостью и жаропрочностью.
G2 series semi-finished (с высокой износостойкостью)-серия G2 состоит из сплава серого чугуна высокой износостойкости с большим количеством добавок молибдена и ванадия. Это сочетание материалов отличается высокой износостойкостью, сохраняющейся даже при очень высоких температурах. Это высоколегированный материал с хорошо выраженной, закрытой сетью из смешанных и специальных карбидов в мартенситной матрице и с равномерно распределенными твердыми добавками смазочного материала.
Металлокерамические кольца седла клапана:
HM series semi-finished (High Machinability-очень хорошая механообработка)-это сочетание материалов отличается превосходной обрабатываемостью резанием. Металлокерамическое кольцо седла клапана серии HM сделано из карбида вольфрама, включенного в легированную сталь, и в точности соответствует возникающим нагрузкам. Таким образом, удалось объединить свойства материалов, таких как высокая твердость и очень хорошая обрабатываемость резанием, что до сих пор не представлялось возможным. Кроме того, серия HM обладает хорошей износостойкостью и теплостойкостью.
HT series semi-finished (High-Temperature Resistance-очень высокая термостойкость)-это сочетание материалов отличается высокой износостойкостью, сохраняющейся даже при крайне высоких температурах. Металлокерамическое кольцо седла клапана серии HT соответствует керамическому сплаву инструментальной стали с карбидом вольфрама, в матрицу которого внедрили соответственно выверенные добавки, устойчивые к очень высоким температурам. Благодаря большому количеству стабильно внедренных антифрикционных добавок эти кольца особенно хорошо подходят для мощных двигателей внутреннего сгорания и дизельных двигателей с турбо наддувом, подверженных большим нагрузкам. Несмотря на высокие нагрузки, которым подвергаются эти двигатели, "микросварки" кольца седла клапана с клапаном не происходит. Кольца седла клапана серии HT используются, прежде всего, в подверженных высоким нагрузкам двигателях. Материал был разработан для сухого топлива, такого как компримированный природный газ (CNG), сжиженные углеводородные газы (LPG) и для гибкого выбора топлива (Flex Fuel).
НT+ series semi-finished (High Temperature and High Wear Resistance-очень высокая термостойкость и износостойкость)-это сочетание материалов отличается очень высокой износостойкостью, сохраняющейся даже при крайне высоких температурах. Состав материала колец седла клапана HT+ рассчитан, что несмотря на повышенную износостойкость, будет иметь место средняя нагрузка со стороны режущего материала и упрощенная обработка. Сочетание керамической инструментальной стали из карбида вольфрама и очень высокого содержания стабильно внедренных антифрикционных добавок особенно хорошо подходит для сухого сжигания, которое имеет место при использовании такого газового топлива, как сжиженные углеводородные газы (LPG), компримированный природный газ (CNG), пропан и при гибком выборе топлива (Flex Fuel). Возможно также применение в мощных бензиновых и дизельных двигателях. Кроме того, кольцо седла клапана серии HT+ отличается очень хорошей теплопроводностью и, несмотря на высокие нагрузки, которым подвергаются эти двигатели, "микросварки" кольца седла клапана с клапаном не происходит.
Из чего изготовлены седла клапанов
Седла клапанов отвечают за три основных функции: обеспечивают герметичность в закрытом положении, обеспечение оптимального воздушного потока, когда клапан открывается, и для передачи тепла от клапана к головке, когда клапан закрыт. Седла клапанов должны быть достаточно твердыми, чтобы выполнять основные функции достаточно длительный период, достаточно мягкими, чтобы предотвратить повреждение клапана, и иметь достаточную теплопроводность для отвода тепла от клапана.
Расположение и высота седла клапанов в головке блока цилиндров является определяющим фактором для достижения правильной согласованной работы всех цилиндров.
Давайте разберемся на бумаге в чем минусы разной высоты посадки клапанов в их седлах. Допустим вы считаете, что степень сжатия вашего двигателя составляет 11.25:1, но на самом деле из-за разности посадки клапанов изменился объем камеры сгорания и теперь степень сжатия может быть в пределах от 11.15:1-11.37:1. На практики такая разность в камере сгорания плохо сказывается на производительности двигателя, разное наполнение горючей смесью, сильно проточенные в результате ремонта седла просаживают клапан очень глубоко и это приводит к ухудшению продувки. Если седла уже на раз протачивались и клапан глубоко располагается относительно камеры сгорания, об этом я немного писал в предыдущей статье Дефектовка клапанов, лучше заменить седло, но есть вариант переточить его под больший диаметр клапана, это позволит вернуть исходное положение, но соответственно появляется необходимость в подходящем клапане. Тут уже можно использовать специальные тюнинг клапаны, в продаже можно найти высоко производительные и имеющие специальные напыления, о таких клапанах я напишу в следящей статье. Обдумывая замену седла можно присмотреться к разным материалам, в зависимости от ваших целей. Седла изготавливаются из бериллия, меди, чугуна, стеллита, хрома, сплавов никеля, кобальта, и порошковый металл.
Как извлечь седло клапана
Много разговоров в сети как это делать и способов не меньше. Приведу пример как быстро и качественно, без повреждения головки вынуть седло клапана и для этого понадобится старый клапан и сварочный аппарат.

Глядя на картинку все становится понятным.
Берем старый клапан и протачиваем его тарелку до внутреннего диаметра седла, вставляем его в направляющую и утапливаем почти до самого края седла, не доходя примерно 2-3 мм. Заклеиваем каналы охлаждения с боков головки если таковые имеются, устанавливаем головку горизонтально камерами сгорания вверх и наливаем холодную воду в рубашку охлаждения. Это следует сделать обязательно потому что мы будем пользоваться сваркой и это неизбежно будет нагревать камеру сгорания что может привести к ее деформации. Прихватываем в нескольких местах вставленный клапан. Нет необходимости капитально сваривать детали, это только увеличит вероятность деформации и потом сложнее будет отделить наш проточенный клапан, который пригодится для следующего седла. И так клапан приварен и остается только выбить его молотком с обратной стороны после того как все остынет, кто боится слова «молоток», могут плавно выпрессовать нехитрыми приспособлениями. Если седла изготовлены из сплава, например бериллий-медь, то сварка становится мало вероятна. В таком случае чтобы не утруждаться вытачиванием седла на станке, что не всегда доступно, можно нарезать резьбу на седле большим метчиком и также нарезать резьбу на подходящей толстостенной трубе заблаговременно приварив к ней клапан в районе резьбы и таким же образом выбить.
Установка седла клапана
Натяг седел клапанов. Для установки в алюминиевые головки блока цилиндров, натяг (разница в диаметрах) должен быть в следующем диапазоне:
Установка седла намного проще чем его демонтаж, изготавливается подходящая оправка по диаметру седла, направляющей для центровки, послужит так же старый клапан, головка блока предварительно очищается и нагревается до 80-90 градусов, в несколько движений молотком быстро запрессовывается седло.

Разберемся какие седла с какими клапанами используются и для чего это нужно.
Бериллий-медь, рекомендуется к использованию с титановыми клапанами. Этот сплав седла около 98% меди обеспечивает достойный уровень теплообмена, обладает высоким сопротивлением усталости и износу при высоких температурах. Бериллий медь обеспечивает лучшую тепло передачу, чем, скажем, бронзы или железа. Недавно был разработан медно-никелевый сплав, возможно даже лучше, чем бериллий-медь. Это было сделано во многом из-за токсичности бериллия во время его обработки.
Титановые клапаны, хотя и легче по весу, но имеют тенденцию к сильному нагреванию, поэтому возникает необходимость в седле способного быстро отводить тепло.
Твердые сплавы как стеллит, хром подходят для большинства случаев, но это не лучший вариант для высоко форсированного мотора. Хоть эти сплавы как- то и адаптируются производителями по теплопроводности всё же возникает сложность в их обработке.
Клапан ДВС
Большое разнообразие материалов из которых изготавливают клапаны двс может поставить перед сложным выбором. В этой статье пойдет речь о технологиях производства клапана в каких случаях использовать те или иные клапаны, их достоинства и недостатки, облегчение и проточка «тюльпана», а также поговорим о защищающих покрытиях и методах их нанесения. Эта информация предоставлена, чтобы помочь Вам сделать обоснованное решение при модернизации клапанного механизма.
1.Технологии производства клапанов.
При изготовлении выпускных клапанов особое внимание уделяется методам изготовления и материалам способным длительно выдерживать высокую температуру и при этом сохранять прочность. К впускным требования не столь жесткие так как они имеют дополнительное охлаждение свежей топливовоздушной смесью. Необходимым свойствам соответствуют многие сплавы при соблюдении определенных технологиях, но всегда приходится чем-то жертвовать к тому же вес детали получается большим. Проводится много исследований и выявление новых материалов не стоит на месте. Множество запатентованных технологий еще не нашли своего применения на практике.
Все то множество технологий и их недостатки я описывать подробно не буду, поверхностно пройдемся по основным. Как делается тарелка клапана:
Торцевая раскатка- раскалённый стержень клапана выступает из матрицы и вращающийся под углом к оси матрицы пауссон раскатывает по кругу стержень, который постепенно подается в матрицу до придания необходимой формы. Создается направленная микроструктура метала, параллельная профилю тарелки клапана, что увеличивает прочность.

1-торец заготовки. 2-матрица. 3-паусон. 4-готовая тарелка клапана. 5-стержень.
В следующем методе заготовку подают в матрицу и похожим образом раскатывают тарелку клапана, при этом еще выдавливается ножка в отверстие что тоже дает направленную микроструктуру, подобную волокнам древесины. Существует еще несколько методов имеющих сходство с описанным.
Клапан изготавливают из стали марок: 40Х9С2, 40XH, 40Х10С2М, 20ХН4ФА, 55Х20Г9АН4, 45Х14Н-14В2М, титановых сплавов ПТ-3В, ВТ3, ВТ-14, ВТ6, с намного низкой температурной стойкостью (только впускные клапаны) ВТ18У и ВТ25У и других сплавов. Клапаны из сплавов на основе интерметаллида TiAl имеют сравнимо низкую плотность металла, соответственно и меньший вес с большей твердостью и жаропрочностью даже в сравнении с привычными сплавами на основе титана. Но возникают трудности при изготовлении по привычным технологиям, позволяющим добавить прочность, из-за низкой пластичности. В таком случае изготавливают методом литья, но в этом случае, в структуре металла образуется пористость, которая удаляется только высокотемпературным газоизостатированием, очень дорогая процедура, составляющая себестоимость клапана.
Широко применяется комбинированная система, когда стержень выполняется из низколегированных сплавов с большей твердостью, а тарелка из жаропрочных. Готовые детали в последствии свариваются различными методами или напрессовываются, конструкция считается не очень надежной.
Другой вариант изготовления, стержень и торец клапана изготавливаются из одного сплава, в последствии деформационной и термо обработки создаются разные микроструктуры метала, в головке обеспечиваются высокая твердость и сопротивление ползучести в тарелке высокая термостойкость. Опять же технологии изготовления очень дорогостоящие. Не стану описывать остальные методы, имеющие по 3-4 переходных зоны по микроструктуре и технологию отжига, все они принципиально схожи с выше описанным.
Горячая штамповка в торец- раскалённый стержень просто вдавливается в матрицу в которой метал распределяется как попало с нарушением микроструктуры, самый простой и бюджетный способ, не имеющий необходимой прочности.
2. Виды клапанов
Широко распространены всего два вида тарельчатых клапанов «Тюльпан» и «Т-образный».
Стоит разобраться в недостатках и преимуществах чтобы сделать свой выбор. И так самый распространенный это тюльпан, имеет большой запас прочности обтекаемую форму, часто большой вес.
Т- образный предназначен в большей степени для тюнингованного мотора работящего преимущественно на высоких оборотах. Имеет минимальный радиус перехода от ножки к тарелке, небольшой вес в следствии чего уменьшается нагрузка на газораспределительный механизм продлевая срок службы, сдвигает порог зависания клапана что позволяет использовать стандартные клапанные пружины, не прибегая к усиленным, отбирающих свою долю мощности, меньший износ направляющих втулок, лучшая продувка. О надежности поговорим чуть ниже.
3. Облегчение клапана типа «Тюльпан»
Из экономических соображений многие стремятся самостоятельно облегчить клапаны, покупка новых Т- образных выливается в кругленькую сумму, обычно это клапаны на основе титана, имеющие небольшой вес минимальную металлоёмкость и лучшие характеристики прочности и жаростойкости, однако в виду трудоемкого производства таких деталей себестоимость очень высока.

Выше я уже говорил, что Тюльпан изначально имеет большой запас прочности и есть возможность его облегчить ценой надежности, неоправданного риска попасть на очередную капиталку. Мало кого этот факт останавливает и начинаются поиски тех кто уже опробовал и сделать именно также, соблюдая размеры оппонента. В сети по этой теме можно найти много положительного опыта, реже попадаются печальный исход доработки.

А теперь давайте разберемся почему это происходит. В начале я описывал технологии производства клапанов и материалов. Если вы читали внимательно, то уже поняли, что большое значение имеет технология производства и созданная микроструктура в металле пусть хоть в результате термообработки или метода штамповки. Во время облегчения клапана механически удалятся часть металла в поверхностных слоях которого была заключена основная прочность всей детали. Термонагруженность тарелки возрастает вследствие чего материал клапана не способен выдерживать нагрузку и поддается деформации. Некоторые производители наносят специальные покрытия расширяющие свойства, в конце темы опишу подробнее. Из этого можно сделать вывод, вероятность обрыва тарелки 50/50, ведь вам не известна технология и материалы и действовать вы будете по опыту других или на глазок. Добавим вероятность заводского брака и возможную детонацию, и получите такой результат.

Однако не всегда так случается и судя по опыту немногих, облегченные клапаны ходят по 100тыс и продолжают исправно работать. Если вы все же решились на облегчение, задумайтесь об охлаждении тарелки, в этом поможет замена седел клапанов на бронзовые. Именно через седла отводится большая часть температуры. Об этом я уже писал в теме Седло клапана. Не допускайте острых краев и тонких кромок на тарелке, эти места будут чрезвычайно перегреты повысится вероятность детонации и приведет к прогару и разрушению клапана. Совершенно нет необходимости в фасках, сделайте плавный переход и скруглите кромку тарелки. Не забудьте притереть клапан к седлу, желательно не алмазными пастами. Рассмотрите варианты облегчения остальных подвижных частей- пружинные тарелки, коромысла или толкатели.
Предпочтение стоит отдавать конечно заводским Т- образным клапанам, не оставляя без внимания бренд, их надежность не заставит вас сомневаться. Не думайте опробовать производство из Китая даже если это титан.
4. Защищающие покрытия, методы нанесения.
Распространение получили три метода нанесения покрытия на металлы плазменно-порошковая наплавка, лазерное легирование, наплавка токами высокой частоты. Нанесенное покрытие совершенно другого металла на выпускной клапан расширяет защитные свойства детали, возможность противостоять агрессивной среде. Это позволяет выполнять клапан из более подходящих материалов по термостойкости и прочности, не прибегая к поиску золотой середины. Таким получаем прочный и легкий клапан, не способный противостоять окислению и износу, но применение тонкого слоя специального покрытия решит эту проблему.
Выхлопные газы высокой температуры наносят большой вред клапану, возникает газовая коррозия парами воды, окисление кислородом, оксидом углерода, оксидом серы, которые образуются в результате горения. Механическое воздействие расклепывает рабочую фаску увеличивается ее размер, нарушается герметичность, что приводит к прорыву раскалённых газов в щель и большему прогару.
Далее расскажу о методах нанесения покрытия, ознакомимся с каждым из них подробнее.
Плазменно-порошковая наплавка-
наиболее универсальный метод, подается гранулированный металлический порошок вместе с газом в плазмотрон. Такой метод позволяет наносить качественное покрытие толщеной 0.5-5.0мм, растворимость металла детали в наплавленном слое всего 5%, возможное отклонение от номинала толщены- 0.5мм, минимальная окисляемость наплавляемого слоя за счет подаваемого в плазмотрон газа, минимальная зона термического влияния.
Лазерное легирование-
на деталь воздействует луч лазера разогревая поверхность чуть больше температуры плавления основы. Температура регулируется мощностью лазера и диаметром луча. В результате происходит активное перемешивание легирующего металла размещенного на поверхности основы с металлом детали на глубину примерно 1-2 мм. Такой метод позволяет наносить покрытия стеллита, вольфрамохромокобальтового сплава. Растворимость основного металла в покрытии 5-10%.
Наплавка токами высокой частоты-
На тарелку клапана устанавливается кольцо из наплавляемого металла, между клапаном и кольцом находится порошковый флюс или газовая среда (аргон, азот) под действие тока высокой частоты разогревается кольцо и подогревается тарелка клапана до температуры диффузии металлов, место нанесения покрытия охлаждается водой с другой стороны клапана, таким образом происходит намораживание наплавляемого слоя, при этом клапан вращается для обеспечения равномерности нагрева. Таким образом наносят самофлюсующиеся сплавы ЭП616, ЭП616А, ЭП616Б, ЭП616В значительно дешевле кобальтовых стеллитов и имеют достаточную твердость и стойкость к коррозии. Растворимость основного металла в слое покрытия 20-30%.

Тарелка титанового клапана с покрытием нитрид хрома (CrN)
Пример с покрытием из нитрида титана, обеспечивает высокую твердость.
Из какого металла сделано седло клапана
Противостоит отложению нагара и окислению.
МАТЕРИАЛЫ,ПРИМЕНЯЕМЫЕ ДЛЯ ДЕТАЛЕЙ МЕХАНИЗМА ГАЗОРАСПРЕДЕЛЕНИЯ
Распределительные валы изготовляют из легированных сталей 15Х, 15НМ и 12ХНЗА, или из углеродистых сталей 40 и 45, или из чугуна. Кулачки и шейки стальных распределительнных валов подвергаются цементации с последующей закалкой или поверхностной закалке, а чугунных — отбеливанию.
Для распределительных шестерен применяют сталь 20 и 45 или серый чугун. Для уменьшения шума при работе зубья шестерни делают косыми, а шестерню изготовляют из текстолита (при стальной ступице).
Толкатели изготовляют из легированных сталей 15Х, 20Х 12ХНЗА и 18ХНЗА, из стали 45 с последующей поверхностной закалкой. В некоторых двигателях толкатели делают из отбеливающихся чугунов. Твердость рабочих торцов толкателя не должна быть ниже HRC 54—56.
Выпускные клапаны в карбюраторных двигателях изготовляют из сталей ЭСХ8, Х9С2, Х10СМ, Х12Н7С, ЭН107 и ЭЯ2. С целью экономии жаропрочные материалы в ряде двигателей применяют только для головок клапанов, а стержни делают из сталей 40Х или 40ХН, затем эти детали сваривают. Для повышения коррозионной стойкости выпускных клапанов и уменьшения износа рабочей поверхности на нее и на головку клапана со стороны цилиндра наплавляют слой твердого сплава ВЗК (на кобальтовой основе), сормайта (на железной основе) или стеллита (60% Niи 15% Сг) толщиной 1,5—2,5 мм.
Для впускных клапанов применяют хромистую и хромони-келевую сталь 40Х, 40ХН, 50ХН, 37С и 40ХНМА.
Седла клапанов изготовляют из серых перлитовых чугунов СЧ 24—48, стали 45. В некоторых случаях седла клапанов отливают из отбеливающихся чугунов, при этом седла хорошо противостоят ударной нагрузке и химическому воздействию газов. Кроме того, обработка точно отливаемых колец для седел сводится только к шлифованию, без обтачивания и притирки.
Направляющие втулки изготовляют из чугуна или из алюминиевой бронзы.
Для пружин применяют специальную пружинную проволоку диаметром 3—5 мм из сталей СОГ, 65Г, 50ХФХ и П1.
Детали крепления тарелки, пружины и стержня клапана (сухари, чеки) изготовляют из сталей 40, 45, 12НЗА и чугуна СП-4Ф и др.
Коромысла штампуют из углеродистых сталей 20 и 30. Применяют также легированные стали 20ХНЗА, 12ХЗА, ЭИ274 и др. Ударной части коромысла с помощью термической обработки придается высокая твердость.
ремонт головки
Раньше на Газ 51-52 с полуосей точили !!
на металлобазе меня не поймут
Да выкинь эту головку в утиль и не парься—все одно их не запресуещь как надо-если конечно не ВУНДЕРКИНГ.
где гарантия что куплю не самосбор?
Это для а/м МАЗ 500
«Клапаны делятся на впускные и выпускные. Каждый цилиндр имеет одни выпускной и один впускной клапаны.
Впускной клапан изготовлен из жаропрочной стали ЭИ107. Его диаметр по условному проходу (среднему поясу) равен 58 мм, фаски выполнены под углом 29° 15′ к оси стержня клапана; диаметр стержня клапана мм. Клапан подвергают
закалке с последующим отпуском, твердость HRC 35—40; твердость торца стержня клапана HRC 50—57.
Выпускной клапан сварной. К верхней части стержня клапана стыковой сваркой приварен наконечник стержня из стали 40ХН. Сам клапан изготовлен из жаропрочной стали ЭИ69. Диаметр выпускного клапана по условному проходу (среднему поясу) равен 46 мм\ фаска выполнена под углом 44°15’ к оси стержня клапана. Головка впускного клапана имеет большие размеры, чем выпускного, для лучшего наполнения цилиндра воздухом. Выпускной клапан подвергают закалке и отпуску, твердость HRC 25—30; твердость торца стержня клапана HRC 50—57.
Металл для седел клапанов
В статье рассматривается вопрос о необходимости и целесообразности применения аустенитного мар-ганцовистого чугуна для седел клапанов ДВС, эксплуатирующихся на газомоторном топливе. Приводят-ся сведения о серийно выпускаемых седлах клапанов ДВС автомобилей, описываются наиболее распро-страненные сплавы для изготовления деталей седел, их недостатки, несовершенство сплавов, применяе-мых при эксплуатации, и причины низкого ресурса деталей такого типа. В качестве решения данной проблемы предлагается использовать аустенитный марганцовистый чугун. На основе многолетних ис-следований свойств марганцовистого чугуна было предложено использовать данный сплав для изготов-ления седел клапанов автомобильных двигателей с газомоторным топливом. Рассматриваются основные свойства, которыми обладает предлагаемый сплав. Результаты исследований положительные, а ресурс новых седел по сравнению с серийными в 2,5 … 3,3 раза больше.

1. Виноградов В.Н. Износостойкие стали с нестабильным аустенитом для деталей газо-промыслового оборудования / В.Н. Виноградов, Л.С. Лившиц, С.Н. Платонова // Вестник машиностроения. - 1982. - № 1. - С. 26-29.
2. Литвинов В.С. Физическая природа упрочнения марганцевого аустенита / В.С. Литви-нов, С.Д. Каракишев // Термическая обработка и физика металлов : межвузовский сб. - Свердловск, УПИ. - 1979. - № 5. - С. 81-88.
3. Масленков С.Б. Стали и сплавы для высоких температур. Справочник : в 2 т. / С.Б. Масленков, Е.А. Масленкова. – М. : Металлургия, 1991. - Т. 1. - 328 с.
4. Станчев Д.И. Перспективы применения специального аустенитного марганцовистого чугуна для деталей фрикционных узлов лесных машин / Д.И. Станчев, Д.А. Попов // Акту-альные проблемы развития лесного комплекса : материалы международной научно-техни-ческой конференции ВГТУ. – Вологда, 2007. – С. 109-111.
5. Технология машиностроения. Восстановление качества и сборка деталей машин / В.П. Смоленцев, Г.А. Сухочев, А.И. Болдырев, Е.В. Смоленцев, А.В. Бондарь, В.Ю. Склокин. – Воронеж : Изд-во Воронежского гос. тех. ун-та, 2008. - 303 с.
Введение. Использование газомоторного топлива в качестве горючего для ДВС сопряжено с рядом технических вопросов, без решения которых эффективная эксплуатация автомобилей на двухтопливных системах питания невозможна. Одним из наиболее острых вопросов технической эксплуатации автомобилей на газомоторном топливе является низкий ресурс сопряжения «седло-клапан».
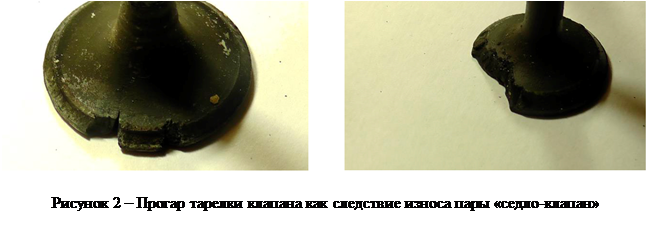
Анализ повреждений седла позволил установить причины их возникновения, а именно: пластическая деформация и газовая эрозия, вызванная ухудшением прилегания пары трения в процессе эксплуатации [3; 5]. На рисунках 1 и 2 представлены основные характерные повреждения седел и клапанов при работе на газовом топливе.
Традиционно для бензиновых двигателей седла клапанов изготавливают из серого чугуна марок СЧ25, СЧ15 по ГОСТ 1412-85 либо углеродистых и легированных сталей 30 ХГС по ГОСТ 4543-71, которые обеспечивают удовлетворительную эксплуатационную надежность и долговечность сопряжения на протяжении гарантированного ресурса двигателя. Однако при переходе на двухтопливную систему питания ДВС ресурс сопряжения резко сокращается, по разным оценкам, ремонт головки блока требуется уже через 20000-50000 тыс. км пробега. Причина снижения ресурса сопряжения – низкая скорость сгорания газовоздушной смеси на режимах работы с высокой частотой вращения коленчатого вала и, как следствие, значительный разогрев металла седла, потеря его прочности и далее деформация от взаимодействия с клапаном.

Таким образом, для обеспечения гарантированного ресурса сопряжения седло-клапан, при использовании газомоторного топлива, от материалов требуются не только высокие антифрикционные свойства, но и повышенная жаропрочность.
Цель исследования. Результаты исследования. Целью исследований является обоснование целесообразности использования для изготовления седел клапанов марганцовистого аустенитного чугуна. Известно, что стали и чугуны феррито-перлитного и перлитного класса не отличаются жаропрочностью и не применяются для деталей, работающих при температурах свыше 700 ºС. Для работы в экстремальных условиях, при рабочих температурах порядка 900 ºС, в частности, используют жаропрочные чугуны аустенитного класса с минимальным количеством свободного графита в структуре. К числу таких сплавов можно отнести аустенитный марганцовистый чугун, связующую основу которого составляет аустенит, содержащий карбидные включения и мелкодисперсный пластинчатый графит. Традиционно такой чугун используется как антифрикционный под маркой АЧС-5 и применяется для подшипников скольжения.
Многолетние исследования марганцовистого чугуна [1; 2; 4] позволили выявить ценные качества данного материала, достигаемые путем улучшения свойств сплава за счет его модифицирования и совершенствования технологии получения. В ходе выполненных работ было изучено влияние концентрации марганца в сплаве на фазовый состав и эксплуатационные свойства аустенитного чугуна. Для этого была произведена серия плавок, при которых варьировалось только содержание марганца на четырех уровнях, состав остальных компонентов, условия и режим проведения выплавки были постоянными. Микроструктура, фазовый состав и свойства полученных чугунов приведены в таблице 1.
Таблица 1 – Влияние концентрации марганца на структурный состав и механические свойства марганцовистого чугуна в литом состоянии
Микротвердость, 10 ∙ МПа
Аустенито-мартенситная смесь, мартенсит, карбиды средних и мелких размеров. Преобладает мартенсит. Крупный
Аустенит, аустенито-мартенситная смесь, карбиды, мелкодисперсный графит. Преобладание аустенита
Аустенит, незначительное количество мартенсита, карбидная сетка, мелкодисперсный графит. Преобладание аустенита
количество крупных карбидов,
распределенных неравномерно, отдельные поля ледебурита
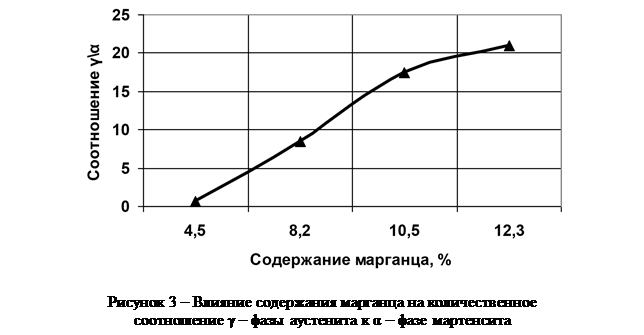
В результате исследования микроструктуры было отмечено, что с ростом содержания марганца в чугуне изменяется соотношение фазовых составляющих (рис. 3): увеличивается отношение гамма-фазы к альфа-фазе железа, возрастает количество карбидной фазы (Fe3C, Mn3C, Cr3C2) и уменьшается количество графита.
Как показали результаты рентгенографических исследований, с повышением содержания марганца отношение площадей интегральных интенсивностей, занимаемых соответственно гамма-фазой аустенита и альфа-фазой мартенсита (I111/I110) на рентгенограмме поверхности шлифа, увеличивается. При содержании марганца 4,5% I111/I110 = 0,7; при 8,2% I111/I110 = 8,5; при 10,5% I111/I110 = 17,5; при 12,3% I111/I110 = 21.
Для установления влияния марганца на физико-механические свойства чугуна были проведены испытания, в частности на износостойкость в условиях сухого трения и неконтролируемого фрикционного разогрева. Сравнительные испытания на износ чугунов с различным содержанием марганца проводились на машине СМЦ-2 по схеме трения «колодка-ролик» при удельном давлении 1,0 МПа и скорости скольжения 0,4 м/с. Результаты испытаний представлены на рисунке 4.
При увеличении содержания марганца от 4,5 до 10,5% в чугуне возрастает количество аустенита, содержащегося в структуре. Увеличение доли аустенита в металлической матрице чугуна обеспечивает надежное удерживание карбидной фазы в основе. Повышение содержания марганца свыше 12% не приводило к существенному росту износостойкости чугуна. Это обстоятельство объясняется тем, что приращение карбидной фазы (наблюдаются отдельные поля ледебурита) не оказывает существенного влияния на износостойкость материала при данных режимах трения.
На основании результатов, полученных при испытании экспериментального чугуна с различным содержанием марганца, наибольшей износостойкостью обладает чугун, содержащий 10,5% Mn. Такое содержание марганца обеспечивает создание оптимального с точки зрения фрикционного контакта структуры, образованной относительно пластичной аустенитной матрицей, равномерно армированной карбидными включениями.
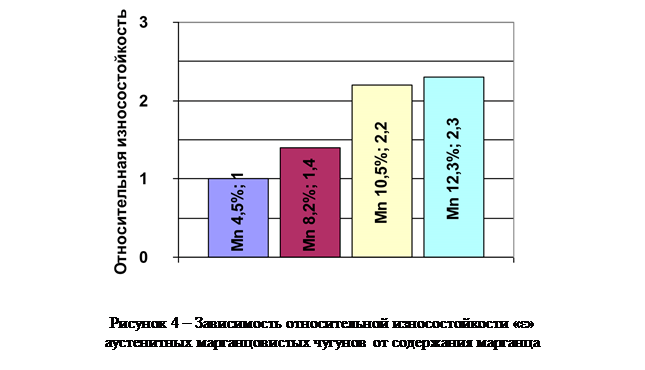
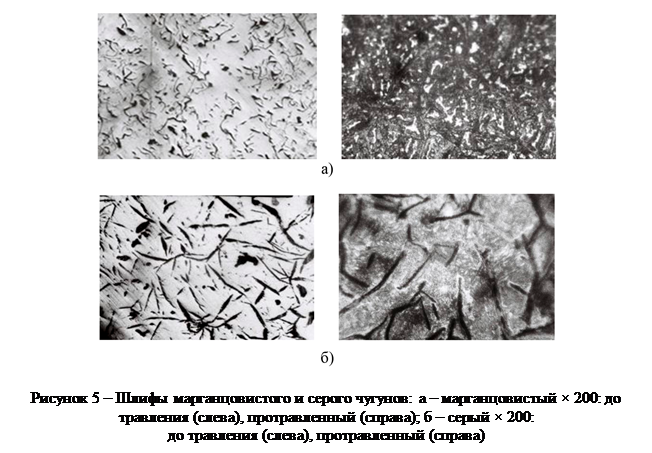
При этом наиболее оптимальным соотношением фазовых составляющих, а также их формой и расположением отличался сплав, содержащий 10,5% Mn. Его структуру составлял преимущественно аустенит, армированный средними и мелкими по величине разнородными карбидами и мелкодисперсными графитными включениями (рис. 5). Относительные испытания на износ при сухом трении, проведенные с образцами из чугунов с различной концентрацией марганца, показали, что марганцовистый чугун, содержащий 10,5% Мn, в 2,2 раза превосходил по износостойкости чугун с 4,5% Mn.
Увеличение содержания марганца свыше 10,5% приводило к дальнейшему повышению количества аустенитной и карбидной фаз, но при этом карбиды наблюдались в виде отдельных полей, износостойкость чугуна не возрастала. На основании этого для дальнейших исследований и испытаний был выбран химический состав чугуна, %: 3,7 С; 2,8 Si; 10,5 Mn; 0,8 Cr; 0,35 Cu; 0,75 Mo; 0,05 B; 0,03 S; 0,65 P; 0,1 Ca.
С целью изучения влияния термической обработки на структурный состав и свойства аустенитного марганцовистого чугуна предложенного химического состава образцы (колодки) подвергали закалке. Объемную закалку образцов проводили в проточной воде с температуры нагрева 1030-1050 °С и продолжительностью выдержки при нагреве: 0,5, 1, 2, 3, 4 ч.
Исследования структуры образцов после объемной закалки показали, что температура нагрева, продолжительность выдержки при нагреве и скорость охлаждения играют значительную роль в формировании структуры марганцовистого чугуна. Закалка в общем случае приводила к практически полной аустенизации, получению зерен среднего и мелкого размера. Нагрев обеспечивает растворение карбидов в аустените. Полнота этих превращений возрастает с увеличением продолжительности выдержки образцов в печи. Мартенсит, присутствующий в структуре отливки, при нагреве полностью растворялся в аустените и при закалке не выделялся. Карбиды, в зависимости от продолжительности выдержки при нагреве, растворившись частично или полностью в аустените, снова выделяются при охлаждении. После закалки количество графита в структуре чугуна становится значительно меньше по сравнению с литым состоянием. В закаленном чугуне пластинки графитных включений тоньше и короче. Твердость по Бринеллю закаленного марганцовистого чугуна снижается, вязкость повышается и улучшается обрабатываемость резанием.
С целью определения режима закалки, обеспечивающего максимальную износостойкость экспериментального марганцовистого чугуна, образцы с различным временем выдержки при закалке подвергались изнашиванию. Изучение износостойкости проводилось на машине трения СМЦ-2 при удельном давлении на образец 1,0 МПа и скорости скольжения 0,4 м/с.
В результате испытаний было установлено, что повышение времени выдержки до 2∙3,6∙103 с при температуре закалки вызывает повышение относительной износостойкости марганцовистого чугуна, после чего его износостойкость не изменяется. Эти испытания подтверждают предположение о том, что структурный состав марганцовистого чугуна, полученного закалкой после выдержки 2∙3,6∙103 с, является наиболее совершенным и способен обеспечить высокую работоспособность при сухом трении.
Кроме того, снижение твердости до 160-170 HB аустенитного марганцовистого чугуна при закалке, по всей вероятности, должно иметь положительное влияние на повреждение и износ контртела (ролика), имитирующего колесо локомотива. В этой связи для последующих лабораторных и эксплуатационных испытаний использовался аустенитный марганцовистый чугун в литом (ИАЧл) и закаленном состоянии, полученный после 2-часовой выдержки при температуре закалки (ИАЧз).
На основе проведенных исследований и испытаний удалось разработать специальный состав аустенитного чугуна, полученного модифицированием марганца, отличающегося высокой износостойкостью в условиях сухого трения (тормоза, фрикционные муфты), отличающихся высоким фрикционным разогревом до 900 ºС («Износостойкий чугун», патент РФ № 2471882) [4]. Результаты испытаний данного состава чугуна в условиях и режимах нагружения сопряжения «седло-клапан» ГРМ показали высокую работоспособность материала, превышающую ресурс седел из серого чугуна СЧ 25 по ГОСТ 1412-85 и 30 ХГС по ГОСТ 4543-71 в 2,5-3,3 раза. Это позволяет считать такой чугун перспективным для использования в условиях сухого трения и высоких температур, в частности для седел клапанов, нажимных дисков сцепления, тормозных барабанов подъемно-транспортных машин и др.
Выводы. Таким образом, можно заключить, что использование аустенитного марганцовистого чугуна для изготовления седел клапанов позволит значительно увеличить ресурс работы ГБЦ двигателей, переведенных на газомоторное топливо, и использующих комбинированную систему питания (бензин-газ).
Рецензенты:
Астанин В.К., д.т.н., профессор, заведующий кафедрой технического сервиса и технологий машиностроения, ФГБОУ ВПО «Воронежский государственный аграрный университет имени императора Петра I», г. Воронеж.
Сухочев Г.А., д.т.н., профессор кафедры технологий машиностроения, ФГБОУ ВПО «Воронежский государственный технический университет», г. Воронеж.
Читайте также: