Металл который не сверлится
Обновлено: 04.07.2024
Что делать? Строим забор. Нужно просверлить дырки 7 мм в металлических полосках. Не берёт! Что за металл такой пошёл? Попробовали несколько разных свёрел, включая Макиту. Не берёт. Может, я чего не понимаю? Может, алмазное или победитовое где найти? Дрель нормальная.
Купите хорошие сверла по металлу - цвет черный.
Сверлить в 2 приема, вначале сверлить сверлом с меньшим диаметром,
затем сверлом диаметром = 7мм.
Ну этот совет не сработает если у Вас полоски из платины.
Что значит "хороших"? Да и купили уже несколько штук разных, сколько можно-то? Идёт с очень большим трудом. Полоски обычные.
еще надо найти того кто сверлить умеет .
ломастер написал :
еще надо найти того кто сверлить умеет .
А у него и керн + хорошие сверла+ дрель.
Забияка написал :
Попробовали несколько разных свёрел,
Наверное рублей по 30-ть сверла покупали?
Mutru4 написал :
Наверное рублей по 30-ть сверла покупали?
А я по 15-20р покупаю. (3-5мм)
Любые китайские, сибртех, матрикс и т.д.
Точу их ПРАВИЛЬНО сам. После чего они работают, работают . работают.
В станке сверлильном можно сверлить вообще чем угодно.
Криво заточенным сверлом, сверлом по кирпичу или стеклу.
Сверлу главное режим, а не брэнд.
Tipchic написал :
А я по 15-20р покупаю
Бывает и по 5-ть покупаю (старые советские, бывает и в масле), точу тоже сам. А вот китайчатина бывает в отверстии в обратную спираль выкручивает. Советских запасов еще "до шута".
Забияка написал :
дырки 7 мм в металлических полосках. Не берёт! Что за металл такой пошёл? Попробовали несколько разных свёрел, включая Макиту. Не берёт. Может, я чего не понимаю?
Варианты какие.
1) Полоса тверже самого сверла.
2) Сверло мягче полосы.
3) Сверло (а) левого вращения.
4) Включен реверс.
5) Плохо заточено сверло.
6) Тонкий прогибающийся матерьял.
Методом ислючения вычисляем причину.
Кажется других вариантов и нет.
Так, а теперь серьезно.
Полоски из чего, если стыренное с инструментальных цехов там, быстрорез или еще чего. или титан, конечно будут проблемы.
Всем откликнувшимся большое спасибо! Вопрос закрыт.
Полоски самые обычные. Просто папа забыл переключить дрель с перф-режима
предлагаю сбить с темой про сверление профилей под саморез. .то что получится обозвать типа"классика жанра"и прилепить в "важные".
Забияка написал :
Просто папа забыл переключить дрель с перф-режима
А у меня знакомый перфом на реверсе в течении года стены бурил, а когда пришлось через переходник на сверлильный патрон мет уголок сверлить- мне позвонил, вот тут-то его на чистую воду и вывели.
Вспомнилось как мне однажды левый метчик подсунули Минут двадцать пытался правую резьбу нарезать пока его повнимательней не рассмотрел
Чудная темка. Читал бы и читал).
Забияка написал :
росто папа забыл переключить дрель с перф-режима
То есть железо сверлили С УДАРОМ? ничего не слышали? и только свёрла меняли?ДААА.
vitil Да подкиньте еще какую нибудь "дурь", типа: "сосед столярным молотком и зубилом проем в монолите под дверь сделал".
ВАУ!
А реверс не забыл случайно переключить?
А то мне рассказывали подобные случаи
Юбер написал :
А то мне рассказывали подобные случаи
Это Что..А я даже видел.
Mutru4 написал :
Да подкиньте еще какую нибудь "дурь", типа: "сосед столярным молотком и зубилом проем в монолите под дверь сделал".
А Вам не доводилось сталкиваться с набором для аутосадомазохизма, с издевательским названием "Мечта новосёла"?
А в течении всего воскресенья слышать как кто то с помощью ручной (НЕ электрической ни разу. ) механической дрели и керна вешает полки (или ковёр. ) ?
alex11100 написал :
Купите хорошие сверла по металлу - цвет черный.
Сверлить в 2 приема, вначале сверлить сверлом с меньшим диаметром,
затем сверлом диаметром = 7мм.
Не давно с этим тоже столкнулся ,рыночным барахлом действительно хороший металл не возьмёшь. Пришлось расчехлять свои брендовые наборы и сверлить как описано выше при этом даже дорогие хорошие свёрла ломались.
Alex___dr написал :
с помощью ручной
Славные были времена). Слово-то какое: ШЛЯМБУР! Сколько рук отбито.
Alex___dr написал :
А Вам не доводилось сталкиваться с набором для аутосадомазохизма, с издевательским названием "Мечта новосёла"?
А в течении всего воскресенья слышать как кто то с помощью ручной (НЕ электрической ни разу. ) механической дрели и керна вешает полки (или ковёр. ) ?
Случалось, переехал в панельную девятиэтажку в 1988 году, звуков- масса.
ToZ написал :
Пришлось расчехлять свои брендовые наборы и сверлить как описано выше при этом даже дорогие хорошие свёрла ломались.
Чего это они ломались.
Подозреваю что вина Ваша в этом.
Юбер написал :
А реверс не забыл случайно переключить?
А то мне рассказывали подобные случаи
Было такое дело со знакомым гуманитарием. Человек пыхтел, "сверля" шуриком на реверсе, а окружающие пытались сдержать смех. И сдержали, акб сел ранее, чем открылась истина
alex11100 написал :
Купите хорошие сверла по металлу - цвет черный.
Не-ет! При покупке "любых черных" или "любых блестящих" лучше уж блестящие.
Alex___dr написал :
А Вам не доводилось сталкиваться с набором для аутосадомазохизма, с издевательским названием "Мечта новосёла"?
Опытные заводчане иногда использовали развертки
Argent_ написал :
Чего это они ломались.
Подозреваю что вина Ваша в этом
наверняка ибо всё с рук сверлилось в спешке с матерком ,да и металл шибко хороший -не с рынка.
Однажды подвешивал кухню. А в это время жековский сантехник "ударной" дрелью в толчковом режиме, тупым сверлом пытался пробурить боковую стенку тумбы для сантехники. Грохот был ужасный.
Сколько же вокруг дебилов. руки опускаютца.
Попался один раз на левое сверло. Сразу не глянул, не ожидал такого подвоха. В результате не просверлил а прожег. Сил по молодости много было, а вот опыта не хватало.
Юбер написал :
ВАУ!
А реверс не забыл случайно переключить?
А то мне рассказывали подобные случаи
мда. из личного опыта вспомнилось..
помогал как то запускать небольшое производство. сверлил отверстия в 15х трубах под систему освещение. пора бы на обед сходить. чтоб работа не останавливалась вызвался заменить будущий директор - дядечка так себе в годах. "а что там сложного? сверлить и я могу, это же не лямпачки крутить". где то через час. прихожу. сидит на полу весь в поту. сразу слышу "что у тебя за свёрла такие тупые? я только штук 5 просверлить смог". думаю "странно, я за 5 минут 5 отверстий делал, а тут час прошел". глянул. реверс родимый.
сейчас как подумаю как он эти 5 отверстий целый час "мучил", аж холодный пот пробивает
Способы сверления отверстий в каленом металле
Как просверлить отверстие в каленом металле при помощи кислоты, сварочного аппарата, специальных сверл и какие дополнительные инструменты для этого нужны. Какие сверла лучше всего справятся с каленой сталью.

Обычную сталь или любой другой металл сверлить несложно, для этого применяются стандартные сверла из быстрорежущего материала. Другое дело – просверлить каленую сталь: здесь нужно потрудиться. После закаливания заготовка приобретает необычайную прочность, и возникает вопрос, как просверлить отверстие в каленом металле, ведь обыкновенное сверло в этом случае уже мало чем может помочь.
Специалисты рекомендуют делать отверстия в деталях до того момента, как произошла закалка. Еще можно попробовать отпустить сталь, затем произвести сверловку и снова закалить материал. Если это экономически оправдано и технически исполнимо, то следует так и сделать, но в некоторых случаях просто невозможно поступить иначе, как приступить к получению канала по уже закаленной поверхности.
Есть несколько способов, которые позволяют просверлить в каленом металле отверстия любого диаметра. Эти методы с большим успехом можно реализовать как на производстве, так и в домашней мастерской.

Методы сверления каленой стали
Сверловка каленой стали характеризуется высоким нагревом поверхности заготовки и инструмента, что ведет к быстрому износу последнего. Поэтому во время обработки стараются отвести лишнее тепло или сделать так, чтобы участок, где будет канал, стал более мягким.
Первый способ, который позволяет сделать каленый металл более податливым, основан на использовании кислот. Из подходящих веществ можно указать азотную, хлорную или серную кислоту. Эти жидкости применяют точечно, то есть ими обрабатывают конкретно то место, где в дальнейшем будет отверстие (протравливают участок). Чтобы кислота не вышла за пределы рабочей области из материалов, не подверженных воздействию кислоты (полимеры, краски, парафин), вокруг будущего отверстия организуют что-то наподобие бортика. Отверстие заливают активной жидкостью и выдерживают определенное время. Далее проводят сверление обычным сверлом.
Еще один метод ослабления твердости каленого металла в зоне получения канала основан на прогреве этой зоны до высоких температур. Наилучшим образом с этим справляется сварочный аппарат. В этом случае нужно правильно подобрать силу дуги, чтобы металл не плавился и не деформировался. Когда заготовка в зоне сверления раскалится, можно проделывать отверстие обычным сверлом из быстрорежущей стали.
Самый простой способ, но не самый дешевый, заключается в приобретении специального сверла, рассчитанного на проделывание отверстий в каленом металле. Режущие кромки такого инструмента усилены победитовыми напайками или выполнены из победитовых пластин. В этом случае также желательно применять дополнительное охлаждение рабочей области.

Во время работы с кислотами нужно быть предельно осторожным и выполнять операцию в хорошо проветриваемом помещении. Это поможет предотвратить ожоги либо отравление вредными парами.
Применение смазочных материалов
Когда происходит сверление отверстий в каленом металле, обязательно необходимо применять смазывающее вещество. Оно частично охлаждает рабочую область, не давая оснастке быстро выходить из строя. В качестве смазки можно использовать обычное машинное масло или специальные мастики для сверления. Правильная обработка смазкой заключается в следующем:
- Область сверления на каленом металле отмечают керном. На эту точку наносят небольшое количество смазки. Если она жидкая, то выдавливают каплю масла так, чтобы оно не растекалось.
- Режущую область инструмента опускают в смазку и устанавливают на отмеченную ранее точку.
- Во время сверления каленого металла следят за количеством смазки и добавляют по мере ее выработки.
- Следят за состоянием нагрева инструмента, не допуская его перегрева. Интенсивное выделение дыма от горения смазки указывает на необходимость прекратить работу и остудить оснастку и металл.
Марки сверл для каленой стали
Сверла для закаленной стали, если брать из наиболее подходящих старых советских, – это инструмент на базе стали Р18. Оснастка имеет содержание вольфрама до 18 %, что делает ее высокопрочной, не подверженной перегреву и быстрому износу. Такими сверлами можно работать на высоких оборотах электроинструмента. Металл выпускался до 70-х годов прошлого столетия – это очень редкий инструмент.
Сталь марки Р6М5К5 – материал отечественного производства, где вольфрама меньше, всего 6 %, но его недостаток компенсируется за счет применения в сплаве элемента кобальта (до 5 %). Кобальт также способствует крепости оснастки, возможности долго выдерживать повышенные тепловые нагрузки при работе с калеными материалами.
Среди иностранных аналогов быстрорежущих сталей, подходящих для производства сверл по каленому металлу, стоит отметить марку HSS-Co. Это, по сути, такой же инструмент, как и предыдущий, где имеется схожий состав основных элементов сплава.
Любые сверла по керамограниту также подходят для получения отверстий в каленом металле, только их победитовые напайки нужно перетачивать.

Самодельное сверло
Дорогое сверло для работы необязательно покупать, в некоторых случаях его можно изготовить в домашних условиях. Лучше всего для этого подойдет стержень из сплава кобальта и вольфрама – победит. Такой стержень легко распознать среди других железок: он не будет поддаваться резанию полотном для металла. Далее делают следующее:
- Устанавливают на наждак алмазный круг.
- Торцуют одну сторону стержня и стачивают на этой стороне шлицы, как на плоской отвертке.
- Далее стачивают бока, чтобы получился острый конус.
Полезные советы по сверлению нержавейки
Как просверлить нержавейку в домашних условиях: видео и технология обработки металла, отличающегося от обычной стали повышенной степенью вязкости. Какие сверла по нержавейке лучше использовать. Советы по использованию смазки.

Из нержавеющей стали изготавливают много разных деталей и изделий. Этот металл востребован благодаря своей стойкости к коррозии. Во время обработки бывает нужно сделать отверстие в нем подручными средствами. Дело в том, что от обычной стали сплав отличается повышенной вязкостью, а это чревато быстрым выходом из строя режущего инструмента в связи с перегревом. И здесь возникает вопрос, как просверлить нержавейку в домашних условиях. Видеоуроки на эту тему помогут только в том случае, если знать тонкости проведения таких операций.
Не каждый может позволить себе специализированный станок, позволяющий легко проводить обработку сплава. В условиях домашней мастерской чаще можно рассчитывать на обычную дрель и такие же сверла. Поэтому умельцы имеют целый арсенал хитростей, помогающих эффективно просверлить нержавейку.
Работая с токарным или сверлильным оборудованием, нужно быть предельно осторожным и не нарушать правил техники безопасности во время эксплуатации электрических станков.

Технология и методика сверления нержавеющей стали
Первое и самое важное, что нужно запомнить: сверлить нержавейку нужно только с использованием охлаждающей смазки и специальными сверлами. Что касается толщины материала, подвергаемого обработке, здесь технология предусматривает следующее:
- Нержавейку, толщина которой находится в пределах 1–2 миллиметров, можно просверлить обычными сверлами по металлу. В этом случае угол заточки инструмента должен соответствовать 120 градусам, а обороты электродрели не должны превышать 100 в минуту.
- Миллиметровый и более тонкий слой нержавейки лучше просверлить оснасткой ступенчатого типа. Она обеспечивает ровный канал, где нет заусенцев и задиров на кромке.
- Получение отверстий в нержавеющей стали с толщиной более 6 мм лучше проводить специализированными резцами в два этапа. Вначале нужно просверлить металл тонкой оснасткой с диаметром в 2–3 мм, а затем довести до нужного диаметра финишным сверлом.
Если стружка нержавейки начинает приобретать темные оттенки и становится мелкой, это сигнализирует о том, что режущие кромки затупились и перегреваются. Работать в таком режиме нельзя.
Какое сверло лучше использовать
- Любой инструмент, в сплаве которого присутствует кобальт. Чем выше процент этого компонента, тем лучше. Кобальтовые изделия отличаются от обычных желтоватым оттенком. Не стоит путать кобальтовый сплав с нанесением этого металла лишь на внешнюю часть сверла методом гальваники. В последнем случае просверлить нержавейку не удастся.
- Дорогостоящий специализированный инструмент. Такие победитовые сверла могут просверлить нержавейку, а не только бетон. Они имеют определенный угол заточки победита.
- Для тонкой нержавейки можно применить сверло в форме пера для керамической плитки. Это не лучший вариант, но поможет одноразово просверлить заготовку.
Применение кобальтового сверла
Из старых советских сверл по нержавейке наиболее подходящим будет инструмент с маркой Р6М5К5. Этот тип оснастки содержит в составе сплава до 5 % кобальта. За счет этого элемента инструмент приобретает высокую прочность, а температура нагрева может достигать 135 градусов по Цельсию, что не влечет за собой разрушения материала. Изделия такого качества можно найти только на рынках, где продают старое советское оборудование, и то не всегда. Альтернативой кобальтовому сверлу отечественного производства выступает зарубежный аналог под маркой HSS-Co.
Чтобы просверлить нержавейку кобальтовым сверлом, также следует применять смазочные материалы и не использовать высокие обороты электроинструмента.

Охлаждающие и смазочные материалы
Смазка области, которую нужно просверлить в нержавейке, является основным условием успешного получения отверстия. Самый простой и доступный способ – приобрести машинное масло и серу коллоидную (за альтернативу можно взять серу для окуривания). Крупные куски серы измельчают до состояния порошка и смешивают с маслом. Подачу раствора в область обработки нужно осуществлять постоянно – неправильным подходом будет окунать периодически режущие кромки сверла в смазку.
Для сверления отверстий в нержавейке существуют более эффективные смазочные растворы, которые можно приготовить в домашних условиях. Это касается, например, раствора на базе серы и жирных кислот. Способ приготовления:
- Хозяйственное мыло измельчают путем натирания на средней терке.
- Полученный материал растворяют в емкости с горячей водой до состояния насыщенного мыльного состава.
- Берут техническую соляную кислоту и медленно выливают в ту же емкость. В результате химической реакции жирные кислоты будут подниматься в верхние слои раствора.
- После окончания процесса наливают холодную воду, чтобы жирные кислоты затвердели, потом их механически отделяют от общей массы.
- Серу и смазку смешивают в пропорции 1:6.

Полезные советы при сверлении
- Наиболее удобно сверлить поверхность, которая имеет горизонтальное положение. Для этого деталь укладывают на верстак или стол и отмечают место будущего отверстия керном. Далее берут отрезок пластиковой или толстостенной резиновой трубки длиной 20 мм и диаметром, превышающим диаметр сверла, и устанавливают его на место сверловки. В трубку наливают специальную охлаждающую жидкость, которая имеет смазывающее свойство. Просверлить нержавейку нужно через эту ванночку.
- Если заготовка расположена горизонтально, то имеется выход из такой ситуации. Место, которое нужно просверлить, также намечают керном и прикрепляют в эту точку шарик из парафина. Через парафин проводят бурение. В результате нагрева поверхностей парафин будет таять и постепенно смазывать зону обработки.
- Лучше всего применять в работе дрель, у которой можно регулировать скорость вращения вала. Нержавейку на высоких оборотах просверлить будет очень сложно. Оптимальная скорость вращения инструмента должна быть в пределах 100–600 оборотов в минуту.
В случае, когда у домашней дрели нет регулятора скорости вращения, а номинальные обороты высоки, можно просверлить нержавеющий металл, включая электрическое оборудование импульсно на 1–2 секунды через такой же промежуток времени.
Сверление металла
Сверление металла является одной из самых распространенных слесарных операций. Разборные и неразборные соединения - заклепочные, винтовые, болтовые, шпилечные - требуют наличия отверстий. Для сверления металла достаточно иметь дрель, сверло соответствующего диаметра и кернер с молотком для наметки отверстия.

Инструменты для сверления металла
Подбор сверл
Если отверстия в металле сверлятся под резьбу, то по ГОСТу 24705-81, для наиболее часто используемых размеров резьбы (для стандартных крупных шагов): М4, М5, М6, М8, М10 и М12 - диаметр сверл будет равен соответственно 3,3; 4,2; 5; 6,7; 8,4; 10,2 мм. Вполне допустимо, если сверление под резьбу будет осуществляться сверлом, диаметр которого немного (на 0,1 мм) отличается от гостовских размеров в ту или иную сторону.

Диаметр отверстия под резьбу
Приобретая сверла, нужно иметь в виду, что обычные сверла, изготовленные из быстрорежущей инструментальной стали (например, Р6М5) предназначены для сверления металлов, не обладающих высокой твердостью. Чтобы просверлить металл повышенной твердости, потребуются твердосплавные сверла. Такие сверла могут быть полностью из твердого сплава или иметь только твердосплавный наконечник.
Иногда перед началом сверления неизвестно, какой твердости металл предстоит сверлить. Поэтому, увидев в первый момент сверления, что сверло не внедряется в металл, нужно немедленно прекратите сверление, иначе сверло будет безвозвратно выведено из строя, перегревшись и потеряв твердость. Свидетельством этому будет появление на нем темно-синей окраски. Перед тем, как сверлить металл, твердость которого не известна, можно провести по нему напильником. Если последний не оставляет на металле следов, значит материал обладает повышенной твердостью.
Как сверлить металл
Оптимальными для сверления большинства металлов являются малые и средние обороты - 500-1000 об/мин. Высокие обороты быстро нагревают сверло, вследствие чего может произойти его отжиг и разупрочнение. При сверлении не стоит слишком сильно давить на сверло, подача должна быть медленной и плавной.
При сверлении металла очень важна острота сверла, при этом сверло тупится очень быстро. Скорость затупления сверла зависит в частности от оборотов, силы подачи, охлаждения и других факторов, однако как ни старайся, если сверлится не алюминиевый сплав, время работы сверла до неудовлетворительной работоспособности измеряется минутами.
Перед сверлением необходимо разметить отверстие, накернив его. Для этого нужно установить острие кернера (или дюбеля) в предполагаемый центр отверстия и ударить по нему молотком. Кернение необходимо для исключения скольжения сверла в первый момент сверления. Если след от керна не достаточно большой для удержания сверла большого диаметра, то сперва следует расширить углубление сверлом маленького диаметра.
Для создания лучших условий сверления желательно окунуть кончик сверла в машинное масло или капнуть им в место кернения. Масло в зоне сверления способствует лучшему охлаждению сверла и облегчает резание металла. Сверло, которым сверлят с использованием масла, меньше тупится, требует более редких заточек и дольше служит. В качестве охлаждающей жидкости используют также специальную эмульсию, мыльную воду, керосин. По утверждению некоторых мастеров, хорошим смазывающим и охлаждающим средством является свиное сало. Перед сверлением вращающееся сверло погружают в кусок сала, которое при сверлении растапливается и оказывает смазывающее и охлаждающее действие. Но все же самым простым и удобным средством, является мыльная вода. Она не пачкает, а мыло есть в каждом доме. Её достаточно один раза капнуть в начале сверления и в процессе. Можно периодически окунать сверло в мыльный раствор.
При сквозном сверлении с большой подачей, на выходе отверстия образуется заусенец (грат), за который сверло цепляется своим боковыми резцами. В результате может произойти резкая блокировка сверла и его перелом или откол резца, и ещё в этот момент сверло особенно интенсивно тупится. Отрицательно сказываются такие остановки и на состоянии дрели. Чтобы избежать образования грата, нужно заканчивать сверление отверстий в металле с малой подачей. Желательно также под просверливаемую деталь подложить деревянный брусок, который препятствует образованию заусенца. Брусок и заготовка должны быть плотно прижаты друг к другу. Для большего эффекта, можно подкладывать не деревянный брусок, а пластину из такого же или менее твердого металла, которая должна быть плотно прижата к месту выхода сверла.
Чаще всего приходится осуществлять сверление стали, но нередко приходится сверлить и другие металлы, которые имеют свои особенности сверления. Алюминий, например, обволакивает сверло, затрудняя его проникновение вглубь и расширяя получаемое отверстие. Если требуется сверлить в алюминии точное отверстие (например, под резьбу), нужно обязательно применять охлаждающую жидкость и почаще извлекать сверло из отверстия для его очистки. Обычный серый чугун сверлится относительно легко и не требует охлаждающей и смазывающей жидкости. Но сверление чугуна может преподнести сюрпризы. Бывают высокопрочные серые чугуны, которые необходимо сверлить сверлом из твердосплавного материала. Белый чугун, основной структурной составляющей которого является цементит, очень тверд, он требует высокопрочного сверла.
Отверстия большого диаметра следует сверлить поэтапно. Сначала нужно просверлить деталь тонким сверлом, затем рассверлить отверстие до большего диаметра. Например, отверстие диаметром 12 мм лучше сверлить в два или три приема - последовательно сверлами 5, 10 и 12 мм.
Затупившиеся сверла нужно своевременно затачивать. Лучше делать это с помощью приспособления для заточки, однако можно обойтись и без него. При этом нужно обращать внимание на симметричность кончика сверла. Если заточенные кромки будут сходиться не строго по центру, отверстие, просверленное таким сверлом, будет иметь больший диаметр, поскольку одна режущая кромка будет длиннее другой. Стандартный угол при вершине (угол между режущими кромками) составляет 118°. Для сверления алюминия оптимальным считается угол 130-140°, мягкой бронзы и красной меди 125-130°. Однако все эти металлы можно просверлить и сверлом со стандартным углом. Подробнее про заточку сверла читайте здесь.
При сверлении нужно выдерживать вертикальность сверла относительно поверхности металла (если не требуется сверлить наклонное отверстие). При выполнении отверстий в тонких листах это требование не так актуально, как для толстостенных или полых деталей. Сверление труб, например, нередко приводит к тому, что входное и выходное отверстия оказываются смещенными друг относительно друга - тем больше, чем больше диаметр трубы. Выдержать на глаз перпендикулярность сверла довольно трудно, поэтому можно пользоваться самодельными или покупными кондукторами для сверления или направляющими устройствами, которые обеспечивают перпендикулярность сверла.

Кондуктор для сверления

Направляющая для дрели
Необходимы кондукторы и для сверления двух или большего количества отверстий в сопрягаемых деталях. Лучший способ обеспечения совпадения отверстий - это сверление их в сборе. При сверлении отверстий под заклепки сверление в сборе является обязательным требованием. Просверлив первое отверстие, можно использовать его для соединения деталей болтом, чтобы можно было сверлить остальные отверстия без опасения, что детали сдвинутся друг относительно друга. Если сверлить сопрягаемые детали в сборе невозможно или неудобно, то кондуктор или направляющую нужно использовать обязательно. Следует знать, что как бы точно ни размечались и ни кернились сопрягаемые отверстия, все равно они не будут совпадать абсолютно точно, поскольку при сверлении даже накерненного отверстия сверло будет уходить немного в сторону.
При использовании содержания данного сайта, нужно ставить активные ссылки на этот сайт, видимые пользователями и поисковыми роботами.
Какие сверла по металлу самые лучшие. Делаем правильный выбор
Плотность металла настолько велика, что для его обработки необходимо использовать специальные инструменты и механизмы. Для того чтобы сделать отверстие в этом материале применяются дрели и сверлильные станки, в которых основным режущим элементом являются сверла.
Какие свёрла по металлу лучше? Непросто определить, ведь универсальных изделий которые бы подходили для обработки всех типов металлических изделий, не существует. Опытный мастер сможет «на глаз» определить вид металла и быстро подобрать для обработки подходящий режущий инструмент.
Новичку в этом деле необходимо начинать с азов. Вначале изучить классификацию свёрл и сферу их применения, потому что лучшие модели — это изделия, которые идеально подходят для обработки конкретного вида металла.

Какие бывают сверла, как по маркировке и внешнему виду подобрать подходящее для работы изделие, узнайте в статье.
Виды свёрл по металлу
Чтобы выбрать лучшие модели, необходимо разобраться в видах свёрл.
Спиральные
Классические, цилиндрической формы свёрла, которые наиболее часто используются для сверления металлов. Обычно спиральные изделия изготавливаются из стали HSS.
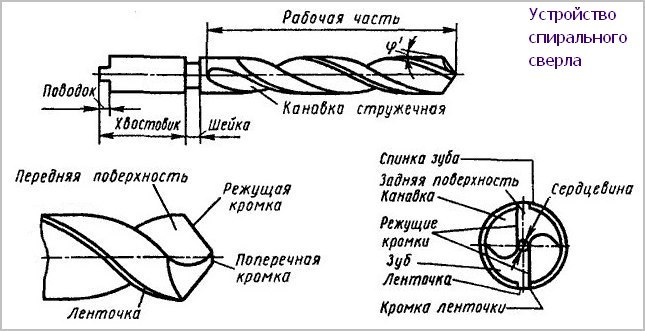
Материал представляет собой высококачественный режущий тип стали, поэтому изготовленные из неё буравчики отличаются высокой прочностью и долговечностью.
Конические (ступенчатые)
Режущая поверхность имеет форму конуса, за что данный вид свёрл и получил своё название. Конические буравчики применяются для изготовления отверстий в тонком металле, а также для исправления дефектов от других режущих инструментов.

Какие лучше ступенчатые сверла выбрать? Зависит от типа обрабатываемого металла. Если плотность заготовки слишком высока, то лучше приобрести более дорогие, золотистой окраски изделия.
В быту этот вид свёрл применяется редко. Если необходимо часто производить сверление тонких металлических листов или обрабатывать мягкие материалы, то несмотря на относительно высокую стоимость, его следует приобрести для домашней мастерской.
Корончатые (кольцевые фрезы)
Режущий инструмент представляет собой цилиндр с режущим краем, которым и осуществляется разрезание металла.

Затраты энергии на изготовление отверстия таким способом в несколько раз ниже, за счёт небольшой площади соприкосновения инструмента с обрабатываемой поверхностью.
Преимуществом использования этого вида свёрл перед другими, заключается в изготовлении отверстий большого диаметра. При этом удаётся получить более качественные края, чем при работе со спиральными моделями.
Перовые
Особая разновидность плоских буравчиков со сменными рабочими кромками применяется для сверления металла. Такие изделия позволяют выполнять качественные, идеально ровные отверстия.

Отсутствие перекоса в процессе сверления и возможность сделать отверстие большого диаметра в различных металлических конструкциях, позволяет многим мастерам отказаться от использования спиральных изделий.
Низкая стоимость перовых свёрл позволяет во многих случаях обработки металла назвать их лучшими для сверления отверстий.
Это основные типы свёрл применяемых для изготовления отверстий в металлических конструкциях.
Классификация свёрл по материалу изготовления
Какие сверла по металлу самые лучшие при сверлении особо прочных сплавов, ответить довольно просто:
- Для обработки такого материала следует выбирать изделия, у которых на режущей кромке располагается пластина повышенной твёрдости. Такие буравчики являются лучшими для обработки твёрдых сплавов.
- Цена таких изделий невысокая за счёт того, что основное тело режущего инструмента изготавливается из обычной инструментальной стали.
Хорошими характеристиками обладают свёрла изготовленные из металла легированного кобальтом.

Они отлично переносят повышенные механические нагрузки и чрезмерный нагрев рабочей поверхности во время работы. Стоимость изделий высокая, но если необходимо сделать отверстия в твёрдом сплаве, то кобальтовые аналоги являются лучшими для выполнения такой работы.
Титановые свёрла не уступают по прочности кобальтовым, а при сверлении легированных сталей и цветных сплавов показывают даже лучшие результаты.

При правильном использовании, титановые модели долгое время сохраняют заводскую заточку, что позволит выполнить значительно больший объём работ.
Недорогие свёрла по металлу изготавливаются из обычной быстрорежущей стали Р9 и Р18. Режущий инструмент отлично справляется со своей функцией, но рабочая поверхность быстро затупляется, особенно при превышении определённого температурного порога.
Маркировка режущих изделий
Маркировка сверл по металлу необходима для определения типа стали, из которого изготовлен режущий инструмент. На изделии также указывается его диаметр, класс точности и производитель (страна). Не маркируются только спиральные буравчики, диаметр которых менее 2 мм.
В остальных случаях маркировка свёрл может иметь следующие значения:
- Р9 — изготовлено из быстрорежущей стали с процентным содержанием вольфрама 9%.
- Р9К15 — указывает на наличие в быстрорежущей стали кобальта в количестве 15%.
- Р6М5К5 — обозначает наличие сложного состава режущей стали содержащей вольфрам, кобальт и молибден.

Импортные изделия имеют обозначение HSS, по которому можно определить состав материала, из которого был изготовлен бурав. Сверло HSS — расшифровка которого будет приведена ниже, используется с дополнительной буквой, по которой и определяется наличие легирующего металла.
- HSS-Е — содержит кобальт. Используется при обработке металлов повышенной вязкости.
- HSS-Tin — имеет титановое напыление, который значительно увеличивает твёрдость рабочей поверхности, а температурная устойчивость материала повышается до +600 градусов.
- HSS-Е VAP — режущий инструмент используется для обработки нержавеющих материалов.
- HSS-4241 — предназначены для сверления алюминия.
- HSS-R — обладают максимальной прочностью.


По маркировке режущего инструмента можно определить для какого металла и в каком режиме можно использовать сверло. Если маркировка не видна, то можно по цвету изделия определить предназначение сверла.
Визуальное определение типа сверла
По внешнему виду режущего буравчика можно определить тип материала из которого изготовлены изделия и тем самым узнать механическую прочность образца. По цвету можно определить состав и качество изготовления.
Серый
Свёрла серого цвета изготавливаются из металла, который не подвергался какой-либо дополнительной обработке.

Качество инструмента, в данном случае, оставляет желать лучшего, но для одноразового применения такие изделия вполне сгодятся.
Чёрный
Такой цвет свидетельствует о том, что инструмент подвергался обработке перегретым паром. В процессе обработки изделие приобретает большую прочность.
Отлично переносит многочисленные циклы нагрева и остывания металла, а также сохраняет заточку рабочей поверхности в течение длительного времени.
Цена чёрных свёрл по металлу не намного выше серых изделий, поэтому при наличии выбора, при покупке следует отдать предпочтения инструментам этого типа.
Тёмно-золотистый
Данный цвет говорит, что режущий инструмент был подвергнут процедуре отпуска. Такой вид обработки значительно повышает механическую прочность изделия в результате снижения внутренних напряжений.

Отпущенным сверлом можно успешно обрабатывать металлы повышенной прочности, поэтому если предстоит сверление слишком твёрдых сплавов рекомендуется приобрести подобную модель.
Ярко-золотистый
Ярко-золотистая окраска говорит, что при производстве использовался металл изготовленный с добавлением титана.

Несмотря на высокую стоимость таких моделей, гораздо практичнее приобрести качественное сверло, чем использовать дешёвые режущие инструменты, которые при сложных работах понадобится использовать в больших количествах.
Таким образом, несложно по внешнему виду определить качество изделий и принять решение, какие сверла по металлу лучше покупать.
Классификация по размеру
Чтобы выбрать самое лучшее сверло и при этом не переплачивать, достаточно знать на какие размеры по длине принято разделять данные изделия. Если при сверлении металла не требуется изготовление глубоких отверстий, то приобретение слишком длинных моделей приведёт к перерасходу денежных средств.

Классифицировать свёрла по длине принято следующим образом:
- Короткие, длиной 20-131 мм. Диаметры инструмента находятся в пределах 0,3-20 мм.
- Удлинённые, длина составляет 19-205 мм, а диаметр — 0,3-20 мм.
- Длинная серия диаметром 1-20 мм и длиной 56-254 мм.
При выполнении сверлильных работ различной глубины следует подбирать инструмент максимально подходящий для выполнения конкретной задачи.
Лучшие производители
Чтобы приобрести сверла и быть уверенным, что заявленные характеристики полностью соответствуют действительности, необходимо правильно выбрать производителя.
Фирмы, которые дорожат своей репутацией, не реализуют продукцию ненадлежащего качества. Поэтому при выборе свёрл по металлу следует отдавать предпочтения производителям, которые находятся на рынке длительное время.
Среди новичков, также могут быть достойные производители. Но чтобы узнать, что в продаже находится товар надлежащего качества необходимо совершить покупку, которая часто представляет собой «лотерею».
1. Bosch — изделия немецкой фирмы давно зарекомендовали себя только с положительной стороны. Несмотря на довольно высокую цену продукции, приобретая свёрла Bosch, можно не сомневаться в отменном качестве. Удобно и выгодно приобретать инструменты этой фирмы в комплекте.

Какой набор сверл не взять, в любом будет находиться только высочайшего качества изделия, которые прослужат многие годы, при условии правильного хранения и использования.
2. «Зубр» — отечественный производитель, продукция которого в соотношении цена-качество максимально оптимизирована. Приобрести продукцию этой фирмы можно как в единичном экземпляре, так и в виде набора. Последний вариант позволит существенно сэкономить денежные средства, несмотря на значительную стоимость комплекта.
3. Свёрла советского производства — эту категорию режущих инструментов, можно отнести к «вымирающему виду». При должном старании можно приобрести раритет, который отличается непревзойдёнными техническими характеристиками.
Читайте также: