Правильные устройства для листового металла
Обновлено: 07.05.2024

Разматывающие устройства (размотчики) предназначены для работы с рулонным металлом. Разматыватели подразделяются по принципу работы - на неприводные и электроприводные, конструкционно - на напольные, мобильные, двухопорные, самоподъемные и консольные. При выборе модели размотчика надо учитывать ширину и вес рулона, объем производства и место установки станка. Также разматыватель часто используют в паре с правильно-подающим устройством для протяжки рулонного металла.
Как купить Разматыватели и Правильно-подающие устройства
Компания "МОССклад" поставляет Разматыватели и Правильно-подающие устройства во все города России, в том числе в г. Москва, Санкт-Петербург, Челябинск, Пермь, Симферополь, Ульяновск, Казань, Калуга, Новосибирск, Екатеринбург, Нижний Новгород, Калининград, Самара, Омск, Уфа, Саратов, Красноярск, Владивосток, Ростов-на-Дону, Воронеж, Волгоград, Махачкала, Грозный и другие, а также в Белоруссию, Казахстан, Армению и Киргизию.
У нас вы можете купить Разматыватели и Правильно-подающие устройства следующих производителей: 3EMAKINA, FORSTNER, SENTE MAKINA, SPIRO, Мобипроф, Россия, и другие.
Приобрести Разматыватели и Правильно-подающие устройства у нас очень легко:
Что-то заинтересовало? Отправьте нам запрос
Мы обработаем запрос и направим Вам ответ.




























Технические характеристики оборудования могут быть изменены производителем без предварительного уведомления. Информация на сайте носит справочный характер и не является публичной офертой в соответствии с п.2 ст.437 ГК РФ.
Запрещено копирование любых материалов сайта в коммерческих целях без письменного разрешения ООО "МОССклад" (ст.1259 и ст.1260 гл.70 "Авторское право" ГК РФ).
Листоправильные машины

Листоправильные станки предназначены для правки листового металла. С помощью этих станков осуществляется выравнивание поверхности металла и достигается высокая плоскостность. Основными параметрами при выборе листоправильной машины являются рабочая длина и толщина обрабатываемого материала. Листоправильные станки применяются для изготовления металлических конструкций во многих отраслях производства, таких как строительство, машиностроение, судостроение, автомобильная и химическая промышленность. У нас вы можете купить листоправильный станок для работы с металлом толщиной от 3 до 68 мм и шириной от 1000 до 3100 мм.
ВариантыКак купить Листоправильные машины
Компания "МОССклад" поставляет Листоправильные машины во все города России, в том числе в г. Москва, Санкт-Петербург, Челябинск, Пермь, Симферополь, Ульяновск, Казань, Калуга, Новосибирск, Екатеринбург, Нижний Новгород, Калининград, Самара, Омск, Уфа, Саратов, Красноярск, Владивосток, Ростов-на-Дону, Воронеж, Волгоград, Махачкала, Грозный и другие, а также в Белоруссию, Казахстан, Армению и Киргизию.
У нас вы можете купить Листоправильные машины следующих производителей: BENDMAK, MG, и другие.
Приобрести Листоправильные машины у нас очень легко:
Вальцовочные станки
для листового металла

Трехвалковые гидравлические листогибочные вальцы, изготавливаемые AKYAPAK AKBEND способны изгибать стальные листы толщиной от 2 мм до 200 мм и шириной от 1000 мм до 12000 мм.

Электромеханические трехвалковые листогибы серии АS позволяют работать с листом из черной стали вплоть до 2,5 мм. Благодаря эргономичной конструкции и мощному электромотору, станки позволяют скатать обечайку длиной до 2500 мм и диаметром от 100 мм из черной стали.

3-х валковые ассиметричные вальцы. Являются оптимальным выбором для достижения высокой эффективности в листовом прокате. Благодаря своей прочной конструкции со сварным стальным корпусом, гарантируют получение максимальных результатов гибки с минимальными инвестициями.

Помимо высокого уровня надежности, станок повышает производительность производственных процессов благодаря высокоскоростной прокатке листов. Лист металла зажимается между валами — это препятствует его выскальзыванию и смещению в процессе гибки. Таким образом, выполняемые операции становятся более точными и повторяемыми.
Модель позволяет получить цилиндрическую обечайку за один цикл прокатки благодаря тому, что материал зажимается нижним валком во время выполнения процедуры предподгибки и гибки, добиться точной фиксации листа между верхним и нижним валом, таким образом, снижая длину ровного участка обечайки. За счет улучшенных характеристик снижается вероятность возникновения брака по вине оператора, тем самым гарантируя стабильный уровень качества и производительности.


4-валковые гидравлические листогибочные машины серии MCА предназначены для подгибки и вальцовки листового металла с толщиной от 1 мм до 16 мм, и шириной до 3 000 мм. Планетарное перемещение боковых валков позволяет производить обечайки с минимальным диаметром, равным 1,1 от диаметра верхнего вала.

4-валковые гидравлические листогибочные машины серии MCB предназначены для подгибки и вальцовки листового металла с толщиной от 10 мм до 200 мм, и шириной до 12 000 мм. Планетарное перемещение боковых валков позволяет производить обечайки с минимальным диаметром, равным 1,1 от диаметра верхнего вала.
Вальцевание является неотъемлемым этапом производства множества промышленных изделий, таких как емкости, химические реакторы, оборудование для крекинга, элементы металлоконструкций в судовой, авиационной и космической отраслях.
Процесс вальцевания считается одним из наиболее сложных процессов пластической деформации металла, поэтому особенно важны надежность и точность работы валкового листогиба, обеспечивающего получение заданных радиусов с минимальной коррекцией со стороны оператора.
Листогибочные станки различаются по исполнению конструкции и типу приводящего механизма. Современные станки бывают симметричными/асимметричными трехвалковыми вальцами или четырехвалковыми станками с планетарным/линейным типом подвода боковых валов. За движением исполняющих механизмов станков такого типа отвечают электромеханические и гидравлические приводные системы, в зависимости от типа исполнения станка и назначения.
Гидравлические и электромеханические вальцы решают задачи широкого спектра: от изгиба 200 мм стали в малые радиусы с помощью станков типа «пресс-вальцы» до получения сложных форм на четырех валковых листогибах.
Ассортиментная линейка вальцовочного оборудования на сайте «ПроТехнологии» представлена станками от бюджетного до премиального сегмента от европейских брендов Akyapak (Турция) и Davi (Италия).
Трехвалковые и четырехвалковые вальцы
Современные гидравлические вальцовочные станки — это высокоточные инструменты для получения изделий из металла. Станки, поставляемых нашей компанией брендов, сконструированы
с учетом десятилетий опыта производства оборудования.
Жесткая конструкция станины, точность считывающих положение движущихся частей датчиков и специальная, запрограммированная форма валов, минимизируют отклонения от заданных параметров при гибке металла. Станки для вальцовки листового металла по общим признакам классифицируются на трехвалковые и четырехвалковые листогибы.
В 3-валковых гидравлических станках все валы приводятся в движение независимо, при помощи гидравлического мотора и редуктора, что позволяет делать предподгибку по обеим сторонам
станка без извлечения листа. Это гарантирует ровную подачу материала и снижает вероятность проскальзывания при изгибании обечайки.
Принцип работы четырехвалкового листогиба заключается в том, что лист во время прокатки зажимается. Предотвращается уход и скольжение материалов. Таким образом, выполняются более надежные операции прокатки и достигаются более точные результаты. В 4-валковых листопрокатных машинах AHS один из боковых валков может использоваться в качестве упора, поэтому лист можно легко и точно выровнять вдоль валка поперек направления подачи.
Современные четырехвалковые станки как правило оснащены контроллером, позволяющим отслеживать положение валов. Боковые валы имеют независимое управление по каждой оси. Это дает возможность делать нужный предварительный подгиб заготовки. Опционально станки комплектуются устройствами для конической гибки: системой перекоса боковых и нижнего валов, упорной шайбой.
Опционально четырехвалковые листогибы оснащаются системой ЧПУ, что позволяет автоматизировать технологические процессы получения деталей сложных форм (овальной и полицентрической). Программное обеспечение позволяет рассчитать пошаговое перемещение рабочих органов станка путем ввода размеров будущей детали в память ЧПУ.
Инструменты для правки металла

Наковальни 3 и 10 кг.
Технологической операцией правка устраняются разнообразные виды дефектов заготовки. Каждому из них подходит определенный вид инструмента, приспособлений и технологических приемов.
Когда необходима правка
Технологические приемы устранения дефектов заготовок могут включать в себя как ручные способы правки, так и машинные. Ремонтные работы, в частности кузовные автомобилей, выполняются вручную квалифицированными специалистами, обладающими индивидуальным набором инструментов и колоссальным опытом.
При массовом производстве металлоконструкций заготовки доводятся до нормативных требований с помощью специального правильного оборудования. Более подробно машинный процесс правки рассмотрен в статье «Оборудование для правки металла».

Правка листового металла на специальном механическом оборудовании.
При применении в технологическом процессе сварки, заготовки деформируются из-за температурных напряжений. Для правки таких заготовок могут изготавливаться специальные приспособления. Заневоленная в такой оснастке заготовка подвергается термическому отжигу, который возвращает ее в исходное состояние.
Типы заготовок

Бухта вязальной проволоки.
Все виды выпускаемого проката можно избавить от дефектов методами деформирования. Достаточно часто встречается волнистость, коробление, складки на листах, приходится для использования в технологическом процессе выпрямлять проволоку из бухт. Профильным трубам и другим заготовкам данной конфигурации требуется возвращать прямолинейность и устранять скручивание вокруг продольной оси.
В процессе производства готовой детали, приходится применять технологическую операцию правка для устранения остаточных деформаций возникших на промежуточных этапах технологии, например, после сварки, резки, вырубки.
Перечень приспособлений, применяемых для правки, рихтовки и гибки
Ручная правка производится как типовыми инструментами и приспособлениями, так и выполненными исключительно для данной конкретной заготовки. Поэтому перечень такой оснастки разнообразен, ниже приводятся лишь некоторые виды.
Набор крючков
Если на кузове автомобиля обнаружилась вмятина, но лакокрасочное покрытие не повреждено, воспользуйтесь инструментом для правки, который получил название «крючки».
Он представляет из себя набор стержней с ручкой и загибом на конце. Загибы имеют разные радиусы, углы, форму. Каждый из множества видов крючков (конусные, ножевые, сложного доступа, арки, рессорные и другие) предназначен для устранения дефектов определенной формы конструкции кузова.

Набор крючков для правки.
Конструкция «крючков» позволяет сделать доступным обработку вмятины изнутри корпуса кузова, что является единственным способом устранить вмятину без нарушения покрытия. Работать с таким инструментом под силу лишь квалифицированным специалистам.
Полезное видео
Правильные чугунные и стальные плиты
Одним из самых важных приспособлений для ручной правки является правильная плита. На ней выполняется устранение дефектов листовых и полосовых заготовок, прогибов на прутках, трубах и других профилях.
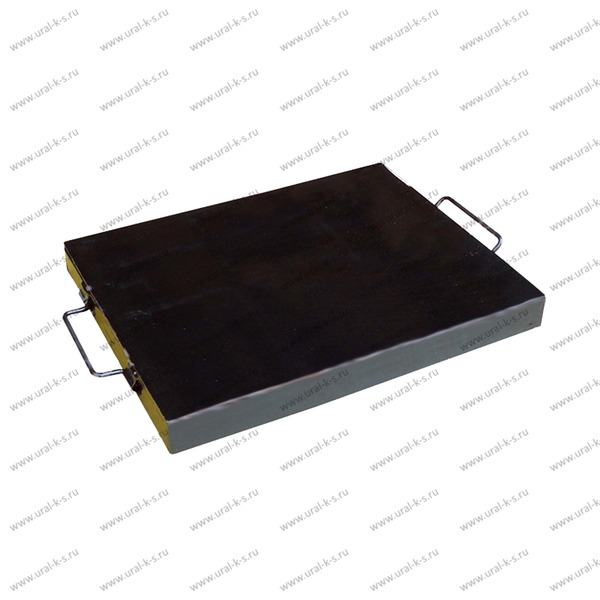
Правильная плита из стали.
Рабочее место для правки металла, оснащенное правильной плитой должно обладать устойчивостью к ударным нагрузкам. Поэтому плиты достаточно массивны и часто выполняются из тяжелых болванок серого чугуна с наибольшим линейным размером до 4,0 метра и даже более. К базовой поверхности плит предъявляются высокие требования к плоскостности, они окончательными операциями строгаются и шлифуются и устанавливаются по горизонтальному уровню.
Молотки, киянки
Через молотки и киянки передается силовое воздействие непосредственно на дефектные заготовки. Они имеют различные весовые и габаритные характеристики и обладают различными пластическими свойствами. Поэтому применяемые молотки конструктивно отличаются друг от друга.

Рихтовочная киянка Santool.
Для удаления вогнутости у прутков или полосы с неокончательной обработанной поверхностью, боек молотка выполняется из углеродистой стали. Если поверхность уже имеет товарный вид, то правку выполняют с помощью молотков со вставками из твердых пород дерева, медных или алюминиевых сплавов или из прочного пластика. Ударная поверхность бойка должна быть плоской и ровной и не иметь острых углов.
Для правки тонких листов с повышенными свойствами пластичности, где нельзя оставлять следов от ударов на поверхности, применяют киянки. Бойки у них сделаны из прочных пород дерева (дуб, самшит, бук) или ударопрочной резины.
Кувалды
Кувалды применяют для черновой правки крупных заготовок, когда ударного усилия обычного молотка не хватает. Боек повышенной массы (до 5 кг.) оказывает деформирующее действие на круглый и профильный прокат крупного сечения.

Кувалда 2000 грамм с фибергласовой рукояткой Gigant SLH20.
Рихтовальные бабки
Некоторые технологические процессы изготовления деталей включают правку предварительно термически обработанных заготовок. Такие заготовки имеют определенную поверхностную твердость, что создает конкретные требования к инструменту для правки. В закаленном состоянии заготовка правится с более строгими допусками от номинальных размеров, такую правку по-другому называют рихтовкой.

Рихтовальная бабка типа Каблук.
Для базирования заготовок используются рихтовальные бабки, которые изготавливаются из стальных заготовок с содержанием углерода, позволяющим выполнять закалку с высокой твердостью. Для придания заготовке при рихтовке большей степени свободы, поверхность бабок выполняется цилиндрической или сферической формы.
Гладилки
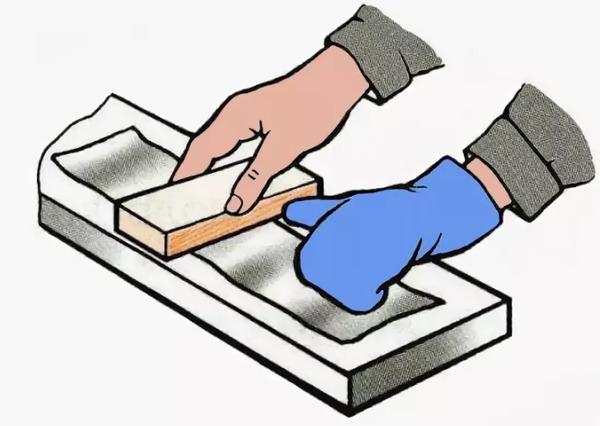
Правка металла с помощью гладилки.
Наковальня

Для ручной правки фасонного металла применяют специальные наковальни с вырезами. Дефектный участок при ударе имеет возможность перемещаться на большее расстояние, тем самым повысить эффективность правки.
Читайте также: