Металл кованый для ножа
Обновлено: 21.09.2024
Ножевые новинки в нашем новом магазине
Нержавеющий дамаск Damasteel
В этой рубрике магазина ножей Кузницы Коваль можно купить нержавеющую дамасскую сталь Damasteel для изготовления
Сталь CPM 15V для ножей
В этой рубрике магазина ножей Кузницы Коваль можно купить сталь CPM 15V для изготовления ножа.
Сталь D2 для ножей
В этой рубрике магазина ножей Кузницы Коваль можно купить сталь D2 для изготовления ножа. Представлены
Сталь Damasteel RWL-34 для ножей
В этой рубрике магазина ножей Кузницы Коваль можно купить сталь RWL 34 для изготовления ножа.
Сталь ELMAX для ножей
В этой рубрике магазина ножей Кузницы Коваль можно купить сталь ELMAX для изготовления ножа. Представлены
Сталь K110 для ножей
В этой рубрике магазина ножей Кузницы Коваль можно купить сталь K110 для изготовления ножа. Представлены
Сталь K340 для ножей
В этой рубрике магазина ножей Кузницы Коваль можно купить сталь K340 для изготовления ножа. Представлены
Сталь M390 для ножей
В этой рубрике магазина ножей Кузницы Коваль можно купить сталь M390 для изготовления ножа. Представлены
Сталь N695 для ножей
В этой рубрике магазина ножей Кузницы Коваль можно купить сталь N695 для изготовления ножа. Представлены
Сталь NIOLOX для ножей
В этой рубрике магазина ножей Кузницы Коваль можно купить сталь NIOLOX для изготовления ножа. Представлены
Сталь PGK для ножей
В этой рубрике магазина ножей Кузницы Коваль можно купить сталь PGK для изготовления ножа. Представлены















На этой странице магазина ножей Кузницы Коваль мастера и ножеделы могут купить сталь для изготовления ножа. Представлены заготовки и полосы для изготовления клинков из сталей:
AISI D2, BOHLER K110, BOHLER K340, ELMAX, BOHLER M390, BOHLER N695, НЕРЖАВЕЮЩАЯ ДАМАССКАЯ СТАЛЬ Damasteel, Damasteel RWL34, Damasteel Nitrobe 77, NIOLOX, СТАЛЬ PGK, CPM 15V.
Хотим напомнить, что на нашем складе всегда большой выбор кованых заготовок (поковок) для ножей!
Заготовки для ножей из представленных сталей, предназначенны для самостоятельного производства и изготовления ножей и клинков. Кузница Коваль предлагает купить стали для ножей различных размеров: заготовки и полосы 200х30х3мм., 200х30х4мм., 200х40х3мм., 200х40х5мм., 200х50х3мм.,250х30х3мм.,250х30х4мм. под Финки, 250х30х5мм., 250х40х3мм., 250х40х5мм., 250х50х3мм., 250х50х4мм., 250х50х6мм., 300х30х3 мм., 300х40х4мм., 350х50х3мм., 350х40х4мм. под кухонный нож, 400х40х4мм. По желанию клиента, наши мастера выполнят термообработку сталей, также возможна шлифовка заготовок по плоскости в размер.
Для заказа сталей для изготовления ножей индивидуальных размеров свяжитесь с нами на странице контакты
Основные нюансы и этапы при ковке ножа
Среди множества [изделий из металла] есть особая категория — это ножи, изготовление и котовка которых становится не просто работой, а серьезным увлечением. Для самостоятельного изготовления такого предмета потребуются серьезные навыки и тщательный подбор материала. Как своими руками сделать или выковать нож в домашних условиях, мы расскажем в этой статье.
Важно! Статья 223.4 УК РФ запрещает самостоятельное изготовление оружия и предметов, которые могут быть использованы как оружие. Материал предоставлен в информационных и познавательных целях. Санкция по указанной статье — до 2 лет лишения свободы.

Виды ножей по назначению
Для начала следует разобраться, из какого металла следует делать нож, а для этого — определить назначение лезвия. Существует четыре основных типа ножей, отличающихся по заточке, массе и прочим характеристикам.
Охотничьи — с очень острым лезвием, точно отработанным по форме кончиком. Ножи этого типа требуют тщательного выбора стали, так как должны очень долго оставаться острыми. Кроме того, от стали для охотничьего ножа требуется высокая ударная вязкость, так как лезвие может натолкнуться на кость при разделке.
Туристические и походные — должны иметь серьезный вес и прочность, так как ими обычно выполняется грубая работа с ветками прочими предметами. Это аналог топора, поэтому важно выдержать баланс между твердостью стали и прочностью на удар и излом.
Ножи кухонные — очень близки по типу к кухонным, с обязательным подбором стали высокой твердости. Нож для кухни не должен выкрашиваться при столкновении с костью и тупиться при работе на пластиковой доске.
Тесаки и ножи выживания — наследники топоров и туристических ножей. Первые обладают значительной массой и шириной лезвия, вторые должны быть универсальны. Это особо сложно, так как часто функции несовместимы, например, как у ножей туристических и охотничьих.
Стоит обратить особое внимание на выбор исходного материала. По объему работ проще всего изготовить нож из напильника — у него уже есть некая близкая форма. По прочности и износостойкости — из рессоры, пружины или подшипника. Листовая сталь подбирается из сортов для этих изделий. Угол заточки ножа подбирается в зависимости от назначения, например, туристический точат под 25 — 30 градусов, а кухонный под 8 — 15 градусов.
Из какого металла лучше сделать нож
Для изготовления и ковки ножей подходит несколько видов стали. Стоит рассмотреть ее по сортам, чтобы определить пригодность для определенной задачи.
Сталь 95Х18
Ножевая сталь высокой прочности с высокой стойкостью к коррозии. Ее характеризует оптимальное соотношение твердости и прочности, что позволяет сделать охотничий или кухонный нож с кромкой, защищенной от выкрашивания. Показатель твердости 64 — 62 HRC в зависимости от термообработки материала.
Сталь 50Х14 МФ
Инструментальная нержавеющая сталь с показателем твердости 58 HRC, которая используется при изготовлении скальпелей. Ножи из нее долго не тупятся. Чувствительная к контакту с костями и твердыми поверхностями.
Сталь Х12МФ
Штамповая сталь, которую можно довести до твердости 62 HRC. Отличается высокой ударной вязкостью и чувствительностью к коррозии, не подходит для ножей охотничьих и туристических, поскольку требует тщательного ухода.
Сталь ХВГ
Инструментальный материал со средними показателями твердости и хорошей ударной вязкостью. Хорошо держит нагрузки.
Сталь 50 ХГА
Пружинный металл, способный хорошо держать нагрузки, но склонный к коррозии.
Сталь 40Х13
Пружинная нержавейка, нож из которой будет красивым, но с хрупкой режущей кромкой. Подойдет для кухни по гибкости и заточке, но не для тесаков, туристических и охотничьих ножей.
Этапы подготовки и изготовления ножа
Процесс изготовления ножа довольно сложен — придется пройти несколько этапов от резки и ковки до шлифовки и заточки. Вкратце даем описание этих этапов:
чертеж и шаблон для ножа лучше всего взять у специалистов или из журналов, так как оптимальные формы ножей давно отработаны;
заготовка — сталь можно купить в виде готового отрезка, но в любом случае потребуется ее кузнечная протяжка, чтобы придать металлу нужную прочность;
[резка] и механическая обработка — ее придется выполнять фрезой или наждачным точилом, тщательно следя за нагревом, чтобы не испортить металл;
закаливание и отпуск — очень сложная задача, поскольку необходимо точно выдерживать температуру, а визуально это могут делать только опытные мастера.
На последнем этапе производится сборка ножа с установкой деталей ручки, которая должна быть сбалансирована и выдержана по форме.
Делаем нож из напильника
Изготовление ножа из напильника следует начинать с отпуска стали. Материал исходного инструмента хрупкий и твердый, поэтому его необходимо нагреть до 200 С, продержать так примерно час, а потом дать самостоятельно остыть. Иногда напильник просто бросают в костер, но гораздо проще отпустить его в обычной духовке.
По заранее заготовленному шаблону вырезаем форму ножа — для этого подойдет болгарка или фреза. При работе с наждаком велик риск перегреть металл. Признак перегрева металла при резке — изменение цвета. Для охлаждения достаточно поливать зону резки водой.
После этого можно приступать к шлифовке контура той же болгаркой — срезаем углы и выступы. Работу можно сделать и на ленточной шлифовальной машине.
Следующий этап — выполнение скосов, перед которым нужно прочертить линию границы на лезвии. Не забывайте, что угол не должен быть слишком большим и слишком малым — в первом случае лезвие будет слишком толстым, во втором — тонким и хрупким. Для формирования скосов лучше использовать ленточную машину, допускается и болгарка. Окончательная доводка делается напильниками. Не забывайте следить за температурой!
После черновой заточки металл можно подержать с час в уксусе и отшлифовать, чтобы получить чистое блестящее лезвие. После этого можно сверлить отверстия под штифты ручки.

Делаем нож из обоймы подшипника
Для изготовления такого ножа можно использовать подшипник карданного вала, подшипники станков, обойма которых выполнена из стали типа ШХ15. Для получения заготовки лучше сразу пилить внешнюю обойму под углом, чтобы получить заготовку под носик ножа. Длина окружности должна быть чуть больше общей длины ножа, поэтому оставляем запас примерно в 2 см.
Легированная сталь требует отжига перед ковкой. Для выпрямления достаточно подержать ее разогретой до темно-красного цвета и дать остыть на воздухе. После этого потребуется разогреть заготовку до 800 С — о ее достижении говорит цвет вишнево-красного оттенка. Если металл стал темно оранжевым, достигнут верхний предел температуры 1100 С. Как только цвет меняется на тускло вишневый, следует повторять нагрев в печи.
Как ковать нож
Существует два варианта ковки ножа. Первый для опытных специалистов, умеющих обращаться с молотом. Металл надо отбивать так, чтобы он смещался от середины к краю, а острие округлять, протягивая заготовку по длине.
Второй способ чуть проще — пластине придается плоская форма молотом, после чего производится обдирка шлифмашиной. Этот процесс аналогичен ранее описанному, но мастеру стоит следить за тем, чтобы металл отрезался небольшими кусками.
Как закалить и отпустить металл ножа
Подшипниковая сталь требует [закалки и отпуска], поэтому потребуется контролировать нагрев металла — насыпанная на лезвие соль начнет плавиться при температуре 800 С. После этого заготовку помещают в нагретое масло, соблюдая осторожность, так как вероятно воспламенение. При закаливании нельзя доливать масло или взбалтывать его, переворачивать заготовку. После закаливания металл отпускают нагревом до 200 С и постепенным остыванием. Последующие операции по заточке, доводке и сборке ножа описаны выше.

Ножи из рессор и листовой стали
Лезвия делаются почти так же как и предыдущие, но мастер должен учитывать, что разные сорта металла требуют подбора температуры, закалки и отпуска. Это зависит от конкретного материала заготовки. Получить информацию можно в справочниках по металлообработке.
Напоминаем, что изготовление ножа может быть расценено как изготовление холодного оружия, поэтому не приводим подробных инструкций!
Металл кованый для ножа
Кованые заготовки для ножей технология производства
Ковка стальных заготовок для ножа – начальная стадия процесса термообработки, при которой особое внимание должно быть уделено рабочей температуре прутка (болванки). Строго следует контролировать температурный процесс, чтобы не опуститься ниже температурного предела, когда из-за переохлаждения в стали при ковке начнут развиваться внутренние напряжения. Однако, нельзя допустить и перегрева прутка, из которого получается поковка для ножа. Чем выше нагрета сталь будущей заготовки, тем она больше стремится кристаллизоваться при остывании, из-за чего могут уменьшаться связи между отдельными зёрнами в кристаллической решетке, и они могут разъединиться даже от одного или нескольких ударов молота. Таким образом — пруток при ковке получит надрыв или трещину. Это называется перегревом стали. Перегрев стали не следует путать с пережогом стали. Пережог влияет не на кристаллическую структуру металла, а на его химический состав, заставляя его изменяться: попросту, когда сталь долго находится под воздействием температуры и сварочного жара, из нее выгорает углерод.
В нашей кузнице процесс свободной ковки поковок для ножей очень кратко выглядит так:
- Прутки из сортовой стали нарезаются соответственно размерам будущих поковок.
- Нарезанные прутки помещаются в электрическую либо газовую печь.
- Происходит плавный нагрев прутков до ковочной температуры.
- Кузнец методом протяжки за один нагрев формирует нужный размер заготовки.
- Готовые поковки для ножей отправляются на отжиг, для снятия напряжений полученных при ковке.
- Отжиг состоит в нагреве поковок до определенной температуры, выдержке и затем очень медленном охлаждении вместе с печью.
Кузница Коваль производит следующие поковки для ножей:
Заготовки для ножей (поковки) из стали 95Х18:
Температура ковки заготовки из 95Х18: начала 1190 °С, конца 850 °С. Полный отжиг 750-790 °С, до 6 ч. Поковка для ножа из 95Х18 с закалкой: предварительный нагрев до 850-860 ºС, закалка 1050-1060 ºС на масло или воздух. Отпуск 200 ºС 2 часа на воздухе. Твердость закаленной поковки после отпуска: 57-59HRC.
Заготовки для ножей (поковки) из стали Х12МФ:
Температура ковки заготовки из Х12МФ: начала 1140 °С, конца 870 °С. Полный отжиг 850-870 °С, до 6 ч. Поковка для ножа из Х12МФ с закалкой: предварительный нагрев до 700 ºС, закалка 1030-1050 ºС на масло. Отпуск 210-220 ºС 2 часа на воздухе. Твердость закаленной поковки после отпуска: 61-63HRC.
Заготовки для ножей (поковки) из стали 110Х18 МШД:
Температура ковки заготовки из 110Х18: начала 1190 °С, конца 850 °С. Полный отжиг 770-790 °С, до 6 ч. Поковка для ножа из 110Х18 с закалкой: предварительный нагрев до 860 ºС, закалка 1060-1070 ºС на масло. Отпуск 200-220 ºС 2 часа на воздухе. Твердость закаленной поковки после отпуска: 59-61HRC.
Заготовки для ножей (поковки) из стали 9ХС:
Температура ковки заготовки из 9ХС: начала 1180 °С, конца 800 °С. Полный отжиг 790-810 °С, до 6 ч. Поковка для ножа из 9ХС с закалкой: закалка 870 ºС на масло. Отпуск 220-240 ºС 2 часа на воздухе. Твердость закаленной поковки после отпуска: 61-63HRC.
Заготовки для ножей (поковки) из стали У10:
Температура ковки заготовки из У10: начала 1180 °С, конца 800 °С. Полный отжиг 700 °С, до 6 ч. Поковка для ножа из У10 с закалкой: закалка 800 ºС на масло. Отпуск 180-200 ºС 2 часа. Твердость закаленной поковки после отпуска: 60-61HRC.
В этой небольшой статье мы ознакомились с технологией производства кованых заготовок для ножей. Теперь, если у вас возникнет вопрос: где купить сталь для изготовления ножа, вы точно можете обратиться к нам. Дополнительно, кузница Коваль предлагает купить поковки для ножей нестандартных размеров. Заготовки для ножей из х12мф, шх15, 95х18, 110х18 доступны под заказ следующих размеров: 200х30х4мм., 200х40х3мм., 200х40х5мм., 200х50х3мм., 250х30х3мм., 250х30х5мм., 250х30х4мм. (для финок), 250х40х3мм., 250х40х5мм., 250х50х4мм., 300х30х3мм., 300х40х4мм., 300х50х3мм., 350х40х4мм.
Ниже представлено видео о том, как куются заготовки для ножей от Кузницы Коваль.

Размер кованой заготовки из стали Х12МФ Материал поковки: сталь х12мф Длина: 200-210 мм. Ширина: 40 мм. Толщина: 4 мм. Твердость заготовки с термообработкой после отпуска .
Какая сталь для ножей самая лучшая
От качества термообработки и состава сплава у ножевых лезвий зависит устойчивость к ржавчине, затупливанию, механическим повреждениям. При выборе лучшей стали для ножа учитывается назначение изделия: для использования на кухне или в походных условиях играет роль отличающаяся комбинация характеристик.

Каким критериям должна отвечать сталь
У различных видов стали отличаются технологические и механические свойства, обусловленные присутствием в сплаве легирующих элементов.
Материал для изготовления ножей оценивается по следующим критериям:
- Устойчивость к широкому диапазону температур (-30…+100°C).
- Чувствительность к коррозии.
- Прочность, упругость. При эксплуатации изделия важна минимальная деформация металла, устойчивость от продольного прогиба.
- Твердость. Показатель обозначается аббревиатурой HRC (в Европе — RC), оценивается по шкале Роквелла. Для ножей оптимальным считается показатель выше 55 ед. При увеличении твердости уменьшается устойчивость к сколам.
- Удержание заточки. Чем тверже материал, тем реже лезвие тупится.
Еще один критерий — легкость заточки лезвия. Чем мягче материал, тем легче его затачивать (при этом сталь быстрее тупится). Поэтому важен баланс между твердостью и прочностью.
Не существует однозначного ответа на вопрос, какая сталь самая лучшая. Приоритетные характеристики должны обеспечивать функциональность ножа для выполнения поставленных задач.
Состав и добавки

Сталь представляет собой сплав железа с углеродом. От последнего элемента зависит жесткость материала.
Различают следующие типы стали:
- низкоуглеродистая;
- среднеуглеродистая;
- высокоуглеродистая.
Ножи из нелегированной стали (без добавок) обладают гибкостью, но подвержены коррозии, неустойчивы к повреждениям. Для усовершенствования характеристик металла в сплав добавляют примеси. В таблице представлен список используемых добавок (кратко приведены разъяснения их функций).
| Элемент | Функции |
| Марганец (Mn) | Обеспечивает прочность, позволяет сделать любую форму лезвия. Присутствует в большинстве стальных сплавов. |
| Молибден (Mo) | Позволяет закаливать сталь до высокого уровня жесткости, делает клинок теплостойким, снижает ломкость лезвия. |
| Хром (Cr) | Защищает от воздействия ржавчины. |
| Ванадий (V) | Отвечает за устойчивость к воздействию химических веществ, повышает упругость. Увеличивает срок эксплуатации изделия. |
| Кремний (Si) | Снижает восприимчивость материала к механическому воздействию, повышая прочность. |
| Никель (Ni) | Предотвращает гниение стали, повышает устойчивость к коррозии. |
| Вольфрам (W) | Повышает прочность, усиливает антикоррозионные свойства. |
Сера и фосфор относятся к технологическим примесям. Первый элемент снижает твердость и прочность металла, в качественных сплавах процентное содержание не превышает 0,065. Фосфор повышает хрупкость стали. Данный элемент присутствует во всех сплавах, но максимальный уровень вещества в сплаве составляет 0,045%.
Лучшие зарубежные марки стали
У разных марок стали отличаются рабочие характеристики, все виды имеют плюсы и минусы.
Это немецкая марка инструментальной стали высокого качества, характеризующаяся однородностью структуры после закалки. Одна из самых востребованных в мире.

- удержание заточки;
- качество реза;
- стойкость к коррозии и деформации.
Сталь D2 относится к высокоуглеродистому виду. Разработана для создания режущих зубьев, используется в изготовлении охотничьих ножей.
Содержит большое количество хрома (до 14%). Подвергается закалке (55-69 HRC). При низкой стоимости обладает твердостью, но сложно затачивается.
Для продления срока эксплуатации лезвие рекомендуется протирать после контакта с водой.
CPM S35VN
Марка американской компании относится к классу премиум, характеризуется твердостью, износостойкостью. Расшифровка аббревиатуры CPM — это название технологии Crucible Particle Metallurgy.
Сплав получают порошковым методом, предусматривающим следующие действия:
- Жидкий расплав охлаждают азотом, он кристаллизуется, превращается в порошок.
- Сухое вещество подвергают высоким температурам и давлению, чтобы порошок спекся.
- На сплав воздействуют прессом для получения готового продукта.

Марка S35VN представляет собой улучшенный вариант S30V (в состав сплава внесен ниобий, а в производстве используется порошок мелкой структуры).
Комбинация легированных элементов позволила улучшить характеристики стали без потери прочности, т. е.:
- Благодаря мелкозернистой структуре материала изделие долго сохраняет заточку, меньше выкрашивается в сравнении с предшествующей маркой.
- Лезвие выдерживает ударную нагрузку.
- Сталь менее чувствительна к гниению.
- Сплав характеризуется пластичностью.
К недостаткам марки относятся сложность в заточке и высокая себестоимость. Такие лезвия не предназначены для рубки твердых поверхностей, не устойчивы к перегибам (твердость полотна составляет от 58 до 62 ед. по шкале Роквелла).
Считается классикой ножевой стали в Европе и Америке, содержит повышенное количество хрома и углерода.

- твердость составляет 59 HRC;
- выдерживает сгибы, скручивания (может использоваться при резке твердых плотных продуктов);
- относится к нержавеющему типу (подходит для аквалангистов и рыбаков);
- удерживает заточку;
- легко поддается правке.
Из стали 440C изготавливаются классические и складные модели ножей. Изделия требуют регулярного ухода. Из-за отсутствия в сплаве ванадия лезвия не обладают износоустойчивостью. В сравнении с изделиями премиум-класса чувствительны к воздействию солей и кислот.
Elmax
Сталь шведской марки изготавливается по порошковой технологии. Является высокоуглеродистой, высоколегированной. Используется для изготовления ножей высокой ценовой категории. Отличается хорошей режущей способностью.

К преимуществам относятся:
При высокой твердости сталь хорошо поддается заточке. Для поддержания антикоррозионных свойств необходима регулярная шлифовка и полировка клинка.
Разработанная австрийским металлургическим концерном марка M390 является одной из лучших. Характеризуется устойчивостью к гниению. Задумывалась в качестве материала для медицинских инструментов, поэтому особое внимание при разработке уделялось способности удерживать заточку.
Лезвия сохраняют остроту кромки до 6 месяцев. Сплав обладает низкой разницей между предельной текучестью и прочностью на разрыв. Материал не разрушается при взаимодействии с большинством видов щелочей и кислот.
Главным достоинством является твердость на уровне от 60 до 62 HRC. При таком показателе возможна шлифовка полотна до зеркального блеска. Для заточки требуется наличие настольного станка.
ZDP 189
Марка ZDP 189 принадлежит японской корпорации. Эта сверхвысокоуглеродистая инструментальная сталь, обладающая твердостью до 69 HRC, содержит высокий процент хрома. Разработана на основе порошковых технологий.
Выделяется режущими качествами, используется для изготовления ограниченных серий клинков. Из-за хрупкости подходит не для всех форм лезвий (например, не рекомендуется для вогнутых спусков). Полотно чувствительно к воздействию ударов. Лезвие хорошо поддается полировке.
Легированная кобальтом и молибденом японская марка VG-10 отличается остротой режущей кромки, твердостью, устойчивостью к ударной нагрузке, антикоррозионными свойствами.
Часто используется в качестве центрального слоя полотна, чтобы обеспечить клинку устойчивость к ржавчине, повысить режущие свойства.
Содержание в составе сплава кобальта делает сталь вязкой и твердой. Режущая кромка сохраняется даже при твердости 60-62 HRC. Качество материала поддерживается особым методом термической обработки, который производитель держит в секрете.
CPM S30V
Порошковая американская марка CPM S30V содержит от 13 до 18% хрома, обладает прочностью, устойчивостью к ржавчине. Сплав содержит карбиды ванадия и хрома, на режущей кромке присутствуют участки сверхвысокой твердости.

Сталь AUS-8 японского производства имеет высокие рабочие характеристики. Благодаря наличию в сплаве молибдена и никеля обеспечивается сопротивление к коррозии.
В процессе выплавки и закалки не используются дорогостоящие технологии, поэтому металл имеет низкую себестоимость.
Лезвия из данного материала не требуют специального ухода, сочетают в себе твердость и упругость, легко поддаются заточке.
Лучшие отечественные виды стали
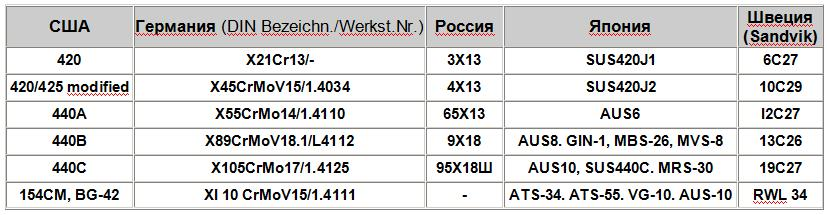
Маркировка из двух цифр и буквы «Х» обозначает процентное содержание (в сотых долях) углерода и хрома (первая цифра — углерод, вторая — хром). Фактические показатели могут незначительно колебаться. Можно выделить топ-5 лучших ножевых сталей отечественных производителей.
50х14МФ
Универсальная сталь 50х14МФ, с которой начиналось оружейное производство. Используется в изготовлении ножей, медицинского инструмента. Сплав устойчив к химической и влажной среде. Твердость может составлять до 57-58 HRC.
Лезвия долго держат заточку, устойчивы к ударным нагрузкам, с легкостью правятся в домашних условиях.

40Х12
Это мягкая высоколегированная сталь, использующаяся в производстве недорогих ножей, сувенирных клинков. Плохо поддается закалке, поэтому полотна легко гнутся, а режущая кромка почти не удерживает заточку.
Преимуществом является устойчивость к коррозии. Твердость материала составляет 51 или 52 HRC.
Х12МФ
Изначально разрабатывалась для использования в машиностроительной отрасли. Марка широко применяется в изготовлении ножей. В сплав входит вторичное сырье, что снижает стоимость производства.
Сталь Х12МФ не требует сложного ухода, относится к группе коррозионно-стойких материалов, отличается податливостью при обработке. Режущая кромка обладает устойчивостью к износу. Острота лезвия сохраняется долгое время. Твердость может достигать 64 HRC.
К недостаткам относятся: чувствительность к изгибам и кислотной среде, необходимость специального оборудования для заточки, тусклый вид полотна.
95Х18
Часто используется для изготовления клинков. Материал отличается устойчивостью к коррозии, прочностью, не изнашивается долгое время. Преимуществом является простота заточки лезвия, недостатком — средняя агрессивность реза. Закаливается до 58 HRC.
65Х13
Относится к недорогим маркам. Имеет устойчивость к ржавчине благодаря содержанию хрома. Твердость составляет от 56 до 59 ед. по шкале Роквелла. Полотно устойчиво к ударам, деформации. Достоинством также является легкость в эксплуатации и заточке.
К недостаткам относится высокая скорость истирания.
Какую сталь лучше выбрать
При выборе кухонного ножа или охотничьего клинка принимается во внимание качество материала, репутация производителя.
Для кухонных ножей
Для использования на кухне нож должен обладать прочностью. Важный параметр — качество реза. Лезвия должны легко затачиваться, но не требовать частой правки.
Лучшие кухонные ножи соответствуют следующим параметрам:
- устойчивы к ржавчине;
- не крошатся;
- имеют однородное полотно без разводов, пузырей.
Еще одним параметром является отсутствие на режущей кромке неровностей.

В России наиболее часто для кухонных ножей используются упомянутые марки:
Из иностранных марок имеет высокий рейтинг сталь 440C. Для кухонных ножей рекомендуются японские стали AUS10 и ATS34, а также американская марка 154 CM (США). Сталь 420 часто используется зарубежными производителями, но отдавать предпочтение следует изготовителям из США, Швейцарии, Австрии, Германии.
Испанские ножи из 420 стали отличаются мягкостью. В европейских вариантах часто встречается массивное лезвие, что затрудняет аккуратную нарезку продуктов.
Для охотничьих ножей
Туристические и охотничьи клинки должны быть изготовлены из долговечного материала.

Часто используются марки:
- 420 (недорогие модели);
- 440A, B, C;
- AUS 4-10;
- Elmax;
- 95Х18;
- H1 (американская хромоникелевая сталь).
Свойства порошковой стали
Процесс изготовления порошковой стали сводится к основным этапам: производство и смешивание порошков, уплотнение и спекание. У производителей могут отличаться особенности технологического процесса.
Ножи из такой стали стоят дороже. Качество готового изделия зависит от размера и распределения образующихся карбидов. Использование методики позволяет производителям получать высокотехнологичный сплав, увеличивать количество легированных элементов, повышать характеристики материала.
По порошковой технологии изготавливается большинство армейских и охотничьих ножей, т.к. в данных случаях необходима повышенная прочность в сочетании с антикоррозионными свойствами.
Лезвия из порошковой стали острее в сравнении с прототипами из цельного металла. Выдерживают перепады температур, устойчивы к деформации, поддаются шлифовке. Режущая кромка долго сохраняет остроту.
В домашних условиях порошковая сталь требует аккуратной заточки.
Так ли хороша дамасская сталь
Качественная дамасская сталь по режущим характеристикам превосходит многие марки.

В производстве используется особая технология:
- Собираются мягкие и твердые виды стали.
- Стальной пакет прогревается до температуры ковки.
- Наносятся специальные добавки (для улучшения сварки между пластинами).
- Пакет многократно пробивают молотом, отправляют в горн.
- Когда пластина сформирована, она прогревается. Рубится на несколько частей, которые снова собираются в пакет.
- Цикл повторяется.
Количество повторений может составлять от 3 до 10. Чем их больше, тем качественнее сталь. На свойства клинка влияет соотношение мягких и твердых сталей. Последних должно быть больше.
Дамасский сплав имеет жесткость 60 HRC, отличается прочностью и остротой кромки. Еще одним преимуществом является удержание режущих качеств. Изделия часто украшены узорами, образующимися из-за неоднородной структуры.
Материал обладает большим недостатком: неустойчив к ржавчине и требует тщательного ухода.
Для поддержания рабочих характеристик и внешнего вида необходима защита от влаги, нужно протирать лезвие после использования, обрабатывать специальным маслом.
Поэтому на сегодняшний день дамасская сталь уступает большинству современных сплавов.
Кованые ножи — как выковать клинок в домашних услових
Кузнечное дело, как могло бы показаться, давно ушло в бытие. Зачем мастерить себе сложнейшие конструкции, в частности, ножи и кинжалы. Если на прилавках магазинов довольно широкий выбор этих изделий, с сертификатами и инструкциями, да и, вообще, в красивой упаковке с бантиком.

Ковка как хобби
Многим простым обывателям, такое дело как изготовление ножей своими руками, может даже показаться, простой тратой времени. Но они окажутся неправы.
На самом деле, такую «тягу» к металлу, можно назвать таким же хобби, как и вышивание крестиком. Вы не поверите – удовлетворения от своего творения мастер получит в тысячу раз больше, чем просто пойти и купить клинок.
Выбор стали для кованого ножа
Это важнейший вопрос, при изготовлении клинка ручной работы. Надо в первую очередь определиться, для каких целей будет изготавливаться изделие. И уже исходя из ответа на данный вопрос, задуматься, какую сталь использовать для изготовления ножа.
Не секрет, что альтернатив для различных изделий немало. Но стоит учитывать, как себя будет вести металл на всех этапах ковки, в том числе и как его закаливать.
Подойти к этому вопросу, нужно довольно тщательно и щепетильно, чтобы в заключение изготовления не вышло казуса. Любой металл, обладает пятью основными свойствами:
- Прочность – способность металла сохранять свои качества при воздействии разных внешних сил. К примеру, проверка на прочность проходит при изгибе или при сильном ударе.
- Твердость – это способность металла сопротивляться проникновения в его структуру более твердых сплавов. То есть способность к сопротивлению деформации.
- Устойчивость к износу – устойчивость истирания материала во время использования, кстати, косвенно зависит от твердости.
- Пластичность – простыми словами, возможность материала рассеивать или поглощать энергию во время удара.
- Красностойкость – довольно важный показатель именно для ковки. Твердые марки стали считаются самыми красностойкими, так как температура ковки составляет выше 900 градусов по Цельсию. А плавится она при полутора тысячах градусов.
Также надо не забывать, что определенные добавки придают легирующие свойства разным маркам стали. Эти добавки в определенном процентном содержании в металле, в итоге и определяют непосредственно марку стали. Таких элементов может быть разное количество, и в процентном содержании тоже.
Дополнительными химическими элементами могут быть: хром, ванадий, вольфрам, кремний, углерод, молибден, кобальт и никель. Соответственно и сталь приобретает разные свойства. А уже исходя из марки стали, специалистами определяется, для каких нужд и целей, требуется использовать то или иной материал.
Также вышеперечисленные свойства материала, сильно связаны между собой, если в большей степени присутствует одно качество, то любое другое из них уменьшается в своих свойствах.
Это нормальная практика, и принимать это нужно как неизбежное. Создать, идеальный клинок содержащий, все эти пять качеств в высшей степени, не удастся.

К наиболее пользующимися успехом, среди любителей «домашней ковки» марок стали, можно отнести: Х12МФ, У7, У8, У9, У16, 65Г, Р6М5, ШХ15. В зарубежной металлургии такая сталь маркируется немного иначе: 1095, 52100, O-1, M-2, AUS, ATS-34, A-2, 440C. Но по качеству и примесям они соответствуют нашим отечественным.
Такие стали используют при изготовлении буров, тросов, сверел, подшипников и напильников. Это и объясняет, довольно широкое применение при самостоятельной ковке этих материалов.
Необходимые инструменты для ковки
Инструментарий, честно сказать недовольно огромный, но каждый предмет имеет строго свое предназначение. И не окажись его вовремя под рукой, можно загубить все дело.
Можно использовать, как и покупной, так и самодельный, но дрель или болгарку сам не сделаешь, лучше прикупить. Они очень упростят вашу задачу. Весь набор приблизительно выглядит, таким вот образом:
- молот, желательно двух типов тяжелый 3-4 кг и легкий 1-1,5 кг;
- наковальня, если нет нормальной в наличии, как вариант использовать кувалду или кусок рельса, хотя бы на первое время тренировок;
- металлургические клещи и небольшие щипцы;
- тиски, желательно побольше, позже узнаете зачем они;
- сварочный аппарат, если его нет – запаситесь большим количеством проволоки стальной;
- печь, самодельная или горн, способные достичь температуры сварки;
- шлифовальный станок или «болгарка», наждачная бумага разной зернистости;
- крупный магнит;
- дрель со сверлами.
В принципе практически весь набор инструмента, который понадобится для изготовления клинка. Можно обратить особое внимание на печь, если ранее мастер не занимался даже закаливанием стали, то можно либо приобрести ее.

Но ценник будет недешевый или попробовать изготовить самому. В сети и на нашем сайте есть способы изготовления самостоятельно муфельной печи. Ее температуры в 900-1200 градусов, вполне будет достаточно для спекания металла и выковать можно будет что угодно.
Конструкция и чертеж ножа
Как уже выше говорилось, для начала следует попробовать выковать ненужную любую железяку и не раз. И только потом пробовать выковать для начала самую простую и ходовую форму кухонного ножа.
Отнеситесь к этой стадии посерьезнее, не бойтесь рисовать на бумаге. «Прикиньте» сколько имеется металла, стоит обязательно учитывать, что много из него уйдет на угар и окалины.
Финский клинок, тоже довольно прост своей конструкцией, можно выбрать и его, в виде «первенца». Им также замечательно можно орудовать на кухне или в других условиях. И мы вам гарантируем, что если он у вас удастся – клинок станет самым любимым.
Одно довольно важное замечание, изучите внимательно характеристики холодного оружия, и при изготовлении обязательно придерживайтесь определенных правил. Одно дело иметь при себе холодное оружие, а совсем другое – изготовление оного.
Или если вы решите его подарить близкому человеку, то уже будет распространение и статья за это предусмотрена, вплоть до лишения свободы. Будьте осторожны в этом.

Нарисовав на листе бумаги будущий клинок, может даже будет лучше сделать из него шаблон из картона. Рисовать нужно чертеж-схему, с расстановкой всех размеров и незабываем про рукоять. Шаблон может очень пригодиться при создании спусков, лезвия, и в общем и целом, вид изделия будет перед глазами.
Пошаговые инструкции по изготовлению кованых ножей из разных материалов
При выборе материала для ковки, если вы не знаете его марку стали, то можно прибегнуть к помощи специальных справочников. Где даже приблизительные знания, очень помогут в работе с выбранным материалом.
Для любителя будет первый раз достаточно сложен, но некоторые люди доводят свое хобби, до небольшого бизнеса. И они выполняют все манипуляции уже на «автомате». Но новичку, не нужно ничего бояться, запастись терпением и все получится.
Клинок из напильника
Согласно специальному справочнику, их изготавливают из стали 9ХС, она является инструментальной легированной. Закалка ее производится при 870 °С, а отпуск от 180 до 240 °С.
Прекрасно поддается ковке при температуре 1180 °С и заканчивают при 800 °С. Обратите внимание, вся информация взята из справочных источников. И это только малая ее часть.
Ну что ж, продолжим по существу:
- Первым делом, обязательно нужно снять напряжение с самого инструмента. Для этого его держат в печи в течение 4-5 часов при температуре около 600 °С. Затем постепенно остужают естественным образом в течение суток. Если его резко охладить, результат не обрадует, он может расколоться или рассыпаться.
- Следующий этап непосредственно ковка, доводим клинок в печи до нужных нам 1180 °С, для этого можно использовать термопару в печи или воспользоваться специальной таблицей цвета для этой стали.
- Когда нагрев достигнет должного значения, заготовку клещами вынимают из печи и проковывают (обжимают) по всей поверхности, надо успеть это сделать за один нагрев.
- Затем принимаются за формирование полосы. Опять разогревают металл и проковывают полосу нужной толщины. Опытные мастера сразу делают спуски, но новичкам пока этого делать не стоит. Заготовку опять нагревают и куют хвостовик.
- Поковка хвостовика, задача несложная, вместе с ней придают форму плечам клинка.
По завершении всех действий клинок оставляют в горне или печи до полного остывания. Алгоритм поковки всех ножей выглядит приблизительно также, но существуют и значимые отличия. По этой причине рассмотрим еще один вариант ковки.
Клинок из рессоры
Нож из рессоры автомобиля, можно честно сказать сделать и без оковки, просто вырезать профиль, сделать РК, спуски и клинок практически готов. Но толщина ее конечно же слишком толстая, как правило, около 10 мм. И все-таки, чтобы сделать настоящий, надежный нож, лучше его проковать:
- Для начала обязательно ее ободрать болгаркой от ржавчины и от нагара автомобильного выхлопа, затем разрезать на нужные нам куски.
- Следующим шагом, навариваем пруток к отрезанному куску и накаляем ее докрасна и начинаем проковку, и так несколько раз до требуемой толщины.
- Затем отрезаем приваренный пруток, и будем выполнять троекратный отжиг, до светло-красного оттенка, а проверять температуру лучше всего магнитом. Этот процесс называется нормализацией, или проще говоря, снятием напряжения с металла. После каждого нагрева оставляем заготовку остывать на воздухе и опять нагреваем.
- После процесса нормализации, оставив заготовку в зале до полного остывания, вынимаем ее и в принципе она готова для обдирки нагара. Затем размечаем ее в соответствии с шаблоном и болгаркой или на станке с обдирочным кругом придаем ему форму, делаем спуски, РК и т.д.
Последним этапом будет закалка и отпуск клинка, и, конечно же, рукоять. Это уже на вкус мастера, насадной вариант или накладной. Кованые ножи из рессоры, довольно жестки до 60 HRC. Из такого материала хорошо делать ножи для охоты.
Клинок из сверла
Особенность ковки из сверла, заключается в определенном секрете самого сверла. Сверла выполняются из стали P6M5, клинок из такой стали будет отличаться износоустойчивостью и затачивать его будет довольно легко.
Самое интересное, что сверла малого диаметра выполнены полностью из такой стали. А вот сверло с большим диаметром и немалой длины спиральные рабочие части выполняют из P6M5, а остальная часть из обычного металла. Можно предположить, что в целях экономии.
Нужно четко понять, где кончается один тип стали и начинается другой. Делается это довольно просто: требуется сделать «болгаркой», тонкий распил по всей длине. Где будет сильно искрить и искры будут желто-оранжевые, это простой метал.
Там же где меньше искр и искры красноватые, это легированная сталь. В этом месте делаем отметку, своеобразное разделение на клинок и его хвостовик:
- Разжигаем горн, и помещаем туда сверло, желательно сделать так, чтобы хвостовая часть не нагревалась. Опять заглядываем в справочник и видим, что температура ковки 900-1250 °С. Но ковать на этом этапе не следует. Как только сталь наберет такую температуру, нужно срочно вынуть сверло из печи, хвост зажать в тиски, а верхнюю часть ухватить разводным ключом. И начинать делать движения «разворачивающие» металл. Делать все надо очень быстро иначе он остынет и есть риск сломать его.
- Кстати, не бойтесь, если с первого раза вывернуть сверло не получилось – нагревайте еще раз и продолжайте, пока не получите более или менее плоскую заготовку. И начинаете ковку до нужной толщины. Следите за цветом металла, на холодную может сломаться. Добейтесь толщины в 4-5 мм.
- Выковываем острие ножа, аккуратными ударами получаем закругленную форму клинка. Опять же, для профессионалов самая возможность выковать РК и спуск, новичкам же пока этого делать не стоит. Стоит постоянно следить за толщиной клинка и его цветом. Удары должны быть очень точны.
- Затем проковываем хвостовик, здесь работы гораздо меньше, по вкусу кузнеца – оставить его толще или вытянуть подлиннее.
Когда металл остынет, можно провести обдирочные работы и выровнять спуски. В общем, доводим дело до логического конца и в обязательном порядке закаляем клинок и отпускаем.
Клинок из подшипника
Довольно популярны в народе, ножи своими руками из подшипников больших диаметров. Но некоторые искусные мастера могут сделать маленький клинок, всего лишь из одного ролика.
В данном случае нам понадобятся сами обода, и на практике люди рекомендуют внутренний обод. Для их изготовления сталь используется типа ШХ15, что при правильной термообработке (закалка + отпуск), прочность можно получить 60-64 по шкале Роквелла.
На самом деле, ковка из обода подшипника не сильно отличается от ковки из сверла. Расписывать пошагово нет смысла, получится только повторение материала. А вот нюансы обозначим:
- Заготовка, в отличие от сверла, раскручиваться не будет, а будет выпрямляться до прямой полосы.
- Длину заготовки нужно взять с запасом в 1-2 см, так как будет привариваться пруток для удобства работы.
- Удобнее сделать рукоять накладной, меньше возни с ковкой хвостовика.
Вот и все мелкие замечания. А все остальные действия абсолютно одинаковы. Сталь очень высокого качества, способная работать в агрессивных сферах, химический состав очень богат добавками. Из нее лучше всего выйдет охотничий нож, будут присутствовать все необходимые качества.
Клинок из троса
Сталь в тросе, не всегда отвечает всем положенным характеристикам для хорошего ножа. И процесс ковки довольно непрост. Но такие клинки чаще всего выполняют, из-за красивого рисунка, остающегося после ковки. Он напоминает дамасскую сталь.
К слову сказать, очень много мошенников этим пользуются и выдают такие ножи за редкие варианты из дамасской стали. Для новичков ковка из троса будет довольно проблематична, не рекомендуется с нее начинать. Ну что ж посмотрим, что выйдет:
- Ковка ножа из троса, начинается с его накаливания, ничего не обычного. Вот только рукоять у таких клинков, часто выполняют из того же троса, и получается цельнометаллический нож. Это довольно необычно и красиво смотрится.
- Разберем проблему, о которой говорилось выше. Она заключается в том, что при ударе молота, проволока из которой трос сделан «расползается» в разные стороны. Существует два выхода из положения. Первый способ, перед тем как начать с ним работать нужно трос проварить по всем большим канавкам. А второй заключается в мастерстве кузнеца, и сварка происходит именно печная.
- Мы не любим простых путей и способ номер два более профессионален и интересен. Раскалив трос до ярко-красного цвета, вынимаем его и посыпаем бурой и опять отправляем в печь. Это подготовка к кузнечной сварке.
- После того как трос обработали бурой со всех сторон, можно приступать к ковке. Бура – соль тетраборной кислоты, помогающая сварному процессу.
- Трос раскаляем до 900-1200 °С и наносим удары тяжелым молотом. Стараемся при этом сохранить волокна троса вместе. Тренироваться можно сколько угодно раз, главное посыпать бурой.
Выковываем клинок нужной нам формы и толщины, затем обрабатываем конечными операциями. Спуск, режущая кромка и т.д. Клинки из троса делают нечасто, в использовании он не очень практичен, а как сувенир – будет очень крут.

Пару слов про рукояти, для клинков, изготовленных такими способами. В этом плане нет ничего необычного, все дело во вкусе мастера. Хотите, делайте насадную из дерева, хотите из накладок.
А может вам захочется сделать особую рукоять, из рога или кости животного, тоже дело абсолютно индивидуальное. Куйте себе на здоровье, берегите нервы, не забывайте пользоваться справочными материалами по маркам стали, и у вас все получится.
Закалка и отпуск клинка
Перед закалкой, в некоторых случаях лучше всего сделать нормализацию клинка, для снятия напряжения метала. Все зависит от того, с какой сталью вы работаете.
Закалка, технически не сложная процедура, но требующая очень большого внимания, этим процессом можно загубить все изделие. И труды все будут напрасны. Сильно клинок не нагревают в пределах 700 °С (опять же зависит от металла). Классическим вариантом считается, закалка через масло в воду.
Масло моторное синтетическое, можно отработку. Вода, подсоленная 2-3 ложки соли на литр воды, температура комнатная. Когда сталь прогрелась и светится светло-красным оттенком, вынимаем клинок и опускаем в масло на 2-3 секунды, а затем в воду. И так делаем минимум 3 раза, с каждым разом увеличивая время опускания в масло на 2 секунды.
Повторюсь, что это классический вариант и для каждой марки стали свои способы закалки. Бывает на сухую закаляют не опуская в жидкости.
Отпуск клинка процедура очень нужная, и самая простая. После закалки металлу надо дать «отдохнуть». После перенесенного им «стресса», шутка. Хотя многократное доведение его до максимальных температур, действительно стрессовая ситуация для кристаллической решетки металла. Есть разные способы, можно подержать над открытым огнем, можно положить в духовку на пару часов. Но, в конечном счете остывать оставляем во всех случаях естественным путем.
Надеемся, что статья получилась полезной и интересной как и для начинающих мастеров любителей, так и для профессионалов.
Читайте также: