Установка вакуумного напыления металлов
Обновлено: 20.09.2024

Вакуумное напыление (англ. physical vapor deposition, PVD; напыление конденсацией из паровой (газовой) фазы) — группа методов напыления покрытий (тонких плёнок) в вакууме, при которых покрытие получается путём прямой конденсации пара наносимого материала.
Различают следующие стадии вакуумного напыления:
- Создание газа (пара) из частиц, составляющих напыление.
- Транспорт пара к подложке.
- Конденсация пара на подложке и формирование покрытия.
- Испарение электронным лучом (англ. electron beam evaporation, electron beam physical vapor deposition, EBPVD).
- Испарение лазерным лучом (англ. pulsed laser deposition, pulsed laser ablation).
- Испарение вакуумной дугой (англ. cathodic arc deposition, Arc-PVD): материал испаряется в катодном пятне электрической дуги.
- Эпитаксия молекулярным лучом (англ. molecular beam epitaxy).
- Ионное распыление (англ. sputtering): Исходный материал распыляется бомбардировкой ионным потоком и поступает на подложку.
- Магнетронное распыление (англ. magnetron sputtering) – в дальнейшем будем рассматривать именно его.
- Напыление с ионным ассистированием (англ. ion beam assisted deposition, IBAD);
- Ионно-лучевое напыление.
- Сфокусированный ионный пучок.
Процесс используется для нанесения декоративных покрытий, например при производстве часов с позолотой и оправ для очков. Один из основных процессов микроэлектроники, где применяется для нанесения проводящих слоёв (металлизации). Вакуумное напыление используется для получения оптических покрытий: просветляющих, отражающих, фильтрующих.
Материалами для напыления служат мишени из различных материалов, металлов (титана, алюминия, вольфрама, молибдена, железа, никеля, меди, графита, хрома), их сплавов, соединений (SiO2,TiO2,Al2O3). В технологическую среду может быть добавлен химически активный газ, например, ацетилен (для покрытий, содержащих углерод); азот, кислород.
Химическая реакция на поверхности подложки активируется нагревом, либо ионизацией и диссоциацией газа той или иной формой газового разряда.
С помощью методов вакуумного напыления получают покрытия толщиной от нескольких ангстрем до нескольких десятков микрон, обычно после нанесения покрытия поверхность не требует дополнительной обработки.
Физическим вакуумом называется пространство, в котором отсутствуют частицы вещества, и установилось низшее энергетическое состояние. Однако в вакууме экспериментально обнаружены рождающиеся и тут же исчезающие виртуальные элементарные частицы, влияющие на протекающие физические процессы. В технике вакуумом называется состояние газа, при котором его давление ниже атмосферного. Количественной характеристикой вакуума служит абсолютное давление. Единицей измерения давления в системе СИ является 1 Па.
Когда говорят о вакууме с технической точки зрения, то речь идёт об использовании вакуума в широком диапазоне давлений – от атмосферного до 10 в минус 10 степени Па. Изменение давления на 15 порядков практически невозможно обеспечить при использовании лишь одного насоса, требуются комбинированные средства откачки, включающие в себя насосы различных типов и, следовательно, различные приборы для измерения давлений.
При большом различии в принципах действия и конструкциях, обусловленных многообразием требований к откачному оборудованию, во всех вакуумных насосах для откачки газа используют один из двух способов:
- перемещение газа за счёт приложения к нему механических сил в некотором месте вакуумной системы, откуда газ выталкивается;
- связывание газа путём сорбции, химических реакций или конденсации обычно в замкнутой вакуумной системе.

Рис. 1 Области действия вакуумных насосов (Источник картинки — №2, в списке источников, под этой статьёй)
В насосах объёмного типа откачка осуществляется за счёт периодического изменения объёма рабочей камеры.
Действие механических молекулярных насосов обусловлено переносом газа движущимися поверхностями твёрдого тела.
Сорбционные насосы осуществляют откачку газов за счёт их сорбции на поверхности или в объёме твёрдых тел.
Действие ионно-сорбционных насосов основано на удалении газов в виде ионов за счёт электрического поля и сорбции газов на охлаждённых поверхностях.
Криогенные насосы осуществляют откачку путём конденсации откачиваемых газов и паров на поверхностях, охлаждаёмых до сверхнизких (криогенных) температур. Разновидностями криогенных насосов являются конденсационные и криосорбционные насосы.
Но вернёмся к методу магнетронного распыления.
Магнетронное распыление — технология нанесения тонких плёнок на подложку с помощью катодного распыления мишени в плазме магнетронного разряда — диодного разряда в скрещённых полях. Технологические устройства, предназначенные для реализации этой технологии, называются магнетронными распылительными системами, или, сокращённо, магнетронами (не путать с вакуумными магнетронами — устройствами, предназначенными для генерации СВЧ-колебаний).
В свою очередь, магнетронным разрядом называют диодный газовый разряд в скрещённых полях (существует область пространства в разрядном объёме, где электрическое и магнитное поля ортогональны друг другу; силовые линии магнитного поля направлены поперёк линий тока):
Технологическое значение магнетронного распыления заключается в том, что бомбардирующие поверхность катода (мишени) ионы распыляют её. На этом эффекте основаны технологии магнетронного травления, а благодаря тому, что распылённое вещество мишени, осаждаясь на подложку, может формировать плотную плёнку наиболее широкое применение получило магнетронное напыление.
Несмотря на то что это всё может звучать для новичка достаточно непривычно и даже страшновато, тем не менее, реализация этого процесса является достаточно простой и доступной практически каждому.
Для освоения подобного процесса можно ознакомиться с рядом видео, где он показан на практике. Для электропитания установки, в основном используется эта или схожая схема, как на рисунке ниже. В ней, для простоты, удешевления и снижения силы тока — использованы обычные лампочки на 95 ватт:

Рис. 3 Простой вариант схемы питания магнетронного устройства (Источник картинки: youtube канал IRFC)
Если есть возможность применить ЛАТР, то схема будет выглядеть примерно так:

Рис. 4 Более универсальный вариант схемы питания магнетронного устройства (Источник картинки: youtube канал IRFC)
Метод позволяет любому энтузиасту прикоснуться к миру высоких технологий и получать достаточно удивительные результаты на дому, практически «на коленке», например, осуществлять хромирование — этот процесс может производиться, в частности, с помощью электрохимического способа, который заключается в использовании достаточно опасного реагента — хромового ангидрида, опасность которого заключается в его канцерогенных свойствах, и потребности сливания в канализацию достаточных количеств отработанной воды, что является явной проблемой, при коммерческом использовании, так как утилизация подобных отработанных вод будет стоить достаточно неплохих денег, если вообще удастся организовать этот процесс.
В отличие от электрохимического способа, магнетронное распыление очень интересно из-за отсутствия в процессе отработанных вод, потребности работы с канцерогенными химикатами.
На современных производствах таким способом хромируют даже достаточно крупные детали, среди которых можно перечислить такие, как: радиаторные решётки, автомобильные диски, другие крупногабаритные и малогабаритные детали:
Обработка «под золото» — ещё одно достаточно интересное применение. Оно заключается в нанесении нитрида титана, что позволяет придать изделиям износоустойчивость, а также красивый декоративный вид, «под золото»:

Рис. 5 Нанесение нитрида титана
Вообще, использование магнетронного распыления очень привлекательная технология, в целом ряде применений, и позволяет поистине раскрыть горизонты высоких технологий и науки для любого обычного обывателя, в частности, возможно прикоснуться к широко разрекламированному графену и поставить с ним ряд своих опытов, а может быть даже создать своё устройство, с применением данного материала!
Для магнетронного распыления графита и получения графена, достаточно в качестве катода использовать графит, а в качестве плазмообразующего газа — водород, который может быть легко получен с помощью электролитической установки, и подаваться непосредственно после генерации сразу в вакуумную камеру, после соответствующего осушения.
При создании плёнок вещества толщиной в микроны на рабочей поверхности, расход катода является достаточно незначительным (конкретные показатели найти не удалось, сужу по практическим опытам людей).
Это, в свою очередь, даёт нам возможность использовать в качестве катода достаточно интересные материалы, например, серебро. Это позволит нам наносить серебро тонким слоем на поверхность, например, тканей, что позволит проводить свои собственные работы в сфере бактерицидных материалов:
К слову сказать, для создания бактерицидных материалов не обязательно использовать серебро, во множестве применений бактерицидной направленности, нанесение медных покрытий является гораздо более предпочтительным, чем серебро, так как их бактерицидные свойства, в некоторых применениях, даже превосходят таковые у серебра! Например, несмотря на то, что со временем медные изделия покрываются некрасивыми окислами и разводами, изготовленные из неё дверные ручки или кухонная утварь, позволяют практически полностью уничтожать попадающие на их поверхности бактерии. В противовес этому, нержавеющая сталь не является бактерицидной, и прекрасно накапливает на себе толстые слои бактериальной плёнки (хотя, выглядит это всё красиво)!
Весьма любопытным применением магнетронного напыления является создание собственных катализаторов, для применения в разнообразных химических опытах (лично я прихожу просто в восторг от этого).
Например, мною было выявлено, что на одном известном китайском сайте, промышленной его версии (где продают станки, материалы, комплектующие и т.д.),- можно за достаточно небольшие деньги приобрести платиновую проволоку достаточной длины. Стоимость такого комплекта обойдётся в районе 3-4 тыс. руб. Далее, если использовать купленную проволоку в качестве катода, можно будет наносить платину на рабочую поверхность, что открывает просто широчайшие возможности по созданию разнообразных каталитических покрытий, при скромном расходе платины!
Некоторые энтузиасты, используя метод магнетронного распыления, умудряются даже создавать собственные самодельные полупроводниковые транзисторы!
И ещё одним любопытным применением (как уже было сказано выше) – является магнетронное травление.
Если поменять местами анод и катод (то есть, обрабатываемую заготовку крепить не на анод, а на катод) — то становится доступным ещё одно применение: магнетронное травление заготовки!
Подводя итог, можно сказать, что применение магнетронного распыления позволяет весьма плотно работать в сфере высоких технологий и проводить опыты, которые ранее казались вам совершенно нереальными и посильными только крупным лабораториям!
Однако, в массе своей, самодельные магнетронные устройства, широко представленные в сети, действуют без каких-либо измерительных систем (не включая, измерение напряжения и тока). Таким образом, видится целесообразным, добавление в конструкцию магнетронного устройства, как минимум, измерителя величины вакуума, — для большей прогнозируемости результата.
Для этого, можно было бы использовать следующие типы измерительных устройств:
▍ Тепловой вакуумметр.
Принцип действия термопарных вакуумметров основан на зависимости теплопроводности разреженных газов от молекулярной концентрации (или давления). Передача теплоты происходит от тонкой металлической нити к баллону, находящемуся при комнатной температуре.
Металлическая нить нагревается в вакууме путём пропускания электрического тока.
Из курса молекулярной физики известно, что в плотном газе (высокое давление) теплопроводность не зависит от давления.
При понижении давления уменьшается теплопроводность газа, соответственно, возрастает температура подогревателя и увеличивается термо-э.д.с. При низких давлениях, когда средняя длина свободно пробега молекул больше среднего расстояния между нагретым телом и
стенками вакуумметра, теплопроводность газа пропорциональна молекулярной концентрации (давлению).
Преобразователь (рис. 6) представляет собой стеклянный или металлический корпус, в котором на двух вводах смонтирован подогреватель, на двух других вводах крепится термопара, изготовленная из хромель-копеля или хромель-алюмеля. Термопара соединена с подогревателем, который нагревается током, его можно регулировать реостатом и измерять миллиамперметром. Спай термопары, нагреваемый подогревателем, является источником термо-э.д.с., значение которой показывает милливольтметр.

Рис. 6 Схема термопарного вакуумметра (Источник картинки — №2, в списке источников, под этой статьёй)
Точность измерения давления термопарным вакуумметром существенно зависит от правильного подбора тока накала подогревателя. Калибровка термопарной лампы (установка тока подогревателя), подбирается таким образом, чтобы стрелка милливольтметра точно совпадала с
последним делением шкалы. При этих условиях согласно градуировочной кривой термопарного манометрического преобразователя можно по показаниям милливольтметра определить давление в вакуумной системе.
▍ Электронный ионизационный вакуумметр
Принцип действия электронных преобразователей основан на ионизации газа электронами и измерении ионного тока, по величине которого судят о давлении.

Рис. 7 Схема ионизационного вакуумметра (Источник картинки — №2, в списке источников, под этой статьёй)
Ионизация молекул газа производится электронами, эмитируемыми термокатодом и ускоряемыми электрическим полем электрода, на который подаётся положительный потенциал относительно катода.
В стеклянном баллоне смонтирована трёхэлектродная система, состоящая из коллектора ионов, анодной сетки и прямонакального катода. На анодную сетку подаётся напряжение +200 В относительно катода, а на цилиндрический коллектор −50 В. Анодная сетка выполнена из вольфрамовой проволоки в виде спирали. При прогреве преобразователя и его обезгаживании по спирали пропускается ток 3А. Вольфрамовый катод преобразователя испускает электроны, которые ускоряются электронным полем и движутся к анодной сетке.
Часть электронов пролетает в пространство между анодной сеткой и коллектором. Так как коллектор имеет отрицательный потенциал относительно катода, электроны останавливаются и начинают движение обратно к анодной сетке. В результате у сетки колеблются электроны,
причём, прежде чем попасть на нее, электроны совершают в среднем 5 колебаний. При столкновении электронов с молекулами газа происходит ионизация молекул. Образовавшиеся положительные ионы, попадая на коллектор, создают в его цепи электрический ток. Как показывает опыт, при достаточно низких давлениях ионный ток коллектора прямо пропорционален давлению газа.
Таким образом, для измерения давления достаточно при заданном электронном токе измерить ионный ток и разделить на постоянную преобразователя.
Основные недостатки термоэлектронных ионизационных вакуумметров связаны с применением в манометрических преобразователях горячего катода, являющего источником электронов.
Горячий катод разрушается при резком повышении давления и имеет низкий срок службы при относительно высоких давлениях. Кроме того, наличие горячего катода ограничивает нижний предел измеряемых давлений.
▍ Магнитный электроразрядный вакуумметр
Одним из путей, позволяющим сдвинуть границу измерения в сторону более низких давлений, может быть увеличение чувствительности манометра. Для этого необходимо, чтобы электроны проходили в пространстве ионизации по возможности большие расстояния до момента их попадания на коллектор электронов. Тогда вероятность ионизации молекул газа этими электронами значительно возрастает, что приведёт к увеличению чувствительности манометра. Наиболее простым способом увеличения длины пути электронов в пространстве ионизации является использование магнитного поля, воздействующего на электроны.
Рассмотрим расположение электродов, предложенное Пеннингом. Принцип действия магнитных преобразователей основан на зависимости тока самостоятельного газового разряда в скрещенных магнитном и электрическом полях от давления. Электродные системы, обеспечивающие поддержание самостоятельного газового разряда при высоком и сверхвысоком вакууме, бывают нескольких видов.

Рис. 8 Схема магнитного электроразрядного вакуумметра (Источник картинки — №2, в списке источников, под этой статьёй)
Манометр имеет катод, которым является корпус 1, и анод в виде металлического кольца 2. Вдоль оси анода создаётся постоянным магнитом 3 магнитное поле с индукцией 0,05-0,2 Тл. Через балластный резистор на анод подаётся высокое положительное напряжение порядка 2,5-3 кВ.
Разряд поддерживается между анодом и катодами, соединёнными электрически и расположенными по обе стороны от анода. Равномерное магнитное поле, параллельное оси системы, препятствует немедленному уходу на анод электронов. Из-за большой длины пути электрона сильно повышается вероятность ионизации даже при низких давлениях газа.
Образующиеся в результате ионизации молекул электроны движутся, как и первичные электроны, тоже по спиральным траекториям и, в конце концов, после совершения актов ионизации попадают на анод. Вторичные электроны, выбиваемые из катода положительными ионами, также участвуют в поддержании разряда. Таким образом, благодаря магнитному полю и специальной конструкции электродов тлеющий разряд поддерживается даже тогда, когда средняя длина свободного пути электронов в газе во много раз превышает расстояние между анодом и катодом, что позволяет измерять низкие и сверхнизкие давления газа.
Данный вид вакуумметров позволяет измерять давления до 10 в минус 10 степени Па.
Недостатки: данные вакуумметры имеют меньшую точность измерения давления, нуждаются в периодической чистке.
Достоинства – простота конструкции и отсутствие горячего катода. Из-за этого вакуумметры могут быть включены при любом давлении.
Как мы осваивали вакуумное магнетронное напыление плёнок
Поскольку у нас прошёл относительно законченный этап в освоении технологии вакуумного напыления тонких плёнок, то у меня логично родилась мысль поделиться накопленным опытом с вами. Конечно, вам может показаться, что здесь было мало чего лежащего на самом острие науки и техники в этом движении. Однако на наш взгляд полезным может быть сам пройденный опыт.

Итак, история началась немного ранее, когда у нас появилась вакуумная камера. Путь её к нам был неблизок и может быть описан отдельным рассказом, но это, как говорится, «совсем другая история». Скажу только, что ещё раньше она приносила людям какую-то пользу в одной из лабораторий Гёттингенского университета.
Первое, на чём мы начали эксплуатировать вакуумную камеру, стало испробывание способа термического осаждения металлов на подложки. Способ прост и стар, как мир. В молибденовый тигель помещается мишень распыляемого металла, например, серебра. Вокруг него размещён нагревательный элемент. Мы использовали проволоку из вольфрамрениевого сплава, которую наматывали в виде спирали.
Полностью устройство для термического напыления выглядит следующим образом:

Оснастка для термического напыления металлов. а. В сборе (защитный экран и задвижка сняты). Обозначения: 1 – тигель, 2 – нагревательный элемент, 3 – паропровод, 4 – токоподвод, 5 – термопара, 6 – рамка для образца.
После пропускания тока (в вакуумную камеру идёт через гермовводы) спираль раскаляется, нагревает лодочку, в которой также нагревается материал мишени и испаряется. Облако металлического пара поднимается по паропроводу и окутывает тело, на которое необходимо осадить металлическую плёнку.
Сам по себе способ простой и хороший, однако есть и минусы: большое энергопотребление, трудно располагать в облаке пара поверхности (тела), на которые нужно осаждать плёнку. Адгезия тоже не самая лучшая. Наносили на разные материалы, в том числе на металлы, стекло, пластик и др. В основном — для исследовательских целей, поскольку мы только осваивали вакуумное оборудование.
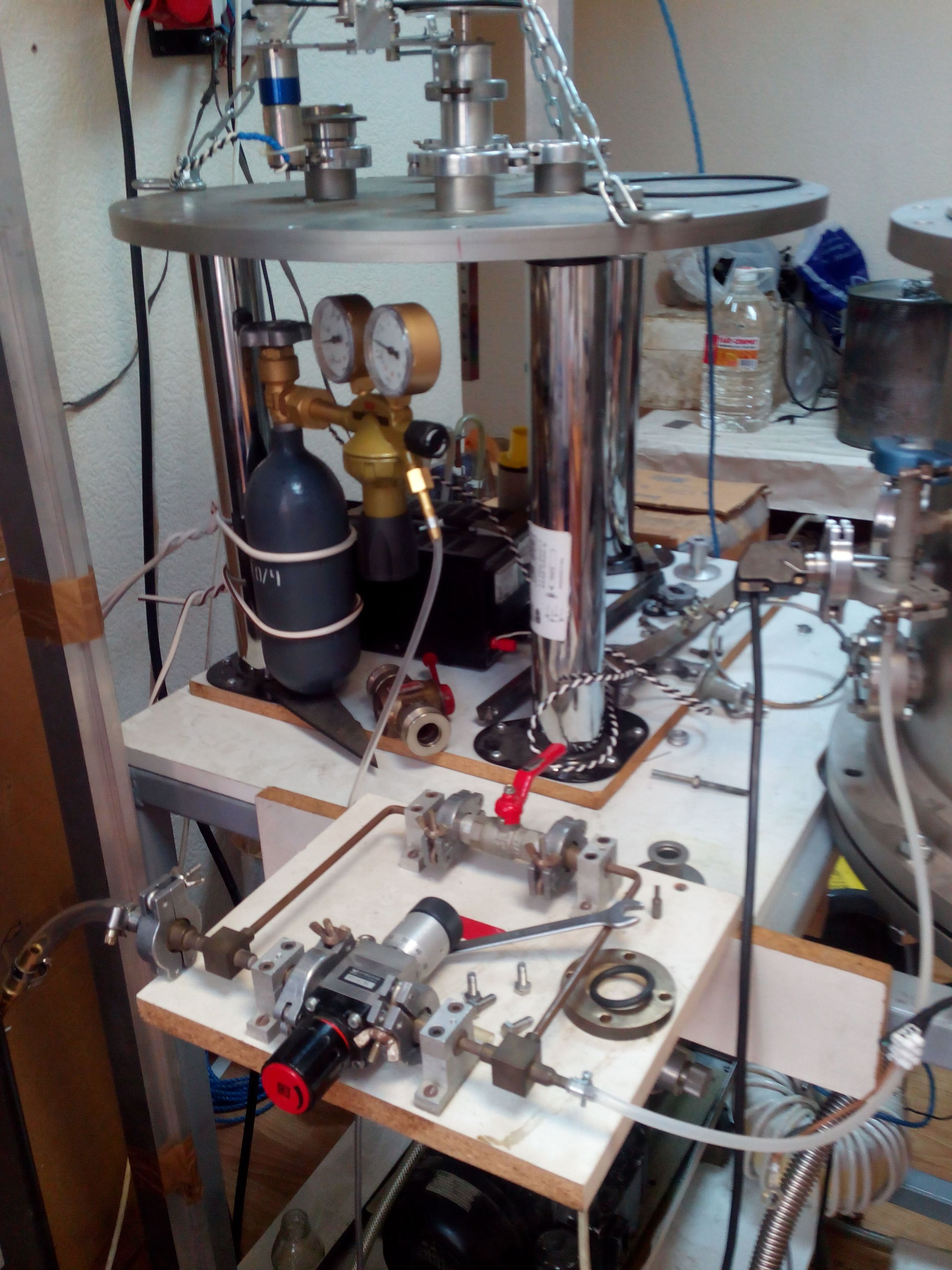
Теперь настал черёд рассказать про вакуумную систему. Эксперименты мы проводили в вакуумной камере, оснащенной вакуумной системой, состоящей из роторного форвакуумного и турбомолекулярного насоса и обеспечивающей остаточное давление 9,5•10 -6 – 1,2•10 -5 мм.рт.ст.
Если на первый взгляд кажется, что она не сложная, то на самом деле это не так. Во-первых, сама камера должна иметь герметичность, необходимую для поддержания высокого вакуума. Это достигается применением герметизации всех функциональных фланцев и отверстий. Верхний и нижний фланцы-крышки имеют такие же, по-принципу, резиновые уплотнения, как и самые малые отверстия, предназначенные для установки окон, датчиков, устройств, гермовводов и др. фланцевых крышек, только диаметром гораздо большим. Например, для надежной герметизации такого отверстия

Требуется фланец, прокладка и крепеж, как на этой фотографии.

Вот этим датчиком производится измерение вакуума в камере, сигнал с него поступает на прибор, который показывает уровень высокого вакуума.

Вакуум необходимого уровня (например 10-5 мм.рт.ст.), достигается следующим образом. Вначале форвакуумным насосом откачивается низкий вакуум до уровня 10-2. По достижении этого уровня включается высоковакуумный насос (турбомолекулярный), ротор которого может вращаться со скоростью 40 000 об/мин. При этом форвакуумный насос продолжает работать — он откачивает давление из самого турбомолекулярного насоса. Последний является довольно капризным агрегатом и его «тонкое» устройство и сыграло определенную роль в этом повествовании. Мы используем японский турбомолекулярный насос фирмы Osaka vacuum.

Откачиваемый из камеры воздух с парами масла рекомендуется сбрасывать в атмосферу, поскольку мелкодисперсные капельки масла могут «забрызгать» все помещение.
Разобравшись с вакуумной системой и отработав термическое напыление мы решили опробовать другой способ нанесения пленок — магнетронный. У нас был длительный опыт общения с одной крупной лабораторией, которая нам наносила функциональные нанопокрытия для некоторых наших разработок как раз способом магнетронного напыления. Кроме того у нас имеются довольно тесные связи с некоторыми кафедрами МИФИ, МВТУ и других вузов, которые также помогали нам освоить эту технологию.
Но со временем мы захотели использовать побольше возможностей, которые предоставляет вакуумная камера.
В скором времени у нас появился небольшой магнетрон, который мы и решили приспособить для нанесения пленок.

Именно магнетронный вакуумный метод напыления тонких металлических и керамических пленок считается одним из самых производительных, экономичных и простых в эксплуатации среди всех физических методов напыления: термического испарения, магнетронного, ионного, лазерного, электронно-лучевого. Магнетрон устанавливается в один из фланцев, как удобно для использования. Однако для напыления этого еще недостаточно, поскольку он требует подведения определенного напряжения, охлаждающей воды, а также газов для обеспечения поджига плазмы.
Теоретический экскурс
Упрощённо, магнетрон устроен следующим образом. На основании, которое одновременно служит магнитопроводом, помещены сильные магниты, которые образуют сильное магнитное поле. С другой стороны магниты закрываются металлической пластиной, которая служит источником распыляемого материала и называется мишенью. На магнетрон подается потенциал, а на корпус вакуумной камеры — земля. Разница потенциалов, образуемая между магнетроном и корпусом камеры в условиях разряженной атмосферы и магнитного поля приводит к следующему. Атом плазмообразующего газа аргона попадает в действие силовых линий магнитного и электрического поля и ионизируется под их действием. Выбившийся электрон притягивается к корпусу камеры. Положительный ион притягивается к мишени магнетрона и, разогнавшись под действием силовых линий магнитного поля, ударяется о мишень, выбивая из нее частицу. Та вылетает под углом обратным тому углу, под которым в мишень попал ион атома аргона. Частица металла летит от мишени в сторону расположенной напротив нее подложки, которая может быть сделана из любого материала.
Наши вузовские друзья изготовили для этого магнетрона DC источник питания на мощность порядка 500 Вт.
Также мы соорудили систему газонапуска для плазмообразующего газа аргона.
Для размещения предметов, на которые будут напыляться плёнки, мы соорудили следующее приспособление. В крышке камеры имеются технологические отверстия, в которые можно устанавливать разные приспособления: гермовводы электроэнергии, гермовводы движения, прозрачные окошки, датчики и прочее. В одно из этих отверстий мы установили гермоввод вращающегося вала. Снаружи камеры на этот вал мы подвели вращение от небольшого электромоторчика. Установив скорость вращения барабана порядка 2-5 герц мы добились хорошей равномерности нанесения плёнок по окружности барабана.
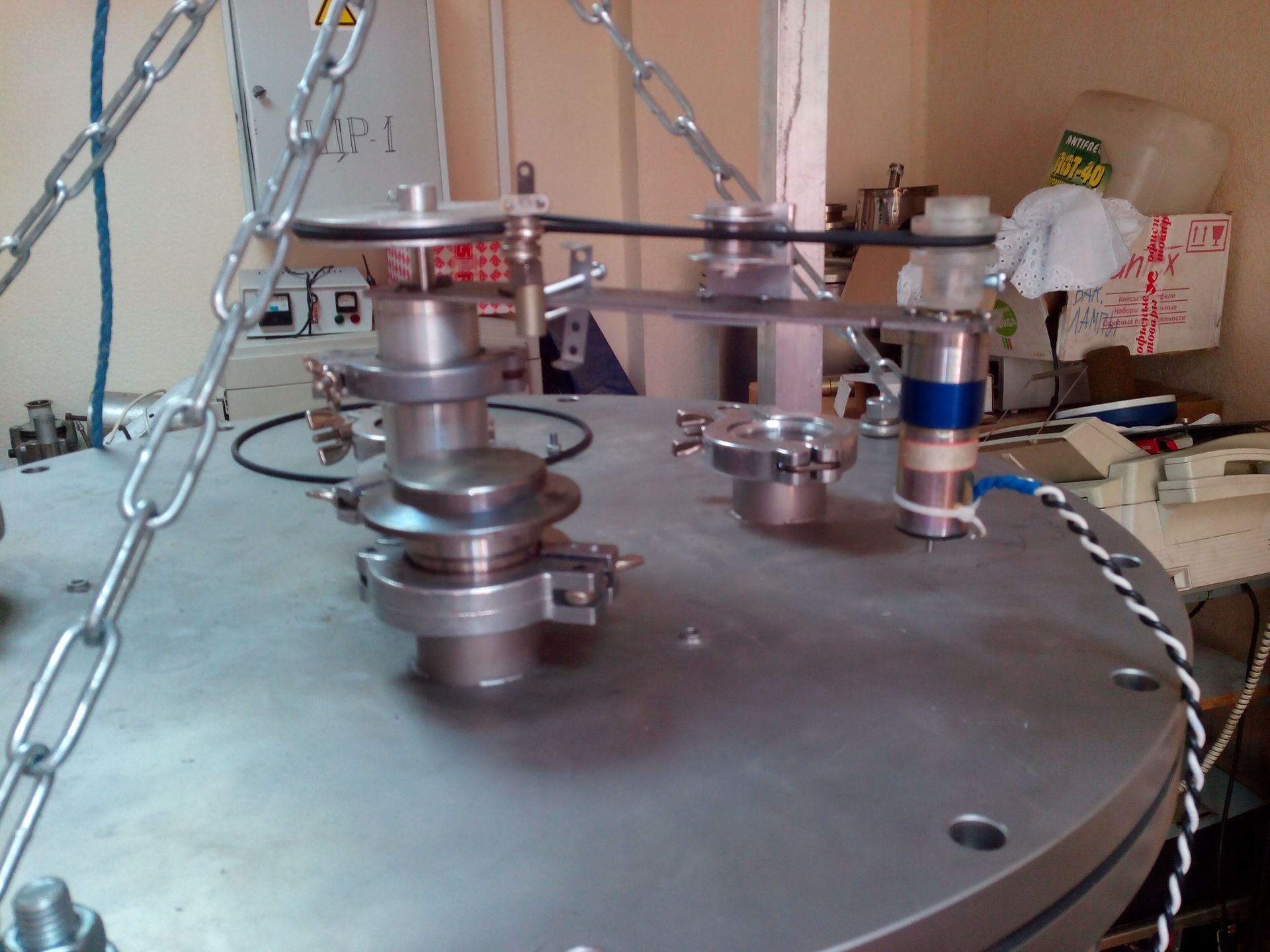
Снизу, т.е. внутри камеры, мы укрепили на вал лёгкую металлическую корзину, на которую можно навешивать предметы. В канцелярском магазине такой стандартный барабан продаётся как корзина для мусора и стоит порядка 100 рублей.

Теперь у нас было в наличии практически всё необходимое для напыления плёнок. В качестве мишеней мы использовали следующие металлы: медь, титан, нержавейку, алюминий, сплав медь-хром.

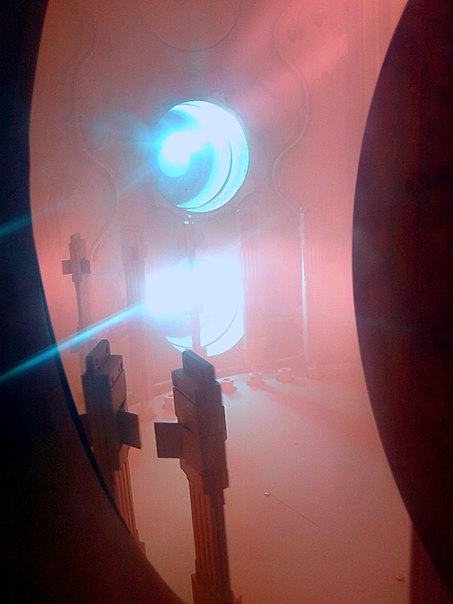
И начали пылить. Через прозрачные окна в камеру можно было наблюдать свечение плазмы на поверхности мишени магнетрона. Так мы контролировали «на глазок» момент поджига плазмы и интенсивность напыления.
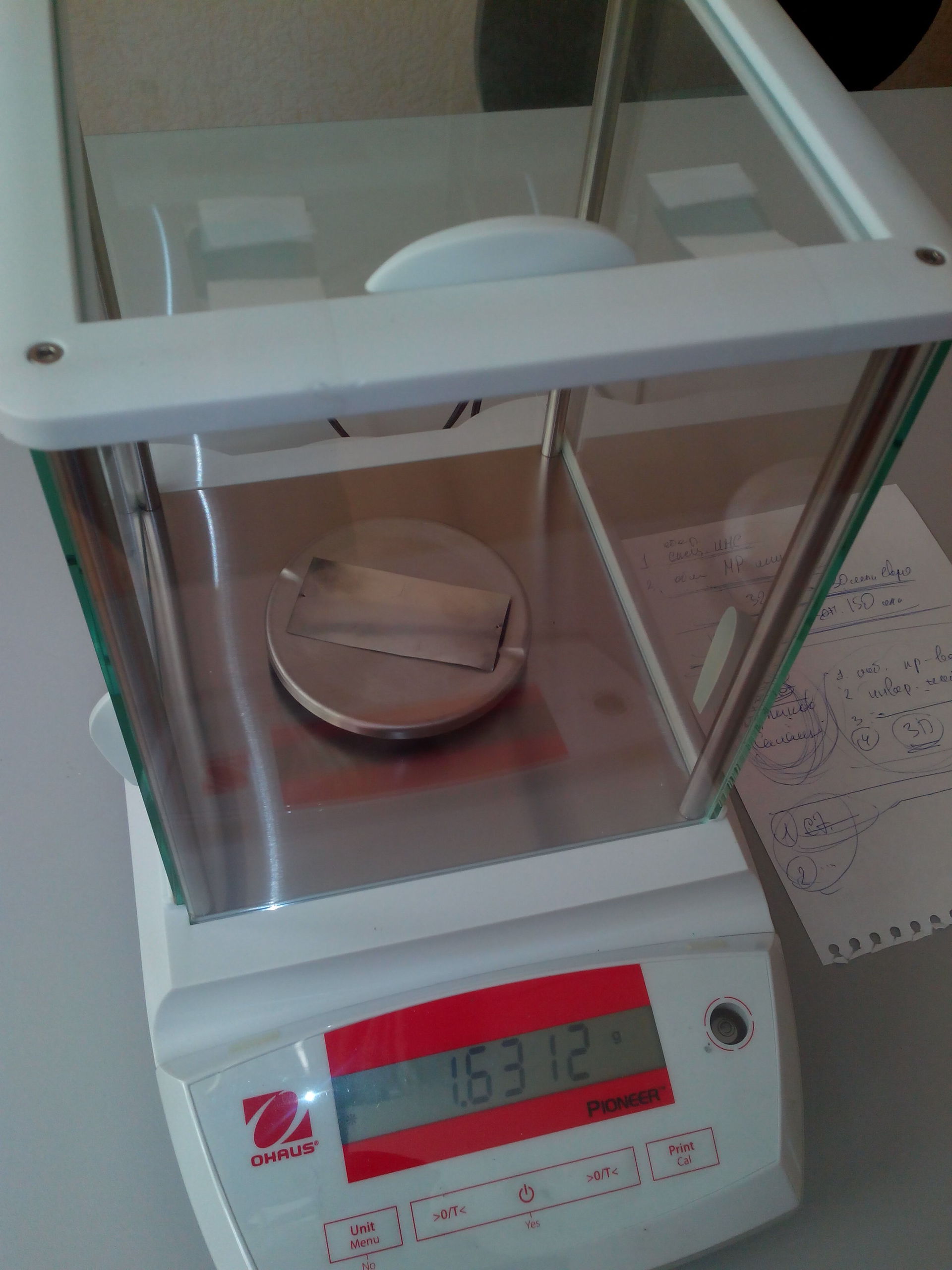
Способ контроля толщины напыления придумали достаточно простой. Размещали на барабане один и тот же кусочек фольги с замеренной площадью поверхности и измеряли его массу до и после сеанса напыления. Зная плотность напыляемого металла легко вычисляли толщину наносимого покрытия. Регулировали толщину покрытия либо изменением времени напыления, либо регулируя напряжение на источнике питания магнетрона. На этом фото видны прецизионные весы, позволяющие замерять массу образцов с точностью до десятитысячных долей грамма.
Наносили мы на различные материалы: дерево, металлы, фольга, пластики, бумага, полиэтиленовые плёнки, ткани, короче на всё, что можно было разместить в камере и прикрепить к барабану. В основном мы ориентировались на получение эффектов декоративного характера – изменение цвета или тактильного восприятия поверхности. На этих образцах органического и неорганического происхождения можно увидеть разницу в цвете до и после нанесения различных металлических плёнок.

Ещё более рельефно разница в цвете до и после напыления видна на тканях и плёнках. Здесь правый кусочек обычной полиэтиленовой плёнки – не напыленный, а левая покрыта слоем меди.

Ещё один эффект, который может быть использован для различных нужд – это проводимость тонких плёнок на подложках. На этом фото показано сопротивление кусочка бумаги (в омах), на который нанесена плёнка из титана толщиной чуть больше микрона.

Для дальнейшего развития мы выбрали несколько направлений. Один из них – улучшать эффективность напыления плёнок магнетронами. Собираемся «замахнуться» на собственную разработку и изготовление более мощного магнетрона высотой с камеру и мощностью в 2 раза больше, чем показанный в этом очерке. Также мы хотим опробовать технологию реактивного напыления, когда вместе с плазмообразующим газом аргоном в камеру подаются, например, кислород или азот и в ходе напыления плёнок на поверхности подложки образуются не чисто металлические плёнки, а оксиды или нитриды, которые имеют другой спектр свойств, нежели чистые металлические плёнки.
Установка вакуумной металлизации VTT 1000 «U»
Здравствуйте, сегодня я хотел бы рассказать вам о вакуумной металлизации применительно к одной из существующих установок.
На фото вы можете видеть процесс работы катодно-дугового испарителя, осаждающего на изделия микронную пленку хрома за пару минут.
Желающих узнать как оно работает и почему прошу под кат.(много фото)
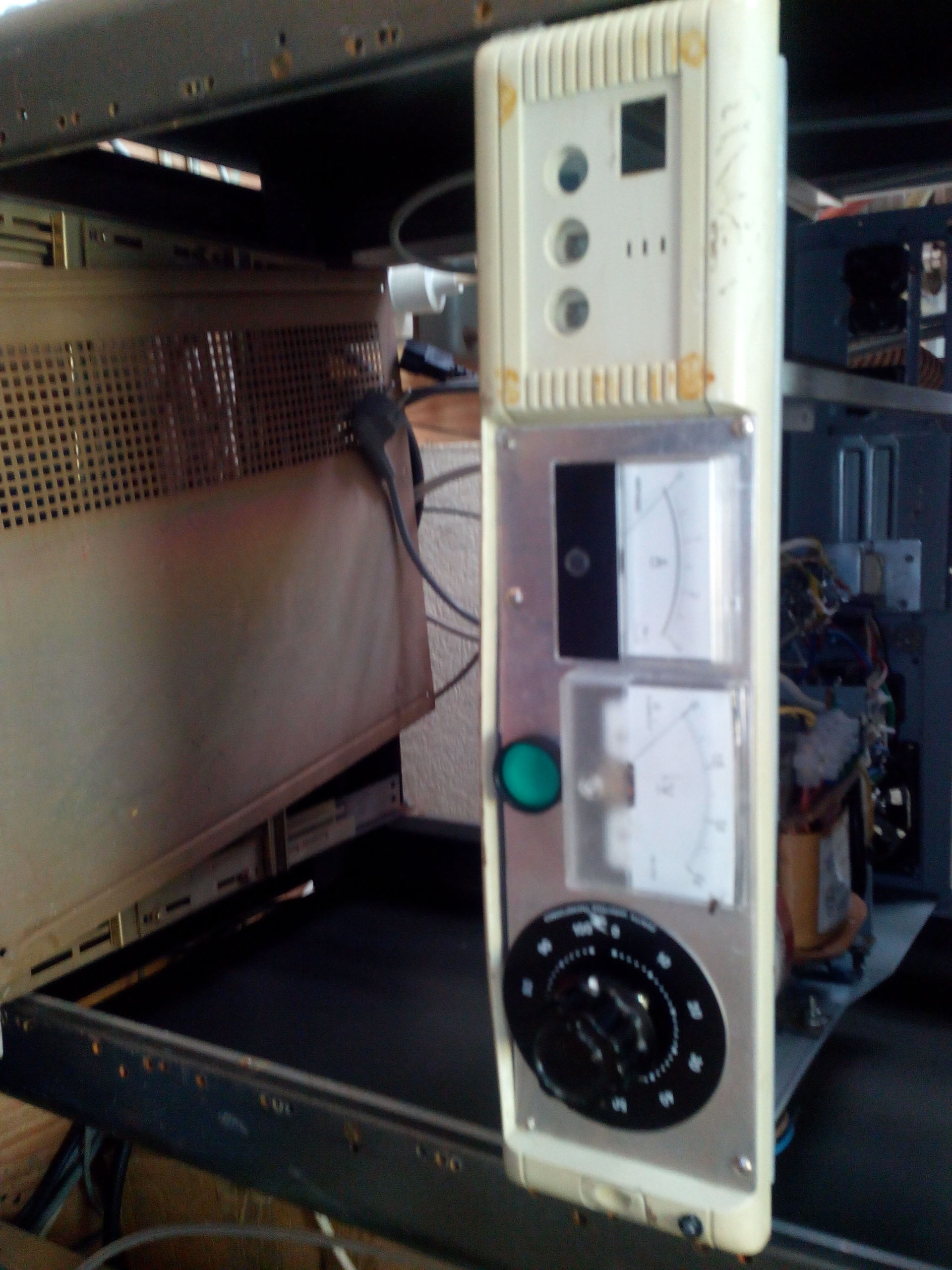
Начнем с самого очевидного — фото установки снаружи и общего описания элементов, для желающих под спойлером будут подробности.

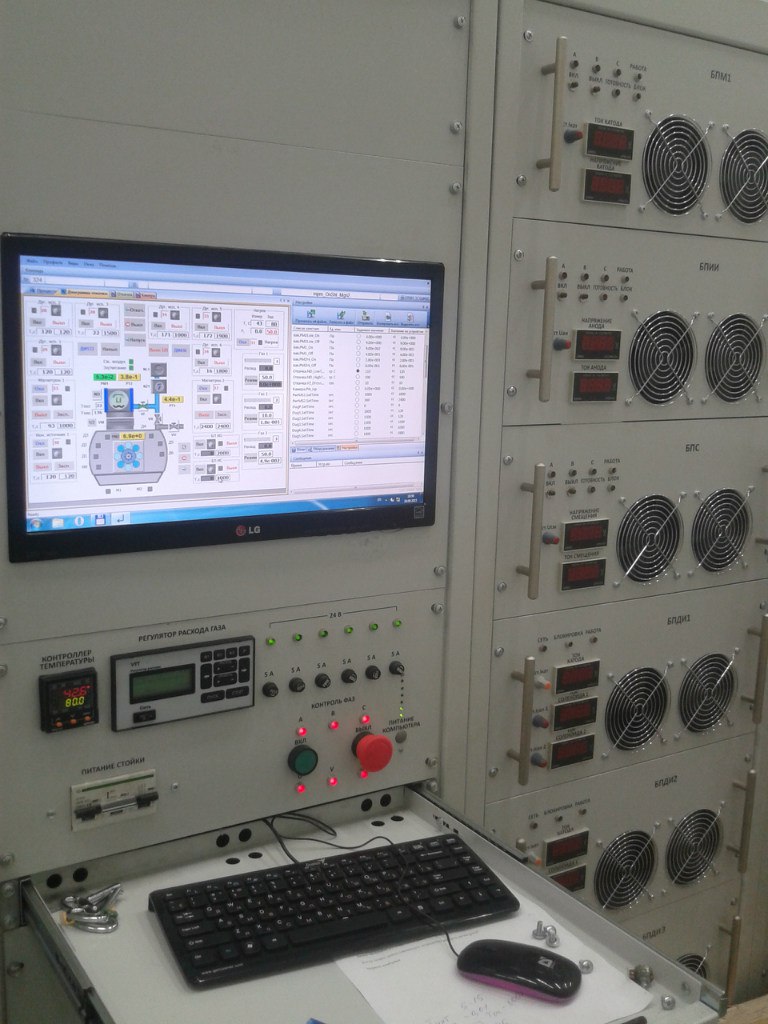
Блоки справа — это управление отдельными силовыми элементами: магнетронами(нет не как в микроволновке), катодно-дуговыми испарителями, блоком ионной очистки, блоком питания стола с изделиями.
Левая стойка содержит ПК с мнемосхемой происходящего и возможностью управлять процессом, управление питанием, блок предохранителей, дублирование расхода натекателей легирующих газов и аварийную кнопку.
Возможности управления мнемосхемой весьма велики — включение отдельного каждого элемента(испарителей, натекателей, вращения стола и тд), настройка его параметров(ток, напряжение, расход газа ), включение охлаждения и вращения стола.
Так же позволяет задавать последовательность действий и создавать техпроцесс под требуемые задачи, что довольно удобно в обслуживании оператором.
Единственное неудобство вызвала клавиатура, оператором не используемая в принципе, у которой залипла стрелка вправо(листание констекстного меню) и при выборе режимов работы устроила Ад и Израиль в виде самопроизвольных действий, заставив наладчиков немного поседеть.
Сам корпус камеры достаточно велик, поэтому в кадр полностью не влез.


То становятся видны шланги охлаждения(черные) и подачи газов в магнетроны(голубые).
Чуть позже мы ее откроем и посмотрим, что внутри, а так же увидим, как происходит непосредственно процесс напыления.
Теперь обойдем установку для осмотра насосной группы и крепления испарительных катодов.
Первыми на глаза попадутся катоды, их три штуки в ряд с каждой стороны. Это позволяет поставить шесть различных материалов.
Состоят они из магнитной системы (под серым цилиндром — 2 индуктивных катушки для фокусировки и стабилизации разряда), силовых кабелей(присоединенных к сварочному аппарату и корпусу), кабелей формирования поджига(как при сварке — коснулся, дугу зажег и дальше она горит сама) и шлангов охлаждения.
На двери вы видите маленькие закрепленные цилиндры — это натекатели, позволяющие очень точно дозировать легирующий газ, так как для техпроцесса важно удерживать давление в определенном диапазоне.


Вид извлеченного катода( про их работу можно почитать тут и тут)

Он разбирается на тело катода

И головку катода, из распыляемого материала. На фото представлен хромовый катод припаянный на медный байонетный разъем.

Сразу под ними находится узел распределения охлаждения, он не очень примечателен, но полностью автоматизирован, что греет душу, так как если забыть включить охлаждение, то произойдет авария.

Идем дальше и видим сердце установки — насосную группу. Она состоит из трех различных насосов, рассчитанных на работу в различном диапазоне давлений, могущих объединяться последовательно для поддержания друг друга.
Форвакуумный насос(пластинчато-роторный) — создает предварительное разрежение, позволяющее включить следующий насос.

Насос Рутса — создает уже ощутимое разряжение и позволяет консервировать камеру в промежутки работы.
Направо идет на вход форвакуумного насоса, а налево на выход высоковакуумного.

Ну и звезда нашего шоу — диффузионный насос(подробней про применение), позволяет создать условия для работы магнетронов и катодов в условиях напуска легирующего газа.
Сверху вы видите пневмопривод вакуумного затвора, позволяющего отсечь насос во время загрузки камеры.
Чуть ниже вы видите прямоугольник, являющийся ловушкой для паров кипящего в насосе масла. В ловушку поступает хладагент, охлаждающий ее и пары масла конденсируются на ней не выходя в камеру(выходя конечно, но в пренебрежительно малом количестве).


Внешний осмотр закончен, пора заглянуть внутрь. Трясущимися от ужаса руками, откроем дверь вакуумной камеры и первое, что бросится в глаза — это стол, на котором закрепляются детали, которые необходимо покрыть.
Он снабжен планетарной передачей, чтобы детали вращались и вокруг оси стола и вокруг своей оси, для более равномерного покрытия(синева появилась после напыления).

Чуть выше мы видим катоды с лицевой стороны. Трубки вокруг — это нагревательный элемент, позволяющий прогреть стенку камеры в вакууме для удаления водяных паров.
Чуть правее видно(но плохо) заслонку, ограждающую насосы от продуктов напыления

Извините за плохое качество, но сфокусировать лучше не удалось.


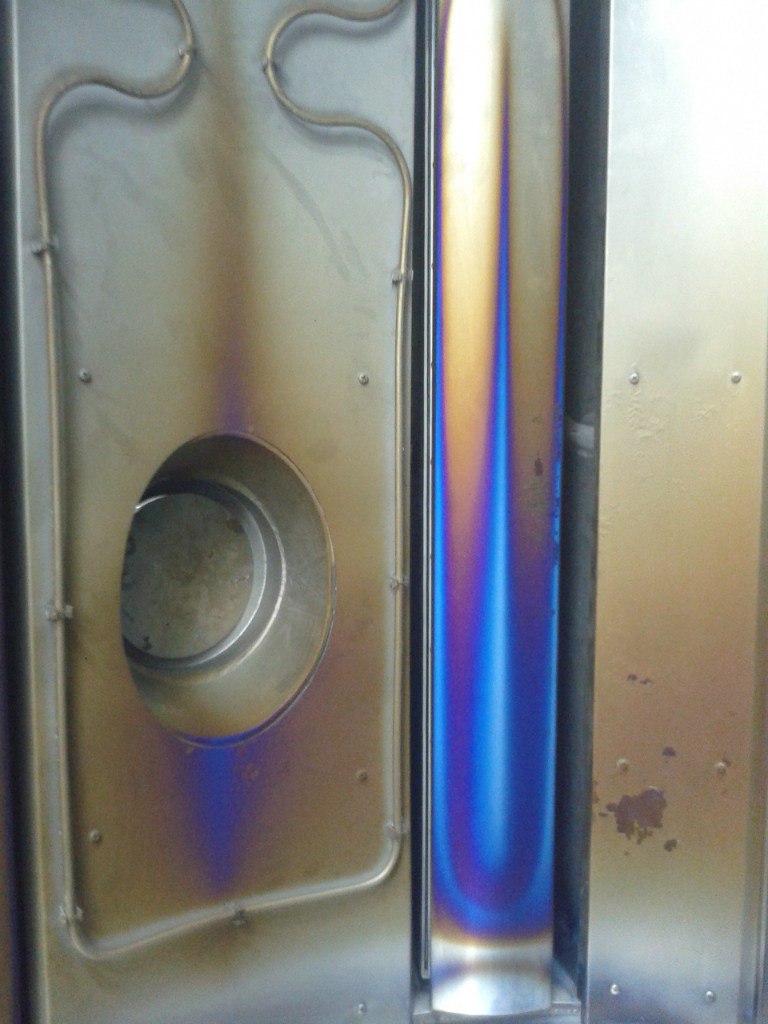
Чуть левее видна ионная очистка — выпускает «ленту» заряженных частиц через щелевой зазор, попадающих на изделия и немного распыляющих их поверхность для удаления загрязнений и лучшей адгезии напыляемого материала.

Посмотрим еще левее, на дверь. В ней спрятаны магнетроны(здесь титановые).

Для защиты материала магнетронов от продуктов распыления катодов их можно спрятать за заслонки управляемые с ПК.

Вот так она выглядит готовой к монтажу в установку, если хотите узнать как он устроен внутри — смотрите здесь.
Ну и в конце видео процесса.
Дополнения по просьбам трудящихся
Напыляли зеркало с самопальной гравировкой(женским лицом), получилось прекрасно, но фото не сохранилось.
Покрытые медью ситалло-ферритовые стержни.
Они же в приспособлениях с масками напыления.
Они же с травмами
Пачка пробных стекляшек, пробовали различные толщины.
Покрытие нитридом титана дает золотистое покрытие и повышенную прочность поверхности на износ.
Различными материалами просветляют оптику. Очень интересное направление.
Преимущество данного метода — равномерность покрытия, толщины покрытия до нанометров, возможность покрытия диэлектриками, возможность лютых комбинаций материалов и куча вариантов исполнения испарителей.
На заказ вы можете сделать по знакомству, ну или найдя работника данной установки.
Обработка одного стержня с фото выше добавляла к его стоимости 1000р, стоимостью работ для физ лиц не владею.
Вакуумная металлизация
Для изменения основных свойств металла, пластика, керамики или других материалов может проводиться процесс металлизации. Вакуумная металлизация – один из наиболее распространенных методов напыления металла, за счет чего образуется защитная поверхность с определенными свойствами, несвойственными подложке. Рассмотрим особенности технологии вакуумной металлизации подробнее.

Технологический процесс вакуумной металлизации
Рассматриваемый метод обработки деталей применяется достаточно давно. Вакуумная металлизация – процесс, основанный на испарении и выпадении конденсата материала на подложку. Среди особенностей данного процесса следует отметить нижеприведенные моменты:
- Универсальность и высокая эффективность метода определяет его большое распространение. В будущем ожидается более обширное применение процесса металлизации полимерных и других материалов. Развитие рассматриваемого метода обработки связывают с совершенствованием используемого оборудования. Так современные вакуумные установить позволяют автоматизировать процедуру металлизации деталей, повысить качество получаемых поверхностей, снизить себестоимость получаемых изделий. Единственное препятствие на пути развития данной отрасли – высокая стоимость современного оборудования и возникающие сложности при его установке, использовании и обслуживании.
- Технологический процесс вакуумной металлизации достаточно сложен, на результате отражается условие проведения каждого этапа. При нагреве материала, который должен стать будущим покрытием, он претерпевает большое количество изменений. Примером можно назвать то, что изначально покрытие испаряется, затем происходит адсорбция, после чего выпадение конденсата и кристаллизация для закрепления слоя на поверхности.
- На качество получаемого результата оказывает воздействие достаточно большое количество факторов, среди которых отметим физико-химические качества подложки, выдерживаемые условия проведения металлизации.
- Образование напыляемого покрытия при металлизации происходит в два основных этапа: перенос энергии и массы от источника к поверхности и их распределение по всей подложке.
Оборудование для вакуумной металлизации Установка для вакуумной металлизации
Технология вакуумной металлизации подходит для обработки самых различных деталей. В качестве примера можно привести рулонные материалы из пластика или пластмассы.
Типовая технология состоит из нескольких основных этапов:
- Подготовка детали к проводимому процессу. Среди требований, которые предъявляются к детали можно отметить отсутствие острых кромок и скрытых участков от прямолинейного попадания конденсата. Вакуумная металлизация пластмасс или других материалов возможна только в том случае, если фора заготовки не сложная.
- Обезжиривание и сушка. Некоторые материалы могут содержать большое количество адсорбированной влаги, к примеру, полимеры. Сушка проводится при температуре около 80 градусов Цельсия, время выдержки составляет 3 часа. Обезжиривание уже проводится в вакуумной камере на подготовительном этапе. Технология обезжиривания предусматривает разматывание рулона и воздействие тлеющего разряда. Как показывают результаты проведенных исследований, выполнение отжига на стадии подготовки полимеров благоприятно сказывается на структуре рассматриваемого материала, так как существенно снижается показатель внутреннего напряжения. Вакуумная рулонная металлизация должна проводится с исключением вероятности образования складок на этапе подготовке заготовки, так как их можно назвать дефектов.
- Этап активационной обработки поверхности. Вакуумная металлизация пластика и других материалов предусматривает активацию поверхности. При этом могут использоваться самые различные методы активации, выбор которых зависит от качеств самого материала. Данный процесс предназначен для повышения показателя адгезии поверхности.
- Нанесение вещества на поверхность. В большинстве случае вакуумная металлизация алюминия или другого сплава проходит при применении резистивного метода испарения при условии воздействия температуры. Вольфрамовая технология испарения применяется намного реже, так как предусматривает нагрев среды до небольшой температуры, в результате чего испаритель разрушается за минимальные сроки.
- Заключительный этап касается контроля качества металлизации. Если наносимый слой носит декоративный характер, то в большинстве случаев контроль качества заключается в регистрации оптических свойств. Кроме этого уделяется внимание равномерности напыления, прочности соединения поверхностного слоя и структуры.
Пример получаемого вакуумной металлизацией изделия Результат вакуумной металлизации
Технология вакуумной металлизации пластмасс и других материалов сложна, для получения качественной поверхности нужно соблюдать все условия обработки.
Область применения вакуумной металлизации
При рассмотрении области применения данной технологии отметим, что она может применяться для покрытия следующих материалов:
- пластика;
- алюминия;
- различных полимеров;
- стекла;
- керамики;
- металлов.

Вакуумная металлизация изделий из стекла
Наибольшее распространение получила металлизация пластмассовых изделий. Это связано с тем, что подобным образом изделие из дешевого пластика приобретает более привлекательный вид.
Если нужно сэкономить на производстве, но при этом обеспечить высокие декоративные качества, проводится напыление алюминия или других металлов.
Примером назовем изготовление деталей автомобилей, которые используются при отделке салона. Китайские и японские автопроизводители давно начали применять рассматриваемую технологию для удешевления своих автомобилей. При этом применение вакуумной металлизации проводится не только в декоративных целях, за счет более высокой прочности поверхностного слоя детали служат дольше, снижается степень трения. Однако металлизация не позволяет повысить прочность всего полимерного изделия.
Данная технология применяется и при производстве различных вещей, применяемых в быту, недорогих украшений. Большое распространение связано с тем, что поверхностный слой не истирается на протяжении длительного периода эксплуатации. Ранее применяемые технологии напыления не предусматривали создание высокой адгезии между подложкой и декоративным покрытием.
Преимущества вакуумной металлизации
У данной технологии есть довольно большое количество преимуществ:
- Возможность автоматизации процесса. Как ранее было отмечено, устанавливаемое оборудование позволяет максимально автоматизировать рассматриваемый процесс, за счет чего снижается вероятность появления дефектов из-за ошибки человека.
- Получаемая поверхность будет равномерной, что обеспечивает привлекательный вид и высокие эксплуатационные качества детали. Как правило, после металлизации поверхность полимеров напоминает шлифованный металл.
- При соблюдении технологии напыления поверхностный слой может прослужить в течении многих лет. Этап контроля качества позволяет исключить вероятность откалывания поверхностного напыляемого слоя или его быстрое истирание.
- Подобным образом можно придать изделию самые различные качества: коррозионную стойкость, электрическую проводимость, уменьшить степень трения, повысить твердость поверхности. В большинстве случаев вакуумная металлизация применяется для декорирования деталей.
- Основные эксплуатационные качества подложки остаются практически неизменными. Нагрев материала при этапе просушки проходит до температуры, которая не приведет к перестроению его структуры.
- Технология может применяться на финишном этапе изготовления детали. При правильном выполнении всех этапов проводить доработку обрабатываемых деталей не нужно.

Вакуумная металлизация декоративных изделий
Если рассматривать недостатки, то следует отметить сложность процесса перехода напыляемого вещества из одного состояния в другой. Обеспечить требуемые условия можно исключительно при установке специального оборудования. Поэтому своими руками провести вакуумную металлизацию с обеспечением высокого качества поверхности практически не возможно.
В заключение отметим, что даже небольшая толщина металлического слоя на полимерном покрытии способна придать полимерам металлический блеск и электропроводность, защитить структуру от воздействия солнечного света и атмосферного старения. При этом создаваемый слой может иметь толщину всего несколько долей миллиметра, за счет чего вес изделия остается практически неизменным. Кроме этого вакуумная металлизация позволяет получить совершенно уникальный материал, который будет обладать гибкостью и легкостью, а также свойствами, которые присущи металлам.
Проводящие слои (металлизация)

Напыление на различные детали сложных многофазных функциональных покрытий (упрочняющих, жаропрочных, жаростойких покрытий) и ионно-плазменного азотирования.
Твёрдые и износостойкие покрытия на инструмент.
Функциональные покрытия лопаток газотурбинных двигателей.

Малогабаритная установка магнетронного напыления НИКА-138
Напыление 3-х материалов с контролем по свидетелю и предварительной ионной очисткой

НИКА-133 Установка магнетронного напыления
Для многослойного нанесения проводящих слоев (металлизации) на кремниевые подложки ∅100 мм в одном цикле с предварительной ионной очисткой.

НИКА-145 Установка вакуумного напыления
Магнетронное и термическое напыление 3-х тонких пленок с контролем толщины.
НИКА-148 Установка ионно-плазменного напыления
Напыление металлопленочных покрытий толщиной -0,5..30 мкм (Ti) и 0,1..5 мкм (Mo) на диэлектрические подложки.

НИКА-150 Установка термического напыления
Двухстороннее вакуумное термическое и электронно-лучевое напыление с ионной очисткой

НИКА-153 Установка ионного распыления
Напыление прозрачных проводящих покрытий на слои органических и металлоорганических полупроводников ионным распылением.

Установка магнетронного напыления НИКА-135
Четыре слоя (проводящих, резистивных) в одном цикле.

Установка магнетронного напыления НИКА-140
Многослойное напыление с 3-х мишеней с предварительной очисткой в одном цикле

Установка магнетронного напыления НИКА-149
Напыление никеля толщиной 9 мкм кольцевым магнетроном с нагревом и ионной очисткой.

Установка магнетронного напыления НИКА-154
Двухстороннее скоростное магнетронное напыление "толстых" металлических слоев на кремниевые подложки

Установка напыления проводящих слоёв НИКА-123
Установка напыления проводящих слоёв НИКА-123

Установка напыления с плазменной очисткой НИКА-137
Напыление тонких металлов (до 3 мкм) с контролем толщины, предварительной очисткой и нагревом
Читайте также: