Металлический пластик для 3д принтера
Обновлено: 28.09.2024
3D-пластик или филамент это – материал на основе термопластичного полимера, который используется в потребительской и промышленной печати. Существуют разные типы полимеров, как стандартные (ABS, PLA, PETG, HIPS, нейлон), так и экзотические. В нашем магазине вы найдете разные по цвету, диаметру филаменты для 3D принтера. Читайте нашу подборку советов как выбрать пластиковый филамент.
Выберите материал, подходящий для вашего принтера:
Как выбрать и купить пластик для 3D-принтера
В FDM-печати пластиковый филамент используется в качестве материала для моделирования 3D-конструкций. По сути, филаменты для 3D-печати – это пластиковые нити в рулонах и на катушках. 3D-принтер плавит эти нити с помощью химических и физических процессов. Так это работает, потому что волокна термопластичны. Это означает, что они меняют свое состояние под воздействием тепла с твердой консистенции на вязкую жидкость. Затем жидкая пластиковая нить может быть нанесена слой за слоем с помощью нагретой печатающей головки и использована для построения физического объекта. В результате филамент намного больше похож на бетон с точки зрения обработки, чем на чернила.
Термопластичный материал выдавливается из сопла под действием давления и высокой температуры. Этот процесс называется экструзией.
Уже сегодня существует множество различных видов филамента. Все известные производители предлагают широчайшее разнообразие вариантов. Нити различаются не только цветом и прочностью, но и тип пластика может быть выбран в соответствии с индивидуальными требованиями. Диапазон возможных нитей очень широк и поэтому часто сбивает с толку. Вот краткий обзор наиболее важных параметров:
Диаметр
Все популярные 3D-принтеры могут использовать филаменты диаметром 1,75 мм или 2,85 мм. Так что в принципе нет неправильного размера, нить просто должна поместиться в принтер. Филамент диаметром 1,75 мм более гибкий и меньше нагружает экструдер принтера. Но печать диаметром 2,85 мм более точна и обеспечивает больший захват.
Вопрос о том, может ли принтер создавать цветные модели или нет, зависит от используемой технологии. FDM-принтер одновременно может печатать одной нитью, то есть одним цветом. Существуют различные апгрейды и экструдеры с двойным соплом, где пластик перемешивается или экструдер поочередно печатает двумя заправленными нитями, но это скорее экспериментальная технология, далекая от практического использования. Двойной же экструдер охотно печатает вторым материалом поддержки опорных конструкций, так после печати с материалом поддержки, при постобработке модель легче очищать от опорных конструкций.
Филамент
- Пластик из PLA
PLA или полимер молочной кислоты представляет собой термопластичный полиэфир. Он довольно прочен, однако размягчается при сравнительно низких температурах (приблизительно 60 °C), что ограничивает возможности его применения. Так как отсутствует необходимость в подогреве платформы печати, то этот материал является оптимальным выбором для большинства 3D-принтеров. В промышленности PLA используется для производства ряда изделий, начиная от пакетиков для чая и заканчивая контейнерами для хранения пищи. PLA Min-Max (°C): Экструдер 190-240; Стол 0-70. - Пластик из ABS
является термопластом нефтяного происхождения. Он аморфен, так что у него нет истинной температуры плавления, вместо этого при повышении температуры материал становится всё более и более мягким. Он устойчив по отношению ко многим кислотам и алкоголю, но растворим в ацетоне. Он лёгок и плавится при более высоких температурах, а также он прочнее, чем на PLA. На нём труднее печатать, чем на PLA, и часто он не имеет такой же качественной поверхности как PLA. В промышленности он используется для производства шлемов, спортивные каноэ и конструкторов Lego. Печатать можно только в проветриваемых помещениях, и кроме этого необходимо ответственно подходить к утилизации. ABS Min-Max (°C): Экструдер 200-275; Стол 100-130. - Пластик PETG
Полиэтилентерефталат, также известен как "полиэстер", является очень распространенным полимером. Имеет высокую степень прозрачности. Широко используется в производстве начиная от текстильных изделий и бутылок и заканчивая термостойкими космическими одеялами и парусами. ПЭТ обычно поставляется в чистом виде, однако некоторые бренды предлагают цветные глянцевые варианты. У него высокая механическая прочность, он более химически- термостоек.
PET-G Min-Max (°C): Экструдер 210-235; Стол 45-60 - Пластик SBS Watson
Прочность, пластичность и термостойкость делают из него материал, которому часто отдается предпочтение в инженерных и механических приложениях. Модуль упругости гораздо меньше, чем у ABS. То есть, напечатанные детали получаются более гибкими. Удлинение при разрыве >250%. Нить, в отличие от ABS, не ломается, не говоря о PLA, который наиболее хрупкий из рассматриваемых материалов. SBS имеет гибкую структуру. Он не обломится и не оборвется при печати. Даже если пруток в ваш экструдер подается под углом в 90 градусов! Материал прозрачен (93% светопропускания). Окрашивание материала дает очень красивый эффект. SBS Min-Max (°C): Экструдер 200-220; Стол 0-70. - Пластик PVA
Водорастворимая нить. Он в основном используется для печати вспомогательных элементов поддержки. Для 3D-принтеров с двойным экструдером эта нить предлагает возможность печати сложных моделей с движущимися структурами без необходимости вручную удалять опорный материал впоследствии. PVA или поливиниловый спирт, представляет собой водорастворимый синтетический полимер. В промышленности он используется для различных химических целей, производства рыболовных приманок и текстильных изделий. Материал нетоксичен и поддаётся биологическому разложению. Так как он растворим в воде, то он идеально подходит для печати вспомогательных структур в объектах со сложной геометрией, которые затем можно легко удалить в ванне с тёплой водой. Комбинируется с PLA, так как их температурные режимы и условия печати схожи. PVA Min-Max (°C): Экструдер 160-200; Стол 0-70. !! При температурах более 210 °С, PVA превращается в смолу, способную полностью вывести из строя экструдер! - Нить HIPS
HIPS является нефтехимическим синтетическим полимером. Полистирол часто встречается в нашей повседневной жизни в виде пенополистироловых контейнеров, например - контейнеров для йогуртов. Изделия из материала HIPS более хрупкие на излом чем из ABS/PLA/SBS, но качество печати часто оказывается лучше. Однако, в связи с тем, что он очень легко растворяется в лимонене (одном из элементов бытовой химии), то он в основном используется для печати структурной поддержки объектов со сложной геометрией, таким образом, что бы после печати его можно было легко удалить. Для основного материала при этом хорошо подходит ABS. Печатать следует в хорошо вентилируемом помещении. Подробнее о материале HIPS. HIPS Min-Max (°C): Экструдер 200-275; Стол 100-130 - Термопластические эластомеры TPE, TPU, FLEX
Очень интересное решение для 3D-принтеров. Они остаются гибкими даже при печати, что позволяет создавать очень гибкие и эластичные модели. FLEX, TPE или TPU - Полиуретаны или термопластичные эластомеры представляют собой комбинацию полимеров с термопластичными и резиновыми характеристиками, которые обеспечивают сшитую микроструктуру полимера. Как правило, FLEX является мягким и гибким материалом, иногда даже пружинистым. В промышленности используются для производства наушников, гусениц снегоходов. В 3D-печати следует использовать там, где гибкость и прочность являются главными требованиями. Печать с некоторыми марками мягких эластомеров может вызвать затруднения, так как им требуется много тепла, в то же время некоторые марки печатаются относительно легко.
FLEX Min-Max (°C): Экструдер 210-230; Стол 0-100 - Пластик RUBBER, KAUCHUK
Резиновый, гибкий и эластичный материал. Cинтетические эластомер, характеризующиеся эластичностью, водонепроницаемостью и электроизоляционными свойствами, из которых путём вулканизации получают резины. Более гибкий и тянущися чем FLEX Наиболее массовое применение каучуков — это производство резин для автомобильных, авиационных и велосипедных шин. С помощью него вы сможете распечатать привычные модели с новыми свойствами: обувь, маски, чехлы для телефона, инженерно-технические изделия, декоративные элементы и предметы повседневного использования.
Температура RUBBER/KAUCHUK Min-Max (°C): Экструдер 220-240; Стол 100-120 - Пластик PA (NYLON, ПОЛИАМИД)
Нейлон является очень распространённым синтетическим термопластичным полимером, который в последнее время стали применять в 3D-печати. Он твёрдый, прочный и гибкий, но его трудно использовать, потому что ему часто требуется более высокая температура и, как правило, внешняя система вентиляции. Нейлон безопасен для использования в медицинских целях и может быть окрашен для придания отпечаткам дополнительной яркости.
PA Min-Max (°C): Экструдер 235-260; Стол 100-130 - Пластик PC или поликарбонат
представляет собой очень прочный и прозрачный синтетический полимер. Он используется для изготовления ряда изделий: от стёкол кабин истребителей до кувшинов для охлаждения воды. Он также может быть изогнут и сформирован пока находится в холодном состоянии, подобно тонколистовому металлу. Его весьма интересно использовать для 3D-печати в связи с его очень жёсткими свойствами. Печатать следует в вентилируемом помещении.
PC Min-Max (°C): Экструдер 270-305; Стол 100-130
КОМПОЗИТНЫЕ МАТЕРИАЛЫ
- ДЕРЕВО Colorfabb WoodFill. Древесные материалы обычно имеют те же характеристики печати, что и PLA. Недавно целый ряд компаний экспериментировал для целей 3D-печати с различными сочетаниями древесных волокон (как правило, в виде порошка из продуктов переработанной древесины) и термопластов. И всё же этот метод традиционно использовался для изготовления таких вещей, как деревянные панели на автомобилях. Печать проходит в сочетании со сладким древесным запахом. Полученный в результате печати объект можно шлифовать и отделывать как настоящее изделие из дерева, именно это и делает данный материал столь популярным.
WOOD Min-Max (°C): Экструдер 170-210; Стол 0-50 - БРОНЗА Colorfabb BronzeFill материал на основе PLA/PHA, с содержанием до 80% бронзового порошка. Материал в 4 раза тяжелее PLA. Относительная плотность 4 гр/см3, и на вид как настоящий металл. Шлифовка и полировка полученного изделия заставят бронзовые частички заблестеть. BRONZE Min-Max (°C): Экструдер 195-220; Стол 0-50
. При использовании композитных материалов (состоящих из двух или более компонентов) — Рекомендуемый диаметр сопла не менее 0.4 мм. Чем меньше сопло — тем выше шанс забитого сопла.
3D печать с металлокомпозитными филаментами
За исключением профессиональных промышленных машин, все 3D принтеры строят объекты из пластика. 3D принтеры могут использовать довольно много разных типов пластика, таких как ABS, PLA и нейлон; и они могут использовать несколько различных технологий для превращения пластикового сырья в детали. Но факт остается фактом, пластмассы являются материалами, доступными для любого настольного 3D принтера. Тем не менее, любители, используя пластиковые филаменты с другими примесями, могут создавать на 3D принтерах детали, которые выглядят и ощущаются как металлические.

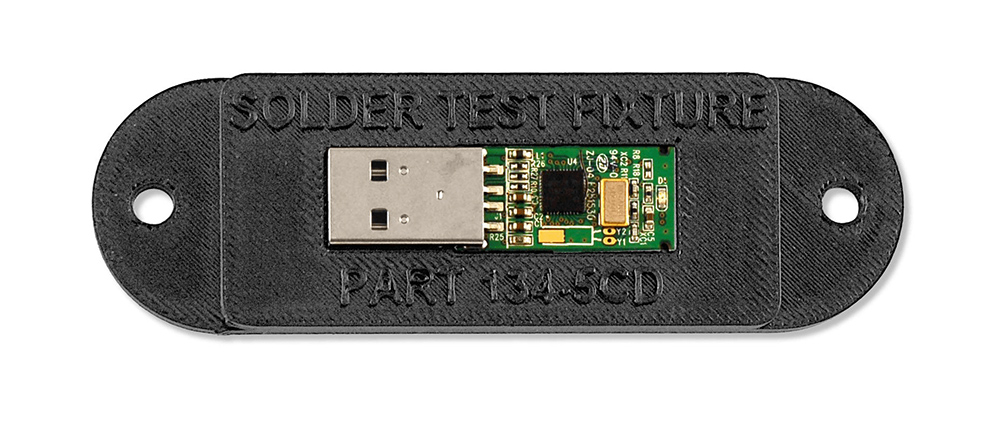
Объекты, напечатанные на 3D принтере и выглядящие как металлические
Металлокомпозитные филаменты, иногда называемые филаментами с металлическими наполнителями, содержат примерно 40-60% мелкодисперсного металлического порошка, смешанного с PLA. Их не следует путать с филаментами, которые просто металлического цвета. Металлокомпозитные нити намного тяжелее, чем обычные филаменты PLA. Хотя они выглядят как металл, окисляются и подвергаются атмосферным влияниям как металл, и на ощупь они холодные, ими можно печатать на обычных 3D принтерах.
Эти специализированные филаменты доступны в нескольких различных материалах: медь, бронза, нержавеющая сталь и железо являются наиболее распространенными.
Образцы 3D печати металлокомпозитными филаментами Диаграмма оценки характеристик металлокомпозитных филаментов
С точки зрения производительности и стоимости, металлокомпозитные филаменты для 3D печати не совсем соответствуют обычным пластиковым филаментам. Их главная ценность – внешний вид.
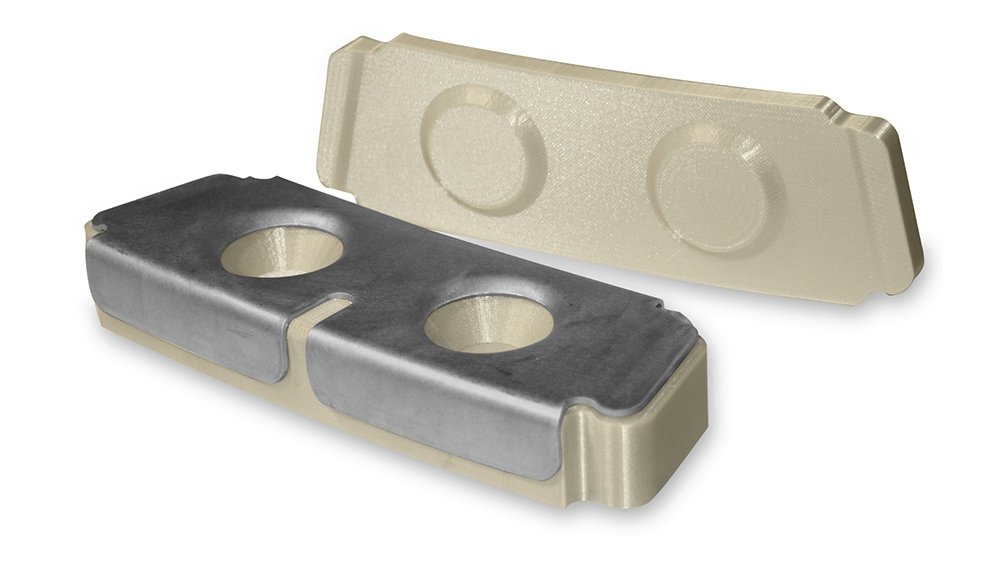
Помимо того, что они выглядят так, будто сделаны из металла, детали, напечатанные из металлокомпозитных нитей, намного тяжелее пластиковых деталей. Это особенно верно для деталей, напечатанных с высокой плотностью заполнения.. Их вес делает детали еще более убедительными относительно использования в качестве полузаменителей для литых металлических предметов.

Слева деталь, напечатанная черным PLA с заполнением 20%. Справа та же модель, напечатанная филаментом ColoFabb Copperfill с заполнением 20%.
Стоимость
Неудивительно, что специализированные филаменты для 3D принтеров, наполненные металлическими порошками, стоят значительно дороже, чем обычные пластиковые нити. Также металлокомпозитные филаменты выпускает ограниченное число производителей.
ColorFabb и ProtoPasta являются двумя крупнейшими и наиболее уважаемыми дистрибьютерами эти специализированных видов сырья. Цена катушки металлокомпозитного филамента зависит от типа металла и качества нити.
| Тип филамента | Стоимость (за килограмм) |
|---|---|
| ColorFabb copperFill (наполнитель – медь) | $73,32 |
| ColorFabb bronzeFill (наполнитель – бронза) | $73,32 |
| ColorFabb steelFill (наполнитель – сталь) | $73,32 |
| Proto-Pasta Iron PLA (наполнитель – железо) | $69,98 |
| Proto-Pasta Stainless Steel PLA (наполнитель – нержавеющая сталь) | $99,98 |
Прочность
Существует причина, по которой пластики с металлическим наполнением не используются в производстве. Композитный материал не обладает прочность, долговечностью и ковкостью чистого металла. Кроме того, добавление металлических порошков в филамент PLA делает его более хрупким, чем чистый PLA.
Объекты, напечатанные из металлокомпозитных филаментов, очень хрупкие.
Постобработка
При использовании других типов исходного материала для 3D печати постобработка является необязательным шагом для улучшения внешнего вида ваших деталей. Для металлокомпозитных филаментов, постобработка деталей обязательна.
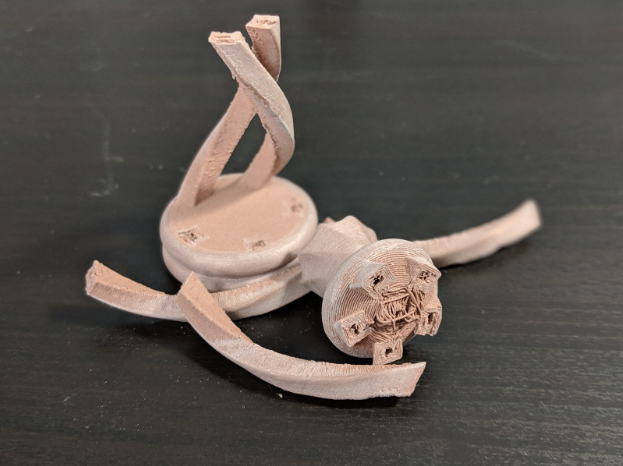
Сразу после принтера детали с металлическим наполнением не будут похожи на металлические. Они имеют матовую поверхность и цвет, близкий к цвету металла, который они содержат.

Эта деталь была напечатана филаментом copperFill (с медью), но до постобработки она не очень похожа на медь.
К счастью, постобработка металлокомпозитных деталей проста, но требует некоторого оборудования. Поскольку нити с металлическим наполением используют в качестве основного материала PLA, шлифование деталей может быть затруднено. Этот материал нагревается и быстро размягчается, создавая странный белый след. Также нет легкодоступных химикатов, которые можно использовать для полировки деталей способом, каким химически полируется ABS.
Лучший способ постобработки металлокомпозитных деталей – галтовка. Для этого используется простое устройство, состоящее из вращающегося барабана, заполненного полирующим средством (на английском данное устройство называется «rock tumbler»). Деталь после 3D печати просто помещается внутрь этого барабана, и когда барабан вращается, полирующее средство обрабатывает поверхность детали.
Детали из металлокомпозитного филамента до и после галтовки
Поставщики предлагают любителям 3D печати множество полировочных материалов. Одним из наиболее популярных средств является использование небольших крепежных винтов, которые похожи на металлокомпозитный пластик. Другой вариант – маленькие кусочки нержавеющей стали размером с зерна риса.
Средство для полировки из нержавеющей стали для вращающихся стаканов После длительного вращения в стакане металлокомпозитные детали будут выглядеть гораздо более похожими на настоящий металл, а не на пластик цвета металла
Простота использования
Поскольку металлокомпозитные филаменты используют в качестве основного материала PLA, к ним могут применяться те же настройки, что и при печати с использованием PLA. Это замечательно, потому что PLA – это самый простой тип материала для 3D печати, поэтому он так популярен. Металлокомпозитный филамент печатается при низкой температуре, около 200°C. Оно может также печататься без подогрева стола. Фактически, нити с металлическим наполнителем даже менее склонны к деформации, чем обычный PLA.

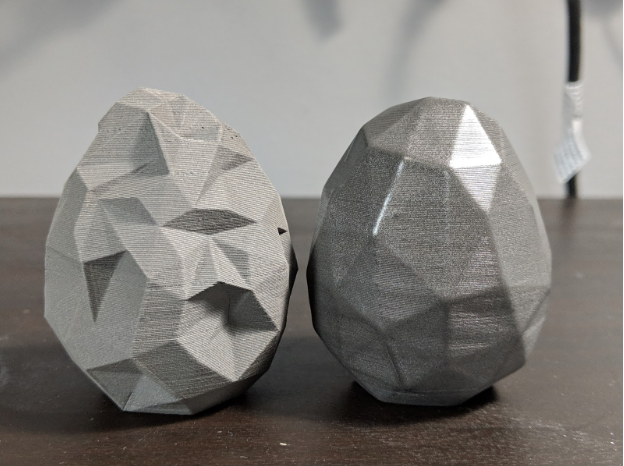
Два образца печати, слева PLA, справа copperFill (наполнитель – медь), были напечатаны с одинаковыми настройками печати. На самом деле, обе модели использовали для печати один и тот же g-код.
Тем не менее, есть несколько предостережений при использовании нитей с металлическим наполнителем, что делает их более сложными в использовании, чем обычные PLA нити.
Во-первых, металлический порошок в филаменте делает этот тип специализированного сырья более абразивным, чем чистый пластик. Большинство 3D принтеров поставляются с латунным соплом. Однако латунь является относительно мягким металлом, и она может стираться абразивными металлокомпозитными филаментами, медленно снижая качество печати вашего принтера.
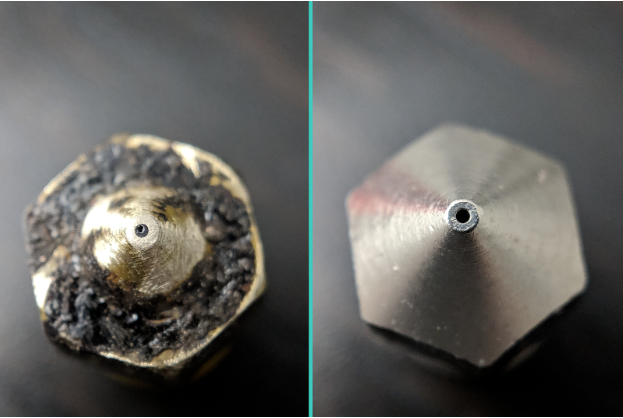
Слева стандартное латунное сопло после многих часов печати, в том числе около 3 кг филамента с металлическим наполнителем. Справа совершенно новое закаленное сополо. Вы можете видеть, что сопло слева начало разрушаться абразивным металлокомпозитным филаментом.
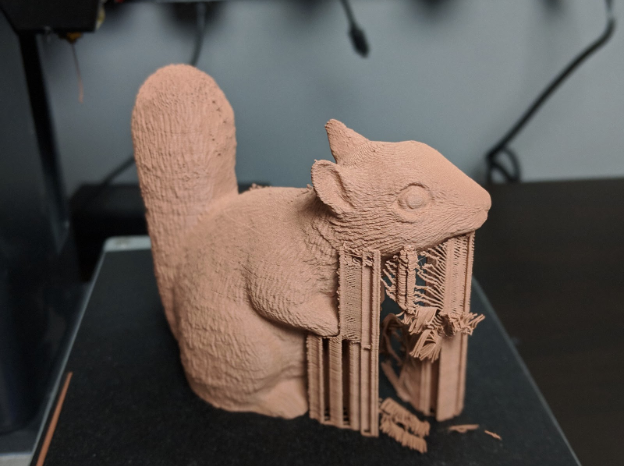
Во-вторых, нити с металлическим наполнителем выполняют мосты не так хорошо, как чистые пластмассы, и при этом они также не выполняют навесы так хорошо, как другие материалы. Как упоминалось выше, металлокомпозитные филаменты намного тяжелее, чем обычные пластмассы, что делает этот материал более сложным для удержания навесных элементов в воздухе, пока пластик затвердевает.
Содержание металла в металлокомпозитном филаменте также позволяет материалу дольше удерживать тепло, по сравнению с обычным пластиком. На самом деле, это является хорошей характеристикой для предотвращения деформации, поскольку это означает, что детали охлаждаются медленнее и равномернее. Тем не менее, это также затрудняет выполнение мостом и навесов.
Для достижения лучших результатов детали должны быть спроектированы с минимальным количеством мостов и навесов – в противном случае вам понадобится дополнительный материал для поддержек. Если у вашей детали есть навесы, не забудьте включить генерирование поддержек под довольно большим углом.
Использование поддержек для нависающих элементов печатаемого объекта
Настройки принтера

Настройки принтера при печати металлокомпозитными филаментами
Наиболее подходящие проекты для печати филаментом с металлическим наполнителем
Декоративные объекты
Учитывая, что металлокомпозитные филаменты в основном полезны своими эстетическими свойствами, то они очень подходят для декоративных объектов печати: настольные статуэтки, фигурки, пресс-папье, настенные изображения – вот некоторые примеры обычных декоративных предметов, выполненных из композитного пластика.
Ювелирные изделия
Из филамента с металлическим наполнителем могут быть напечатаны ювелирные изделия, что позволяет дизайнерам создавать прототипы проектов или даже печатать образцы продукции без необходимости отливки из металла.
Визуальные прототипы
Металлокомпозитные филаменты также могут использоваться для создания визуальных прототипов металлических деталей. Детали, напечатанные из пластика с металлическим наполнителем, выглядят как литые металлические детали, но их изготовление на порядок дешевле. Следовательно, этот материал полезен для моделирования внешнего вида детали, которая впоследствии будет изготовлена из металла.
3D-печать сталью - краткое руководство
3D-печать металлом с использованием чистой стали и сплавов позволяет получать прочные функциональные детали механических и промышленных изделий.
Любая технология металлической 3D-печати позволяет печатать сталью. Это наиболее популярный материал. Но какие марки стали и какая технология лучше всего подходит для решения ваших задач? Действительно ли печатные стальные детали будут такими же прочными и долговечными, как детали, изготовленные традиционным способом?
Давайте посмотрим, как напечатанная на 3D-принтере стальная деталь совершает революцию в производстве и открывает двери для новых применений в аэрокосмической промышленности, медицинском оборудовании, автомобилестроении, производстве инструментов, тяжелой промышленности, архитектуре и многих других направлениях. К тому же, более доступные настольные принтеры расширяют возможности и сферу применения 3D-печатных деталей из настоящей стали.
3D-ПЕЧАТЬ СТАЛЬЮ
Отлитая из стали деталь (слева) в сравнении с печатной версией (в центре) демонстрирует допуски, возможные при использовании технологии . Шарнир, справа, напечатанный целиком, не требует сборки (Источник: Desktop Metal)
Самый распространенный вопрос, когда речь заходит о напечатанной на 3D-принтере модели из металла: "Будет ли она такой же прочной, как кованая или литая деталь?". Короткий ответ - да. и нет.
3D-печатные детали из стали могут быть такими же прочными, а иногда и более прочными, чем изготовленные традиционным способом. Это зависит от множества факторов, таких как: конечная цель использования, тип стали, выбор метода 3D-печати, последующая обработка и форма детали. Также сравнение зависит от того, на какой из прочностных характеристик вы сосредоточитесь: прочность на разрыв, прочность при статической нагрузке, усталостная прочность и т.д.
Детали напечатанные из стали используется в аэрокосмической отрасли, для нужд военных, а также, к примеру, для изготовления пешеходного моста, изображенного ниже. Поэтому прочность печатных изделий не вызывает сомнений, но давайте посмотрим подробнее.
Королева Нидерландов Максима официально открывает металлический мост, изготовленный с помощью 3D-печати. Фото Adriaande Groot (Источник: MX3D)
Стальная деталь, напечатанная на 3D-принтере по одной из технологий, в частности методом лазерного порошкового спекания (LPBF), имеет более мелкозернистую структуру, чем литые металлические изделия. Это обеспечивает лучшие прочностные характеристики на разрыв, но по остальным показателям литые детали в настоящее время все еще прочнее. Чаще всего 3D-печать по технологии LPBF используется для замены литых компонентов, но в отдельных случаях 3D-печатные компоненты могут заменить собой кованые детали.
Одно из исследований показало, что при определенных условиях детали из нержавеющей стали, изготовленные на 3D-принтерах по технологии LPBF, были в три раза прочнее, чем детали из той же стали, изготовленные традиционным способом.
В экспериментах по сравнению 3D-печатных стальных деталей с традиционно изготовленными исследователи создают идентичные изделия с помощью двух методов и сравнивают их характеристики. Однако сравнение деталей по принципу "лоб в лоб" - это только часть общей картины.
Основным преимуществом печати из стали является не только ее прочность, но и уникальная способность создавать в деталях внутренние каналы и решетчатые заполнения, что невозможно при использовании традиционных методов изготовления. 3D-печать металлом позволяет изготавливать детали быстрее, чем традиционное производство, поскольку этот метод не требует использования специальной оснастки и инструментов, позволяет создавать узлы как единое целое, исключая необходимость последующей сборки и сварки. Разработка печатной детали обычно означает, что для ее изготовления потребуется меньше металла и поэтому уменьшится ее масса, при той же прочности.
Архитектурная опора, напечатанная из стали с помощью проволочно-дугового аддитивного производства (WAAM) от MX3D (Источник: MX3D)
3D-печать сталью является также более стабильной и экономически эффективной практикой, поскольку уменьшает количество отходов. При использовании субтрактивных методов производства, таких как механическая обработка на станках ЧПУ, вы изготавливаете деталь, вырезая ее из большой, получая при этом гору отходов. При аддитивном производстве вы используете только тот материал, который необходим для получения готового изделия.
3D-печать сталью не предназначена для замены традиционных методов во всех областях, но она может быть более удачным выбором для широкого круга применений. Особенно в тех случаях, когда требуемые детали являются уникальными и разрабатываются с учетом специфики применения, например, для двигателей ракет, гоночных автомобилей или в нефтегазовой промышленности. 3D-печать является самой быстрой и гибкой технологией для производства серийных изделий и прототипов. Для военных и промышленных применений 3D-печать сталью - это более быстрый и эффективный способ создания отдельных деталей для транспортных средств и машин. 3D-печать из нержавеющей стали стремительно находит применение в медицине для создания уникальных хирургических инструментов и имплантатов.
Если вы знаете, какими характеристиками должно обладать ваше конечное изделие (прочность на разрыв, предел прочности на сжатие, твердость, плотность и т.д.), то все эти параметры можно заложить в изделии на этапе производства.
СТАЛЬ ДЛЯ 3D-ПЕЧАТИ
Металлический порошок - самый используемый металлический материал для 3D-печати (Источник: GKN Additive)
Существуют тысячи видов различных марок сталей и сплавов с различными механическими свойствами, используемые в традиционном производстве, но в 3D-печати их всего несколько десятков, и некоторые из них являются уникальными, созданными специально для этой технологии. Среди вариантов сталей можно выделить следующие:
Нержавеющая сталь (316L, 304L , 17-4 PH, 15-5PH, 420, 254, PH1, GP1, 630, 410)
Инструментальная сталь (D2, M2, H13, H11, MS1, 1.2709)
Низколегированные сталь (4140)
Конструкционная легированная (20MnCr5)
В последнее время появились уникальные сплавы специально разработанные для 3D-печати, призванные решить проблемы, которые проявляются при использовании классических методов производства.
Например, производитель 3D-принтеров Desktop Metal выпустил в 2022 году запатентованную нержавеющую сталь, которая, по словам компании, сочетает в себе такие качества, как: прочность на разрыв, пластичность и коррозионную стойкость нержавеющей стали 13-8 PH в сочетании с твердостью низколегированной стали, подобной 4140. Компания утверждает, что клиенты могут выходить на рынок с деталями из этого материала и пропускать этап гальванизации для защиты изделий от коррозии.
ExOne предлагает две специальные смеси из стали и бронзы, которые, по словам компании, позволяют 3D-печатным стальным деталям получить повышенную коррозионную стойкость и при этом легко обрабатываются и полируются.
Хотя большинство металлических порошков, используемых в 3D-печати, аналогичны тем, что используются для других методов производства, их количество растет по мере того, как все больше компаний переходят на эту технологию. Некоторые производители металлических порошков, такие как GKN, также изготавливают на заказ порошки для специфических задач 3D-печати.
КАК ПЕЧАТАТЬ СТАЛЬЮ
Прочность, свойства и применение 3D-печатных стальных изделий во многом зависит от того, какую технологию 3D-печати вы используете. Некоторые методы позволяют получить более прочные детали, другие методы обеспечивают лучшую твердость или стойкость к истиранию, а некоторые технологии просто очень быстрые.
Ниже представлены основные методы 3D-печати металлами, их свойства и несколько наиболее распространенных примеров применения.
Печать методом послойного наплавления (FDM)
Принтер Epsilon компании BCN3D выдавливает металлическую нить из нержавеющей стали (Источник: BCN3D)
Технология формирования деталей методом послойного наплавления (FDM) - это новая технология для металлической 3D-печати, но она быстро развивается, поскольку все больше производителей принтеров сертифицируют металлические нити для использования на своих принтерах, например, Ultimaker, BCN3D, Makerbot, Raise3D. Этот метод, по-прежнему, гораздо более популярен для печати пластиками, но с помощью новых пластиковых нитей, наполненных порошком из нержавеющей стали, можно получать прочные металлические детали.
Материалы для FDM-печати когда-то были ограничены термопластиками. Теперь такие компании, как BASF Forward AM и The Virtual Foundry, предлагают металлические филаменты, которые можно использовать практически на любом FDM-принтере, если он оснащен соплом из закаленной стали для работы с абразивным материалом.
Эти материалы состоят примерно на 80% из металла и на 20% из пластика. После печати в процессе последующей обработки пластик удаляется, в результате чего получаются 100% металлические детали.
Из-за удаления связующего пластика, металлические детали изготовленные по технологии FDM, в процессе последующей обработки дают усадку. Величина усадки постоянна и может быть учтена в CAD системах, что позволяет получать относительно точные готовые детали.
Нить Ultrafuse 316L из нержавеющей стали компании Forward AM позволяет получать готовые детали со свойствами материала, сравнимыми, по утверждению компании, с металлическими деталями, изготовленными методом литья под давлением.
(Источник: BCN3D)
Несмотря на то, что 3D-печать металлическими материалами может не подойти для сфер применения с жесткими требованиями к прочности (например, для аэрокосмической), экономические факторы производства простых металлических компонентов без критических нагрузок на доступном FDM-принтере могут перевесить невозможность применения их в некоторых сферах.
Идеальными вариантами использования этой технологии являются металлические прототипы деталей и готовые детали, которые не будут подвергаться экстремальным нагрузкам.
Bound Metal Deposition (BMD) - "размещение связанного металла"
На 3D-принтере Studio System компании Desktop Metal использовались соединенные между собой металлические прутки, которые экструдировались слой за слоем для формирования металлической детали (Источник: Desktop Metal)
Подобно FDM, метод нанесения металлической сетки (BMD) или экструзия связанного порошка (BPE) - это процесс 3D-печати, основанный на экструзии. В этом методе используются связанные металлические стержни или связанные порошковые металлические нити, состоящие из гораздо большего процента металлического порошка, чем нити, используемые в FDM. Как и в FDM, требуется последующая обработка для удаления связующего вещества и термическая обработка в печи для окончательного спекания.
Существует всего лишь несколько 3D-принтеров, использующих этот метод, например, Desktop Metal, Markforged и с недавнего времени, 3DGence, но на этот рынок выходят все больше компаний, так что следите за новостями. Эти принтеры ценятся как удобные решения для офисной 3D-печати металлом, они дороже большинства FDM-принтеров, но дешевле технологий 3D-печати металлом на основе порошка, описанных ниже.
Эти принтеры используют свой, запатентованный филамент. Desktop Metal и Markforged предлагают четыре вида стали.
Идеальными нишами использования этой технологии являются металлические прототипы деталей, где необходимо протестировать функциональность детали до запуска в массовое производство традиционными методами. Популярные области применения это прессформы, вырубные штампы, сопла, крыльчатки, крепежные детали и теплообменники.
Например, компания Shukla Medical использует принтер Metal X от Markforged для печати стальных прототипов своих инструментов для удаления ортопедических имплантатов.
Лазерное порошковое спекание
При технологии лазерного спекания порошка используется один или несколько лазеров для послойного расплавления порошкообразного металла до нужной формы (Источник: GE Additive)
Лазерное спекание порошкового материала (LPBF), также известное как селективное лазерное спекание (SLM), является наиболее распространенным видом 3D-печати металлами и составляет 80% всех металлических 3D-принтеров на рынке.
В данном методе используются мощные лазеры для селективного спекания металлического порошка слой за слоем.
LPBF 3D-принтеры представлены в широком диапазоне размеров, цен и мощностей лазера. Эти и другие характеристики влияют на свойства готовой детали, скорость печати и другие параметры готовых изделий.
Сталь и стальные сплавы являются наиболее популярным материалом для оборудования LPBF и, в отличие от FDM и BMD, металлические порошки доступны в свободной продаже, поскольку они чаще всего используются в традиционных методах производства.
LPBF - это технология, которая позволяет добиться максимального качества 3D-печатной детали. Области применения включают в себя - аэрокосмические компоненты, такие как монолитные камеры тяги, элементы ракетных двигателей и теплообменники, пресс-формы, инструменты и другие задачи, а также детали с высокой степенью износа и хирургические инструменты.
Обзор высокотемпературных FDM-пластиков для промышленной 3D-печати

Сфера применений аддитивных технологий широка: на одном полюсе — настольные принтеры «только PLA», для декоративного применения, на другом — установки для прямой печати металлами, между ними — оборудование и материалы в ассортименте. Чтобы понять, какие материалы необходимы для получения прочной и легкой детали, двигаемся от персональной печати к промышленной. PLA, ABS, SBS — расходники, которые знакомы всем печатникам. PETG, нейлон, поликарбонат — скорее экзотика. Но это далеко не самые серьезные материалы.
Где нужны суперпластики?
Пластики с выдающимися свойствами очень полезны в космосе. Нет, распечатать из пластика ракетный двигатель пока не получится, термостойкость даже близко не та, но для различных деталей вокруг он подойдет идеально. Пример — Stratasys и «климат-контроль» ракет Atlas V. 16 печатных деталей вместо 140 металлических — быстрее, легче, дешевле. И это не теоретический проект, это уже летало в космос.

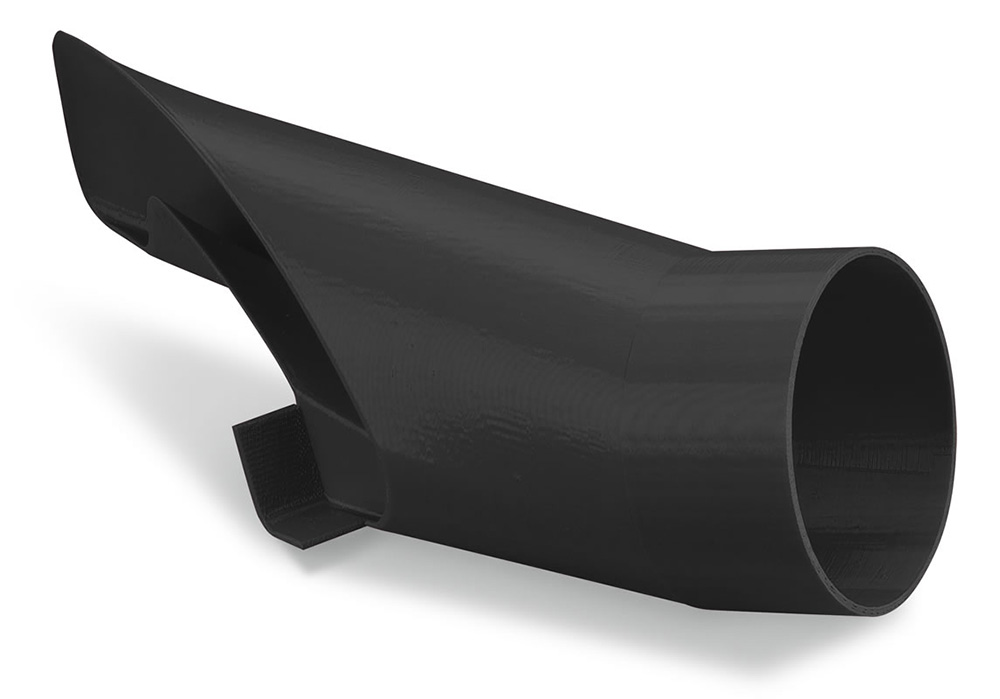
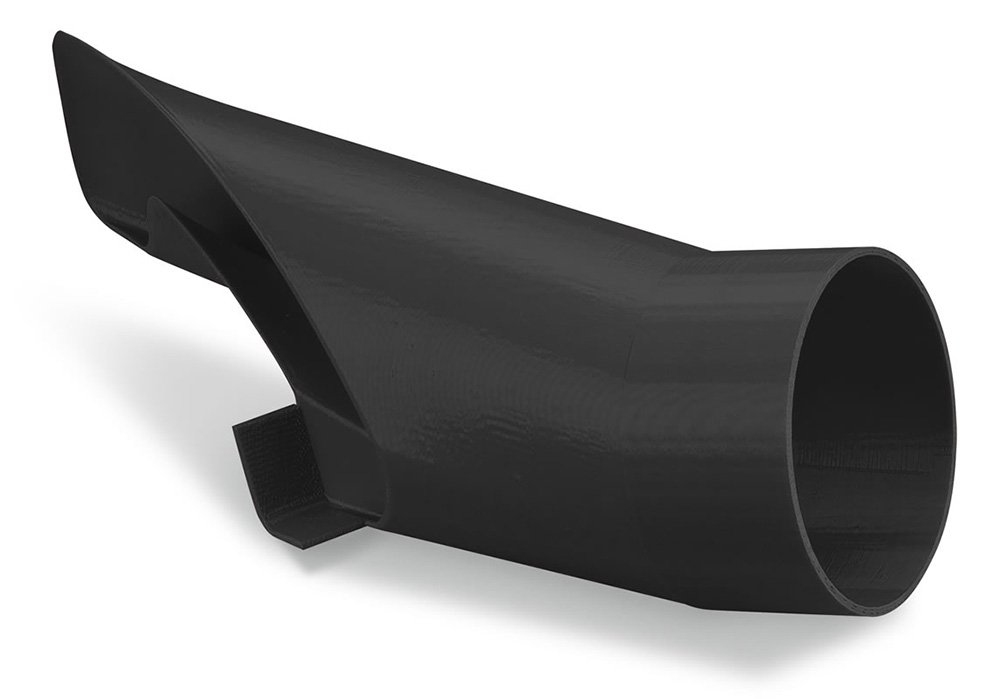
Другой пример — авиация. Высота полета ниже, но применение более массовое. Здесь тоже есть резон снижать массу деталей, переходить на пластик там, где это возможно. Применяется в авиастроении и прямая печать металлами, когда речь идет уже о компонентах двигателей или деталях каркаса фюзеляжа, но менее нагруженные конструктивные элементы, такие как вентиляция салона и элементы интерьера, лучше делать из пластика. Это направление развивает, например, компания Airbus.
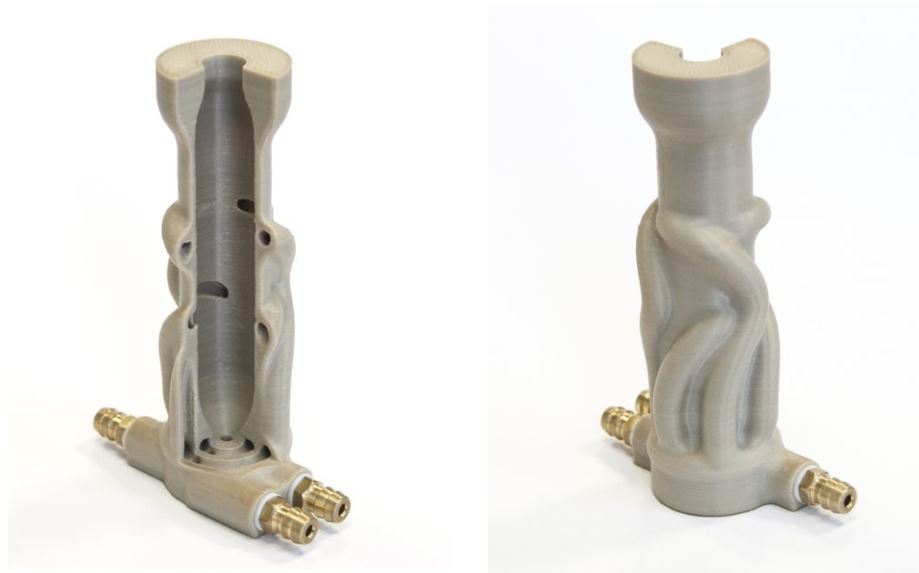
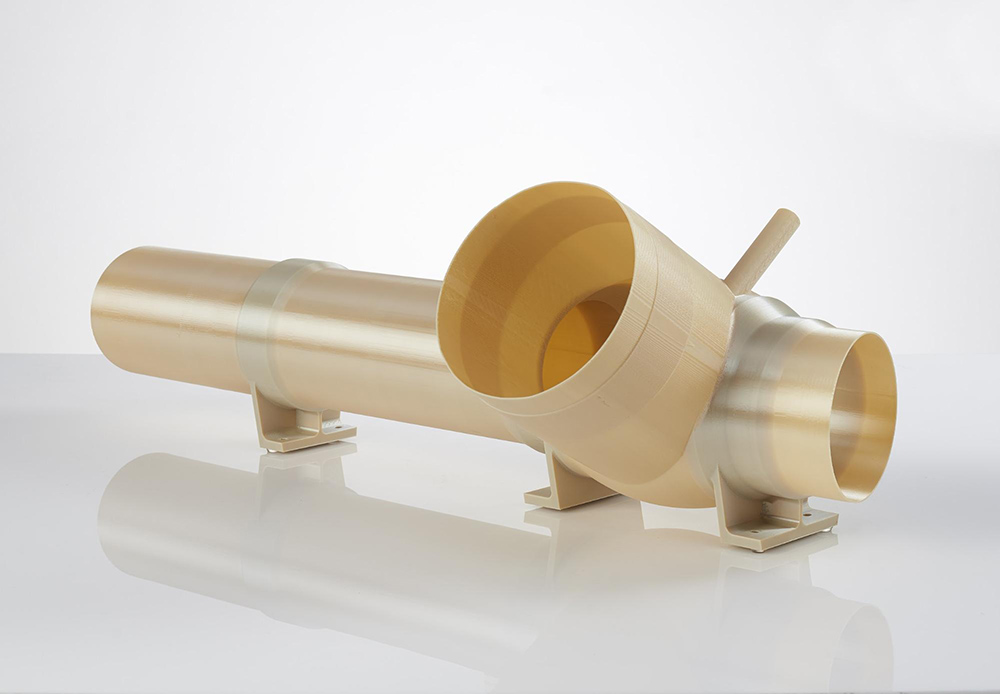
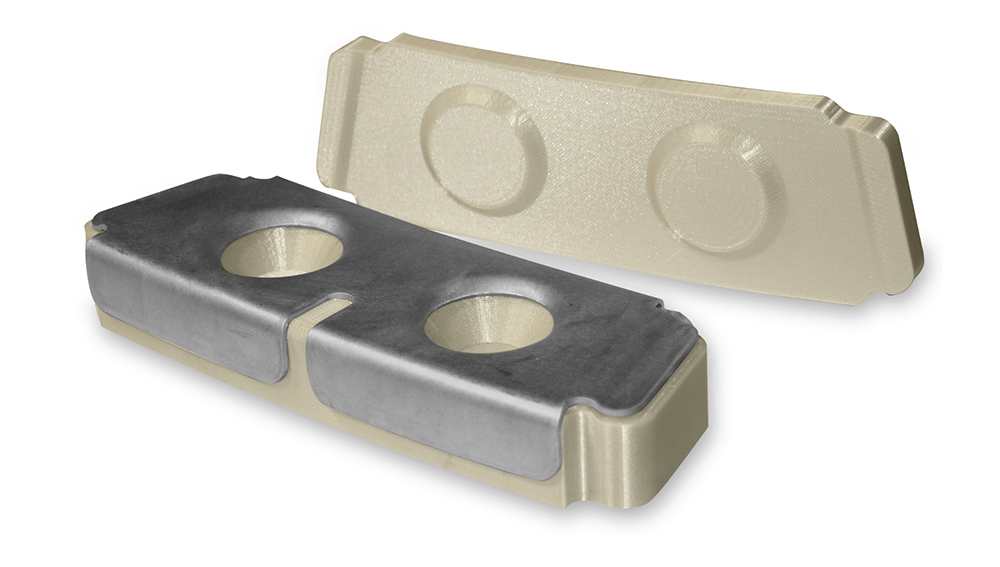
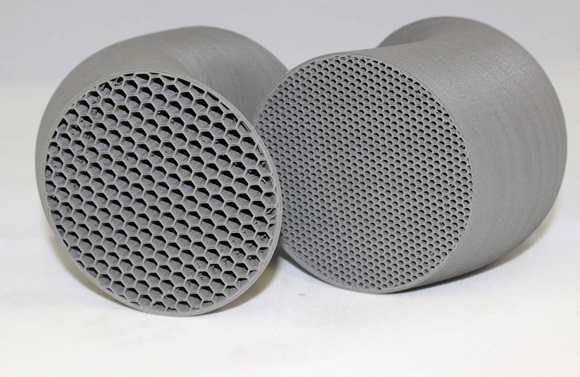
Спускаемся с небес на землю: здесь масса уже не так критична, интересны другие свойства инженерных пластиков. Стойкость к агрессивной химии и повышенной температуре, возможность создания недоступных для классических методов структур. При этом — более низкая цена, в сравнении с металлической печатью. Напечатанные изделия используются в медицине, нефтегазовой отрасли, химической промышленности. Как пример — выполненный для иллюстрации в разрезе смешивающий блок со сложной канальной структурой.
Отличие от привычных пластиков
Почему не запускать в космос PLA и не делать вентиляционные решетки салона самолета из ABS? К инженерным пластикам применяется ряд требований связанных с устойчивостью к высоким и низким температурам, огнестойкостью, механической прочностью. Как правило, все сразу. Так что, «плывущий» при взаимодействии с окружающей средой PLA или отлично горящий ABS в небо запускать нежелательно.
Теперь — к тому, какие, собственно, пластики используются в промышленной печати по технологии FDM/FFF.
Филаменты с поликарбонатом
Поликарбонат — распространенный в промышленности пластик с высокой ударопрочностью и прозрачностью, производится в том числе и для нужд FDM-печати. Материал лучше держит температуру, чем ABS, устойчив к кислотам, но чувствителен к УФ-излучению и разрушается под воздействием нефтепродуктов.
Чистый поликарбонат, PC
Предельная рабочая температура для изделий из поликарбоната — 130 °C. Поликарбонат биологически инертен, изделия из него выдерживают стерилизацию, это позволяет печатать упаковку и вспомогательное оборудование для медицины.
- Stratasys PC, PC-ISO для принтеров Fortus. Первый — общего назначения, второй — сертифицированный на биосовместимость, для медицинского применения. ; ; ; ;
Сплав поликарбоната и ABS сочетает возможность шлифовки и окраски, свойственную ABS, с более высокой ударопрочностью и рабочей температурой. Сохраняет прочность при низких температурах — до -50 °C. В отличие от чистого PC, лучше применим в тех случаях, когда необходимо ликвидировать слоистую структуру детали шлифовкой или пескоструйной обработкой. Применение: производство корпусов и элементов органов управления для штучного и мелкосерийного выпуска, замена серийных пластиковых деталей в оборудовании, детали к которому перестали выпускать.

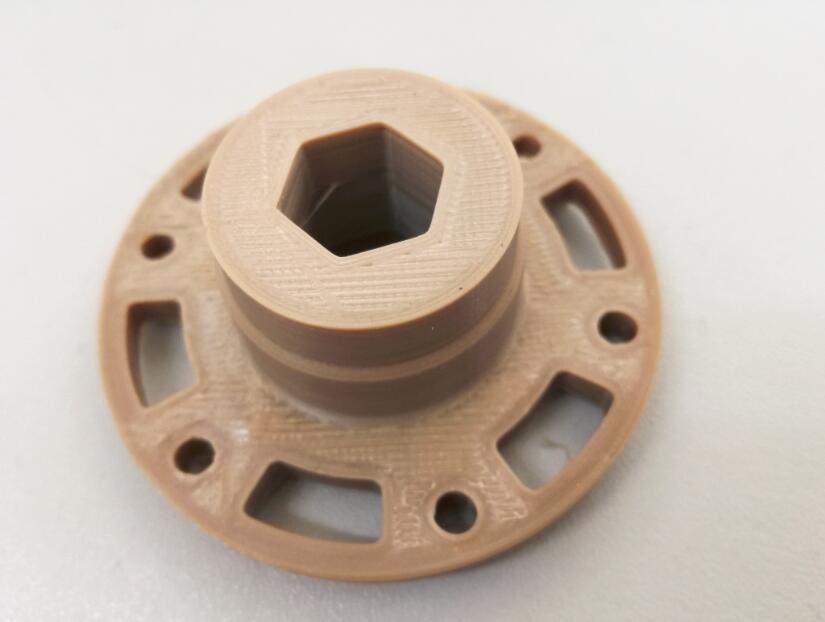
Полиамиды используются в производстве синтетического волокна, это популярный материал для печати методом выборочного лазерного спекания (SLS). Для печати по технологии FDM/FFF в основном используются полиамид-6 (капрон), полиамид-66 (нейлон) и полиамид-12. К общим чертам филаментов на основе полиамида относятся химическая инертность и антифрикционные свойства. Полиамид-12 более гибок и упруг, по сравнению с PA6 и PA66. Рабочая температура — около 100 °C, отдельные модификации — до 120.
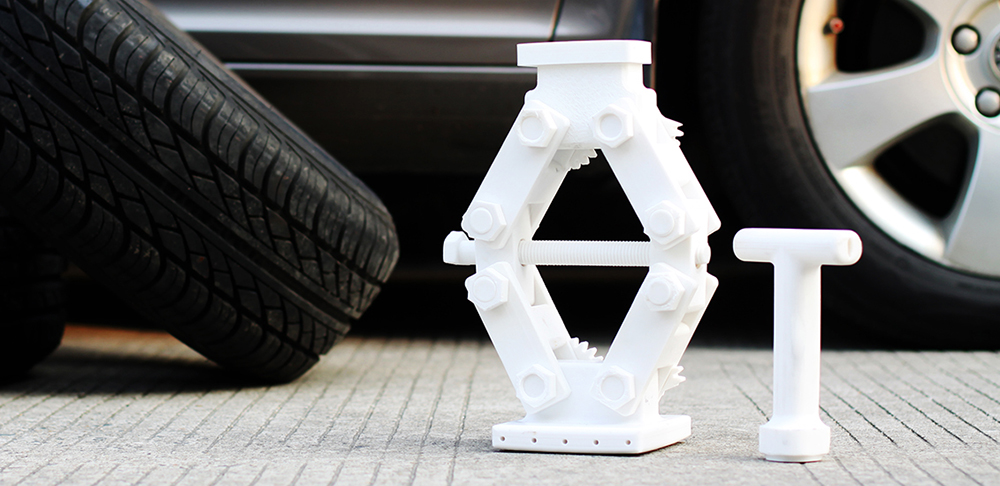
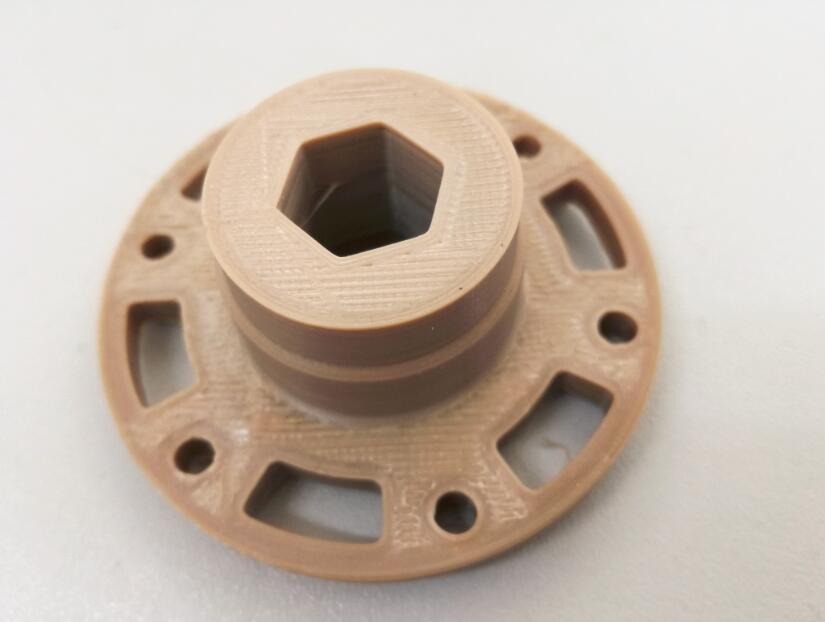
Прежде всего, из полиамида печатают шестерни. Лучший материал для этой цели, с которым можно работать на обычном 3D-принтере с закрытой камерой. Стойкость к истиранию позволяет делать тяги, кулачки, втулки скольжения. В линейке многих производителей присутствуют композитные филаменты на основе полиамида, с еще большей механической прочностью.
- Stratasys Nylon 6, Nylon 12, Nylon 12CF. Последний — с наполнителем в виде углеволокна. , PA6.
- Taulman Nylon 618, Nylon 645 — на основе PA66 и PA6 соответственно. Nylon 680 — разрешенный к применению в пищевой промышленности. Alloy 910 — сплав на основе полиамида, с пониженной усадкой.
- PrintProduct Nylon, Nylon Mod, Nylon Strong; ; .
Работать с поликарбонатом или полиамидом можно на обычном 3D-принтере. С описанными далее филаментами сложнее, они требуют других экструдеров и поддержания температурного режима в рабочей камере, то есть, нужно специальное оборудование для печати высокотемпературными пластиками. Исключения бывают — например, в NASA, ради эксперимента, модернизировали популярный в США Lulzbot TAZ для работы с высокотемпературными филаментами.
Полиэфирэфиркетон, PEEK
Рабочая температура изделий из PEEK достигает 250 °C, возможен кратковременный нагрев до 300 — показатели для армированных филаментов. Недостатков у PEEK два: высокая цена и умеренная ударопрочность. Остальное — плюсы. Пластик самозатухающий, термостойкий, химически инертный. Из PEEK производится медицинское оборудование и импланты, стойкость к истиранию позволяет печатать из него детали механизмов.
- ; ;
- Roboze PEEK, Carbon PEEK. Второй — армированный углеволокном.

Он же — Ultem. Семейство пластиков, разработанных компанией SABIC. Характеристики PEI скромнее показателей PEEK, но стоимость заметно ниже. Ultem 1010 и 9085 — основные материалы Stratasys для печати функциональных деталей. PEI востребован в аэрокосмической отрасли — масса значительно меньше, в сравнении с алюминиевыми сплавами. Рабочие температуры изделий, в зависимости от модификации материала, достигают 217 °C по информации производителя и 213 — по результатам испытаний Stratasys.
Преимущества у PEI те же, что и у PEEK — химическая и температурная стойкость, механическая прочность. Именно этот материал Stratasys продвигает как частичную замену металлу в аэрокосмической отрасли, для беспилотников, изготовления оснастки для формовки, быстрой печати функциональных деталей в опытном производстве.
Компоненты системы охлаждения ракеты Atlas V и пластиковые детали для лайнеров Airbus, приведенные в качестве примера в начале обзора, выполнены из Ultem 9085.
- Stratasys Ultem 1010 и 9085, для принтеров Fortus 450mc и 900mc.
- Intamsys Ultem 1010 и 9085; ; .

Еще один материал, который сочетает в своих свойствах температурную стойкость, механическую прочность и устойчивость к химическим воздействиям. PPSF от Stratasys сертифицирован для аэрокосмического и медицинского применения. Позиционируется как сырье для производства вспомогательных медицинских приспособлений, может быть стерилизован в паровых автоклавах. Применяется в производстве деталей для лабораторных установок в химической промышленности.
Менее распространен по сравнению с PPSU, обладает схожими физическими характеристиками, химически инертный, самозатухающий. Рабочая температура — 175 °C, до 33% дешевле по сравнению с PPSU.
Сравнение характеристик филаментов
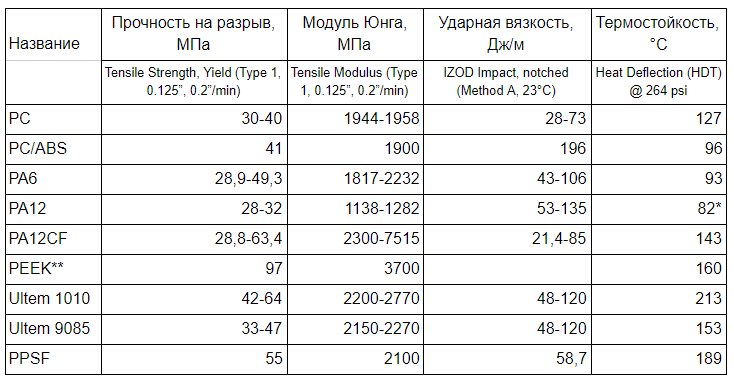
* прокаливание в течение 2 часов при 140 °C.
** Apium PEEK 450 natural, результаты испытаний ударной вязкости аналогичными методами отсутствуют. Термостойкость указана для ненаполненного PEEK.
Данные приведены для филаментов Stratasys, за исключением PEEK. Если указан диапазон значений, значит испытания проводились вдоль и поперек слоев детали.
О композитных филаментах
Большинство материалов для FDM-печати имеют композитные версии. Если говорить о PLA, то в него добавляют порошки металлов или дерева, для изменения эстетических свойств. Инженерные филаменты армируются углеволокном, для увеличения жесткости детали. Влияние таких добавок на свойства пластика зависит не только от их количества, но и от размера волокон. Если мелкодисперсный порошок можно считать декоративной присадкой, то волокна уже значительно изменяют характеристики пластика. Само по себе слово Carbon в названии материала еще не означает выдающихся свойств, нужно смотреть результаты испытаний. Для примера: Stratasys Nylon12CF обладает почти вдвое большей прочностью на разрыв, при испытании вдоль слоев, чем Nylon12.
Экзотический вариант — реализация непрерывного армирования от Markforged. Компания предлагает армирующий филамент для совместной FDM-печати с другими пластиками.
Другие специфические свойства
Инженерные пластики — это не только стойкость к высоким температурам и механическая прочность. Для корпусов или боксов для хранения электронных устройств, а также в условиях работы с легковоспламеняющимися летучими жидкостями необходимы материалы с антистатическими свойствами. В линейке Stratasys это, например, ABS-ESD7.
Пластик может заменить металл во многих областях, так как превосходит его в легкости, тепло- и электроизоляции, стойкости к реагентам. Но до физических показателей металлических изделий распечатки из лучших FDM-филаментов не дотягивают.
Химический гигант BASF предлагает FDM-филамент Ultrafuse 316LX, с массовой долей нержавеющей стали в 80%. Деталь печатается на FDM-принтере, а затем помещается в печь, где связующий пластик выжигается, а металл спекается. Получаемая таким образом деталь выходит значительно дешевле изготовленной методом прямой печати металлом. При наличии FDM-принтера и подходящей печи, нового оборудования вообще не понадобится.

Отметим, что похожее решение предлагает компания Virtual Foundry — ее Filamet, с порошком бронзы или меди, запекается аналогичным образом. Выбор металла намекает скорее на декоративное, чем на инженерное применение.
У AIM3D своя реализация подобного принципа — принтер ExAM 255 работает не с филаментом, а с гранулами. Это позволяет использовать для FDM-печати сырье, которое обычно применяется в установках MIM, Metal Injection Molding. Для спекания детали компания предлагает печь ExSO 90. Можно печатать и пластиковыми гранулами, что обычно дешевле, чем использование традиционного филамента.
Специальная техника для инженерных пластиков
Подытожим. Если совсем в двух словах: рассмотренные расходники отличаются от привычных материалов высокой температурой печати, что требует применения специального оборудования, и серьезной термостойкостью и механической прочностью изготовленных деталей. Для работы с такими филаментами нужны 3D-принтеры с рабочей температурой экструдера от 350 °C и термостабилизированной рабочей камерой. Специалисты Top 3D Shop помогут вам с подбором промышленного 3D-принтера и пластиков для решения самых интересных задач.
Обзор высокотемпературных FDM-пластиков для промышленной 3D-печати

Сфера применений аддитивных технологий широка: на одном полюсе — настольные принтеры «только PLA», для декоративного применения, на другом — установки для прямой печати металлами, между ними — оборудование и материалы в ассортименте. Чтобы понять, какие материалы необходимы для получения прочной и легкой детали, двигаемся от персональной печати к промышленной. PLA, ABS, SBS — расходники, которые знакомы всем печатникам. PETG, нейлон, поликарбонат — скорее экзотика. Но это далеко не самые серьезные материалы.
Где нужны суперпластики?
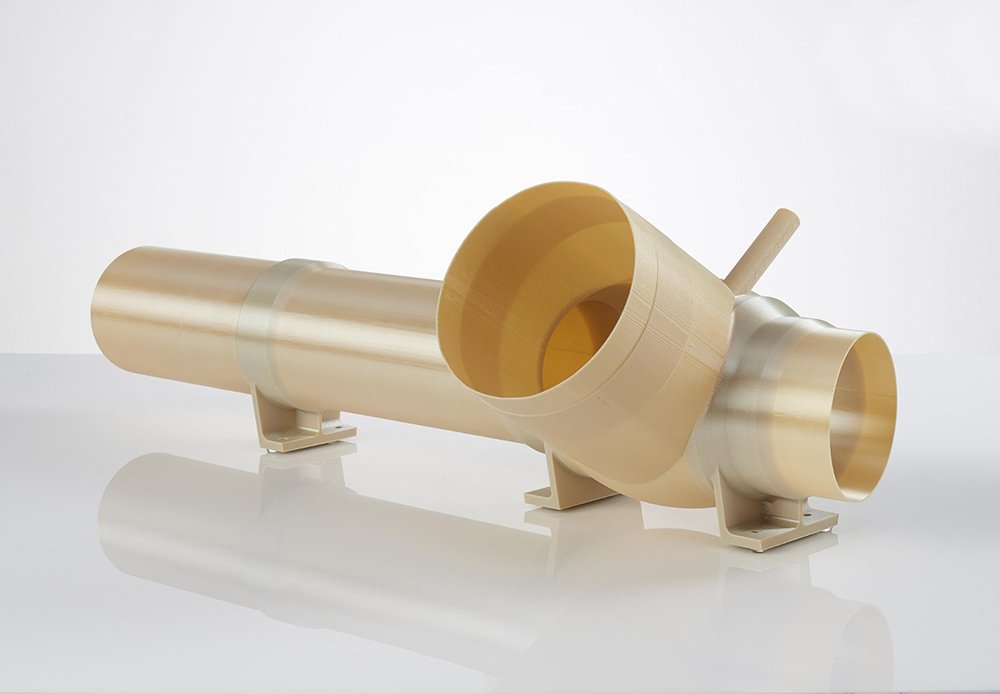
Пластики с выдающимися свойствами очень полезны в космосе. Нет, распечатать из пластика ракетный двигатель пока не получится, термостойкость даже близко не та, но для различных деталей вокруг он подойдет идеально. Пример — Stratasys и «климат-контроль» ракет Atlas V. 16 печатных деталей вместо 140 металлических — быстрее, легче, дешевле. И это не теоретический проект, это уже летало в космос.
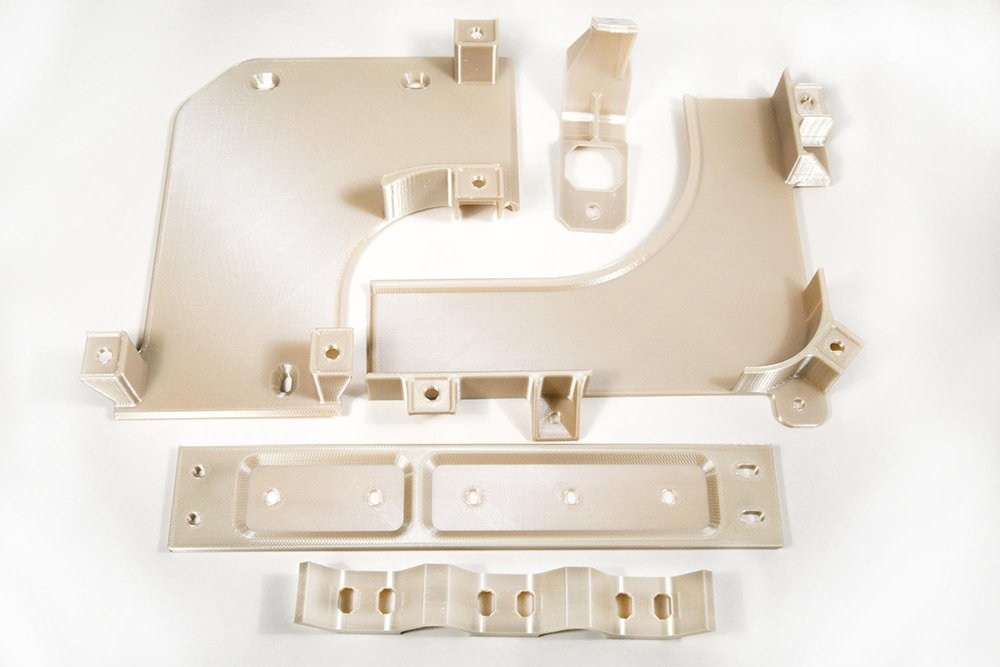
Другой пример — авиация. Высота полета ниже, но применение более массовое. Здесь тоже есть резон снижать массу деталей, переходить на пластик там, где это возможно. Применяется в авиастроении и прямая печать металлами, когда речь идет уже о компонентах двигателей или деталях каркаса фюзеляжа, но менее нагруженные конструктивные элементы, такие как вентиляция салона и элементы интерьера, лучше делать из пластика. Это направление развивает, например, компания Airbus.
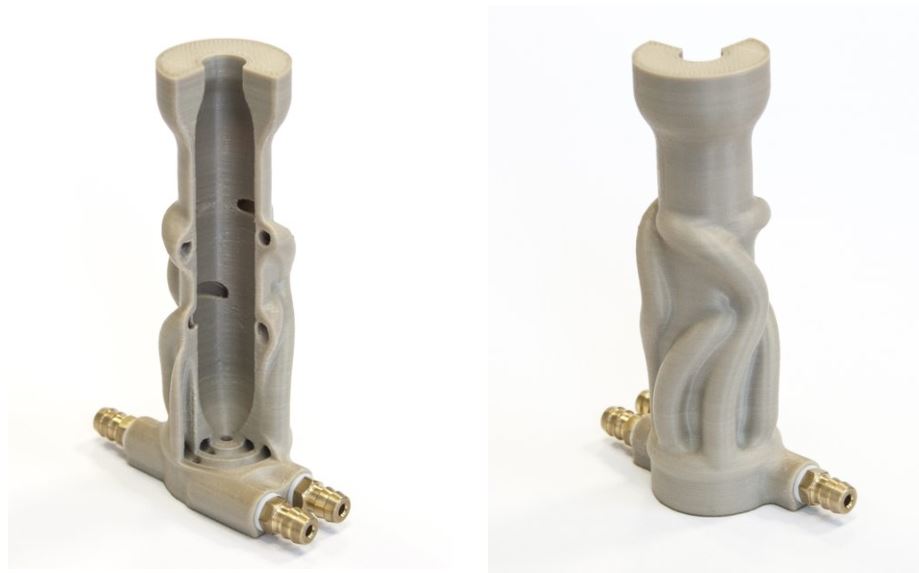
Спускаемся с небес на землю: здесь масса уже не так критична, интересны другие свойства инженерных пластиков. Стойкость к агрессивной химии и повышенной температуре, возможность создания недоступных для классических методов структур. При этом — более низкая цена, в сравнении с металлической печатью. Напечатанные изделия используются в медицине, нефтегазовой отрасли, химической промышленности. Как пример — выполненный для иллюстрации в разрезе смешивающий блок со сложной канальной структурой.
Отличие от привычных пластиков
Почему не запускать в космос PLA и не делать вентиляционные решетки салона самолета из ABS? К инженерным пластикам применяется ряд требований связанных с устойчивостью к высоким и низким температурам, огнестойкостью, механической прочностью. Как правило, все сразу. Так что, «плывущий» при взаимодействии с окружающей средой PLA или отлично горящий ABS в небо запускать нежелательно.
Теперь — к тому, какие, собственно, пластики используются в промышленной печати по технологии FDM/FFF.
Филаменты с поликарбонатом
Поликарбонат — распространенный в промышленности пластик с высокой ударопрочностью и прозрачностью, производится в том числе и для нужд FDM-печати. Материал лучше держит температуру, чем ABS, устойчив к кислотам, но чувствителен к УФ-излучению и разрушается под воздействием нефтепродуктов.
Чистый поликарбонат, PC
Предельная рабочая температура для изделий из поликарбоната — 130 °C. Поликарбонат биологически инертен, изделия из него выдерживают стерилизацию, это позволяет печатать упаковку и вспомогательное оборудование для медицины.
- Stratasys PC, PC-ISO для принтеров Fortus. Первый — общего назначения, второй — сертифицированный на биосовместимость, для медицинского применения.
- Intamsys PC ;
- Esun ePC ;
- SEM PC ;
- PrintProduct PC ;
Сплав поликарбоната и ABS сочетает возможность шлифовки и окраски, свойственную ABS, с более высокой ударопрочностью и рабочей температурой. Сохраняет прочность при низких температурах — до -50 °C. В отличие от чистого PC, лучше применим в тех случаях, когда необходимо ликвидировать слоистую структуру детали шлифовкой или пескоструйной обработкой. Применение: производство корпусов и элементов органов управления для штучного и мелкосерийного выпуска, замена серийных пластиковых деталей в оборудовании, детали к которому перестали выпускать.
- Stratasys PC/ABS ;
- Roboze PC-ABS ;
- SEM ABS/PC ;
- BestFilament ABS/PC .
Филаменты на основе полиамида

Полиамиды используются в производстве синтетического волокна, это популярный материал для печати методом выборочного лазерного спекания (SLS). Для печати по технологии FDM/FFF в основном используются полиамид-6 (капрон), полиамид-66 (нейлон) и полиамид-12. К общим чертам филаментов на основе полиамида относятся химическая инертность и антифрикционные свойства. Полиамид-12 более гибок и упруг, по сравнению с PA6 и PA66. Рабочая температура — около 100 °C, отдельные модификации — до 120.
Прежде всего, из полиамида печатают шестерни. Лучший материал для этой цели, с которым можно работать на обычном 3D-принтере с закрытой камерой. Стойкость к истиранию позволяет делать тяги, кулачки, втулки скольжения. В линейке многих производителей присутствуют композитные филаменты на основе полиамида, с еще большей механической прочностью.
- Stratasys Nylon 6 , Nylon 12CF . Последний — с наполнителем в виде углеволокна.
- Intamsys Nylon , PA6.
- Taulman Nylon 618, Nylon 645 — на основе PA66 и PA6 соответственно. Nylon 680 — разрешенный к применению в пищевой промышленности. Alloy 910 — сплав на основе полиамида, с пониженной усадкой.
- PrintProduct Nylon , Nylon Mod , Nylon Strong ;
- REC Friction ;
- BestFilament BFNylon .
Переходим к самому интересному
Работать с поликарбонатом или полиамидом можно на обычном 3D-принтере. С описанными далее филаментами сложнее, они требуют других экструдеров и поддержания температурного режима в рабочей камере, то есть, нужно специальное оборудование для печати высокотемпературными пластиками. Исключения бывают - например, в NASA, ради эксперимента, модернизировали популярный в США Lulzbot TAZ для работы с высокотемпературными филаментами.
Рабочая температура изделий из PEEK достигает 250 °C, возможен кратковременный нагрев до 300 — показатели для армированных филаментов. Недостатков у PEEK два: высокая цена и умеренная ударопрочность. Остальное — плюсы. Пластик самозатухающий, термостойкий, химически инертный. Из PEEK производится медицинское оборудование и импланты, стойкость к истиранию позволяет печатать из него детали механизмов.
- Intamsys PEEK ;
- Apium PEEK ;
- Roboze PEEK , Carbon PEEK . Второй — армированный углеволокном.

Он же — Ultem. Семейство пластиков, разработанных компанией SABIC. Характеристики PEI скромнее показателей PEEK, но стоимость заметно ниже. Ultem 1010 и 9085 — основные материалы Stratasys для печати функциональных деталей. PEI востребован в аэрокосмической отрасли — масса значительно меньше, в сравнении с алюминиевыми сплавами. Рабочие температуры изделий, в зависимости от модификации материала, достигают 217 °C по информации производителя и 213 — по результатам испытаний Stratasys.
Преимущества у PEI те же, что и у PEEK — химическая и температурная стойкость, механическая прочность. Именно этот материал Stratasys продвигает как частичную замену металлу в аэрокосмической отрасли, для беспилотников, изготовления оснастки для формовки, быстрой печати функциональных деталей в опытном производстве.
Компоненты системы охлаждения ракеты Atlas V и пластиковые детали для лайнеров Airbus, приведенные в качестве примера в начале обзора, выполнены из Ultem 9085.
- Stratasys Ultem 1010 и 9085 , для принтеров Fortus 450mc и 900mc.
- Intamsys Ultem 1010 и 9085 ;
- Roboze Ultem AM9085F ;
- Apium PEI 9085 .

Еще один материал, который сочетает в своих свойствах температурную стойкость, механическую прочность и устойчивость к химическим воздействиям. PPSF от Stratasys сертифицирован для аэрокосмического и медицинского применения. Позиционируется как сырье для производства вспомогательных медицинских приспособлений, может быть стерилизован в паровых автоклавах. Применяется в производстве деталей для лабораторных установок в химической промышленности.
Менее распространен по сравнению с PPSU, обладает схожими физическими характеристиками, химически инертный, самозатухающий. Рабочая температура — 175 °C, до 33% дешевле по сравнению с PPSU.
Читайте также: