Металлургия вторичных цветных металлов
Обновлено: 12.05.2024
Лом и отходы медных сплавов, содержащие олово, цинк, свинец и другие компоненты, используют для выпуска вторичных бронз и латуней.
Бронза внешне отличается от лома других медных сплавов по характеру изделий. Это в основном детали машин, несущие значительные нагрузки: вкладыши подшипников, венцы червячных шестерен или арматура ответственного назначения, художественное литье и т. д.
Отходы бронз — это главным образом стружка.
Оловянные бронзы в зависимости от содержания олова меняют цвет от желтовато-розового при 2% олова до розоватокоричневого при 9—11%. С дальнейшим повышением содержания олова цвет переходит сначала в серый, а затем при 30— 35% в белый. По условиям поставки лом и отходы оловянных бронз разделяются на три сорта: сорт первый (не ниже 6% Sn), сорт второй (не ниже 2% Sn), сорт третий (неразделанный и засоренный лом).
Алюминиевые бронзы имеют цвет от бледно-желтого до желтовато-коричневого, бывают как в литом, так и в деформированном виде. Необработанное бронзовое литье имеет большие усадочные раковины. Условиями поставки сырья выделяются отходы прокатных бронз Бр.А5; Бр.А7.
Свинцовистая бронза в зависимости от содержания свинца имеет цвет от серовато-коричневого до темно-серого. Поставляется отдельными партиями с паспортом.
Латунь может быть в виде литья (арматура, художественные изделия), но в значительно большем количестве она поступает в деформированном виде (отходы труб, прутков, лент, листов; стреляные гильзы, радиаторы, домашняя утварь). Латуни двухкомпонентные при низком содержании меди имеют зеленый цвет, с повышением содержания меди цвет переходит в желтый и затем в розовый (томпак). Латунное сырье делится на три группы:
- Группа I (лом и кусковые отходы непаяные и нелуженые). Эту группу можно отличить по отсутствию полуды и паяных швов. В первом сорте содержится не менее 62% Cu. Это отходы листов, труб, проволоки, военный лом — гильзы. Сюда относятся также томпак и полутомпак, легко отличимые по цвету. Ко второму сорту относятся свинцовистые латуни.
- Группа II (лом и кусковые отходы паяных и луженых, а также оловянных латуней). Основным признаком этой группы является полуда и следы пайки. Сорт 1-й разделанный лом, 2-й — не разделанный лом.
- Группа III (латунная стружка с паспортом).
Кремнистая латунь имеет серовато-желтый цвет. Твердость большая — напильник скользит по поверхности лома. Необработанное литье имеет большие усадочные раковины. Поставляется отдельными партиями с паспортом. Марганцовистая латунь имеет розовый цвет. Поставляется отдельными партиями с паспортом. Алюминиевые латуни имеют зеленовато-желтый цвет. Поставляются партиями с паспортом.
Разделка лома
Лом и металлические отходы медных сплавов, поступающие на производство вторичных сплавов, подвергаются следующей подготовке.
Бронзовый лом, негабаритный по размерам или вследствие чрезмерно большого веса, режут дисковыми пилами или разделывают электродуговой резкой; иногда разбивают под копром в холодном или нагретом виде. При небольших масштабах работы применяют местный нагрев в наиболее уязвимых местах разделываемого лома посредством пламени керосинореза. Мелкий бронзовый лом разделывают на аллигаторных ножницах.
Латунный лом — радиаторы и прочий лом разделывают пневматическим инструментом и режут на приводных ножницах. Используемые для целей охлаждения воды или каких-либо других жидкостей радиаторы, устанавливаемые на автомобильных, тракторных, танковых и авиационных двигателях, состоят из охлаждающей решетки в виде набора трубок и пластин, кожуха из латуни или листовой стали, нижней и верхней коробок из латуни или стали.

Рис. 98. Решетки радиаторов
Охлаждающие решетки делаются из латуни и томпака. Решетки с воздушными трубками (рис. 98, а) имеют набор круглых трубок длиной по толщине радиатора и диаметром 6—8 мм, развальцованных на краях квадратом или шестигранником. Концы трубок спаиваются. В радиаторах этого типа охлаждающий воздух проходит внутри трубок, а охлаждаемая жидкость — между трубками в перпендикулярном направлении. Решетки с водяными трубками (рис. 98, б) отличаются тем, что в них охлаждаемая жидкость проходит в трубках, а воздух — между трубками.
В некоторых типах радиаторов трубки или пластины могут быть из черного металла.
По характеру металла решеток радиаторный лом разбивается на группы:
- латунные радиаторы;
- томпаковые радиаторы;
- комбинированные (латунь и томпак) радиаторы;
- радиаторы с железными частями в решетке.
Различают радиаторы по их назначению: авиационные, имеющие круглую, овальную или полуовальную форму; автомобильные, тракторные и танковые, имеющие прямоугольную форму. Бывают небольшие радиаторы, применяемые для охлаждения в системе смазки двигателей.
Радиаторы разделывают посредством пневматического инструмента и ножниц. Рубка позволяет отделить кожух, нижнюю и верхнюю коробки, патрубки. Охлаждающую решетку режут на аллигаторных ножницах, после чего она поступает на пакетирование в пакет-пресс.
Бытовой латунный лом разделывают пневматическим инструментом: отделяются детали из прокатного материала от литых, например, от корпусов самоваров отделяют поддоны, ручки, краны, конфорки, изготовленные из литейных сплавов.
Крупный медный лом (паровозные топки) режут на дисковых пилах или рубят пневматическим инструментом.
Для разделки медного кабеля имеются специальные станки, простейший из них представляет собой стационарно установленную дисковую пилу, посредством которой разрезают стальную броню и свинцовую обкладку кабеля, после чего извлекают медные жилы. Для отделения изоляции медные провода подвергают обжигу, иногда после обжига применяют грохочение через крупное сито для отделения обуглившегося материала.
Сортировка
Сортировка сплавов на медной основе требует большого внимания и опыта. Характер сплава оценивается по форме изделия, по цвету, излому и т. д. Капельное опробование облегчает распознавание сплавов. Может использоваться электролитический метод определения элементов в медных сплавах, основанный на явлении электролиза, при этом в электролит переходят ионы элементов с испытуемого образца, присутствие которых вызывает окрашивание при воздействии реактивами.

Рис. 99. Схема установки для электролитического капельного метода определения сплавов
Схема действия прибора для электролитического определения показана на рис. 99. Установка состоит из 4-в батареи 1, катода 2, анода 3, прокладки 4. Анод подключают к положительному полюсу батареи и устанавливают на испытуемый образец 5. Катод, изготовленный из алюминия, подключают к отрицательному полюсу батареи и устанавливают на образец через прокладку, пропитанную электролитом. В течение нескольких секунд пропускают ток, затем снимают прокладку и, положив ее на вогнутое стекло, подвергают действию одной-двух капель реактива. Происходит характерное окрашивание, указывающее на присутствие определенных элементов. Составы электролитов и реактивов, материал прокладки, время прохождения тока и цвета окрашивания приведены в табл. 46.

Таблица 46 Материалы, применяемые при электролитическом определении металлов
Наиболее точным методом распознавания медных сплавов является стилоскопнческий метод. В качестве пробы используются анализируемые детали. Работу ведут с постоянным медным электродом.
Присутствие кремния в сплаве можно заметить по характерной слегка отскакивающей корочке, образующейся на поверхности лома при обжиге электрической дугой.
Определение состава лома медных сплавов начинают с цинка. Отсутствие цинка или присутствие его в небольших количествах указывает на то, что сплав не латунь, а оловянная или безоловянная бронза. Последующая проверка содержания олова позволяет отделить оловянные бронзы от специальных бронз. Содержание цинка до 16% указывает, что это томпак или полу- томпак, латунь ЛО90-1 или оловянноцинковая бронза. Группу томпака и полутомпака отделяют при полном отсутствии олова, латунь ЛО90-1 при содержании до 0,75% Sn и, наконец, оловянноцинковые бронзы при содержании свыше 2% Sn. Отобранную оловянную бронзу разделяют на группы по содержанию олова. При содержании цинка свыше 16% могут быть только латуни — двойные или специальные. Специальные бронзы и латуни после проверки компонентов (алюминия, железа, марганца, свинца, кремния, никеля) делят на соответствующие сплавы.
Таблица 47 Классификация сырья медных сплавов по содержанию основных компонентов сплава Таблица 47 продолжение
Классификация сырья медных сплавов по содержанию основных компонентов сплава
По содержанию важнейших элементов сырье может быть разделено на следующие группы (табл. 47).
- сырье, содержащее олово, предназначается для производства бронз ОЦС;
- сырье, содержащее цинк и не имеющее, кроме меди, других компонентов, предназначается для производства латуней и как подшихтовочный материал для бронз;
- сырье, содержащее алюминий, предназначается для производства алюминиевых бронз;
- сырье, содержащее марганец, предназначается для производства марганцевых латуней;
- сырье, содержащее кремний, предназначается для производства кремнистых латуней.
При отсутствии анализа лома содержание основных компонентов при расчете шихты принимают на основании данных, установленных практикой (табл. 48).
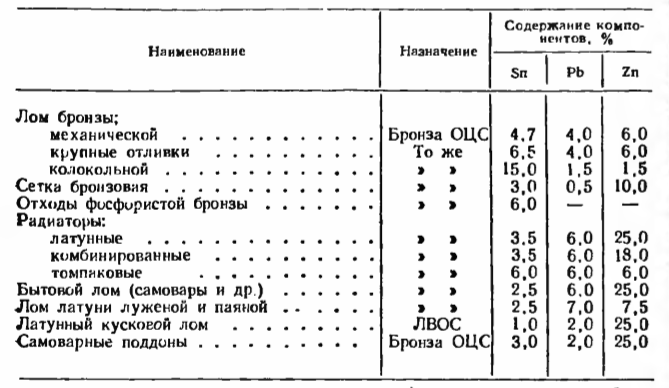
Таблица 48
Ориентировочный состав оловосодержащего сырья
Стружку различных медных сплавов подготавливают раздельно для каждого сплава. Вьюнообразную стружку «паук» измельчают в дробилках. Для удаления масел используют центрифуги. Стружку сушат в сушильных барабанах, затем обрабатывают на магнитных сепараторах для извлечения механической примеси железа, после чего брикетируют.
Военный лом на заводы должен поступать в обезвреженном виде. Для лучшей гарантии от попадания взрывоопасных предметов на заводах должен быть проведен повторный пиротехнический контроль.
Контроль осуществляется пиротехниками поштучным осмотром деталей в ломе. Мелкий лом (винтовочные и револьверные гильзы), при контроле которых бывает недосмотр (попадание гильз с непрострелянными капсюлями), пускают на обжиг в специальную вращающуюся барабанную печь.
Листовые отходы подлежат пакетированию на гидравлическом пакет-прессе.
Легирующие материалы
В производстве вторичных сплавов на медной основе применяют следующие легирующие материалы.
Олово — чушковое олово (первичное); переплавленная оловянная фольга; олово, снимаемое с консервных банок; оловянносвинцовые сплавы.
Свинец — кабельный свинец, рольный свинец.
Цинк — переплавленный лом цинка.
Кремний — кристаллический, ферросилиций.
Марганец и ферромарганец.
Железо — стальная стружка, биметалл.
Флюсы
При плавке вторичного сырья на медной основе применяются флюсы, способные растворять окислы или понижать вязкость шлаков. К таким материалам относятся: плавиковый шпат (CaF2), образующий легкоплавкие расплавы, кальцинированная сода (Na2CO3), понижающая температуру плавления и вязкость силикатных шлаков, и криолит (Na3AlF6), растворяющий окись алюминия.
При чистой шихте применяют бой обыкновенного технического стекла с добавкой буры (Na2B4O7).
В качестве силикатного флюса можно использовать гранулированный шлак шахтных печей после плавки медного сырья.
На заводах по производству вторичных медных сплавов применяются следующие составы флюсов, %:
Плавка оловянных бронз
Гранулированный шлак шахтных печей …..60—70
Плавиковый шпат ……………………………………10—20
Кальцинированная сода …………………………..10—20
Плавка латуней
Кальцинированная сода ………………………50—60
Плавиковый шпат ……………………………….30—40
Бура или бой стекла …………………………….5—10
Плавка алюминиевых бронз
Расчет шихты
Металл при плавке теряется вследствие окисления и механического захвата в процессе скачивания шлаков. При плавке медных сплавов потери отдельных компонентов неодинаковы. Наибольшему окислению подвергаются: цинк, алюминий, марганец, кремний, железо. Металлы, содержащиеся в шлаках, могут быть извлечены последующей плавкой в шахтной печи.

Таблица 49 Потери металлов при выплавке медных сплавов, %
В табл. 49 приведены потери металлов при производстве сплавов, учитываемые в расчетах шихты.
Расчет шихты для производства литья из бронзы Бр.ОЦС6-6-3 плавкой в отражательной печи
В бронзе содержание олова и цинка в пределах 5—7%, содержание свинца 2—4% (см. табл. 23). Берут среднее содержание компонентов: 6% Sn; 6% Zn; 3% Pb; Cu — остальное. Расчет ведут на 1 т готового металла.
Содержание олова в шихте
Необходимое количество олова с учетом угара 3%
Всего олова в шихте нужно иметь 60 кг + 1,8 кг = 61,8 кг.
Содержание цинка в шихте с учетом угара 17%

Содержание свинца в шихте при угаре 3%

Содержание меди определяют по разности. Общий вес шихты, принимая потери металлов 5%,

тогда необходимое количество меди 1050 — (61,8 + 70,2 + 30,9) = 887,1 кг.
Количество шихты, готового металла и потерь для производства 1 т бронзы можно представить в виде баланса (табл. 50).

Таблица 50 Баланс металлов при плавке бронзы ОЦС6-6-3
Если бы бронзу изготавливали только из чистых металлов, данный баланс завершал бы расчет шихты. При плавке бронзы из вторичного сырья рассчитанные количества основных компонентов необходимо набрать из различных сплавов, исходя из имеющегося сырья. Недостающие количества компонентов в шихте восполняют первичными металлами. Содержание элементов во вторичном сырье принимают на основании химических анализов. Приблизительный состав сырья, не имеющего анализа, принимают по табл. 48. Расчет шихты из вторичного сырья с подшихтовкой первичных металлов приведен в табл. 51.

Таблица 51 Шихта для производства бронзы ОЦС6-6-3
Если в процессе плавки экспресс-анализ покажет содержание какой-либо смеси выше допустимого, необходимо сплав рафинировать с целью снижения содержания примеси до предела, допускаемого стандартом, или разбавить содержание примеси введением меди.
Расчет шихты для производства бронзы Бр.ВАЖМц в электрической печи
Расчет производится на 1 т сплава. Содержание компонентов в сплаве следующее: 9,2% Al; 1,5% Mn; 3% Fe; Cu — остальное.
Необходимое количество алюминия при угаре 3% составит

Необходимое количество марганца при угаре 10% будет

Необходимое количество железа при угаре 4% составит

Содержание меди в шихте подсчитывают по разности с учетом основных компонентов и примесей. Общее количество шихты при потере металлов 4% равно 1040 кг/т. Расчет шихты из вторичного сырья с подшихтовкой первичных металлов в качестве примера приведен в табл. 52.

Таблица 52 Шихта для производства Бр.ВАЖМц
Расчет шихты для производства кремнистой латуни ЛК в отражательной печи
Расчет производится на 1 г сплава. Содержание компонентов в сплаве следующее: 3,5% Si; 19% Zn; Cu — остальное. Необходимое количество кремния с учетом угара 18% составит
Необходимое количество цинка с учетом угара 20% будет
Количество шихты при общей потере металлов 8% составит

Содержание меди подсчитывают по разности.

Таблица 53 Шихта для производства латуни ЛК
В табл. 53 приведен пример расчета шихты для производства латуни ЛК из вторичного сырья.
Колобов Г.А., Бредихин В.Н., Чернобаев В.М. Сбор и обработка вторичного сырья цветных металлов
Учебник для вузов. М.: Металлургия, 1992. - 288 с.
Рассмотрены сырьевые ресурсы вторичной цветной металлургии, их структура, вопросы сбора и заготовки вторичного сырья цветных металлов. Изложены теоретические основы и физическая сущность технологических процессов подготовки вторичного сырья к металлургическому переделу. Описаны основные операции и оборудование для первичной обработки отходов цветных металлов, современные методы сепарации сложных видов отходов, а также методы контроля сырья и продуктов переработки. Большое внимание уделено практике первичной обработки отходов легких, тяжелых и редких металлов. Освещены вопросы проектирования цехов по первичной обработке отходов цветных металлов.
Учебник предназначен для студентов металлургических вузов, а также может быть полезен инженерно-техническим работникам предприятий вторичной цветной металлургии. Ил
.80. Табл
.25. Библиогр. список: 21 назв.
Зеликман А.Н. Металлургия тугоплавких металлов
- формат djvu
- размер 5.41 МБ
- добавлен 13 октября 2009 г.
М.: Металлургия, 1986. - 440 с. Систематизированы и детально изложены физико-химические основы и технология производства тугоплавких редких металлов (вольфрама, молибдена, рения, ниобия, тантала, титана, циркония, гафния). дана характеристика физических и химических свойств, областей применения этих металлов. Рассмотрены способы производства химических соединений тугоплавких металлов из рудного и вторичного сырья, использование жидкостной экстра.
Колобов Г.А. Вторичный вольфрам. Конспект лекций (Металлургия редких металлов. Часть 1)
- формат djvu
- размер 1.93 МБ
- добавлен 26 декабря 2009 г.
Запорожье: издательство ЗГИА, 2005. - 44 с. В конспекте изложен материал по металлургии вторичного вольфрама, входящий составной часть в лекционный курс по дисциплине "Металлургия редких металлов" ( Раздел "металлургия вторичных металлов"). Предназначен для студентов дневной и заочной форм обучения.
Купряков Ю.П. Производство тяжелых цветных металлов из лома и отходов
- формат djvu
- размер 19.91 МБ
- добавлен 26 марта 2011 г.
Харьков, Основа, 399 с, 1992 Описана технология производства тяжелых цветных металлов - меди, свинца, никеля, кобальта, цинка, олова - из лома и отходов. Даны современные схемы подготовки и переработки вторичного сырья, рассмотрены конструкции основного шихтоподготовительного оборудования и металлургических агрегатов. Для специалистов, научных работников и студентов. 400 dpi, 24 bit, OCR -н ет
Липицкий А.М. Плавка чугуна и сплавов цветных металлов
- формат djvu
- размер 2.44 МБ
- добавлен 24 сентября 2010 г.
Л.: «Машиностроение». 1973. - 192 с. В книге приводятся сведения о литейных и механических свойствах чугуна и сплавов цветных металлов, применяемых в машиностроении; рассматриваются шихтовые материалы для приготовления сплавов и плавильные печи; даны примеры расчета шихты для отливок из чугуна и сплавов цветных металлов. В сжатой форме освещаются вопросы организации труда и техники безопасности в плавильных отделениях.
Марченко Н.В. Металлургия тяжелых цветных металлов
- формат pdf
- размер 5.19 МБ
- добавлен 20 октября 2011 г.
Красноярск: издательство Сибирского Федерального Университета, 2009 год, - 394с В учебном пособии изложены физико-химические основы и технология производства цветных металлов свинца, цинка, меди и никеля из рудного сырья. Дана характеристика исходных материалов, методов подготовки сырья к металлургической переработке. Описано основное оборудование, приведены технико-экономические показатели переделов, формирующих технологические схемы производств.
Перфильева Н.С. Металлургия благородных металлов. Лабораторный практикум
- формат pdf
- размер 366.23 КБ
- добавлен 01 февраля 2012 г.
Красноярск : Сибирский федеральный университет, 2007. - 42с. Формы нахождения золота в рудах Пробирный анализ золотосодержащих материалов Выделение благородных металлов из растворов цианирования цементацией Извлечение золота из вторичного сырья
Рюмин А.И. Опознавательно-информационная система классификации лома электронных изделий
- формат pdf
- размер 43.84 МБ
- добавлен 07 марта 2011 г.
Красноярск: ИПК "Платина", 1999. - 283 с. Опознавательно-информационная система классификации лома электронных изделий выполнена в Красноярской государственной академии цветных металлов и золота по заданию ОАО "Красноярский завод цветных металлов». Натурные образцы представлены ТОО "СЭЛ", являющимся одним из ведущих переработчиков вторичного сырья в Сибири. Система охватывает около 400 единиц изделий электроники и сгруппирована по следующим тип.
Худяков И.Ф.(ред.)Технология вторичных цветных металлов
- формат pdf
- размер 5.12 МБ
- добавлен 19 апреля 2011 г.
Москва: Металлургия, 1981. - 280 с. Рассмотрены вопросы заготовки и первичной переработки лома и отходов цветных металлов. Изложена технология получения вторичных цветных металлов, приведены их технико-экономические показатели. Рассмотрены вопросы охраны окружающей среды, учебник для вузов по специальности Металлургия цветных металлов.
Циммерман Р., Гюнтер К. Металлургия и материаловедение. Справочник
- формат djvu
- размер 9.07 МБ
- добавлен 20 февраля 2009 г.
Справ. изд. Пер. с нем. М.: Металлургия, 1982. - 480 с. Кратко изложены теоретические и технологические основы производства черных и цветных металлов и сплавов, их. обработки. Описаны свойства различных металлов и сплавов. Освещены основные положения физического металловедения, современные методы изучении структуры и свойств металлов и сплавов. Рассмотрены металлические материалы, используемые в технике, полупродукты и заготовки, полупроводниковы.
Цыганов А.С. Производство вторичных цветных металлов и сплавов
- формат djvu
- размер 4.56 МБ
- добавлен 31 мая 2009 г.
Пособие для подготовки и повышения квалификации рабочих. Государственное Научно-техническое издательство литературы по черной и цветной металлургии. - М. : 1961. - 152с. Учебное пособие для подготовки и повышения квалификации рабочих и мастеров основных специальностей шихтовых и плавильных цехов заводов по производству цветных металлов и сплавов из вторичного сырья. Изложены в общедоступной форме основы металловедения, металлургических процессов.
Вторичное сырье цветных металлов
Как только человек научился добывать металл из руды у него возникла потребность в повторном использовании отходов производства и отходов потребления.
В принципе, металл из руды и металл из отходов, в конечном счёте, не имеет отличий. Однако энергетические затраты для получения металла из руды значительно больше ( иногда на порядок), чем при получении металла из отходов.
Большинство стран мира уделяют значительное внимание вторичной металлургии, т.е. вовлечению отходов в оборот. Отходы это «консервы промышленности» и государство, вовлекая их в оборот, имеет значительные преимущества перед государствами, получающими тот же металл из руды, табл. 2.2.

В принципе, зная объёмы потребления цветных металлов в стране и на какие изделия расходуется цветной металл можно прогнозировать объёмы и физические виды возврата отходов металла по годам. Это позволяет, корректировать импорт металла и обьёмы добычи руды, заменяя их возвращаемыми из эксплуатации отходами потребления (лом).
Развитая структура в государстве по сбору, подготовке, и металлургической переработке лома и отходов производства является необходимым и достаточным условием для динамического и устойчивого развития экономики любого государства.
Государство не способное перерабатывать (утилизировать) лом и отходы не имеет будущего.
Виды металлического и металлсодержащего вторичного сырья (лом и отходы) показано на рис.2.5.

Наиболее существенную его часть составляет отходы производства – лом различного происхождения. В зависимости от того, в какой форме находится металл в отходах они подразделяются на металлические и неметаллические. Между этими группами отходов имеются, однако, многообразные формы перехода. При этом следует учесть, что имеются значительные экономические и технические преимущества при использовании вторичного сырья по сравнению с рудным сырьëм. Эти преимущества заключается в следующем:
- уменьшаются общие затраты на производство продукции, так как отпадает необходимость в одной или нескольких технологических операций;
- снижается удельное потребление энергии на производство продукции;
- замкнутый кругооборот металла ограничивает воздействие неблагоприятных факторов на состояние окружающей среды.
Значительная экономия энергии достигается особенно при использовании алюминиевого лома (рис.2.6.а). При переплаве медного лома энергии экономится меньше, так как он часто загрязнён, т.е. имеет относительно низкий энергетический уровень (рис.2.6.б).

В целом же использование лома экономически выгодно и это выражается в значительной доле металла, производимого из лома и отходов.
Однако исходное состояние лома таково, что в большинстве случаев его нельзя непосредственно подавать на переплав, т.е. его физические свойства и состав не соответствуют требованиям, предъявляемым к металлургической шихте. По этой причине лом должен предварительно готовиться к переплаву, что можно считать первой стадией его переработки. Для решения этой задачи применяются различные технологические процессы и оборудование. При этом часто возможно использовать опыт подготовки минерального сырья, что и наблюдается в практической деятельности.
Большое количество видов отходов и разнообразие технологий их переработки, как вторичного сырья, диктуют необходимость чёткой их классификации, ГОСТ 1639-93 (ДСТУ 3211-95).
Классификация лома и отходов цветных металлов — деление лома и отходов по видам, физическим признакам, химическому составу и засорённости. Отходы цветных металлов и сплавов делят на классы, группы и сорта.
Класс – единица классификационного деления, определяющая лом и отходы цветных металлов и сплавов по физическим признакам (лом, стружка, шлак и т.п.).
Группа – единица классификационного деления, определяющая совокупность марок цветных металлов и сплавов, объединённых по механическим и (или) по технологическим свойствам и близких по химическому составу (чистый алюминий, алюминиевые литейные сплавы, деформируемые алюминиевые сплавы и т.п.).
Сорт – единица классификационного деления, характеризующая лом и отходы цветных металлов и сплавов по видам, засорённости и размерам.
По источникам образования отходы производства делят на:
- отходы металлургического производства (шлаки, съёмы, сплесы и др.);
- отходы прокатного передела (обрезь концов, стружка, опилки, окалина и др.);
- отходы литейного производства (литники, прибыли, съёмы, и др.);
- отходы механической обработки литья, прессованных изделий, поковок и т.д. (стружка, высечка, обрезь, облой и др.);
- отходы кабельного производства (обрезь концов кабеля и проволоки, путанка и др.);
- отходы химического производства (отработанные катализаторы, шламы);
- отходы процессов горячего и электролитического покрытия (изгарь, шламы).
По способу использования отходы делят на текущие, оборотные, отвальные и безвозвратные потери.
Текущие отходы образуются на предприятиях в процессе производства.
Оборотные отходы используются на предприятиях, где они образуются.
Отвальные — это отходы, переработка которых существующими в настоящее время методами экономически не целесообразна.
Безвозвратные потери — это отходы, образующиеся при коррозии, истирании, чистовой механической обработке, угаре металлов, несобранные отходы. Безвозвратные потери составляют 8÷10% от выпуска цветных металлов.
Взрывоопасные – отходы, в которых имеются взрывчатые и легковоспламеняющиеся вещества, герметически закрытые и полые предметы, содержащие лёд, влагу, масла, специальные жидкости, а также любые отходы, не прошедшие пиротехнический контроль.
Обезвреженные – отходы, освобождëнные от взрывоопасных предметов, ядовитых и вредных веществ.
Габаритные – отходы, габариты которых соответствуют требованиям загрузки металлургических печей.
Негабаритные – отходы, габариты которых не соответствуют требованиям загрузки металлургических печей.
Легковесные – отходы с низкой объёмной плотностью (фольга).
Кусковые – отходы, полученные при литье, прокатке, ковке, штамповке и обрезке (сюда не относятся шлаки, пыль, окалина, опилки и т.п.).
Стружка – отходы, образующиеся при обработке полуфабрикатов и изделий на металлообрабатывающих станках. Стружка делится на вьюнообразную (с длиной витка более 100мм), сыпучую (с длиной витка до 100мм) и смешанную, низкокачественную, состоящую из смеси вьюнообразной и сыпучей стружки и содержащую посторонние включения.
Порошкообразные – отходы, образующиеся при производстве металлических порошков и изделий из них.
Отходы потребления (лом) по источникам образования укрупнено делят на три группы:
- Промышленные, транспортные и сельскохозяйственные (машины, оборудование, детали, изделия, инструмент).
- Военные (самолетные, корабельные, ракетные, боеприпасы и другое военное имущество).
- Бытовые (предметы домашнего обихода), образующиеся у населения.
Отходы потребления (лом) первой и второй групп образуют категорию амортизационного лома.
Аналогично отходам производства отходы потребления (лом) делят по физическим признакам.
В соответствии с ДСТУ 3211-95 (ГОСТ 1639-93) “Лом и отходы цветных металлов и сплавов. Общие технические условия” отходы цветных металлов подразделяются на следующие классы:
Класс А — кусковые отходы, представленные в виде части объема заготовки из цветных металлов и сплавов, отделяемой при обработке металла давлением, раскрое, литье, а также лом – отходы потребления в виде изделий или их составных частей.
Класс Б — стружка цветных металлов и сплавов, представленная как отходы производства в виде узкого поверхностного слоя металла, отделяемого от заготовки при обработке резанием.
Класс В — порошкообразные и пастообразные отходы, образующиеся в процессе изготовления и обработки различных изделий.
Класс Г — прочие отходы.
Класс Ж — отходы кабеля и проводников тока.
Класс И — прочий лом сложный.
Класс Л — отходы биметаллов.
Класс Н — отходы катализаторов.
Лом и отходы цветных металлов подразделяются по видам металлов:
- медь и медные сплавы;
- алюминий и алюминиевые сплавы;
- вольфрам, вольфрамсодержащие химические соединения, сплавы вольфрама;
- кадмий; кобальт, его соединения и сплавы;
- магний и магниевые сплавы;
- молибден, молибденсодержащие химические соединения и сплавы;
- никель и никелевые сплавы;
- олово и оловянно-свинцовые сплавы;
- ртуть и ее соединения;
- свинец и свинцовые сплавы;
- титан и титановые сплавы;
- цинк и цинковые сплавы;
- лом сложный;
- лом бытовой.
Классы в зависимости от химического состава делятся на группы. В зависимости от вида металла количество групп различно; каждая первая группа представляет собой технически чистый металл, а каждая последняя — отходы низкокачественные. Каждую группу подразделяют на сорта, характеризующие качественные признаки лома и отходов: содержание металла, степень разделки, габариты, засорëнность.
К первому сорту относятся наиболее качественные лом и отходы, не требующие дополнительной подготовки для металлургического передела. Отходы первого сорта поставляют сортированые по маркам сплавов, а при возможности их пакетирования — в пакетах или же в пачках или стопках.
Второй сорт — отходы, состоящие из сплавов одной группы или марки, но засорëнность у которых выше, чем в первом сорте.
Третий сорт — отходы, поставляемые по группам сплавов, имеют засорëнность чëрными металлами или другими цветными металлами больше, чем во втором сорте.
Отходы цветных металлов, не отвечающие требованиям к сортам основных групп, но направляемые на переработку, относятся к низкокачественным. Максимальные размеры отдельных кусков низкокачественных отходов не должны превышать 1000•1000•2000мм (по соглашению с потребителем допускается сдача отходов, превышающих указанные размеры и массу).
Медь, алюминий, свинец, цинк и их сплавы составляют ~ 95% заготавливаемых в настоящее время отходов цветных металлов. Остальная часть заготавливаемых лома и отходов представлена титаном, никелем, магнием, оловом, вольфрамом, кадмием, кобальтом, молибденом, ртутью или их соединениями и сплавами.
Разновидностями сложного лома являются освинцованный кабель и провода с медной или алюминиевой жилами, кабель с алюминиевой оболочкой и медной жилой. Наиболее многокомпонентными из сложных видов является лом или брак радиоаппаратуры и электротехнических изделий.
Бытовой лом содержит в основном сплавы меди, алюминия, магния, никеля, олова, свинца и цинка.
Отнесение отходов к какой-либо классификационной группе требует опробования сырья, которое включает комплекс операций по отбору и подготовке пробы для определения засоренности, металлургического выхода и химического состава. Под засорëнностью понимают наличие механических примесей (включая влагу и масло) в ломе и отходах, под металлургическим выходом — выход цветного металла или сплава в процентах при плавке шихтовых материалов. Лом может иметь приделки, т.е. детали из стали, чугуна,
неметаллического материала, а также цветного металла и сплава, отличающегося по химическому составу от лома, с которым они соединены.
Эффективность использования вторичного сырья тесно связана с его подготовкой и переработкой, тем более что свыше 60% заготавливаемых лома и отходов цветных металлов сдается как низкокачественное сырье. Для получения качественных металлов и сплавов оно должно быть подвергнуто первичной обработке, под которой понимают операции пиротехнического и радиационного контроля, а также совокупность процессов сортировки, разделки и приведения лома и отходов к соответствующей массе и размерам.
Производство меди из вторичного сырья
Производство меди из вторичного сырья состоит из следующих переделов:
- Подготовка сырья к плавке.
- Шахтная плавка, осуществляемая с целью восстановления меди из окислов и для разделения в расплавленном виде продуктов плавки — металла и шлака. Получаемый в процессе шахтной плавки металл называется черной медью. Кроме меди, в нем содержатся примеси других металлов.
- Конвертирование черной меди с дополнительной переработкой некоторой части вторичного сырья, вводимого в конвертер в качестве холодных присадок. В этом процессе из черной меди удаляется основная масса примесей и получается черновая (конвертерная) медь, содержание меди в которой 96—98%.
- Огневое рафинирование, осуществляемое для удаления примесей из конвертерной меди. Медь после огневого рафинирования разливают в аноды для последующего электролитического рафинирования. Содержание меди в анодах (анодная медь) составляет в среднем 99,2%.
- Электролитическое рафинирование, в результате которого получается высококачественная катодная медь.
Сырье и его подготовка
Для производства меди используют сырье, относящееся по ГОСТ 1639—48 к группе низкокачественного лома и отходов меди и сплавов на медной основе, сорт II и вне сорта.
Крупный лом и отходы — сырье крупных габаритов в виде неразделенного лома с большим содержанием стали и прочих примесей, а также отходы литейного производства: выломки из ковшей, печные «козлы» — разбивают под копром, режут автогенной или электродуговой резкой на куски, допускающие завалку их через загрузочные окна шахтных печей.
Мелкий лом и отходы (всевозможный лом и отходы меди и медных сплавов, значительно засоренные сталью, пластмассами. лакокрасочными покрытиями и т. д.) непосредственно направляют в шахтные печи.
Военный лом. Гильзы винтовочные, револьверные, охотничьи и другие, поступающие в смешанном виде или значительно засоренные, должны пройти пиротехнический осмотр, после чего их направляют на плавку в шахтные печи.
Латунные отходы. Нешихтовая латунь: высечка, лента, обрезки, отходы труб, стружка. Латунные отходы используют в качестве холодных присадок при конвертировании.
Шлаки литейного производства, содержащие корольки меди и медных сплавов, окислы меди и другие химические соединения ее, подвергают грохочению на сите с отверстиями в 15 мм. Мелочь после грохочения направляют на спекание, крупные шлаки — в шахтные печи.
Сора. Содержащими медь сорами называется мелкий сыпучий материал (отработанные формовочные земли), в котором имеются корольки металла и сплески, мелкие шлаки, наждачная пыль от абразивной обработки литья, сметы меднолитейных цехов и др.
Обогащение отходов
Для обогащения сора и шлаки в отдельных случаях можно подвергать сухому или мокрому измельчению в шаровой мельнице, а затем грохочению на сите 1 мм. Класс +1 мм в зависимости от содержания в нем металла или считают готовым концентратом, или подвергают дальнейшему обогащению на отсадочной машине. Класс —1 мм далее обогащают на концентрационном столе.
Спекание
Мелкое сыпучее сырье не пригодно для переработки в шахтной печи, так как оно в значительной степени выносится с отходящими газами или плотно слеживается в шахте печи и затрудняет выход газов. Поэтому мелкое сырье спекают для получения агломерата — спеченных пористых кусков. Поступающие на переработку сора обычно содержат мелкую металлическую стружку и другие вещества, окисляющиеся при спекании и выделяющие при этом тепло. В состав шихты, подвергающейся спеканию, вводят горючие вещества в виде каменноугольной мелочи или древесных опилок и шлакообразующие вещества из расчета получения жидкоплавких соединений, способствующих спеканию.
Технологический процесс спекания сырья в чашах состоит в следующем.
Для обеспечения однородности состава агломерата различные партии соров смешивают.
Шихта для спекания обычно имеет следующий состав, %:
Сора……………………………………………………………………………….. 60
Медистая окись цинка от пылеулавливания ………………….. 10
Мелкая стружка (стальная или загрязненная латунная) … 5
Оборотный агломерат (мелочь)……………………………………… 10—15
Гранулированный оборотный шлак ……………………………… 10—20
Угольная или коксовая мелочь ……………………………………… 2—4
Шихту увлажняют до содержания влаги 8—10%, затем смешивают в смесителе или в дезинтеграторе. Подготовленную таким образом шихту подают в тележку с бункером, называемую загрузочной кареткой. На колосники спекательной чаши загружают тонкий слой известняка, поверх которого из бункеров каретки высыпается шихта. Шихту укладывают равномерным слоем толщиной 20—30 см по всей поверхности чаши. Поверх слоя шихты насыпают древесную стружку и опилки, которые зажигают забрасыванием небольших кусков раскаленного агломерата от предыдущего цикла спекания.
Процесс спекания продолжается 60—90 мин., после чего шибером отключают систему отсоса, приводят в действие механизм поворота чаши, при этом агломерат вываливается на наклонную колосниковую решетку и раскалывается на куски.
Годный агломерат должен быть прочным, пористым и содержать не более 10—15% мелочи.
Читайте также: