Металлы и сварка в строительстве
Обновлено: 12.05.2024
Toggle navigation
Ремонт в регионах
Электродуговая сварка больше всего применяется в тех строительных конструкциях, которые подвергаются статической нагрузке. Динамическая или вибрационная нагрузка требует обязательного использования качественных электродов или сварки под флюсом.
Электродуговая сварка оправдывает себя при изготовлении стальных ферм (стропильных, мостовых, крановых), мачт, башен, колонн, каркасов промышленных и гражданских сооружений, каркасов высотных зданий, баков, резервуаров, трубопроводов, арматуры для железобетона (сварка внахлестку при малых диаметрах и встык при больших).
Контактная сварка в строительстве используется для сварки арматуры железобетона и тонколистовых штампованных профилей.
Сварка часто применяетсяя при постройке доменных и мартеновских цехов, при сооружении газгольдеров, резервуаров, трубопроводов, мостов. Примером использования сварки в мостовом деле может служить сварной мост им. лейтенанта Шмидта в Петрограде.

Сварка строительных конструкций дает возможность экономить металл, труд и время. В среднем по всем видам строительных конструкций экономия металла при сварке составляет 15%.
Для сварки арматуры железобетона встык в основном применяют электроконтактную сварку по методу оплавления, которая обеспечивает наиболее высокие экономические показатели и большую прочность стыка.
Рис. 1. Сварка круглой стали встык:
1—без скоса кромок; 2—с К- образным скосом; 3— с Х-образным скосом.
В те моменты, когда по техническим обстоятельствам применить электроконтактную сварку нельзя, используется электродуговая сварка металлическим электродом. Для стержней диаметром до 12 мм используется соединение без скоса кромок (рис. 1, 1).
При диаметрах от 13 до 32 мм скос кромок делается У-образный (рис. 1, 2), при диаметре 25 мм и выше Х-образный (рис. 1, 3). Конический скос кромок независимо от диаметра стержней не допускается. Необходимо, чтобы наплавленный металл равномерным кольцом охватывал свариваемые стержни.
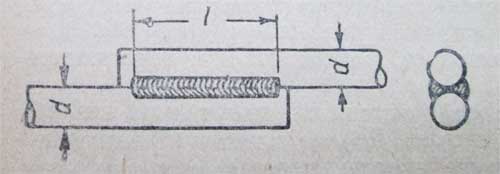
Рис. 2. Сварка круглой стали внахлестку.
Сварка двух стержней может быть осуществлено также путем соединения внахлестку фланговыми швами, причем длина шва L=5d+ 10 мм, где d—диаметр свариваемой арматуры (рис. 2).
Общие требования для электродуговой сварки и газорезки
1. При изготовлении и монтаже стальных конструкций применяют электродуговую сварку металлическим электродом.
Наибольшее распространение имеет ручная электродуговая сварка.
Широко применяется также автоматическая сварка под слоем, флюса.
Сварные соединения стальных конструкций должны обладать высокими механическими свойствами. Металл швов должен быть плотным; в нем не должно быть пор и Шлаковых включений.
2. Для ручной электродуговой сварки применяются металлические электроды, покрытые тонкой (ионизирующей) и толстой (качественной) обмазкой.
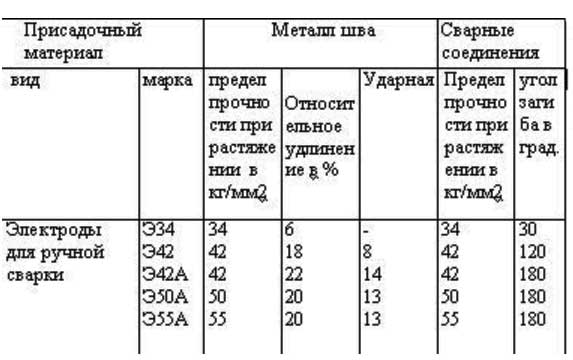
Тонкие обмазки делают из смеси мела и жидкого стекла. Электроды с тонкой обмазкой марки Э34 позволяют наплавлять шов, обладающий пределом прочности 34—40 кг/мм2
.Толстой, качественной обмазкой регулируют металлургический процесс сварки и улучшают качество наплавленного металла. Марки электродов Э42 и ЭБ5А дают шов с пределом прочности 42—55 кг/мм2.
Механические свойства наплавленного металла и сварного соединения приведены в табл. 1
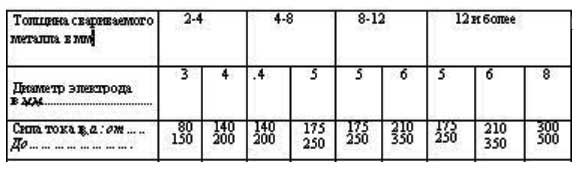
Качество сварного шва зависит от степени сплавления основного и наплавленного металла. Для достижения высокого качества шва надо, чтобы дугой выделялось тепло, достаточное для расплавления основного металла на необходимую глубину (1,5—5 мм). В этом случае металл электрода проникает в расплавленный металл соединяемых деталей. Однако излишнее количество тепла ведет к пережогу металла. Поэтому весьма важен правильный выбор силы сварочного тока (табл. 2).
Выбор силы тока в зависимости от толщины свариваемого металла и диаметра электрода (для сварки в нижнем положении)
Как правильно варить электродуговой сваркой
Электродуговая сварка строительных конструкций производится чаще всего переменным током с помощью сварочных трансформаторов и реже — постоянным током с помощью сварочных динамомашин.
Использовать переменный ток выгоднее, так как в этом случае стоимость аппаратуры и ее обслуживания значительно ниже, чем при сварке на постоянном токе, а расход электроэнергии меньше.
Например, на 1 г строительных конструкций расходуется ориентировочно при постоянном токе 120 квт-ч, а при переменном токе — 90 квт-ч.
Но постоянный ток дает более устойчивое горение дуги, поэтому сварку листов малых толщин, а также вертикальных, горизонтальных и потолочных швов легче осуществлять на постоянном токе.
Чтобы повысить устойчивость дуги при переменном токе, в цепь дуги параллельно со сварочным трансформатором включается осциллятор — искровой генератор высокой частоты, облегчающий сварку швов металла малых толщин и потолочных швов.
В момент зажигания дуги напряжение источника тока должно быть не менее 40 в. Во время сварки напряжение в дуге обычно составляет 15— 20—25 в. Сила сварочного тока колеблется в широких пределах, достигая в среднем 200—300 а. Этими данными определяется характеристика источника тока или электросварочной машины.

Кроме того, сварочная машина должна «выдерживать» ток короткого замыкания во время прикосновения электрода к свариваемому изделию.
Поэтому электродуговая сварка требует специальных сварочных машин с «падающей» характеристикой, т. е. таких, у которых при увеличении силы тока напряжение падает.
Технологии сварки металлоконструкций

Виды сварки
Сварка металлоконструкций – технология соединения деталей из металла различной степени сложности в единое целое при помощи специального оборудования.
Она может активно применяться в промышленном масштабе на крупных производствах опытными специалистами, а также для выполнения бытовых операций сварщиками-любителями. В любом варианте, соединения металлоконструкций характеризуется определенными особенностями, которые важно понимать при работе.
Требования к сварке металлических конструкций
Процесс сварки в технологическом плане должен обеспечить выполненным соединениям требуемые геометрические параметры, размеры и высокое качество. Конструкция должна получиться прочной и долговечной, а риск ее деформации – нулевым.

Сварка металлических конструкций.
Именно поэтому технология сварки металлоконструкций должна реализовываться с учетом некоторых требований, что во многом определит качество созданных сварных швов:
- Если создаются простые соединения без применения кондуктора, а также при создании сложных швов перед включением данного инструмента важно оставить зазор между скрепляемыми деталями.
Тогда при смещении элементов шов не пострадает. Но размеры зазора должны соответствовать допустимой норме, иначе система не будет прочна и долговечна. - При выполнении сварки ответственных металлоконструкций сварщики проверяют строгое соответствие установленной детали своему местоположению, согласно карте.
При поступлении заготовки на стапель стоит подготовить каждую из них к завершающему этапу. - Все детали должны строго соответствовать по виду и размеру, указанным в проекте частям будущей конструкции.
Это позволит сохранить функциональные возможности изделия. - Корневые слои шва при ручном методе выполнения дуговой сварки важно накладывать электродами с диаметром, не превышающим 3-4 мм.
- Металлоконструкции при укреплении потребуется располагать так, дабы можно было накладывать швы преимущественно в нижнем положении.
Это необходимо для обеспечения сварщика безопасными условиями работы. - Важно взять под строгий контроль углы металлоконструкции, для чего стоит воспользоваться специальными инструментами и кондуктором.
Все углы между плоскостями должны быть прямыми, если это предусмотрено проектом. Иначе произойдет перекос деталей, что повлечет за собой нарушение целостности механизма, потере им своей функциональности. - Готовая конструкция должна иметь минимальные усадочные напряжения и деформации, для чего сварные работы нужно осуществлять в стабильном режиме с отклонениями от заданных значений величины тока и напряжения на дуге не более ±5 %.
Описанные рекомендации важно учитывать уже на этапе сборки деталей в целостную конструкцию, а не только перед непосредственным выполнением сварочных работ. Особенно, если выбран автоматический режим, при котором не выйдет откорректировать допущенные ошибки.
В целом же, именно этот вид сварных работ и считается наиболее приемлемым, так как при автоматизировании сварных процессов влияние человеческого фактора на качество выполненных швов сводится к нулю.
На заметку! Если при испытании образца на статическое растяжение предел прочности изготовленного шва оказался меньшим, чем предел прочности основного металла, то изделие браковано.
Также важно заварить технологическую пробу в условиях, которые полностью совпадают с условиями сварки конструкций на месте производства.
Если работать сварочным аппаратом придется при низкой температуре воздуха, стоит сварить стыковые образцы перед началом операций при отрицательном температурном режиме, предусмотренном технологическим процессом. Это позволит в дальнейшем провести их механические испытания.
Если нужно выполнить сварные работы с особо ответственными металлоконструкциями из новых марок сталей или с применением новых сварных расходников, мастеру потребуется изготовить контрольные образцы в таком же пространственном положении и с теми же материалами, оборудованием, что и при сварке монтируемых конструкций.
Это позволит сварщику оценить ситуацию со всех сторон перед началом работы и не допустить ошибок в процессе ее выполнения.
На заметку! Качество созданных соединений металлоконструкций во многом зависит не только от мастерства сварщика, но и от качества сварочного аппарата, примененного в работе. Лучше остановить свой выбор на модели известного бренда, качество которого проверено временем.
Классическая технология сварки конструкций из металла
Сварка – уникальный способ получения неразъемных металлических соединений, открывающих человеку широкие возможности по снижению трудоемкости создания и установки металлоконструкций.
Она позволяет использовать рациональные типы сечений в металлоконструкциях, что приводит к снижению показателей металлоемкости в несколько раз, по сравнению с применением иных технологий.
Сегодня сварные работы выполняются с помощью разных методов, но все они создавались на основе знаний о классической технологии. Она проста и может реализовываться, как для бытовых целей, так и в промышленных масштабах.

Углы сварки металлоконструкций.
Если изготавливать сварочные металлоконструкции по классической технологии, потребуется применить следующие источники энергии:
Оба варианта предполагают три метода выполнения сварных швов:
Автоматический
Не подразумевает человеческое вмешательство в процесс выполнения сварных работ. Сварочный аппарат настраивается на актуальный режим функционирования с учетом конкретного вида выполняемой операции единственный раз перед началом работы.
Поэтому важно понимать основную цель приобретения сварного оборудования при выборе в магазине. Используя автоматический режим, можно применять контактную и электрошлаковую сварку.
Полуавтоматический
При использовании данного метода сварные швы формируются вручную, а электроды подаются в автоматическом режиме. Такое положение дел позволяет повысить производительность работы без ущерба для качества создаваемых металлоизделий.
При полуавтоматической сварке можно применить газовый флюс, неплавкие электроды, сварочную проволоку.
Ручной
Все действия методом ручной дуговой сварки осуществляются сварщиком без применения автоматизированного оборудования: от контроля подачи электрода до формирования самого соединения.
Зачастую при ручном режиме применяют обыкновенную сварку под флюсом, электродуговую сварку или пайку газосварочным устройством. Данный метод рационально использовать в бытовых целях, а не на крупном производстве, потому что он чрезмерно затратный и характеризуется низкой производительностью.
На заметку! Полуавтоматический метод дуговой сварки металлических конструкций наиболее востребован на отечественном рынке. Он активно применяется в строительстве при монтаже железобетонных строений, в машиностроении при конструировании автомобилей, а также в быту.
Инновационные сварочные технологии
Со временем классический метод выполнения сварных работ совершенствовался, опытные специалисты разрабатывали инновационные способы соединения металлических деталей в единую конструкцию: сварка с применением лазерных установок, ультразвука, теплового эффекта и т. п.
Подобные новаторские идеи могут помочь сварщику в работе, облегчив выполнение некоторых задач и ускорив весь процесс сборки металлоконструкций в целом. По этой причине и сегодня в этой области не прекращаются научные разработки и исследования.

Способы сварки металлоконструкций.
Также применение инновационных технологий выполнения сварных работ позволяет сварщику получить ряд преимуществ:
- снизить показатели коробления металла;
- повысить скорость выполнения работы;
- сократить расходы зачистку сварного шва;
- снизить траты на закупку расходных материалов;
- выполнять соединения тонколистового металла.
Особенно интересны, с точки зрения продуктивности, качества полученных швов и экономичности, следующие технологии сварки:
- Электронно-лучевая сварка применяется при работе с глубокими соединениями – до 20 см, но только при условии определенного соотношения ширины шва и глубины погружения инструмента – 20:1.
Процесс формирования шва осуществляется в вакууме, поэтому использовать такую технологию в быту практически невозможно. Она применяется в сфере узкопрофильных производств. - Термитная сварка подразумевает нанесение особой смеси на контуры соединения деталей в процессе горения.
Технологию применяют для ответственных конструкций из металла в готовом виде, когда с помощью наплавки металла надо устранить имеющийся дефект в виде трещины или скола. - Плазменная сварка подразумевает применение ионизированного газа, проходящего сквозь электроды с высокими сварочно-техническими характеристиками и выполняющего функцию дуги.
Технология имеет более широкие возможности применения по сравнению с электронным типом, так как позволяет выполнить сварщику резку и сварку металлической конструкции с любой шириной металла. - Орбитальная аргонодуговая сварка с помощью вольфрамового электрода применяется для работы со сложными деталями из металла.
Например, для неповоротных стыков труб с диаметром 20-1440 мм. В процессе работы активирующий флюс наносится 1 г/м шва. Это позволяет решить ряд важных технологических задач: уменьшить объем и вес сварной ванны за счет ведения операций пониженным током; благодаря давлению дуги на жидкий металл шов получается качественным в любом пространственном положении; сварку можно автоматизировать без разделки кромки. - Щадящие технологии сварки в смесях защитных газов Ar+CO2 и Ar+O2+CO2.
При использовании такого метода выполнения сварочных работ можно получить более качественные соединения при сравнении со сваркой в СО2. При этом актуальный объем расходных материалов сократиться на 20 % за счет резкого снижения набрызгивания электродного материала, а переход к свариваемым частям металлоконструкции станет плавным.
На заметку! Каждая из них имеет ряд недостатков, отличается своеобразными особенностями и принципами осуществления, которыми важно овладеть до начала применения на практике.
Современная наука многогранна и непредсказуема.
Она предоставляет человеку возможности применить на практике достоинства нано-технологий, поэтому ближайшее будущее сварочных операций представляется связанным с совершенствованием схем компьютерного управления сваркой, а также применением новых сварных материалов.
Заключение
Если соблюдать все требования к сварке металлоконструкций, можно получить высококачественные швы: долговечные, прочные и стойкие к воздействию. Использовать при этом можно как классический вид сварки, так и новые технологии.
Несмотря на то, что они в большей степени касаются профессионального уровня сварки, но при желании развивать свои навыки в этой сфере, ознакомиться с такой информацией будет не лишним и для новичка в подобных вопросах.
Все, что нужно знать о сварке металлоконструкций
Многим сварщикам приходится заниматься работой не только с различным движимым имуществом, транспортом, но и с металлическими конструкциями. В этой статье начинающие специалисты обнаружат все, что нужно знать о сварке металлоконструкций в различных вариантах и различными способами. Стоит также подчеркнуть, что описание подобной работы немыслимо без указания на специфические приспособления и методы их использования.
Особенности и требования
Сама по себе сварка металлоконструкций распространена очень широко. К таким манипуляциям прибегают и профессионалы, и любители. Но последним также следует обращать внимание на общепринятые в среде специалистов нормы.
В подавляющем большинстве случаев для сваривания металлических конструкций используют открытые газовые горелки или электрическую дугу. Специализированного ГОСТ на этот вид манипуляций не существует. Однако в качестве методических источников можно использовать такие стандарты:
11534-75 и 5264-80 (о ручной сварке электрической дугой);
14771-76 (действия с использованием изоляционного газа);
53-101-98 (изготовление и контроль качества металлоконструкций из стали).
Положения действующих стандартов предписывают проводить работы с металлическими конструкциями только после тщательной очистки от снега, льда, масел, жирных веществ и иных загрязнений.
При обнаружении явных дефектов требуется проводить правку заготовок на специализированных станках. Не допускается правилами производство сварочных работ, если:
обнаружены серьезные трещины и расслоившиеся участки;
плоскость сечений отклоняется от предписанных стандартами уровней критически;
отсутствует необходимая маркировка;
прогибы местного уровня превышают 1 мм на 1 м;
плоскостность привариваемых дополнительно (или используемых для изготовления конструкция с нуля) листов не отвечает положениям ГОСТ 19993.


Базовые нормы расхода материалов можно узнать прежде всего из тематического сборника «Общие производственные нормы расхода материалов в строительстве» (выпуск 30, 1990 год). Но в первом приближении можно провести и общий расчет. Масса металла, наплавляемого на соединение, не должна превышать 1,5% от общей массы обрабатываемого изделия. Расход электродов и других сварочных материалов оценивается по формуле Р = М*К (М — масса, а К — коэффициент от 1,5 до 1,9, приводимый в специальных методических пособиях).
Важно: приблизиться к нормативным или расчетным показателям получится только при условии, что внешние данные и угол расположения будут совпадать с указанными в стандартах.
Вот еще несколько требований:
проверять соответствие свариваемых изделий и их частей положениям проектов по внешнему виду и габаритам;
стараться накладывать швы в нижнем положении (это гарантирует сварщикам безопасность);
контролировать углы свариваемой конструкции;
сводить к минимуму механические напряжения во всем обрабатываемом объеме и на прилегающих участках.
Способы
На крупных промышленных объектах и на больших стройках широко используется автоматическая аппаратура. Такие устройства почти не требуют вмешательства оператора в процесс работы. Обычно настройки задают до начала сварочных манипуляций, и корректировать их придется только в том редком случае, когда что-то не было предусмотрено сразу. Но придется скрупулезно изучать все проводимые манипуляции и тщательно соблюдать технологические карты. В автоматическом режиме чаще всего сварка идет либо по контактной, либо по электрошлаковой методике.
Но в менее ответственных случаях применяют полуавтоматический метод. Сварщики тогда сами, без помощи автомата формируют шов. Зато им не надо заботиться о поступлении электродов и присадочных материалов, разве что только придется разместить заранее эти материалы в подающем устройстве. Подобный режим позволяет нарастить производительность. Качество выполняемой работы не ухудшается (разумеется, если все делать по правилам).
Ручная дуговая и газовая сварка производится только на неответственных металлоконструкциях. Наряду с защитой свариваемой области стабильными газами широко практикуется и использование флюса. В некоторых случаях уместнее оказывается пайка газосварочным аппаратом. Затраты на выполнение единичной работы оказываются довольно велики. Однако для бытового использования такой подход идеален из-за своей простоты и ограниченного состава техники.
Разновидности сварных соединений
Важнейшим критерием разделения сварных соединений является геометрическое соотношение заготовок. В быту чаще всего встречается сварка «встык» (с примыканием в одной плоскости) и «внахлест» (со взаимным перекрытием по краю). Точно сказать, какой из вариантов лучше, нельзя — это зависит прежде всего от выдвигаемой задачи. Суть угловой связки понятна без дополнительных пояснений: соединяемые детали или заготовки образуют определенный угол. А если торец одного изделия касается поверхности другого изделия, то это тавровый тип соединения.
Создать стык проще всего. Для этого по прямой линии полностью проваривают шов. Важно: делать это следует на всю глубину заготовки, если иное прямо не предписано технологией. В некоторых случаях правильнее использовать выводные планки. В кустарных и полукустарных условиях часто соединения проводят, выполняя одностороннюю сварку, а затем доваривая корень шва.
Специальные подкладки ставят там же, где находятся соединяемые кромки. Расстояние между кромками строго нормировано и не терпит произвольных экспериментов. При ручной работе оно составляет не более 0,7 см, а при механизированных манипуляциях — максимум 1,6 см. Толщину подкладки выбирают прежде всего с целью избежать сплошного или частичного прожога. Сделать это можно, учтя используемый режим и выставленный ток.
Угловая сварка труднее уже потому, что такие соединения всегда переживают повышенную нагрузку в сравнении с обычными стыками. Сварщикам приходится учитывать также усиленные растягивающие нагрузки. Рекомендовано использование двустороннего шва с пониженной концентрацией дефектов в верхней грани. Когда вынужденно создают односторонний шов, отказываются от разделки кромок и наплавляют самый минимум металла. Это как раз тот случай, когда полное расплавление по шву противопоказано.
Выбор приспособлений
На этом чертеже показан сварочный стапель длиной 6 м и высотой 0,62 м. В целом сборочно-сварочные средства играют большую роль.
Их подбирают, добиваясь:
уменьшения трудоемкости сборки;
сокращения остаточных деформаций;
увеличения качества конструкций;
облегчения контроля качества (это самые важные соображения при отборе).
В единичных и кустарных производствах чаще всего применяют универсальные инструменты. На крупных предприятиях они тоже востребованы, но там могут использовать и приспособления узкой области предназначения. Универсальные образцы обычно имеют переносное исполнение. Точность их невелика. При помощи мобильных зажимов можно жестко закрепить различные детали, изготавливаемые узлы и целые конструкции.
В последнем случае зажимы являются частью оснастки стендов, стеллажей и прочего дополнительного оборудования. Инструмент, изготовленный в формате струбцины либо болтового фиксатора, позволит собрать деталь произвольного профиля. Чтобы сваривать листовой прокат, нужны скобы зажимного либо клинового типа. Зафиксировать тонкие листы и укороченные детали поможет пружинный фиксатор. Пользоваться прихватами нужно главным образом при изготовлении габаритных металлоконструкций; у сварщиков есть выбор между жесткими и регулирующимися прихватами.
Дополнительно могут применяться:



- кондукторы (обеспечивающие сборку и работу в комфортных положениях);


Отдельно стоит рассказать про аппараты для сварки металлических конструкций. Подбор конкретного вида оборудования определяется прежде всего бюджетом потребителя. Знатоки советуют использовать инверторные системы промышленного класса.
Для домашнего использования в основном применяют устройства, рассчитанные на 220 В. В индустриальном сегменте рекомендуется выбирать модели на 380 В.
Технология
Сварка металлоконструкций с применением полуавтоматов подразумевает, кроме самих полуавтоматов, использование баллонного защитного газа, электродов и проволоки.
Подобная методика уместна для сварки самых разных конструкций. Особенно хороша она в строительной сфере. Силу тока задают умеренную, но не слишком малую; как опасение порчи шва, так и стремление быстрее завершить работу стоит отбросить.
Знатоки считают, что при сваривании ответственных конструкций надо ориентироваться прежде всего на нормы ГОСТ для каждого метода работы.
Место будущего шва прогревают как минимум до 20 градусов по Цельсию. Если нет особых требований, надо выполнять простые стыковые и угловые соединения. Стыковые швы полагается проваривать равномерно по длине, если есть малейшая возможность.


Отдельная тема — как рассчитать стоимость монтажа. Тут учитывается уже расход на изготовление подходящих чертежей (который может составлять до 1200 — 1500 рублей в пересчете на тонну металла).
При составлении коэффициентов на сварочных работах могут учитываться такие обстоятельства:
количество соединяемых деталей;
состав применяемого оборудования (есть ли уникальные образцы, или стоит ограничиться массовыми версиями);
свариваемость отдельных материалов;
потребность в дополнительном усилении швов;
сложность исполнения швов;
доступность обрабатываемых мест;
взаимное расположение частей;
подверженность металлоконструкции деформациям;
особенности применяемых аппаратов.
Рекомендации
Очень важно перед началом работы иметь полный комплект чертежей. Это позволяет точнее определить вид сварки, вариант соединений. Стоит вникать в требования к каждому узлу металлоконструкции. Категорически следует избегать местных непрочностей. Если есть хотя бы два проявления местной непрочности, рассчитывать на долговечность изделия не приходится.
Распространенная ошибка неопытных сварщиков — игнорирование жестких требований при работе на неответственных позициях.
Практика показывает, что созданные таким образом конструкции стремительно разрушаются. Бояться сложностей не нужно — те, кто один раз выполнили всю работу от и до, вскоре начнут делать ее «на автомате». Перед началом сварки стоит принимать все меры против смещения отдельных частей. Но эти меры не всегда эффективны, и потому следует обязательно давать свариваемым частям свободно двигаться без деформации.
Подробнее о том, как осуществялется сварка металлоконструкций, смотрите в видео ниже.
Все о сварке металла
Знать все о сварке металла крайне полезно не только для самих сварщиков и организаторов производства. Даже самые обычные люди порой выступают в качестве заказчиков, и тогда им необходимо понимать, какие бывают виды сварки и подготовка к работам, как проводится сварка оцинкованных цветных металлов, как выполняется сварка толстого металла и заготовок другой толщины. Наконец, бывает необходимо даже вникать в особенности порошкового и других видов сварочного процесса.


Особенности
Разумеется, любая сварка металла, даже любительская, должна ориентироваться на ГОСТ и его требования. Ведь эти положения созданы не просто так, а в результате обобщения колоссального опыта. Пользоваться сварными соединениями люди начали еще в глубокой древности. Правда, тогда единственным вариантом их выполнения являлся огневой нагрев металла в кузнице. Сварочные работы проводятся как с целью ремонта готовых изделий, так и для их получения.
Сегодня значение сварки стало намного больше, чем когда-либо ранее. Подобный метод применяется:
- в строительстве;
- в промышленности;
- в создании трубопроводов;
- при возведении заборов;
- в автомобильном ремонте;
- в починке отопительных приборов и магистралей.


Правильная сварка позволяет:
- существенно сэкономить металл (по сравнению с другими способами соединений);
- уменьшить трудоемкость выполняемых работ;
- сократить себестоимость;
- изготовить сложносоставные конструкции даже за ограниченное время;
- сократить расходы на технологическое оборудование;
- организовать при необходимости автоматизированное производство;
- применять самые разные материалы, в том числе присоединить металл к неметаллическим конструкциям;
- изготавливать даже мелкие детали и элементы;
- обеспечить солидную герметичность и стойкость к износу.


Но рассказ об основах сварки не позволяет умолчать и об ее недостатках, таких как:
- засорение воздуха;
- необходимость расходовать электричество и/или различные газы;
- вероятность возникновения трещин на швах;
- неизбежное ослабление (шов всегда менее крепок и стабилен, чем целый металл);
- вероятность деформации металла из-за швов;
- вероятность появления остаточных напряжений при неоднородном нагреве.


Обзор видов
Классическим методом горячей сварки является соединение металла встык. В этом варианте обеспечивается примыкание двух частей (конструкций) торцами. Подобный подход достаточно прост и дешев, выполняется без лишних проблем. Это решение оптимально даже для стыков, которые сталкиваются с непрерывными механическими напряжениями. Толщина металла при стыковой сварке не увеличивается, что делает ее отличным выбором для ответственных работ, в том числе для транспортного машиностроения.


Но иногда применяется другой способ — соединение внахлест. Чаще всего он нужен, когда сваривают точечно, контактом. Кромки разделывать не потребуется, однако сами они должны быть тщательно разделаны. Торцы кромочных частей и прилегающие к ним участки обязательно освобождают от жира.
Процедура не вызывает особых проблем, если можно «кантовать» обрабатываемые изделия.


Однако надо учитывать:
- определенный перерасход металла;
- повышенную затрату электродов или сварочного газа;
- недостаточную, по сравнению со стыковым исполнением, прочность.


Художественную сварку тоже было бы глупо обойти вниманием. Эта процедура применяется для создания мебели и различных декоративных предметов. Но ее могут использовать и в производстве практичных бытовых вещей, которые должны иметь подчеркнуто дизайнерский вид.
Чаще всего речь идет о:
- журнальных и прикроватных столиках;
- изящных заборах;
- стульях;
- вешалках;
- обувных стойках;
- арках;
- орнаментных деталях для украшения интерьера;
- сувенирах.



Давлением
Важным подвидом сварки давлением является ультразвуковая обработка. Но в бытовых условиях чаще применяют другой вариант — соединение при помощи состава «холодная сварка». Предварительно проводится пластическая деформация зоны крепления. Общее между различными методиками и различными химическими составами «холодного соединителя» – отсутствие прогрева поверхности. Оригинальным видом сваривания давлением является, между прочим, сварка взрывом.
Пластическая деформация в таком варианте происходит, разумеется, очень быстро. Также она неизбежно сопровождается разогревом обрабатываемой поверхности. Стоит упомянуть также магнитно-импульсную методику. Она подразумевает сталкивание (соударение) деталей, приводимых в движение импульсами магнитного поля.
Сваривание давлением востребовано и в производственной, и в ремонтной сферах.
Плавлением
Именно к этому разряду относится всем известная электродуговая сварка. Электрическая дуга может создаваться постоянным либо переменным током. У этих вариантов есть как преимущества, так и недостатки. Когда торец электродного инструмента и кромки деталей плавится, формируется шлаковая ванна, которая какое-то время остается в расплавленном виде. Соединение формируется, когда ванночка затвердевает, для работы нужны плавкие или неплавкие электроды.
Весьма ценная альтернатива — электрошлаковая методика. Флюс непрерывно поступает в ванну. Для работы может применяться пластинчатый, проволочный электрод либо плавкий мундштук. Встречаются колеблющиеся и не имеющие колебаний электроды. Допустимая толщина стыков составляет от 1,5 до 60 см.
- ацетилена;
- бутана;
- водорода;
- пропана;
- бензиновых паров.
Большое значение сегодня имеет и плазменная сварка. Ионизация газа происходит при температуре от 5500 градусов, что существенно повышает требования к оборудованию. Подобная методика, как и электронно-лучевая, востребована в приборостроении, авиастроении, в сваривании вольфрама, никелевых сплавов, нержавеющих сталей. Электронно-лучевой способ подразумевает преобразование кинетической энергии движущихся электронов в тепловую энергию. Она-то и плавит металлы.
Термомеханическая
Суть очень проста: давление сочетается с тепловым воздействием. Этот подход позволяет сформировать особо устойчивую межатомную связь, несмотря на ограниченный расход тепла. Подобная методика — та самая, которую использовали еще древние кузнецы. Термомеханическая сварка, однако, может быть выполнена и контактным способом. В этом случае сначала прогревают изделия, пока они не станут гибкими, а затем подвергают пластическому деформированию, есть при этом следующие подвиды:
- точечный;
- стыковой;
- рельефный;
- шовный.



Оборудование и материалы
В промышленности, конечно, используют сварочные станки высокого класса. Но этим ограничиться нельзя. При термической сварке применяют присадочные элементы — электроды и металлические прутки. Получать тепло помогает иногда горючий газ, термит (специфическая смесь горючих веществ). В газовом варианте чаще всего применяют пропан и ацетилен, для заполнения шва используется присадочный пруток.
Самый массовый в мире способ — электродуговая сварка. Помимо самих аппаратов, трансформаторов, источников тока для нее нужны электродные инструменты. Ручную дуговую сварку чаще всего ведут плавящимся электродом. Он обязательно должен быть покрыт особой обмазкой.
При использовании неплавких электродов нужна аргонодуговая методика, поскольку только защитный газ позволяет изолировать свариваемую область.


Потому необходимо использовать:
- специальные баллоны;
- регуляторы поступления газов;
- особые магистрали.
Лазерная сварка может проводиться в самых труднодоступных участках — однако для этого придется использовать специальные призмы. Именно они точно направляют луч основной установки в заданное место. Электрошлаковую методику можно применить, если использовать специальный проводящий ток флюс. Дополнительно понадобится присадочная проволока. Что касается термитного варианта, то он подразумевает применение комбинации магния, алюминия и металлической окалины, которую сжигают в жаропрочном резервуаре.


Подготовка
Для зачистки металла перед сваркой рекомендуется использовать угловые шлифовальные машины и жесткие щетки. При дуговой и электронно-лучевой методике величина участка, на котором удаляют загрязнение, составляет примерно 0,5 см от создаваемого шва. Если толщина соединяемых деталей равна 5-20 мм, то расчетный показатель зачищаемой зоны — не меньше этой толщины. Если варят листовой прокат толще 36 мм, то придется дополнять визуальный контроль ультразвуковой дефектоскопией.
Когда изделия деформированы, перед тем как браться за сварочный инструмент, необходимо произвести правку. Для этой работы применяют кувалды и молотки. В промышленности применяют листоплавильные валки и мощные прессы. Разметку и пространственную подготовку производят с помощью:
- рулеток;
- линеек;
- штангенциркулей;
- оптических разметно-маркировочных машин;
- систем для мерной резки.


Перед тем как сваривать любые металлические изделия самой разной толщины, придется внимательно вычищать поверхность. Максимальное внимание надо уделять очистке контактной площадки. Достаточно даже небольшого количества влаги, ржавчины, маслянистых включений, чтобы шов был ухудшен необратимо. Обязательно проверяют стыки и кромки. Важно знать и то, как резать изделия из листового металла. Эта работа может быть выполнена даже самыми обычными электродами. Но правильнее применять изделия специального типа (ОЗР). При разделительной резке листы ставят так, чтобы расплав вытекал беспрепятственно. Электрод ведут под прямым углом к плоскости металла. Часто в быту приходится сваривать оцинкованную сталь (в просторечии оцинковку).
Обязательным условием является прогрев до температуры свыше 1000 градусов. Приходится учитывать неизбежное засорение воздуха парами цинка. Они могут поражать и сам обрабатываемый металл. Потому стандартная технология подразумевает использование мощной общей вентиляции и тщательной вентиляции рабочей зоны.
Научиться сварке цветных металлов и сплавов не сложнее, чем освоить работу с черным металлом.
Алюминий и его соединения обычно обрабатывают электродуговым способом. Может использоваться, к примеру, открытая и закрытая дуга. При газовой защите рекомендовано брать аргон первого и второго классов. Также могут использовать аргоно-гелиевую смесь. Ручная дуговая сварка подразумевает применение особых установок (УДГ и подобных устройств).
Для работы с изделиями из толстого металла наиболее предпочтительны электродуговая и электрошлаковая методики. Они позволяют отказаться от использования дорогих расходных материалов. В электрошлаковом варианте формируют исключительно вертикальные швы, которые идут снизу вверх. Между соединяемыми листами нужно оставлять промежуток, обрабатывать стыки не потребуется. Наибольшая толщина — 0,6 м, всю работу надо сделать за один проход.
Для ускорения работы часто применяют проволоку из порошкового металла. К тому же подобный метод гарантирует повышенное качество шва. Определение массы наплавленного вещества производится сообразно:
- классу манипуляций;
- типу материала;
- категории используемой проволоки;
- необходимым требованиям к формируемому шву.
В ряде случаев возникает необходимость сделать отверстие в свариваемом изделии. Лучше всего сделать это при помощи инверторного аппарата. Прорезание отверстий даже проще, чем сама сварочная работа. Предсказуемо рекомендуют использовать уже упомянутые электроды ОЗР. После разжигания дуги настраивают подходящую силу тока.
Края размечают при помощи химического карандаша. Мелкие отверстия (до 2 см в разрезе) формируют сразу. При большом объеме работы рекомендуется сначала прорезать дырку небольшой величины и затем ее расширять. Стоит учитывать, что электродная резка не может обеспечить идеально ровных линий. Если это критично, правильнее использовать плазменное оборудование.
Иногда становится нужна и сварка каленого металла. Надо понимать, что она грозит появлением большого числа трещин и иных деформаций. Присадочный материал должен быть той же марки, что и основное изделие. Проще всего выполнить работу ручным способом со специальными электродами. В промышленных масштабах предпочтительна электродуговая сварка с аргоном.


Возможные проблемы
Иногда сварщики жалуются, что металл прожигается или прогорает. Ставить слишком большой ток нецелесообразно — иначе получится так, что изделия не варят, а режут, по сути. Тонкие образцы правильнее обрабатывать инвертором. Важно: не стоит лишний раз использовать длинные переноски. Из-за них мощность аппаратов чрезмерно падает.
Иногда возникает пространственная деформация — или, как говорят профессионалы, металл ведет. Компенсировать это можно при помощи предварительного разогрева. В некоторых случаях можно делать сварочные работы в «кондукторах». Также возможны иные проблемы:
- трещины;
- пустоты;
- различные поры;
- твердые вкрапления;
- несплавленные участки;
- места непроваров.


Техника безопасности
В процессе плавления металл накаляется примерно до 1000 градусов, а иногда и больше. Приходится защищаться как от ожога, так и от электрического тока, и от горючих газов. Потому сварщики обязательно надевают защитную спецодежду и маски, даже если им надо «всего лишь» заваривать мелкую трещину. Нельзя надевать какую-либо одежду из горючих материалов, а также синтетических тканей. Наилучшим выбором для защиты рук являются замшевые или сделанные из спилка перчатки.
Важно: нельзя применять самодельные маски и щитки, даже небольшая щель сильно ухудшает защитные качества. В любом случае рекомендуется применять полностью заземленное электрооборудование. Освещение рабочей зоны должно производиться в идеале приборами на 12 В. Холостой ход применяемого оборудования должен производиться при напряжении максимум 90 В.
Все сварочные аппараты должны быть подсоединены к обособленному электрощитку и системе защитного отключения.
В норме провода для сварочных аппаратов должны быть максимум 10 м в длину. Соединение оборванных сетевых кабелей производится только особой муфтой. Работая на улице, придется ставить аппараты под навесы или даже в крытые павильоны. Если начинается сильный дождь или даже слабый снегопад, варить металл нельзя. Перед началом работы требуется внимательно проверять исправность изоляции всех проводов и аппаратов.
Сварочные работы в закрытых помещениях могут выполняться только при работающей приточной вентиляции. Даже при таком условии следует выполнить предварительное проветривание. В сырых местах придется использовать резиновые коврики. Перед сваркой на высоте необходимо получать наряд-допуск, а также использовать защитное страховочное снаряжение. За работающими на высоте должны наблюдать помощники.
В следующем видео вас ждет сварка тонкого металла электродом.
Сварочные работы в строительстве
Сварка применяется для того, чтобы получить качественные и надежные соединения металлоизделий, которые могут иметь различную форму и состав. Сварка нашла широкое применение в производстве строительных работ, в промышленном строительстве, в частном домостроении, в сооружении высотных домов, для получения крепких металлических конструкций.
Сварочные работы осуществляются двумя способами. Первый способ предполагает получение соединений посредством пластической деформации – давление. Второй способ – плавление, этот способ подразумевает соединение поверхностей с помощью их расплавления электрической дугой, плазменной струей, газовой горелкой. Способ осуществления сварочных работ выбирается в зависимости от того, какие виды металла необходимо соединить, от его характеристик и свойств. Сварка бывает ручной, автоматической, полуавтоматической.
Сварочные работы являются неотъемлемым мероприятием при строительстве или ремонтных работах. Часто строительные работы предполагают монтаж металлических конструкций, коммуникаций, оборудования и приборов. При капитальном ремонте может возникать необходимость демонтировать и установить новые инженерные системы, выполнить ряд других сварочно-технических работ. Не обходится без сварочных работ установка металлоконструкций.
В процессе своей работы сварщик подвергается воздействию вредных газов, излучению электрической дуги, брызг от расплавленного металла, в связи с требованиями техники безопасности работник должен быть обеспечен средствами индивидуальной защиты. Специалист-сварщик должен осуществлять работы в спецодежде и специальной обуви. Также предполагается использование индивидуальных средств защиты для головы – каски, береты, шапки; средства для защиты лица – сварочные маски, щитки; средства для защиты лица и глаз – это защитные очки, а также другие средства защиты, которые предлагает компания НТ-Сварка.

Наиболее распространенные виды работ с применением сварки это: монтаж и демонтаж отопительных систем, систем водоснабжения, канализации, монтаж и демонтаж приборов отопления, изготовление, монтаж, перенос, ремонт металлических конструкций, сварка цветмета, изготовление и монтаж гаражных ворот, ограждений, решеток.
Наиболее распространенным способом сварки в области строительства является ручная электродуговая сварка. Она используется для изготовления, ремонта и монтажа металлоконструкций любых форм, размеров и назначения.
Аргонная дуговая электросварка используется для производства деликатных работ, таких как изготовление ограждений, оконных решеток, лестниц. Этот метод сварки применяется тогда, когда определяющее значение имеет эстетический аспект.
Самым востребованным методом сварочных работ является газовая сварка, обычно это способ используется для монтажа систем трубопроводов, мелких ремонтных работ.
Независимо от метода сварки, работы должны выполняться квалифицированными специалистами, имеющими соответствующий разряд, допуск к сварочному оборудованию, средства индивидуальной защиты.
Читайте также: