Методика спектрального анализа металлов
Обновлено: 04.05.2024
Для обеспечения надежной работы энергетических установок с высокими параметрами пара их детали и узлы изготавливаются из жаропрочной и жаростойкой стали.
Случайная замена материала изделий при монтаже и ремонте оборудования, не предусмотренная проектом, может привести к выходу из строя установки или к тяжелым авариям. Для предотвращения аварий производится спектральный анализ металла с помощью стилоскопа, позволяющий на месте, без повреждения деталей приближенно оценивать процентное содержание в стали * ванадия, хрома, молибдена, никеля, титана, вольфрама, марганца, ниобия, кобальта, кремния. Продолжительность анализа для определения марки стали - 2 - 3 мин.
* Возможен также анализ цветных сплавов.
На необходимость спектрального анализа посредством стилоскопа для контроля металла при монтаже и ремонте энергетического оборудования указано в правилах Госгортехнадзора и соответствующих руководящих материалах Министерства энергетики и электрификации СССР.
Настоящие методические указания определяют условия и порядок ведения работ с помощью стилоскопа при анализе металла деталей и узлов энергетического оборудования.
I. ПОНЯТИЕ О ВИЗУАЛЬНОМ СПЕКТРАЛЬНОМ АНАЛИЗЕ И АППАРАТУРЕ
Всякое вещество, приведенное в состояние светящихся паров, дает излучение, характерное для его атомного строения, которое слагается из общего излучения атомов всех элементов, входящих в состав данного вещества.
Для определения химического состава вещества методом спектрального анализа требуется выделение излучения атомов каждого элемента, т.е. отделение друг от друга световых лучей с разными длинами волн.
Разложение света по длинам волн осуществляется с помощью оптических приборов: стилоскопов и спектрографов. При этом излучение наблюдается в виде спектра, представляющего совокупность большого количества светящихся ярких линий.
Спектр является характеристикой исследуемого материала, позволяющей по наличию соответствующих спектральных линий судить о составе излучающих паров.
Для возбуждения спектра обычно применяются искровые и дуговые источники света, которые входят в комплект стилоскопической установки.
Электрическая схема генераторов стилоскопических установок позволяет получать электрическую дугу или низковольтную искру, удовлетворяющую условиям проведения анализов. Питание генератора осуществляется через разделительный трансформатор, вторичная обмотка которого заземляется.
Принцип действия стилоскопической установки - создание электрического разряда между анализируемым объектом (являющимся одним из электродов) и постоянным электродом прибора, приводит к парообразованию вещества электродов и заполнению межэлектродного промежутка светящимися парами. Излучение светящегося пара направляется черев узкую щель прибора в оптическую систему, где происходит разложение света и образование линейчатого спектра. Полученный спектр представляет собой ряд световых проекций щели, каждая из которых соответствует определенной длине волны.
Наличие в спектре характерных линий искомых элементов указывает на присутствие данных элементов в анализируемом металле.
Сравнение относительной интенсивности спектральных линий искомых элементов с линиями основы дает возможность приближенной оценки содержания в металле элементов.
Таким образом, с помощью стилоскопа производится качественный и полуколичественный анализ стали, позволяющий определить наличие и приближенно оценить количество легирующих элементов в стали. Сопоставление полученных результатов с химическим составом проектной марки стали позволяет оценить соответствие металла исследуемой детали требованиям проекта. Химический состав наиболее распространенных сталей и присадочных материалов для сварки, применяемых в котлотурбостроении, приведен в приложении I.
В настоящее время промышленность выпускает два типа стилоскопов: стационарный СЛ-11 с горизонтальным расположением деталей и переносный СЛП-2, в котором детали смонтированы в вертикальной плоскости. Применяется также много приборов прежних выпусков: СЛ-1, СЛ-3, СЛ-10, СЛП-1 и др.
Стационарные стилоскопы используются для проведения спектрального анализа мелких деталей, переносные стилоскопы - для контроля крупногабаритных изделий и деталей на смонтированном оборудовании, доставка которых к стационарному стилоскопу невозможна.
Распространены две оптические схемы устройства стилоскопов: автоколлимационная (стилоскопы СЛ-10, СЛ-11 и СЛП-2) и схема постоянного отклонения (стилоскопы СЛ-1, СЛ-3 и др.).
Для приборов, построенных по автоколлимационной схеме, характерно двойное прохождение луча через две диспергирующие призмы: неподвижную шестидесятиградусную и поворотную тридцатиградусную с посеребренной гранью большого катета (рис. 1). При этом ахроматический объектив выполняет роль и объектива зрительной трубы.
В схеме постоянного отклонения обязательны два объектива и диспергирующая система, состоящая из трех шестидесятиградусных призм.
Автоколлимационные стилоскопы благодаря минимальному количеству оптических деталей компактны, имеют небольшой вес и хорошо разделяют линии с близкими длинами волн. Введение в поле зрения окуляра анализируемого участка спектра производится поворотом диспергирующей призмы относительно неподвижно закрепленного окуляра. При этом происходит перефокусировка объектива с сохранением резкости спектра, что значительно облегчает условия его рассмотрения.

Рис. 1. Оптическая схема стилоскопа СЛП-2:
1 - окуляр; 2 - диспергирующая призма; 3 - объектив; 4 - призма 5 - оптическая щель; 6 - конденсор; 7 - призма; 8 - защитное стекло; 9 - постоянный электрод; 10 - анализируемый объект; 11 - упорные контакты
II. ПОДГОТОВКА ИЗДЕЛИЙ И СТАНДАРТНЫХ ЭЛЕКТРОДОВ К АНАЛИЗУ
1. Для проведения анализа на изделии (образце) выбирается по возможности плоский, гладкий участок и на нем зачищается площадка размером 2 ´ 2 см. Окалина, антикоррозионные покрытия, следы краски, всевозможные поверхностные загрязнения, а также поры, шлаковые включения, трещины, раковины, шероховатости и прочие пороки на поверхности анализируемого образца удаляются зачисткой абразивным кругом. Так как существует возможность загрязнения анализируемого изделия (образца) материалом круга, особенно при определении кремния и титана, окончательная обработка поверхности аналитической площадки производится напильником. Если изделие подвергалось обработке, вызвавшей изменение химического состава в поверхностном слое (химико-термическая обработка, травление и др.), то такой слой также обязательно снимается.
При работе с переносным стилоскопом на изделии готовится вторая площадка размером ~ 1 см 2 на расстоянии 8 см от первой, служащая опорой для вольфрамовых контактов стилоскопа, с помощью которых производится присоединение анализируемого объекта к заземляющему проводу прибора. Зачистка опорной площадки ограничивается удалением загрязнений и окалины.
Для отбора проб с помощью ударно-искрового пробоотборника на изделии подготавливается одна площадка размером 3 ´ 3 см.
2. Масса анализируемого изделия во всех случаях должна быть не менее 50 г, иначе может произойти усиленное поступление пробы в плазму разряда, что приведет к преувеличенному представлению о содержании элементов в анализируемом изделии (образце).
Мелкие детали, стружка и прочие объекты малой массы допускаются к анализу при условии приготовления из них специальных образцов.
Сварочная проволока или проволока другого назначения собирается в пакеты, имеющие форму стержня длиной 40 - 50 мм. Такие пакеты приготовляются из каждой бухты (мотка) или катушки. Пакет закрепляется обвязкой из анализируемой проволоки или с помощью хомутов. Количество проволоки, входящей в пакет, определяется ее диаметром: так, при диаметре 1 - 1,5 мм берется пять отрезков проволоки, при диаметре 0,8 - 1 мм - семь и т.д.
Стружка прессуется в брикет диаметром порядка 15 мм при длине 50 мм. Брикеты готовятся на механических прессах различного типа или путем уплотнения в формах с помощью кувалды.
Для анализа сварочных электродов образцы приготовляются из наплавленного металла. Наплавка производится на пластины из малоуглеродистой стали (Сталь 20, Ст. 2, Ст. 3), предварительно проверенные стилоскопом на отсутствие легирующих элементов. Каждая наплавка выполняется одним электродом на отдельную пластину, толщина которой при диаметре электрода до 2 мм должна быть не менее 3 мм и при диаметре электрода свыше 2 мм - не менее 6 мм. Форма наплавки круглая в виде цилиндра, высота и основание которого не менее четырех диаметров проверяемого электрода. Анализ производится по верхней площадке. В каждой партии анализируется три электрода, взятых из разных пачек (замесов), вне зависимости от количества замесов, составляющих партию.
3. Постоянные электроды стилоскопа перед началом работы должны иметь следующие размеры:
1) электроды дисковой формы - диаметр 60 мм для переносных стилоскопов и 90 мм для стационарных, толщину 1,0 - 1,5 мм;
2) электроды стержневой формы - диаметр 8 - 10 мм, длину 220 - 250 мм. Торцы стержневых электродов затачиваются на токарном станке на конус с умом при вершине 60 ° ; острие конуса притупляется до площадки диаметром 2 мм жди округляется на полусферу радиусом 2 - 3 мм.
При массовых анализах следует применять дисковые электроды. Использованную часть электродов рекомендуется срезать на токарном станке, а оставшиеся электроды применяются по назначению. Перед каждым анализом постоянные электроды должны зачищаться. При заточке электродов допускается уменьшение диаметра диска до 40 мм и длины стержня до 130 мм с выполнением указанного выше профиля заточки, так как использование электродов с различной заточкой вносит ошибки в спектроскопические оценки. Для заточки электродов и изделий должны применяться специальные заточные станки, напильники и наждачная бумага.
Чтобы избежать переноса вещества от предыдущей анализируемой пробы на последующую, инструмент, используемый для зачистки, должен очищаться после каждого его применения.
III. ОРГАНИЗАЦИЯ И ОФОРМЛЕНИЕ РАБОТ ПО СПЕКТРАЛЬНОМУ АНАЛИЗУ
1. В соответствии с инструкциями по наблюдению за металлом котлов, трубопроводов и турбин обязательному спектральному анализу с помощью стилоскопа подлежат все вновь устанавливаемые детали энергетического оборудования, независимо от наличия сертификата, маркировки и предстоящего срока эксплуатации, предназначенные для работы при температуре выше 450 °С, а также все детали и материалы, которые по проекту должны быть выполнены из легированной стали (приложение II).
Организация, производящая работы по спектральному анализу, несет ответственность за правильность выполнения анализа и качество технической документации по нему.
2. Результаты анализов оформляются протоколами (приложение III) составляемыми в трех экземплярах: один экземпляр хранится в организации, производящей анализ, а два другие выдаются заказчику.
В протоколе подробно, с указанием наименования детали, в соответствии с чертежом перечисляются все прошедшие проверку детали, присадочные материалы, сварные швы и т.д.
Анализ на смонтированном паропроводе проводится по схеме паропровода в соответствии с нумерацией сварных стыков (рис. 2). Запись результатов анализов ведется согласно номера сварных стыков, ограничивающих место анализа: например, участок трубы между стыками «69 - 70» обозначается «труба 69 - 70», задвижка между стыками «65 - 66» - «задвижка 65 - 66» и т.д., а металл сварных швов непосредственно номером стыка. Протоколы без приложения схем недействительны.
Если при контроле крепежа на установленной по месту постоянной работы арматуры или фланцевых соединений обнаружено несоответствие стали проектной марки, то составляется эскиз (рис. 3) с расстановкой и нумерацией крепежа, который прилагается к протоколу. Запись результатов контроля крепежа ведется в протоколе согласно принятой на эскизе нумерации.
3. Детали, присадочные материалы и сварные швы, металл которых не соответствует проектным маркам, подлежат изъятию и замене, о чем составляется акт, который может служить основанием для предъявления станцией рекламации заводу.
Если при контроле металла сварных швов выявлен хотя бы один шов, металл которого не соответствует проектному, контролю подлежат все однотипные швы (100 %), выполненные данным сварщиком на проверяемом оборудовании.

расходомерная шайба;
65 - 77 - сварные стыки
4. Все проверенные детали котлов и трубопроводов, не имеющие заводскую маркировку, анализ которых производится до установки на агрегате, подвергаются маркировке - окраске или клеймению. Детали турбин маркировке не подлежат.
Трубы паропроводов, питательных линий, их байпасы и дренажи, трубы поверхностей нагрева, змеевики, панели, коллекторы и т.п. окрашиваются по наружной поверхности в соответствии с цветной маркировкой по МРТУ 2402-65, приведенной ниже.
Марка стали Цвет
12Х1МФ (12ХМФ) Красный
12Х2МФБ (ЭИ531) Желтый
1Х18Н10Т Черный + Белый
1Х11В2МФ Черный + Синий
1Х14Н18В2БР (ЭИ695Р) Черный + Красный
Х16Н14В2БР (ЭП17) Черный + Желтый
Х16Н16МВ2БР (ЭП184) Черный + Зеленый
1Х14Н14В2М (ЭИ257) Черный + Коричневый
При диаметре изделия менее 100 мм краска наносится в виде концентрического пояска шириной 10 - 30 мм, при диаметре изделия более 100 мм - в виде полоски длиной 100 - 150 мм, шириной 10 - 30 мм. Трубы, проверяемые россыпью, маркируются с обоих концов, если же трубы собраны в змеевики, пакеты, ширмы, панели и блоки, то окрашивается только одна труба.
На литые и фасонные части краска наносится в виде записи наименования марки стали (например 20ХМФЛ).
Шпильки маркируются по торцевой части головки клеймом, присвоенным оператору, позволяющим по протоколу установить марку стали, фамилию оператора и организацию, производящую спектральный анализ.
Остальные детали толщиной стенки более 6 мм подлежат окраске или клеймению, а толщиной стенки менее 6 мм только окраске.
Задвижка 65 - 66
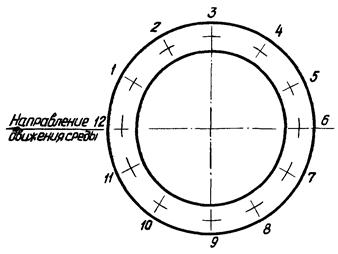
Рис. 3. Схема расположения гаек и шпилек:
1 - 12 - порядок расположения гаек и шпилек
Сварные швы, металл которых не соответствует проектному, окрашиваются краской зеленого цвета по всей длине окружности стыка. Окраска и клеймение производятся в присутствии оператора по спектральному анализу его помощником (выделенным заказчиком), непосредственно после проведения анализа.
IV. МЕТОДИКА АНАЛИЗА
Качественный и полуколичественный спектральный анализ производится в соответствии с рисунками различных областей спектра, приведенных в настоящей методике.
На рисунках 4 - 26 графически изображены спектральные линии большинства элементов, определяемых в стали с применением медного постоянном электрода. К каждому рисунку приводятся спектроскопические оценки и соответствующие им процентные содержания определяемого элемента.
Спектральные линии, видимые в стилоскопе, различаются по яркости, степени размытости и расположению. Наиболее яркие спектральные линии на рисунках условно сделаны более широкими, менее яркие соответственно более узкими. Все линии на рисунках обозначены символом химических элементов перед общепринятой нумерацией групп. Например, V1 означает ванадий по группе «1».
При проведении анализа для многих элементов используются несколько групп аналитических линий, расположенных в различных областях спектра. Как правило, каждая группа линий оказывается пригодной при оценке содержания элемента лишь в определенном интервале концентраций. Те спектральные линии, по которым производится анализ, снабжены цифровыми обозначениями перед химическими символами. Цифрой «1» отмечается основная линия искомого элемента. Эта линия показана в центре рисунка под указателем. Длины волн определяемых элементов и элементов сравнения приведены в табл. 1. До половины высоты спектра изображены линии групп других элементов, которые могут быть видимы на данном участке спектра.
При проведении анализа могут быть следующие соотношения интенсивности линий определяемого элемента и линий основы:
а) если линия определяемого элемента и линия сравнения равны по интенсивности, то оценка интенсивности обозначается знаком равенства «/=/», например 1 = 2;
б) если линия определяемого элемента слабее или сильнее по интенсивности линий сравнения, то оценка обозначается знаками «», например 1 < 2 или 1 >2;
в) если линия определяемого элемента значительно слабее по интенсивности или значительно сильнее линий сравнения, то оценка обозначается знаками: «>», например 1 > 2.
Картина спектра, наблюдаемая в окуляре стилоскопа, может не иметь полного сходства с изображением рассматриваемой области спектра на рисунке, несмотря на почти равные увеличения. Всегда имеются некоторые различия из-за дополнительного появления спектральных линий случайных примесей. Поэтому навыки в анализе надо приобретать не по рисункам, а обязательно при наблюдении спектров, видимых в окуляре стилоскопа, на образцах с известным химическим составом.
Оценку интенсивности сравниваемых линий большинства элементов следует начинать спустя 30 - 40 сек после включения дуги. Исключение составляют никель, титан и вольфрам, анализ которых производится через 60 сек после включения дуги. В течение этого времени, называемого временем обжига, выгорают загрязнения и стабилизируются условия испарения вещества электродов. Допустимое время горения дуги на одном участке поверхности изделия не должно превышать 2 мин, после чего дугу надо выключать. При необходимости анализ возобновляется на вновь подготовленном участке поверхности зачищенным электродом.
Для лучшей ориентации в спектре на рис. 4 показана область спектра в диапазоне длин волн 3950 - 6400 А°. Там же указаны границы основных цветов спектра. В соответствии с длиной волны схематически изображены линии аналитических групп элементов, приведенных на рис. 5 - 26. Линии этих групп расположены таким же образом, как при наблюдении в стилоскопе, т.е. длины волн возрастают слева направо.
Анализ выполняется в следующем порядке:
а) зачищается электрод и изделие;
б) межэлектродный промежуток устанавливается величиной 1 - 3 мм и зажигается дуга (искра);
в) руководствуясь приведенными указаниями, оператор отыскивает нужную группу линий и производит оценку содержания искомых элементов, записывая результаты анализа в журнал (блокнот) по заранее подготовленной форме.
Определение элементов проводится в следующей последовательности: ванадий, хром, молибден, никель, титан, вольфрам, марганец, ниобий, кобальт, кремний.
1. Определение ванадия ведется по трем группам линий: V1 (рис. 5), V3 (рис. 6) и V4 * (рис. 7).
* Группа V4 впервые введена в практику Центроэнергомонтажом.
Группа V1 расположена в темно-синей области спектра.
Группа V3 - в светло-голубой и группа V4 - в оранжевой.
Предел определяемого содержания по группе V1 от 0,15 до 0,5 %, по группе V3 от 0,8 до 2,5 %. По группе V4 устанавливается только наличие ванадия, если его содержание превышает 0,1 %.
Методика спектрального анализа металлов
ГОСТ Р 54153-2010
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Метод атомно-эмиссионного спектрального анализа
Steel. Method of atomic emission spectral analysis
Дата введения 2012-01-01
Предисловие
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. N 184-ФЗ "О техническом регулировании", а правила применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 "Стандартизация в Российской Федерации. Основные положения"
Сведения о стандарте
1 РАЗРАБОТАН Закрытым акционерным обществом "Институт стандартных образцов"
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 145 "Методы контроля металлопродукции"
3 В настоящем стандарте учтены основные нормативные положения стандартов АСТМ Е415-08*, АСТМ Е1086-08*, АСТМ Е1009-95*
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - Примечание изготовителя базы данных.
5 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячно издаваемых информационных указателях "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
Введение
Настоящий стандарт разработан впервые в связи с совершенствованием спектрального оборудования, расширением аналитических возможностей приборов, а также с учетом современных требований к точности измерений показателей качества стали в Российской Федерации.
1 Область применения
1.1 Настоящий стандарт устанавливает атомно-эмиссионный спектральный метод с фотоэлектрической регистрацией спектра для определения в стали массовой доли элементов, %:
алюминий кислоторастворимый (к. р.)
1.2 Настоящий стандарт распространяется на анализ образцов стали, имеющих диаметр, достаточный, чтобы перекрыть отверстие камеры обыскривания (для обеспечения герметичности камеры).
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ Р 8.563-2009 Государственная система обеспечения единства измерений. Методики (методы) измерений
ГОСТ Р ИСО 5725-1-2002 Точность (правильность и прецизионность) методов и результатов измерений. Часть 1. Основные положения и определения
ГОСТ Р ИСО 5725-6-2002 Точность (правильность и прецизионность) методов и результатов измерений. Часть 6. Использование значений точности на практике
ГОСТ Р 52361-2005 Контроль объекта аналитический. Термины и определения
ГОСТ Р 52781-2007 Круги шлифовальные и заточные. Технические условия
ГОСТ 8.315-97 Государственная система обеспечения единства измерений. Стандартные образцы состава и свойств веществ и материалов. Основные положения
ГОСТ 12.0.004-90 Система стандартов безопасности труда. Организация обучения безопасности труда. Общие положения
ГОСТ 12.1.004-91 Система стандартов безопасности труда. Пожарная безопасность. Общие требования
ГОСТ 12.1.019-2009 Система стандартов безопасности труда. Электробезопасность. Общие требования и номенклатура видов защиты
* Вероятно, ошибка оригинала. Следует читать: ГОСТ Р 12.1.019-2009, здесь и далее по тексту. - Примечание изготовителя базы данных.
ГОСТ 12.4.009-83 Система стандартов безопасности труда. Пожарная техника для защиты объектов. Основные виды. Размещение и обслуживание
ГОСТ 6456-82 Шкурка шлифовальная бумажная. Технические условия
ГОСТ 7565-81 (ИСО 377-2-89) Чугун, сталь и сплавы. Метод отбора проб для определения химического состава
ГОСТ 10157-79 Аргон газообразный и жидкий. Технические условия
ГОСТ 21963-2002 Круги отрезные. Технические условия
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодно издаваемому указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по соответствующим ежемесячно издаваемым информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены термины с соответствующими определениями по ГОСТ Р ИСО 5725-1, ГОСТ 8.563*, МИ 1317 [1], РМГ 61 [2], РМГ 29 [3], РМГ 91 [4], Р 50.2.056-2007 [5], а также следующие термины с соответствующими определениями:
* Вероятно, ошибка оригинала. Следует читать: ГОСТ Р 8.563. - Примечание изготовителя базы данных.
3.1 методика измерений (МВИ): Совокупность операций и правил, выполнение которых обеспечивает получение результатов измерений с установленными характеристиками погрешности (неопределенности).
3.2 интенсивность спектральных линий: Мощность, излучаемая единицей объема источника в интервале длин волн, соответствующем полной ширине данной спектральной линии.
3.3 стандартный образец материала (вещества): Материал (вещество), одно или несколько свойств которого установлены метрологически обоснованными процедурами, к которому приложен документ, выданный уполномоченным органом, содержащий значения этих свойств с указанием характеристик погрешностей (неопределенностей) и утверждение о прослеживаемости.
3.4 государственный стандартный образец: Стандартный образец материала (вещества), признанный федеральным органом исполнительной власти Российской Федерации, осуществляющим функции в сфере технического регулирования и метрологии.
3.5 стандартный образец предприятия: Стандартный образец материала (вещества), признанный руководством предприятия.
3.6 аналитический сигнал: Сигнал, содержащий количественную информацию о величине, функционально связанной с содержанием элемента и регистрируемой в ходе анализа материала.
3.7 градуировочная характеристика: Функциональная зависимость аналитического сигнала от содержания элемента, выраженная в виде формулы, графика или таблицы.
3.8 характеристика погрешности результатов анализа: Граница интервала, в котором погрешность измерений находится с доверительной вероятностью 0,95.
3.9 показатель точности результатов анализа: Значения характеристики погрешности (неопределенности), установленные для любого результата анализа, полученного при соблюдении требований и правил данной методики при ее реализации в конкретной лаборатории (соответствует расширенной неопределенности с коэффициентом охвата 2).
3.10 неопределенность измерений: Параметр, связанный с результатом измерений и характеризующий рассеяние значений, которые можно приписать измеряемой величине.
3.11 стандартная неопределенность: Неопределенность результатов измерений, выраженная в виде стандартного отклонения.
3.12 расширенная неопределенность: Величина, определяемая интервалом вокруг математического ожидания результатов измерений, охватывающим большую долю распределения значений, которые обоснованно могут быть приписаны измеряемой величине.
3.13 прецизионность: Степень близости друг к другу независимых результатов измерений, полученных в конкретных регламентированных условиях.
3.14 повторяемость (сходимость): Прецизионность в условиях, при которых результаты измерений получены одним методом, с использованием одного оборудования, на одной поверхности пробы, в одной лаборатории, одним и тем же оператором и практически одновременно.
Метод фотоэлектрического спектрального анализа
Steel. Method of photoelectric spectral analysis
1 РАЗРАБОТАН Российской Федерацией, Межгосударственным техническим комитетом МТК 145 "Методы контроля металлопродукции"
ВНЕСЕН Госстандартом России
2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол N 11-97 от 25 апреля 1997 г.)
За принятие проголосовали:
Наименование национального органа по стандартизации
Госстандарт Республики Казахстан
Главная государственная инспекция Туркменистана
3 Постановлением Государственного комитета Российской Федерации по стандартизации, метрологии и сертификации от 23 сентября 1997 г. N 332 межгосударственный стандарт ГОСТ 18895-97 введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 января 1998 г.
5 ПЕРЕИЗДАНИЕ. Январь 2002 г.
Настоящий стандарт устанавливает фотоэлектрический спектральный метод определения в стали массовой доли элементов, %:
Метод основан на возбуждении атомов элементов стали электрическим разрядом, разложении излучения в спектр, измерении аналитических сигналов, пропорциональных интенсивности или логарифму интенсивности спектральных линий, и последующем определении массовых долей элементов с помощью градуировочных характеристик.
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 8.315-97 ГСИ. Стандартные образцы состава и свойств веществ и материалов. Основные положения
ГОСТ 2424-83* Круги шлифовальные. Технические условия
* На территории Российской Федерации документ не действует. Действует ГОСТ Р 52781-2007, здесь и далее по тексту. - Примечание изготовителя базы данных.
ГОСТ 7565-81 (ИСО 377-2-89) Чугун, сталь и сплавы. Метод отбора проб для химического состава
ГОСТ 21963-82* Круги отрезные. Технические условия
* На территории Российской Федерации документ не действует. Действует ГОСТ 21963-2002, здесь и далее по тексту. - Примечание изготовителя базы данных.
3 ОТБОР И ПОДГОТОВКА ПРОБ
Отбор и подготовка проб - по ГОСТ 7565 с дополнением. Поверхность пробы, предназначенную для обыскривания, затачивают на плоскость. На поверхности не допускаются раковины, шлаковые включения, цвета побежалости и другие дефекты.
4 АППАРАТУРА И МАТЕРИАЛЫ
Фотоэлектрические вакуумные и воздушные установки индивидуальной градуировки.
Отрезной станок типов 8230 и 2К337.
Шлифовальный станок модели 3Е881.
Точильно-шлифовальный станок (обдирочно-наждачный) типа ТЩ-500.
Универсальный станок для заточки электродов модели КП-35.
Токарно-винторезный станок модели 1604.
Отрезные диски 400х4х32 мм по ГОСТ 21963.
Электрокорундовые абразивные круги с керамической связкой, зернистостью N 50, твердостью СТ-2, размером 300х40х70 мм по ГОСТ 2424.
Шкурка шлифовальная бумажная типа 2 на бумаге марки БШ-200 (П7) из нормального электрокорунда зернистостью 40-60 по ГОСТ 6456.
Аргон газообразный высшего сорта по ГОСТ 10157.
Электропечь для сушки и чистки аргона типа СУОЛ-0.4.4/12-Н2-У4.2.
В случае применения вакуумных фотоэлектрических установок используют постоянные электроды-прутки серебряные, медные и вольфрамовые диаметром 5-6 мм или вольфрамовую проволоку диаметром 1-2 мм длиною не менее 50 мм.
Для воздушных фотоэлектрических установок используют медные прутки марок M00, M1, M2 по ГОСТ 859 и угольные стержни марки С3 диаметром 6 мм и длиной не менее 50 мм.
Для определения массовой доли элементов в прокатной стали применяют вакуумные и воздушные фотоэлектрические установки. Если образец не перекрывает полностью отверстие в штативе вакуумной установки, применяют контактную камеру (см. рисунок 1) или другое приспособление, ограничивающее отверстие в столе штатива.
1 - прокладки; 2 - пластина; 3 - пружина; 4 - контакт
Рисунок 1 - Контактная камера для вакуумного спектрометра
Допускается применение другой аппаратуры, оборудования и материалов, обеспечивающих точность анализа, предусмотренную настоящим стандартом.
5 ПОДГОТОВКА К АНАЛИЗУ
5.1 Подготовку установки к выполнению измерений проводят в соответствии с инструкцией по обслуживанию и эксплуатации установки.
5.2 Градуировку каждой фотоэлектрической установки осуществляют экспериментально при внедрении методики выполнения измерений с помощью стандартных образцов (СО) состава, аттестованных в соответствии с ГОСТ 8.315.
Допускается применение однородных проб, проанализированных стандартизованными или аттестованными методиками химического анализа.
5.3 При первичной градуировке выполняют не менее пяти серий измерений в разные дни работы фотоэлектрической установки. В серии для каждого СО проводят по две пары параллельных (выполняемых одно за другим на одной поверхности) измерений. Порядок пар параллельных измерений для всех СО в серии рандомезируют. Вычисляют среднее арифметическое значение аналитических сигналов по серии и среднее арифметическое значение аналитических сигналов для пяти серий измерений для каждого СО.
Расчетным или графическим способом устанавливают градуировочные характеристики, которые выражают в виде формулы, графика или таблицы. Градуировочные характеристики используют для определения массовых долей контролируемых элементов непосредственно или с учетом влияния химического состава и физико-химических свойств объекта.
Для установок, сопряженных с ЭВМ, процедура градуировки определяется программным обеспечением. При этом точность результатов анализа должна удовлетворять требованиям настоящего стандарта.
5.4 При повторной градуировке допускается сокращение числа серий до двух.
5.5 В случае оперативной градуировки (получения градуировочных характеристик с каждой партией анализируемых проб) выполняют не менее двух параллельных измерений для каждого СО.
6 ПРОВЕДЕНИЕ АНАЛИЗА
6.1 Условия проведения анализа на фотоэлектрических установках приведены в приложении А (таблицы А.1, А.2).
6.2 Длины волн спектральных линий и диапазон значений массовых долей элементов приведены в приложении А (таблица А.3).

Нужен полный текст и статус документов ГОСТ, СНИП, СП?
Попробуйте профессиональную справочную систему
«Техэксперт: Базовые нормативные документы» бесплатно
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
ПО ПРОВЕДЕНИЮ СПЕКТРАЛЬНОГО АНАЛИЗА МЕТАЛЛА ДЕТАЛЕЙ
ЭНЕРГЕТИЧЕСКИХ УСТАНОВОК С ПОМОЩЬЮ СТИЛОСКОПА
СОСТАВЛЕНЫ Специализированным центром научно-технический информации по эксплуатации энергосистем ОРГРЭС
Автор инж. Д.Э.Кан
Редактор канд. техн. наук А.Г.Комаровский
УТВЕРЖДЕНЫ Главным инженером Главэнергоремонта П.Орешкиным, Главным инженером Главного технического управления по эксплуатации энергосистем С.Молокановым
Методические указания предназначены для монтажного, ремонтного и эксплуатационного персонала, осуществляющих организацию и производство работ по монтажу и ремонту оборудования, а также контроль и наблюдение за металлом трубопроводов, котлов и турбин на тепловых электрических станциях.
Методические указания разработаны на основе опыта работы производственного предприятия "Мосэнергоремонт".
С выходом Методических указаний отменяется "Временная инструкция по спектральному анализу металла деталей энергетических установок с помощью стилоскопа", выпущенная БТИ ОРГРЭС в 1962 г.
Случайная замена материала изделий при монтаже и ремонте оборудования, не предусмотренная проектом, может привести к выходу из строя установки или к тяжелым авариям. Для предотвращения аварий производится спектральный анализ металла с помощью стилоскопа, позволяющий на месте, без повреждения деталей приближенно оценивать процентное содержание в стали* ванадия, хрома, молибдена, никеля, титана, вольфрама, марганца, ниобия, кобальта, кремния. Продолжительность анализа для определения марки стали - 2-3 мин.
Принцип действия стилоскопической установки - создание электрического разряда между анализируемым объектом (являющимся одним из электродов) и постоянным электродом прибора, приводит к парообразованию вещества электродов и заполнению межэлектродного промежутка светящимися парами. Излучение светящегося пара направляется через узкую щель прибора в оптическую систему, где происходит разложение света и образование линейчатого спектра. Полученный спектр представляет собой ряд световых проекций щели, каждая из которых соответствует определенной длине волны.
В настоящее время промышленность выпускает два типа стилоскопов: стационарный СЛ-11 с горизонтальным расположением деталей и переносный СЛП-2, в котором детали смонтированы в вертикальной плоскости. Применяется также много приборов прежних выпусков: CЛ-1, СЛ-3, СЛ-10, СЛП-1 и др.
Для приборов, построенных по автоколлимационной схеме, характерно двойное прохождение луча через две диспергирующие призмы: неподвижную шестидесятиградусную и поворотную тридцатиградусную с посеребренной гранью большого катета (рис.1). При этом ахроматический объектив выполняет роль и объектива зрительной трубы.

Рис.1. Оптическая схема стилоскопа СЛП-2:
2 - диспергирующая призма; 3 - объектив; 4 - призма; 5 - оптическая щель; 6 - конденсор; 7 - призма;
8 - защитное стекло; 9 - постоянный электрод; 10 - анализируемый объект; 11 - упорные контакты
Автоколлимационные стилоскопы благодаря минимальному количеству оптических деталей компактны, имеют небольшой вес и хорошо разделяют линии с близкими длинами волн. Введение в поле зрения окуляра анализируемого участка спектра проводится поворотом диспергирующей призмы относительно неподвижно закрепленного окуляра. При этом происходит перефокусировка объектива с сохранением резкости спектра, что значительно облегчает условия его рассмотрения.
II. ПОДГОТОВКА ИЗДЕЛИЙ И СТАНДАРТНЫХ ЭЛЕКТРОДОВ К АНАЛИЗУ
1. Для проведения анализа на изделии (образце) выбирается по возможности плоский, гладкий участок и на нем зачищается площадка размером 2х2 см. Окалина, антикоррозионные покрытия, следы краски, всевозможные поверхностные загрязнения, а также поры, шлаковые включения, трещины, раковины, шероховатости и прочие пороки на поверхности анализируемого образца удаляются зачисткой абразивным кругом. Так как существует возможность загрязнения анализируемого изделия (образца) материалом круга, особенно при определении кремния и титана, окончательная обработка поверхности аналитической площадки производится напильником. Если изделие подвергалось обработке, вызвавшей изменение химического состава в поверхностном слое (химико-термическая обработка, травление и др.), то такой слой также обязательно снимается.
При работе с переносным стилоскопом на изделии готовится вторая площадка размером ~1 см на расстоянии 8 см от первой, служащая опорой для вольфрамовых контактов стилоскопа, с помощью которых производится присоединение анализируемого объекта к заземляющему проводу прибора. Зачистка опорной площадки ограничивается удалением загрязнений и окалины.
Для отбора проб с помощью ударно-искрового пробоотборника на изделии подготавливается одна площадка размером 3х3 см.
Для анализа сварочных электродов образцы приготовляются из наплавленного металла. Наплавка производится на пластины из малоуглеродистой стали (Сталь 20, Ст.2, Ст.3), предварительно проверенные стилоскопом на отсутствие легирующих элементов. Каждая наплавка выполняется одним электродом на отдельную пластину, толщина которой при диаметре электрода до 2 мм должна быть не менее 3 мм и при диаметре электрода свыше 2 мм - не менее 6 мм. Форма наплавки круглая в виде цилиндра, высота и основание которого не менее четырех диаметров проверяемого электрода. Анализ производится по верхней площадке. В каждой партии анализируется три электрода, взятых из разных пачек (замесов), вне зависимости от количества замесов, составляющих партию.
1) электроды дисковой формы - диаметр 60 мм для переносных стилоскопов и 90 мм для стационарных, толщину 1,0-1,5 мм;
Анализ на смонтированном паропроводе проводится по схеме паропровода в соответствии с нумерацией сварных стыков (рис.2). Запись результатов анализов ведется согласно номера сварных стыков, ограничивающих место анализа: например, участок трубы между стыками "69-70" обозначается "труба 69-70", задвижка между стыками "65-66" - "задвижка 65-66" и т.д., а металл сварных швов непосредственно номером стыка. Протоколы без приложения схем недействительны.

Рис.2. Схема паропровода:
65-77 - сварные стыки
Если при контроле крепежа на установленной по месту постоянной работы арматуры или фланцевых соединений обнаружено несоответствие стали проектной марки, то составляется эскиз (рис.3) с расстановкой и нумерацией крепежа, который прилагается к протоколу. Запись результатов контроля крепежа ведется в протоколе согласно принятой на эскизе нумерации.
Задвижка 65-66

Рис.3. Схема расположения гаек и шпилек:
1-12 - порядок расположения гаек и шпилек
Если при контроле металла сварных швов выявлен хотя бы один шов, металл которого не соответствует проектному, контролю подлежат все однотипные швы (100%), выполненные данным сварщиком на проверяемом оборудовании.
Трубы паропроводов, питательных линий, их байпасы и дренажи, трубы повepxнocтeй нагрева, змеевики, панели, коллекторы и т.п. окрашиваются по наружной поверхности в соответствии с цветной маркировкой по МРТУ 2402-65, приведенной ниже.
1. ОБЩИЕ ТРЕБОВАНИЯ К МЕТОДАМ АНАЛИЗА
1.2. Состояние поставки эталонов (в качестве которых используют ГСО ИСО ЦНИИЧМ, а также вторичные производственные СОП) и проб должно быть одинаковым.
1.3. Массы эталонов и проб не должны отличаться значительно и должны быть не менее 30 г.
1.4. Чистота заточки поверхности эталонов и проб должна быть Rz20.
2. ФОТОГРАФИЧЕСКИЕ МЕТОДЫ
2.1. Определение хрома, никеля, марганца, кремния в углеродистых сталях.
Методика предназначена для определения хрома, никеля, марганца, кремния в сталях марок Ст. 3, Ст. 5 и др. по ГОСТ 380-71, в сталях марок 20, 40, 45 и др. по ГОСТ 1050-74.
Кварцевый спектрограф средней дисперсии типа ИСП-22, ИСП-28 или ИСП-30.
Генератор дуги типа ДТ-2.
Генератор искры типа ИГ-3.
Микрофотометр МФ-2 или МФ-4.
Точильный станок с электрокорундовыми кругами зернистости № 36-64.
Набор напильников (для заточки эталонов и проб).
Устройство или приспособление для заточки металлических и угольных электродов.
Комплекты ГСО ИСО ЦНИИЧМ - 12; 53; 76; 77 и их заменяющие.
Постоянные электроды-прутки Æ от 6 до 8 мм из электролитической меди марки M - I по ГОСТ 859-78 и прутки Æ 6 мм из спектрально чистых углей марки C 1 , С2, С3.
Фотопластинки «спектральные», тип I, II.
Калий бромистый по ГОСТ 4160-74.
Гидрохинон (парадиоксибензол) по ГОСТ 19627-74.
Натрий сернистокислый (натрий сульфит) кристаллический по ГОСТ 429-76.
Метол (пара-метиламинофенолсульфит) по ГОСТ 5-1177-71.
Натрий углекислый безводный по ГОСТ 83-79.
Аммоний хлористый по ГОСТ 3773-72.
Натрий серноватистокислый (тиосульфат натрия) по ГОСТ 4215-66.
С торцевой поверхности пробы стали при помощи наждачного круга снимается слой 1 мм, затем проба затачивается напильником, качество поверхности должно быть не менее, чем Rz20. Медные электроды затачиваются на конус 90°, скругленный радиусом от 1,5 до 2,0 мм. Угольные электроды затачивают на усеченный конус с диаметром площадки от 1,0 до 1,5 мм. Источник света фокусируют на щель спектрального аппарата с помощью кварцевого конденсора с фокусным расстоянием 75 мм или трехлинзовой системы освещения. Установка линз производится на расстояниях, указанных в паспорте к спектрографу. Ширина щели спектрального аппарата от 0,012 до 0,015 мм.
2.1.4. Источник возбуждения спектра
В качестве источников возбуждения спектра используются дуга переменного тока (генератор ДГ-2) и высоковольтная искра (генератор ИГ-3). Основные параметры разрядного контура приведены (в табл. 1, 2).
Дуга переменного тока
Фаза поджига, град
Вспомогательный промежуток, мм
Аналитический промежуток, мм
Величина параметров контура
Количество цугов за полупериод питающего тока
Задающий искровой промежуток, мм
Анализ проводят методом «трех эталонов» или фотометрического интерполирования, описанных в руководствах по спектральному анализу. Заточенные электроды, эталоны, пробы устанавливают в штатив. С помощью теневой проекции устанавливают составляющий аналитический промежуток. Съемку спектров производят с предварительным обжигом 10 с для дуги переменного тока и от 30 до 40 с для высоковольтной искры. Экспозицию выбирают в зависимости от чувствительности фотоматериалов (почернения аналитических пар должны лежать в области «нормальных»; для фотопластинок тип I область «нормальных» почернений составляет от 0,4 до 2,0). Спектры эталонов и проб фотографируют не менее 3 раз без ослабителя по методу «трех эталонов» и через 9-ступенчатый ослабитель по методу фотометрического интерполирования.
По окончании съемки фотопластинку обрабатывают в стандартном проявителе (раствор А и Б перед проявлением сливается в равных пропорциях).
Раствор А; готовят следующим образом: 1 г метола, 26 г натрия сернистокислого, 5 г гидрохинона, 1 г калия бромистого растворяют в 500 см 3 воды.
Раствор Б; готовят следующим образом: 20 г натрия углекислого растворяют в 500 см 3 воды.
Время проявления указывается на пачках фотопластинок, температура раствора должна быть от 18 до 20 °С. После проявления фотопластинку следует ополоснуть в воде или стоп-растворе (2,5 %-ный раствор уксусной кислоты), отфиксировать.
Фиксаж готовят следующим образом: 200 г натрия серноватистокислого; 27 г аммония хлористого растворяют в 500 см 3 дистилированной воды.
После фиксирования фотопластинку тщательно промывают в проточной холодной воде и сушат.
В случае метода «трех эталонов» обработка спектрограмм производится на микрофотометре МФ-2 или МФ-4. Щель микрофотометра от 0,15 до 0,25 мм, в зависимости от ширины спектральных линий. При методе фотометрического интерполирования оценка содержания анализируемых элементов производится визуально на спектропроекторе ПС-18.
2.1.7. Аналитические линии
Для анализа рекомендуются следующие аналитические пары (в нм):
а) дуговое возбуждение:
Cr 267,7 - Fe 268,3
Ni 305,0 - Fe 305,5
Mn 293,3 - Fe 292,6
Si 250,6 - Fe 250,7
б) искровое возбуждение:
Cr 267,7 - Fe 268,9
Ni 341,4 - Fe 341,3
Mn 293,3 - Fe 293,6.
При использовании метода «трех эталонов» градировочные графики строят в координатах ( D S , lg С ), при методе фотометрического интерполирования соответственно в
где D S - разность почернений определяемого элемента и линий сравнения железа;
lg С - логарифм концентрации;
J эл - интенсивность линии определяемого элемента;
JFe - интенсивность линий железа.
Квадратичная ошибка воспроизводимости в зависимости от определяемой концентрации составляет от 2 до 5 %.
2.2. Определение хрома, никеля, марганца, кремния, меди, ванадия, молибдена, алюминия, вольфрама, бора в легированных конструкционных сталях
Методика предназначена для определения хрома, никеля, марганца, кремния, алюминия, меди, ванадия, молибдена, вольфрама и бора в сталях марок 40Х, 15XM, 38ХМЮА и др. по ГОСТ 4543-71.
2.2.2. Аппаратура, вспомогательное оборудование, материалы, реактивы
Для проведения анализа необходимы оборудование и аппаратура, указанные в п. 2.1.2. При определении бора целесообразнее использовать приборы большой дисперсии типа СТЭ-1, который надежно разрешает линии В 249,6 нм и Fe 249,7 нм. В качестве эталонов можно использовать комплекты ГСО ИСО ЦНИИЧМ - 20, 21, 22, 28, 29, 32, а также производственные МОП, многократно проанализированные различными химическими лабораториями. Остальные материалы, а также реактивы для обработки спектрограмм те же, что и при анализе сталей углеродистых (см. п. 2.1.2).
2.2.3. Подготовка к анализу
Подготовку проб стали к анализу, установку пробы в штатив производят также, как описано в п. 2.1.3. Система освещения 3-линзовая или однолинзовая, линзы устанавливаются на расстояниях, указанных в паспорте к спектрографу. Ширина щели спектрального аппарата от 0,012 до 0,015 мм. При анализе бора при использовании спектрографов средней дисперсии типа ИСП-30 ширина щели должна составлять от 0,005 до 0,007 мм. Постоянные электроды из меди затачивают, как описано в п. 2.1.3. и используют при дуговом возбуждении. Спектрально чистые угольные электроды (см. п. 2.1.3) применяют при определении нижеприводимых элементов в высоковольтной искре.
2.2.4. Источник возбуждения спектра
В качестве источника возбуждения спектра используются дуга переменного тока (генератор ДТ-2) и высоковольтная искра (генератор ИГ-3). Основные параметры разрядного контура приведены (в табл. 3, 4).
2.2.5. Проведение анализа
Анализ проводят методом «трех эталонов».
Установку электродов, проб, эталонов (ГСО ИСО ЦНИИЧМ СОП) описано в п. 2.1.5.
Время предварительного обыскривания для дуги переменного тока 10 с и от 30 до 40 с, для высоковольтной искры от 30 до 40 с.
Эталоны и пробы фотографируют не менее трех раз, экспозицию выбирают в зависимости от чувствительности фотоматериалов. Обработку фотопластинок производят в проявителе и фиксаже того же состава, что и в п. 2.1.5.
Читайте также: