Методы исследования и контроля качества металлов и сплавов
Обновлено: 17.05.2024
Металлы и сплавы обладают разнообразными свойствами. Используя один метод исследования металлов, невозможно получить информацию обо всех свойствах. Используют несколько методов анализа [3, 6, 8].
Для определения химического состава используются методы количественного анализа:
1. Если не требуется большой точности, то используют спектральный анализ.
Спектральный анализ основан на разложении и исследовании спектра электрической дуги или искры, искусственно возбуждаемой между медным электродом и исследуемым металлом.
Зажигается дуга, луч света через призмы попадает в окуляр для анализа спектра. Цвет и концентрация линий спектра позволяют определить содержание химических элементов в металле.
Используются стационарные и переносные стилоскопы.
2. Рентгеноспектральный анализпозволяет получать более точные сведения о химическом составе. Проводится на микроанализаторах. Позволяет определить состав фаз сплава, а также характеристики диффузионной подвижности атомов.
Различают макроструктуру, микроструктуру и тонкую структуру.
Дляизучения структурыметалла используют:
1. Макроструктурный анализ (макроанализ)– изучение строения металлов и сплавов невооруженным глазом или при небольшом увеличении (до 30 раз) с помощью лупы на специальных макрошлифах (темплетах). Осуществляется после предварительной подготовки исследуемой поверхности (шлифование и травление специальными реактивами). Позволяет выявить и определить дефекты, возникшие на различных этапах производства литых, кованых, штампованных и катаных заготовок, а также причины разрушения деталей.
При этом устанавливают: вид излома (вязкий, хрупкий и другие виды излома); размер, форму и расположение зерен и дендритов литого металла; дефекты, нарушающие сплошность металла (усадочную пористость, газовые пузыри, раковины, трещины, дефекты сварки); химическую неоднородность металла, вызванную процессами кристаллизации или созданную термической и химико-термической обработкой; волокна в деформированном металле. Волокнистая структура металла позволяет судить о технологии изготовления детали (сварная, штампованная, полученная обработкой резанием).
2. Микроструктурный анализ (микроанализ) – изучение поверхности с помощью световых микроскопов (оптических). Увеличение 50 – 2000 раз. Позволяет обнаружить элементы структуры размером до 0,2 мкм.
Для этого используют образцы – микрошлифы с блестящей полированной поверхностью, так как структура рассматривается в отраженном свете. При этом можно наблюдать микротрещины и неметаллические включения.
Для выявления микроструктуры поверхность травят реактивами, зависящими от состава сплава. Различные фазы протравливаются неодинаково и окрашиваются по-разному, что позволяет выявить форму, размеры и ориентацию зерен, отдельные фазы и структурные составляющие.
Кроме световых микроскопов используют электронные микроскопы (просвечивающие, растровые) с большой разрешающей способностью. Изображение формируется с помощью потока быстро летящих электронов. Электронные лучи с длиной волны (0,04 – 0,12) 10 −8 см дают возможность различать детали объекта по их размерам, соответствующим межатомным расстояниям. При использовании просвечивающих микроскопов поток электронов проходит через изучаемый объект. Изображение является результатом неодинакового рассеяния электронов на объекте.
Различают косвенные и прямыеметоды исследования.
При косвенном методе изучают не сам объект, а его отпечаток – кварцевый или угольный слепок (реплику), отображающий рельеф микрошлифа для предупреждения вторичного излучения, искажающего картину.
При прямом методе изучают тонкие металлические фольги, толщиной до 300 нм на просвет. Фольги получают непосредственно из изучаемого металла.
В растровых микроскопах изображение создается за счет вторичной эмиссии электронов, излучаемых поверхностью, на которую падает непрерывно перемещающийся по этой поверхности поток первичных электронов. Изучается непосредственно поверхность металла. Разрешающая способность несколько ниже (25 – 30 нм), чем у просвечивающих микроскопов.
3. Для изучения атомно-кристаллического строения твердых тел (тонкое строение) используются рентгенографические методы, позволяющие устанавливать связь между химическим составом, структурой и свойствами тела, тип твердых растворов, микронапряжения, концентрацию дефектов, плотность дислокаций.
К физическим методам исследования можно отнести:
1. Термический анализ, основанный на явлении теплового эффекта. Фазовые превращения в сплавах сопровождаются тепловым эффектом, в результате на кривых охлаждения сплавов при температурах фазовых превращений наблюдаются точки перегиба или температурные остановки. Метод позволяет определить критические точки.
2. Дилатометрический метод.При нагреве металлов и сплавов происходит изменение объема и линейных размеров – тепловое расширение. Если изменения обусловлены только увеличением энергии колебаний атомов, то при охлаждении размеры восстанавливаются. При фазовых превращениях изменения размеров необратимы. Метод позволяет определить критические точки сплавов, температурные интервалы существования фаз, а также изучать процессы распада твердых растворов.
3. Магнитный анализ.Используется для исследования процессов, связанных с переходом из парамагнитного состояния в ферромагнитное (или наоборот), и при этом возможна количественная оценка этих процессов.
Методы исследования металлов и сплавов
Методы исследования металлов
Цель испытания материалов состоит в том, чтобы оценить качество материала, определить его механические и эксплуатационные характеристики и выявить причины потери прочности.
Химические методы. Химические испытания обычно состоят в том, что стандартными методами качественного и количественного химического анализа определяется состав материала и устанавливается наличие или отсутствие нежелательных и легирующих примесей. Они нередко дополняются оценкой стойкости материалов, в частности с покрытиями, к коррозии под действием химических реагентов. При макротравлении поверхность металлических материалов, особенно легированных сталей, подвергают селективному воздействию химических растворов для выявления пористости, сегрегации, линий скольжения, включений, а также гросс-структуры. Присутствие серы и фосфора во многих сплавах удается обнаружить методом контактных отпечатков, при котором поверхность металла прижимается к сенсибилизированной фотобумаге. С помощью специальных химических растворов оценивается подверженность материалов сезонному растрескиванию. Проба на искру позволяет быстро определить тип исследуемой стали. Методы спектроскопического анализа особенно ценны тем, что позволяют оперативно проводить качественное определение малых количеств примесей, которые невозможно обнаружить другими химическими методами. Такие многоканальные приборы с фотоэлектрической регистрацией, как квантометры, полихроматоры и квантоваки, автоматически анализируют спектр металлического образца, после чего индикаторное устройство указывает содержание каждого присутствующего металла.
Механические методы. Механические испытания обычно проводят для выяснения поведения материала в определенном напряженном состоянии. Такие испытания дают важную информацию о прочности и пластичности металла. В дополнение к стандартным видам испытаний может применяться специально разработанное оборудование, воспроизводящее те или иные специфические условия эксплуатации изделия. Механические испытания могут проводиться в условиях либо постепенного приложения напряжений (статической нагрузки), либо ударного нагружения (динамической нагрузки).
Виды напряжений. По характеру действия напряжения разделяются на растягивающие, сжимающие и сдвиговые. Скручивающие моменты вызывают особый вид сдвиговых напряжений, а изгибающие моменты - сочетание растягивающих и сжимающих напряжений (обычно при наличии сдвиговых). Все эти различные виды напряжений могут быть созданы в образце с помощью стандартного оборудования, позволяющего определять предельно допустимые и разрушающие напряжения.
Испытания на растяжение. Это - один из самых распространенных видов механических испытаний. Тщательно подготовленный образец помещают в захваты мощной машины, которая прикладывает к нему растягивающие усилия. Регистрируется удлинение, соответствующее каждому значению растягивающего напряжения. По этим данным может быть построена диаграмма напряжение - деформация. При малых напряжениях заданное увеличение напряжения вызывает лишь небольшое увеличение деформации, соответствующее упругому поведению металла. Наклон линии напряжение - деформация служит мерой модуля упругости, пока не будет достигнут предел упругости. Выше предела упругости начинается пластическое течение металла; удлинение быстро увеличивается до разрушения материала. Предел прочности при растяжении - это максимальное напряжение, которое металл выдерживает в ходе испытания.
Испытания на ударную вязкость. Один из самых важных видов динамических испытаний - испытания на ударную вязкость, которые проводятся на маятниковых копрах с образцами, имеющими надрез, или без надреза. По весу маятника, его начальной высоте и высоте подъема после разрушения образца вычисляют соответствующую работу удара (методы Шарпи и Изода).
Испытания на усталость. Такие испытания имеют целью исследование поведения металла при циклическом приложении нагрузок и определение предела выносливости материала, т.е. напряжения, ниже которого материал не разрушается после заданного числа циклов нагружения. Чаще всего применяется машина для испытания на усталость при изгибе. При этом наружные волокна цилиндрического образца подвергаются действию циклически меняющихся напряжений - то растягивающих, то сжимающих.
Испытания на глубокую вытяжку. Образец листового металла зажимается между двумя кольцами, и в него вдавливается шаровой пуансон. Глубина вдавливания и время до разрушения являются показателями пластичности материала.
Испытания на ползучесть. В таких испытаниях оценивается совместное влияние длительного приложения нагрузки и повышенной температуры на пластическое поведение материалов при напряжениях, не превышающих предела текучести, определяемого в испытаниях малой длительности. Надежные результаты могут быть получены лишь на оборудовании, обеспечивающем точный контроль за температурой образца и точное измерение очень малых изменений размеров. Длительность испытаний на ползучесть обычно составляет несколько тысяч часов.
Определение твердости. Твердость чаще всего измеряют методами Роквелла и Бринелля, при которых мерой твердости служит глубина вдавливания "индентора" (наконечника) определенной формы под действием известной нагрузки. На склероскопе Шора твердость определяется по отскоку бойка с алмазным наконечником, падающего с определенной высоты на поверхность образца. Твердость - очень хороший показатель физического состояния металла. По твердости данного металла зачастую можно с уверенностью судить о его внутренней структуре. Испытания на твердость часто берут на вооружение отделы технического контроля на производствах. В тех случаях, когда одной из операций является термообработка, нередко предусматривается сплошной контроль на твердость всей продукции, выходящей с автоматической линии. Такой контроль качества невозможно осуществить другими описанными выше методами механических испытаний.
Испытания на излом. В таких испытаниях образец с шейкой разрушают резким ударом, а затем излом исследуют под микроскопом, выявляя поры, включения, волосовины, флокены и сегрегацию. Подобные испытания позволяют приблизительно оценить размер зерна, толщину закаленного слоя, глубину цементации или разуглероживания и другие элементы гросс-структуры в сталях.
Оптические и физические методы. Микроскопическое исследование. Металлургический и (в меньшей степени) поляризационный микроскопы часто позволяют надежно судить о качестве материала и его пригодности для рассматриваемого вида применения. При этом удается определить структурные характеристики, в частности размеры и форму зерен, фазовые соотношения, наличие и распределение диспергированных инородных материалов.
Радиографический контроль. Жесткое рентгеновское или гамма-излучение направляется на испытуемую деталь с одной стороны и регистрируется на фотопленке, расположенной по другую сторону. На полученной теневой рентгено- или гаммаграмме выявляются такие несовершенства, как поры, сегрегация и трещины. Произведя облучение в двух разных направлениях, можно определить точное расположение дефекта. Такой метод часто применяется для контроля качества сварных швов.
Магнитно-порошковый контроль. Этот метод контроля пригоден лишь для ферромагнитных металлов - железа, никеля, кобальта - и их сплавов. Чаще всего он применяется для сталей: некоторые виды поверхностных и внутренних дефектов удается выявить нанесением магнитного порошка на предварительно намагниченный образец.
Ультразвуковой контроль. Если в металл послать короткий импульс ультразвука, то он частично отразится от внутреннего дефекта - трещины или включения. Отраженные ультразвуковые сигналы регистрируются приемным преобразователем, усиливаются и представляются на экране электронного осциллографа. По измеренному времени их прихода к поверхности можно вычислить глубину дефекта, от которого отразился сигнал, если известна скорость звука в данном металле. Контроль проводится весьма быстро и зачастую не требует выведения детали из эксплуатации.
Специальные методы. Существует ряд специализированных методов контроля, имеющих ограниченную применимость. К ним относится, например, метод прослушивания со стетоскопом, основанный на изменении вибрационных характеристик материала при наличии внутренних дефектов. Иногда проводят испытания на циклическую вязкость для определения демпфирующей способности материала, т.е. его способности поглощать вибрации. Она оценивается по работе, превращающейся в теплоту в единице объема материала за один полный цикл обращения напряжения. Инженеру, занимающемуся проектированием строений и машин, подверженных вибрациям, важно знать демпфирующую способность конструкционных материалов.
Методы исследования строения металлов
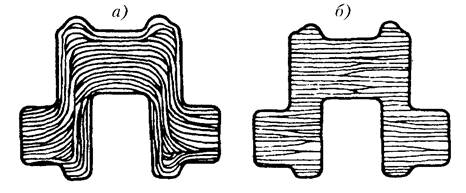
Исследованием структуры металлов и их сплавов определяется пригодность их к эксплуатации в различных условиях работы. К важнейшим методам исследования относят макро- и микроанализ, рентгеновский и термический анализ, а также дефектоскопию: магнитную, ультразвуковую, при помощи радиоактивных изотопов. С помощью макроанализа изучают структуру, видимую невооруженным глазом или через лупу, по изломам металла и макрошлифам. Для макроанализа отшлифовывают одну из поверхностей образца, затем «травят» ее одной из кислот. Макроанализ выявляет трещины, газовые пузыри, усадочные раковины, расположение волокон в прокате, поковках. По макроструктуре, например коленчатых валов, судят об их качестве. На рис. 9 представлены расположения волокон — правильное (а) и неправильное (б).
Микроанализ выявляет структуру по микрошлифам при увеличении в оптических микроскопах до 2500 раз, а в электронных микроскопах — до 25000 раз. Это важнейший анализ, позволяющий всесторонне изучить качество металла, определить структурные составляющие, форму и размер зерен, микродефекты, лежащие под поверхностью, неметаллические включения, качество термообработки. На основании микроструктуры можно объяснить причины неудовлетворительных механических свойств, не производя их испытаний. Микрошлифы изготовляют путем тонкого шлифования или полирования. При травлении различные составляющие структуры растворяются: одни зерна слабее, другие — сильнее; под микроскопом они видны как более темные или более светлые. Рентгеновский анализ применяют для исследования структур кристаллов и дефектов на определенной глубине внутри металла. Рентгеновские лучи проникают через тело, непроницаемое для видимого света, поэтому возможно обнаружить внутренний дефект, не разрушая металла. Глубина проникновения рентгеновских лучей в сталь составляет 100 мм. Исследование дефектов, лежащих на большой глубине, осуществляют с помощью γ-лучей.
Методами спектрального и химического анализов определяют химический состав металлов и сплавов. Спектральный анализ производится по спектру, получаемому от свечения металлов в раскаленном состоянии. Одни металлы дают линию желтого света, другие - зеленого и т. д. Таким образом можно обнаружить наличие любого металла, даже если его количество ничтожно мало.
Магнитная дефектоскопия позволяет исследовать ферромагнитные металлы: сталь, никель, кобальт. Она выявляет дефекты на глубине до 2 мм, например в сварных швах: раковины, трещины, неметаллические включения. Дефектные места обладают низкой магнитопроницаемостью и рассеивают магнитные силовые линии, которые огибают эти места, замыкаясь в магнитных полюсах (рис. 10).
Ультразвуковая дефектоскопия осуществляет эффективный контроль качества изделия и заготовок любых металлов на большой глубине. Ультразвуковая волна направляется на поверхность изделия, проникает вглубь и проходит через всю толщу металла. При отсутствии дефекта звуковые волны распространяются нормально.
Если па пути встретится дефект, то интенсивность ультразвука изменится. По изменению этой интенсивности выявляют дефект.
Ультразвуковая дефектоскопия широко применяется при контроле качества поковок, проката, роторов турбин, рельсов и т. д.
С помощью радиоактивных изотопов в металлургии обнаруживают попадание в металл шлака, скорость диффузии углерода в стали при цементации. Они помогают следить за изнашиванием деталей машин или огнеупорной кладки. Радиоактивность изотопов в изношенных местах изменяется из-за уменьшения количества изотопов на поверхности трения, при этом происходит изменение излучения, которое легко обнаружить
Методы контроля качества металлопродукции
О сновная задача любой системы контроля – выявление дефектов и определение пределов прочности и надежности. Дефекты могут возникнуть в результате ошибки при конструировании, производстве или эксплуатации: дефекты литья, усталостное разрушение, атмосферная коррозия, изнашивание сопряженных деталей, дефекты при нанесении покрытий, дефекты неразъемных соединений металла и так далее. В каждом конкретном случае применяются специальные методики, позволяющие определить степень влияния дефекта на качество изделия: насколько уменьшится надежность, рабочие характеристики, как изменятся сроки и условия эксплуатации, или дефект является критичным и предмет не может быть допущен к использованию. Различают две основные группы испытаний: разрушающего и неразрушающего контроля.
Методы разрушающего контроля
Разрушающий контроль служит для количественного определения максимальной нагрузки на предмет, после которой наступает разрушение. Испытания могут носить разный характер: статические нагрузки позволяют точно измерить силу воздействия на образец и подробно описать процесс деформации. Динамические испытания служат для определения вязкости или хрупкости материала: это разного рода удары, при которых возникают инерционные силы в частях образца и испытательной машины. Испытания на усталость – это многократные нагрузки небольшой силы, вплоть до разрушения. Испытания на твердость служат для измерения силы, с которой более твердое тело (например, алмазный наконечник ударника) внедряется в поверхность образца. Испытания на изнашивание и истирание позволяют определить изменения свойств поверхности материала при длительном воздействии трения. Комплексные испытания позволяют описывать основные конструкционные и технологические свойства материала, регламентировать максимально допустимые нагрузки для изделия.
Для определения характеристик механической прочности используют разрывные машины. Например, WEB 600, производства TIME Group Inc.: она способна развивать усилие 600 кН. Машины для технологических испытаний, такие как ИА 5073-100, ИХ 5133, ИХ 5092 отечественного производства, поставляемые компанией ООО «Северо-Западные Технологии», служат для испытаний на скручивание проволоки, выдавливание листового металла, перегибов проволоки и так далее.
Есть несколько методов определения твердости металла: по Виккерсу, когда в поверхность вдавливается четырехгранная алмазная пирамидка под действием нагрузки в 5, 10, 20, 30, 50 и 100 кгс. Затем отпечаток измеряют по диагоналям квадрата, и по таблице определяют число твердости. Машины для определения твердости – твердомеры. Например ИТ 5010 – машина для определения твердости по Виккерсу.
При исследовании твердости по методу Роквелла, образец плавно нагружают до 98 Н (10 кгс). Затем дается дополнительная нагрузка до максимального значения 490 Н (50 кгс) – 1373 Н (140 кгс). После его достижения на шкале индикатора прибора отображается количество единиц твердости образца. Один из распространенных твердомеров по Роквеллу – ТР 5006 М. Среди машин, предназначенных для испытания на усталость можно назвать МУИ-6000 (поставщик – «Северо-Западные Технологии»).
Методы неразрушающего контроля
Если методы разрушающего контроля применяются только к контрольным образцам, для выяснения общих механических свойств, то неразрушающий контроль служит для массового контроля качества продукции. Работа приборов неразрушающего контроля основывается на принципах изменения свойств предмета при наличии дефектов. Это ультразвуковая дефектоскопия и толщинометрия , радиография , магнитопорошковый и капиллярный контроль, вихретоковый контроль, оптико-визуальный контроль и другие. Например, оборудование ультразвуковой дефектоскопии измеряет разницу в прохождении ультразвука, в зависимости от толщины и плотности металла. Толщиномеры 26МG, 26MG-XT, 26XTDL, 36DLPLUS, производства компании Panametrics служат для определения остаточной толщины стенок труб, котлов и других конструкций, подверженных износу. 36 DL PLUS – современный цифровой эхо-импульсный переносной контактный толщиномер, который позволяет измерять толщину даже тех объектов, к которым можно подойти только с одной стороны. Применяется в энергетике и машиностроении для измерения толщины стенок трубопроводов, сосудов давления, котлов и других объектов.

Один из распространенных методов неразрушающего контроля – вихретоковый. Он основан на измерении возмущений вихревых токов при наведении электрического тока на образец. Даже малейшая трещина или каверна в металле, точечная коррозия или истончение сразу фиксируется в изменении вихревых токов. Современные вихретоковые дефектоскопы служат для контроля посадочных полок дисков колес, ряда крепежных деталей авиационных конструкций, детектирования трещин вблизи крепежных отверстий, а также для отображения С-скана крепежных отверстий, контроля многослойной коррозии в автомобильной, авиационной и аэрокосмической отраслях. Среди оборудования вихретокового контроля можно назвать приборы компании Zetec, которые позволяют выполнять широкий спектр обследований различных конструкций самолетов, узлов двигателей и колес. Например, MIZ®-21SR – многорежимный вихретоковый дефектоскоп и бонд-тестер. Это легкий портативный прибор, использующий два метода вихретоковой дефектоскопии для обнаружения непроклея, расслоения и аномалий плотности. Кроме того, MIZ®-21SR имеет функции измерения проводимости и толщины покрытий. Вся информация отображается на дисплее с высоким разрешением и четкостью изображения.
Рентгеновский контроль
Этот метод обыкновенно используется для дефектоскопии крупных сварных металлических конструкций, подверженных коррозионному воздействию атмосферы: трубопроводов, опор и несущих и любых других металлических конструкций. Рентгеновские аппараты могут быть стационарные (кабельного и моноблочного типа), переносные или монтироваться на кроулеры. Кроулер – самоходный, дистанционно управляемый робот, несущий автономный рентгеновский комплекс. Он предназначен для контроля качества сварных соединений трубопроводов. Такой аппарат по команде извне перемещается в трубопроводе, останавливается и снимает рентгенограмму. Экспонирующее устройство кроулера работает полностью независимо. Одни рентгеновские аппараты требуют экспонирования и проявки специальной пленки, другие отражают информацию сразу в цифровом виде.

Среди аппаратуры рентгеновского контроля нужно назвать продукцию ЗАО «Синтез НДТ», входящую в группу предприятий «ЮНИТЕСТ». Стационарные аппараты серии «Витязь» изготовлены моноблоком, со стеклянной рентгеновской трубкой. Их стоимость относительно невысока. Серия «Бастион» – аппараты кабельного типа, в них используется металлокерамическая трубка, что обеспечивает надежность и длительный срок службы, но они более дороги. Как правило, стационарные аппараты используются для контроля материалов или готовой продукции, они отличаются от переносных высокой стабильностью параметров тока, напряжения и минимумом пульсаций. Переносные рентгеновские аппараты серии «РПД», того же производителя, предусматривают и варианты для работы в тяжелых климатических условиях, на Крайнем севере. В этом случае, блок питания и управления монтируется в металлическом корпусе, категория защиты — IP65. На кроулеры устанавливаются панорамные рентгеновские трубки серии СХТ. Они обеспечивают максимально возможную жесткость спектра излучения с высоким КПД, аппараты питаются от аккумуляторной батареи кроулера. Оборудование СХТ снабжено системой принудительного воздушного охлаждения анодов вентиляторами.
Сегодня не существует одного универсального метода, который позволял бы измерить все свойства металлического изделия разом. Поэтому методы контроля качества применяются в комплексе: на стадиях разработки и изготовления – разрушающие, в процессе эксплуатации – различные неразрушающие. Выбор конкретного способа контроля зависит не только от специфики и назначения металлической конструкции, но и от многочисленных внешних факторов, которые непременно учитываются специалистами.
Читайте также: