Методы определения коррозии металла
Обновлено: 05.07.2024
Материалы из металлов под химическим или электрохимическим воздействием окружающей среды подвергаются разрушению, которое называется коррозией.
Коррозия металлов вызывается окислительно-восстановительными реакциями, в результате которых металлы переходят в окисленную форму и теряют свои свойства, что приводит в негодность металлические материалы.
Можно выделить 3 признака, характеризующих коррозию:
- Коррозия – это с химической точки зрения процесс окислительно-восстановительный.
- Коррозия – это самопроизвольный процесс, возникающий по причине неустойчивости термодинамической системы металл – компоненты окружающей среды.
- Коррозия – это процесс, который развивается в основном на поверхности металла. Однако, не исключено, что коррозия может проникнуть и вглубь металла.
Виды коррозии металлов
Наиболее часто встречаются следующие виды коррозии металлов:
- Равномерная – охватывает всю поверхность равномерно
- Неравномерная
- Избирательная
- Местная пятнами – корродируют отдельные участки поверхности
- Язвенная (или питтинг)
- Точечная
- Межкристаллитная – распространяется вдоль границ кристалла металла
- Растрескивающая
- Подповерхностная

Основные виды коррозии металлов
С точки зрения механизма коррозионного процесса можно выделить два основных типа коррозии: химическую и электрохимическую.
Химическая коррозия металлов
Химическая коррозия металлов — это результат протекания таких химических реакций, в которых после разрушения металлической связи, атомы металла и атомы, входящие в состав окислителей, образуют химическую связь.
Электрический ток между отдельными участками поверхности металла в этом случае не возникает. Такой тип коррозии присущ средам, которые не способны проводить электрический ток – это газы, жидкие неэлектролиты.
Виды химической коррозии
Химическая коррозия металлов бывает газовой и жидкостной.
Газовая коррозия металлов – это результат действия агрессивных газовых или паровых сред на металл при высоких температурах, при отсутствии конденсации влаги на поверхности металла. Это, например, кислород, диоксид серы, сероводород, пары воды, галогены. Такая коррозия в одних случаях может привести к полному разрушению металла (если металл активный), а в других случаях на его поверхности может образоваться защитная пленка (например, алюминий, хром, цирконий).
Жидкостная коррозия металлов– может протекать в таких неэлектролитах, как нефть, смазочные масла, керосин и др. Этот тип коррозии при наличии даже небольшого количества влаги, может легко приобрести электрохимический характер.
При химической коррозии скорость разрушения металла пропорциональна скорости химической реакции и той скорости с которой окислитель проникает сквозь пленку оксида металла, покрывающую его поверхность. Оксидные пленки металлов могут проявлять или не проявлять защитные свойства, что определяется сплошностью.
Фактор Пиллинга-Бэдворса
Сплошность такой пленки оценивают величине фактора Пиллинга—Бэдвордса: (α = Vок/VМе) по отношению объема образовавшегося оксида или другого какого-либо соединения к объему израсходованного на образование этого оксида металла
где Vок — объем образовавшегося оксида
VМе — объем металла, израсходованный на образование оксида
Мок – молярная масса образовавшегося оксида
ρМе – плотность металла
n – число атомов металла
AMe — атомная масса металла
ρок — плотность образовавшегося оксида
Оксидные пленки, у которых α < 1, не являются сплошными и сквозь них кислород легко проникает к поверхности металла. Такие пленки не защищают металл от коррозии. Они образуются при окислении кислородом щелочных и щелочно-земельных металлов (исключая бериллий).
Оксидные пленки, у которых 1 < α < 2,5 являются сплошными и способны защитить металл от коррозии.
При значениях α > 2,5 условие сплошности уже не соблюдается, вследствие чего такие пленки не защищают металл от разрушения.
Ниже представлены значения сплошности α для некоторых оксидов металлов
| Металл | Оксид | α | Металл | Оксид | α |
| K | K2O | 0,45 | Zn | ZnO | 1,55 |
| Na | Na2O | 0,55 | Ag | Ag2O | 1,58 |
| Li | Li2O | 0,59 | Zr | ZrO2 | 1.60 |
| Ca | CaO | 0,63 | Ni | NiO | 1,65 |
| Sr | SrO | 0,66 | Be | BeO | 1,67 |
| Ba | BaO | 0,73 | Cu | Cu2O | 1,67 |
| Mg | MgO | 0,79 | Cu | CuO | 1,74 |
| Pb | PbO | 1,15 | Ti | Ti2O3 | 1,76 |
| Cd | CdO | 1,21 | Cr | Cr2O3 | 2,07 |
| Al | Al2O2 | 1,28 | Fe | Fe2O3 | 2,14 |
| Sn | SnO2 | 1,33 | W | WO3 | 3,35 |
| Ni | NiO | 1,52 |
Электрохимическая коррозия металлов
Электрохимическая коррозия металлов – это процесс разрушения металлов в среде различных электролитов, который сопровождается возникновением внутри системы электрического тока.
При таком типе коррозии атом удаляется из кристаллической решетки результате двух сопряженных процессов:
- Анодного – металл в виде ионов переходит в раствор.
- Катодного – образовавшиеся при анодном процессе электроны, связываются деполяризатором (вещество — окислитель).
Сам процесс отвода электронов с катодных участков называется деполяризацией, а вещества способствующие отводу – деполяризаторами.
Наибольшее распространение имеет коррозия металлов с водородной и кислородной деполяризацией.
Водородная деполяризация
Водородная деполяризация осуществляется на катоде при электрохимической коррозии в кислой среде:
2H + +2e — = H2 разряд водородных ионов
Кислородная деполяризация
Кислородная деполяризация осуществляется на катоде при электрохимической коррозии в нейтральной среде:
O2 + 4H + +4e — = H2O восстановление растворенного кислорода
Все металлы, по их отношению к электрохимической коррозии, можно разбить на 4 группы, которые определяются величинами их стандартных электродных потенциалов:
- Активные металлы (высокая термодинамическая нестабильность) – это все металлы, находящиеся в интервале щелочные металлы — кадмий (Е 0 = -0,4 В). Их коррозия возможна даже в нейтральных водных средах, в которых отсутствуют кислород или другие окислители.
- Металлы средней активности (термодинамическая нестабильность) – располагаются между кадмием и водородом (Е 0 = 0,0 В). В нейтральных средах, в отсутствии кислорода, не корродируют, но подвергаются коррозии в кислых средах.
- Малоактивные металлы (промежуточная термодинамическая стабильность) – находятся между водородом и родием (Е 0 = +0,8 В). Они устойчивы к коррозии в нейтральных и кислых средах, в которых отсутствует кислород или другие окислители.
- Благородные металлы (высокая термодинамическая стабильность) – золото, платина, иридий, палладий. Могут подвергаться коррозии лишь в кислых средах при наличии в них сильных окислителей.
Виды электрохимической коррозии
Электрохимическая коррозия может протекать в различных средах. В зависимости от характера среды выделяют следующие виды электрохимической коррозии:
- Коррозия в растворах электролитов — в растворах кислот, оснований, солей, в природной воде.
- Атмосферная коррозия – в атмосферных условиях и в среде любого влажного газа. Это самый распространенный вид коррозии.
Например, при взаимодействии железа с компонентами окружающей среды, некоторые его участки служат анодом, где происходит окисление железа, а другие – катодом, где происходит восстановление кислорода:
А: Fe – 2e — = Fe 2+
K: O2 + 4H + + 4e — = 2H2O
Катодом является та поверхность, где больше приток кислорода.
- Почвенная коррозия – в зависимости от состава почв, а также ее аэрации, коррозия может протекать более или менее интенсивно. Кислые почвы наиболее агрессивны, а песчаные – наименее.
- Аэрационная коррозия — возникает при неравномерном доступе воздуха к различным частям материала.
- Морская коррозия – протекает в морской воде, в связи с наличием в ней растворенных солей, газов и органических веществ.
- Биокоррозия – возникает в результате жизнедеятельности бактерий и других организмов, вырабатывающих такие газы как CO2, H2S и др., способствующие коррозии металла.
- Электрокоррозия – происходит под действием блуждающих токов на подземных сооружениях, в результате работ электрических железных дорог, трамвайных линий и других агрегатов.
Методы защиты от коррозии металла
Основной способ защиты от коррозии металла – это создание защитных покрытий – металлических, неметаллических или химических.
Металлические покрытия
Металлическое покрытие наносится на металл, который нужно защитить от коррозии, слоем другого металла, устойчивого к коррозии в тех же условиях. Если металлическое покрытие изготовлено из металла с более отрицательным потенциалом (более активный) , чем защищаемый, то оно называется анодным покрытием. Если металлическое покрытие изготовлено из металла с более положительным потенциалом (менее активный), чем защищаемый, то оно называется катодным покрытием.
Например, при нанесении слоя цинка на железо, при нарушении целостности покрытия, цинк выступает в качестве анода и будет разрушаться, а железо защищено до тех пор, пока не израсходуется весь цинк. Цинковое покрытие является в данном случае анодным.
Катодным покрытием для защиты железа, может, например, быть медь или никель. При нарушении целостности такого покрытия, разрушается защищаемый металл.
Неметаллические покрытия
Такие покрытия могут быть неорганические (цементный раствор, стекловидная масса) и органические (высокомолекулярные соединения, лаки, краски, битум).
Химические покрытия
В этом случае защищаемый металл подвергают химической обработке с целью образования на поверхности пленки его соединения, устойчивой к коррозии. Сюда относятся:
оксидирование – получение устойчивых оксидных пленок (Al2O3, ZnO и др.);
азотирование – поверхность металла (стали) насыщают азотом;
воронение стали – поверхность металла взаимодействует с органическими веществами;
цементация – получение на поверхности металла его соединения с углеродом.
Изменение состава технического металла и коррозионной среды
Изменение состава технического металла также способствует повышению стойкости металла к коррозии. В этом случае в металл вводят такие соединения, которые увеличивают его коррозионную стойкость.
Изменение состава коррозионной среды (введение ингибиторов коррозии или удаление примесей из окружающей среды) тоже является средством защиты металла от коррозии.
Электрохимическая защита
Электрохимическая защита основывается на присоединении защищаемого сооружения катоду внешнего источника постоянного тока, в результате чего оно становится катодом. Анодом служит металлический лом, который разрушаясь, защищает сооружение от коррозии.
Протекторная защита – один из видов электрохимической защиты – заключается в следующем.
К защищаемому сооружению присоединяют пластины более активного металла, который называется протектором. Протектор – металл с более отрицательным потенциалом – является анодом, а защищаемое сооружение – катодом. Соединение протектора и защищаемого сооружения проводником тока, приводит к разрушению протектора.
Примеры задач с решениями на определение защитных свойств оксидных пленок, определение коррозионной стойкости металлов, а также уравнения реакций, протекающих при электрохимической коррозии металлов приведены в разделе Задачи к разделу Коррозия металлов
Методы определения коррозии металла

Нужен полный текст и статус документов ГОСТ, СНИП, СП?
Попробуйте профессиональную справочную систему
«Техэксперт: Базовые нормативные документы» бесплатно
ГОСТ Р 9.905-2007
(ИСО 7384:2001, ИСО 11845:1995)
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Единая система защиты от коррозии и старения
МЕТОДЫ КОРРОЗИОННЫХ ИСПЫТАНИЙ
Unified system of corrosion and ageing protection. Corrosion test methods. General requirements
Дата введения 2009-07-01
Предисловие
1 ПОДГОТОВЛЕН Обществом с ограниченной ответственностью «Протектор», Институтом физической химии и электрохимии им.Фрумкина Российской академии наук на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 214 "Защита изделий и материалов от коррозии"
4 Настоящий стандарт является модифицированным по отношению к международным стандартам: ИСО 7384:2001* "Коррозионные испытания в искусственной атмосфере. Общие требования" (ISO 7384:2001 "Corrosion testing in artificial atmosphere. General requirements", MOD), ИСО 11845:1995 "Коррозия металлов и сплавов. Общие принципы коррозионных испытаний" (ISO 11845:1995 "Corrosion of metals - General principles for corrosion testing", MOD) путем:
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - Примечание изготовителя базы данных.
- изменения его структуры. Сравнение структуры настоящего стандарта со структурой указанных международных стандартов приведено в дополнительном приложении Б;
- введения дополнительных положений, фраз и слов для учета потребностей национальной экономики Российской Федерации и особенностей российской национальной стандартизации, выделенных в тексте настоящего стандарта курсивом*.
________________
** В оригинале обозначения и номера стандартов и нормативных документов в разделе 2 "Нормативные ссылки", приложении Б и приложении ДА приводятся обычным шрифтом, отмеченные в разделе "Предисловие" знаком "**" и остальные по тексту документа выделены курсивом. - Примечание изготовителя базы данных.
Наименование настоящего стандарта изменено относительно наименований указанных международных стандартов для приведения в соответствие с ГОСТ Р 1.5-2012 (пункт 3.5).
Сведения о соответствии ссылочных межгосударственных и национального стандартов международным стандартам, использованным в качестве ссылочных в примененном международном стандарте, приведены в дополнительном приложении ДА
5 ВВЕДЕН ВПЕРВЫЕ
6 ПЕРЕИЗДАНИЕ. Август 2020 г.
1 Область применения
Настоящий стандарт распространяется на металлы, сплавы, защитные покрытия, средства противокоррозионной защиты, изделия, детали, металлические полуфабрикаты и другую аналогичную продукцию (далее - продукция) и устанавливает общие требования к образцам, аппаратуре и проведению коррозионных испытаний.
Общие требования к методам испытаний на коррозионное растрескивание (коррозию под напряжением) - по ГОСТ 9.901.1.
Требования, установленные настоящим стандартом, предназначены для применения в других стандартах на коррозионные испытания в искусственных атмосферах, а также на ускоренные методы испытания и на конструкцию новых камер.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 9.008 Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Термины и определения
ГОСТ 9.014 Единая система защиты от коррозии и старения. Временная противокоррозионная защита изделий. Общие требования
ГОСТ 9.072 Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Термины и определения
ГОСТ 9.103 Единая система защиты от коррозии и старения. Временная противокоррозионная защита металлов и изделий. Термины и определения
ГОСТ 9.301 Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Общие требования
ГОСТ 9.307 Единая система защиты от коррозии и старения. Покрытия цинковые горячие. Общие требования и методы контроля
ГОСТ 9.308 Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Методы ускоренных коррозионных испытаний
ГОСТ 9.311 Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Метод оценки коррозионных поражений
ГОСТ 9.315 Единая система защиты от коррозии и старения. Покрытия алюминиевые горячие. Общие требования и методы контроля
ГОСТ 9.401-91 Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Общие требования и методы ускоренных испытаний на стойкость к воздействию климатических факторов
ГОСТ 9.407 Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Метод оценки внешнего вида
ГОСТ 9.901.1 (ИСО 7539-1-87) Единая система защиты от коррозии и старения. Металлы и сплавы. Общие требования к методам испытаний на коррозионное растрескивание
ГОСТ 9.906 Единая система защиты от коррозии и старения. Станции климатические испытательные. Общие требования
ГОСТ 9.908 Единая система защиты от коррозии и старения. Металлы и сплавы. Методы определения показателей коррозии и коррозионной стойкости
ГОСТ 20.57.406 Комплексная система контроля качества. Изделия электронной техники, квантовой электроники и электротехнические. Методы испытаний
ГОСТ 3956 Силикагель технический. Технические условия
ГОСТ 5272 Коррозия металлов. Термины
ГОСТ 6709 Вода дистиллированная. Технические условия
ГОСТ 10354 Пленка полиэтиленовая. Технические условия
ГОСТ 15150 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 25336 Посуда и оборудование лабораторные стеклянные. Типы, основные параметры и размеры
ГОСТ 27597 Изделия электронной техники. Метод оценки коррозионной стойкости
ГОСТ Р 9.517 Единая система защиты от коррозии и старения. Временная противокоррозионная защита изделий. Методы испытаний
ГОСТ Р 9.907 (ИСО 8407:1991) Единая система защиты от коррозии и старения. Металлы, сплавы, покрытия металлические. Методы удаления продуктов коррозии после коррозионных испытаний
ГОСТ Р ИСО 5725-6 Точность (правильность и прецизионность) методов и результатов измерений. Часть 6. Использование значений точности на практике
ГОСТ Р ИСО/МЭК 17025 Общие требования к компетентности испытательных и калибровочных лабораторий
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
3 Термины и определения
3.1 В настоящем стандарте применены термины по ГОСТ 5272, ГОСТ 9.008, ГОСТ 9.072, ГОСТ 9.103 и [1].
4 Общие положения
4.1 Общие требования к организации проведения коррозионных испытаний - по ГОСТ Р ИСО/МЭК 17025.
4.2 Коррозионные испытания проводят при нормальных климатических условиях окружающей среды по ГОСТ 15150 (3.15), если программой испытаний не предусмотрено иное.
Общие требования к организации проведения испытаний на климатических испытательных станциях - по ГОСТ 9.906.
4.3 Требования к проведению коррозионных испытаний, вид и их периодичность устанавливают в стандартах, конструкторской, технологической документации или других нормативных и технических документах (далее - НД) на продукцию конкретного типа.
4.4 Для определения срока службы (защиты) продукции конкретного типа проводят испытания на климатических испытательных станциях или подконтрольную эксплуатацию. По согласованию с заказчиком (потребителем) допускается устанавливать срок службы (защиты) на основе ускоренных коррозионных испытаний с прогнозированием сроков службы (защиты) с дальнейшим подтверждением в условиях эксплуатации.
Ускоренные коррозионные испытания проводят также при изменении состава (рецептуры) серийно выпускаемой продукции и (или) технологических процессов ее изготовления (получения защитных покрытий и т.п.).
Примечание - Допускается по согласованию с потребителем проводить климатические испытания в условиях предприятия-изготовителя, если отсутствует климатическая испытательная станция в заданных климатических районах и типах атмосфер.
4.5 Включение коррозионных испытаний в состав приемо-сдаточных испытаний продукции устанавливает изготовитель и указывает в НД на продукцию конкретного типа.
Периодичность проведения коррозионных испытаний в рамках периодических испытаний устанавливает изготовитель продукции, но не реже одного раза в три года, и указывают в НД на продукцию конкретного типа.
4.6 Коррозионные испытания проводят в лабораториях предприятия-изготовителя, прошедших оценку состояния средств измерений, и (или) испытательных лабораториях (центрах), аккредитованных в установленном порядке.
4.7 Перед проведением испытаний разрабатывают программу испытаний. Программа испытаний должна содержать следующую информацию:
а) цель испытания (определяемые показатели, вид и точность информации, которая должна быть получена в результате испытаний);
б) характеристику испытуемых металлов, сплавов или средств защиты от коррозии (состояние поверхности образца и его геометрические параметры, структура и другие свойства материалов, вид полуфабриката, режим термообработки; толщина покрытия, описание средств и технологических особенностей противокоррозионной защиты);
в) параметры и (или) количественные показатели и пределы, подлежащие определению;
г) аппаратуру и оборудование, включая требования к техническим характеристикам;
д) количество испытуемых образцов;
е) характеристику образца сравнения (включая тип, марку и его основные качественные и количественные показатели для реализации цели испытаний);
ж) описание подготовки к испытанию, включая:
1) способ маркировки образцов;
2) порядок отбора, транспортирования и хранения образцов (проб);
3) операции подготовки к испытаниям, включая способы и режимы нанесения противокоррозионной защиты на образцы, проверку испытательного и измерительного оборудования перед каждым испытанием;
ГОСТ 6032-2003
(ИСО 3651-1:1998,
ИСО 3651-2:1998)
СТАЛИ И СПЛАВЫ КОРРОЗИОННО-СТОЙКИЕ
Методы испытаний на стойкость к межкристаллитной коррозии
Corrosion-resistant steels and alloys. Test methods of intercrystalline corrosion resistance
____________________________________________________________________
Текст Сравнения ГОСТ 6032-2017 с ГОСТ 6032-2003 см. по ссылке.
- Примечание изготовителя базы данных.
__________________________________________________________________
Дата введения 2005-01-01
1 РАЗРАБОТАН Российской Федерацией, Межгосударственным техническим комитетом по стандартизации МТК 145 "Методы контроля металлопродукции", ОАО "Научно-исследовательский и конструкторский институт химического машиностроения (ОАО "НИИХИММАШ")
ВНЕСЕН Госстандартом России
2 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол N 24 от 5 декабря 2003 г.)
За принятие проголосовали:
Наименование национального органа по стандартизации
Госстандарт Республики Беларусь
Госстандарт Республики Казахстан
3 Настоящий стандарт является модифицированным по отношению к международным стандартам: ИСО 3651-1:1998* "Определение стойкости к межкристаллитной коррозии нержавеющих сталей. Часть 1. Аустенитные и ферритно-аустенитные (двухфазные) нержавеющие стали. Коррозионные испытания в азотной кислоте путем определения потери массы (испытания по Хью)" - в части сущности метода и подготовки образцов; ИСО 3651-2:1998 "Определение стойкости к межкристаллитной коррозии нержавеющих сталей. Часть 2. Ферритные, аустенитные и ферритно-аустенитные (двухфазные) нержавеющие стали. Коррозионные испытания в средах, содержащих серную кислоту" - в части компонентов растворов для испытаний, подготовки образцов и оценки стойкости к межкристаллитной коррозии
4 Постановлением Государственного комитета Российской Федерации по стандартизации и метрологии от 9 марта 2004 г. N 149-ст межгосударственный стандарт ГОСТ 6032-2003 (ИСО 3651-1:1998, ИСО 3651-2:1998) введен в действие непосредственно в качестве национального стандарта Российской Федерации с 1 января 2005 г.
6 ПЕРЕИЗДАНИЕ. Сентябрь 2005 г.
Настоящий стандарт устанавливает методы испытаний на стойкость к межкристаллитной коррозии (далее - МКК) металлопродукции из коррозионно-стойких сталей и сплавов, в том числе двухслойных, аустенитного, ферритного, аустенитно-ферритного, аустенитно-мартенситного классов по ГОСТ 5632, а также их сварных соединений и наплавленного металла.
МКК обусловлена объединением границ зерен хромом в результате выпадения по границам зерен богатых хромом фаз: карбидов хрома, -фазы, интерметаллических включений при выдержке сталей или сплавов при температуре 500 °С - 1000 °С.
В зависимости от химического состава стали и сплава и их назначения выбирают один из следующих методов испытаний на стойкость металла к МКК: АМУ, АМУФ, ВУ, ДУ, В, Б.
Выбор метода испытания определяется химическим составом металла и указаниями в нормативном документе на изготовляемое оборудование.
Методы испытания на стойкость к МКК Б и В, указанные в приложениях А и Б, являются рекомендуемыми.
Применение методов, приводимых в приложениях Д и Е, допускается наряду с основными методами испытания на стойкость к МКК настоящего стандарта.
Все вышеуказанные методы не могут быть использованы для определения коррозионной стойкости сталей и сплавов к другим видам коррозии (сплошной, питтинговой, язвенной, коррозионного растрескивания и т.д.).
В условных обозначениях методов АМУ, АМУФ, ВУ, ДУ, Б, В буквы обозначают:
А, Б, В, Д - буквенное наименование методов;
М - присутствие в растворе для испытаний металлической меди;
Ф - присутствие в растворе для испытаний иона фтора;
У - ускоренные испытания.
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 1381-73 Уротропин технический. Технические условия
ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики
ГОСТ 3652-69 Кислота лимонная моногидрат и безводная. Технические условия
ГОСТ 3769-78 Аммоний сернокислый. Технические условия
ГОСТ 3776-78 Хрома (VI) оксид. Технические условия
ГОСТ 4165-78 Медь (II) сернокислая 5-водная. Технические условия
ГОСТ 4204-77 Кислота серная. Технические условия
ГОСТ 4461-77 Кислота азотная. Технические условия
ГОСТ 4463-76 Натрий фтористый. Технические условия
ГОСТ 5632-72 Стали высоколегированные и сплавы коррозионно-стойкие, жаростойкие и жаропрочные. Марки
ГОСТ 6552-80 Кислота ортофосфорная. Технические условия
ГОСТ 6709-72 Вода дистиллированная. Технические условия
ГОСТ 6996-66 Сварные соединения. Методы определения механических свойств
ГОСТ 9485-74 Железо (III) сернокислое 9-водное. Технические условия
ГОСТ 9940-81 Трубы бесшовные горячедеформированные из коррозионно-стойкой стали. Технические условия
ГОСТ 9941-81 Трубы бесшовные холодно- и теплодеформированные из коррозионно-стойкой стали. Технические условия
ГОСТ 11125-84 Кислота азотная особой чистоты. Технические условия
ГОСТ 12601-76 Порошок цинковый. Технические условия
ГОСТ 14019-2003 (ИСО 7438:1985) Материалы металлические. Метод испытания на изгиб
ГОСТ 19347-99 Купорос медный. Технические условия
ГОСТ 22180-76 Кислота щавелевая. Технические условия
3 Подготовка образцов
3.1 Вырезка заготовок для образцов
Заготовки для образцов вырезают:
- из листа толщиной не более 10 мм, ленты и проволоки - из любого места в продольном направлении;
- из листа толщиной более 10 мм - из поверхностных слоев в продольном направлении. Допускается для испытаний методами АМУ, АМУФ, ВУ и В вырезать заготовки по сечению металла;
- из сортового: круглого, квадратного, шестигранного, фасонного проката - из осевой зоны в продольном направлении; из других видов проката - из любого места;
- из трубной заготовки - из осевой зоны в продольном или поперечном направлении;
- из труб - из любого места;
- из поковок - из напусков или тела поковки;
- из отливок - из тела отливки, из приливов или отдельно отлитых образцов;
- из наплавленного металла - из поверхностных слоев;
- из металла шва - из осевой зоны в продольном или поперечном направлении.
Допускается отбор заготовок для образцов проводить из промежуточной передельной заготовки при условии последующей аустенизации и провоцирующего нагрева или аустенизации без провоцирующего нагрева изготовляемых из нее образцов.
Размеры заготовок под образцы должны быть достаточными для изготовления требуемого количества образцов.
3.2 Изготовление образцов из заготовок
Образцы изготовляют следующих видов:
- из листа, ленты, сортового и фасонного проката, трубной заготовки, поковок, отливок, металла шва, наплавленного металла - плоские (таблица 1).
Лабораторные методы измерения и приборы контроля коррозии
Для количественного выражения скорости коррозии служат показатели коррозии: массометрический, объёмный механический, токовый и др. Массометрический показатель скорости коррозии — это изменение массы метелла в результате коррозии отнесённое к единице его поверхности, в единицу времени вычисляется по формуле.
Где - масса образца после испытания и удаления продуктов коррозии, г; - время испытания, ч.
Методы определения скорости коррозии по потерям массы применяют для оценки равномерной. Этими методами невозможно оценивать неравномерную коррозию межкристаллитное и транскристаллитное коррозионные разрушения.
Объёмный показатель коррозии характеризует объем V выделенного или поглощенного в процессии коррозии газа, приведенный к нормальным условиям (T= 273 К,Где -объём поглощенного или выделенного газа, см 2 ; время испытания, ч.
При переходе металла в продукты коррозии и кислых средах выделяется эквивалентное количество водорода. В нейтральных кислородсодержащих средах при образовании продуктов коррозии поглощенного эквивалентное количество кислорода. Объем выделенного водорода или поглощенного кислорода измеряется с помощью эвдиометра.
Глубинный показатель скорости коррозии учитывать уменьшение толщины металла вследствие коррозии, выраженное в линейных единицах и отнесенное к единице времени. Среднее значение глубины коррозионного поражения при равномерной коррозии можно вычислить с помощью массометрического показателя скорости коррозии.
ГдеЭто показатель удобен для сравнения скорости коррозии металлов с различным плотностями.
Механический показатель коррозии характеризует изменение какого — либо показателя механических свойств металла (%) за определенное время испытаний.
Например показатель изменения предела прочности определяют по формуле
Где фиктивный предел прочности после коррозии за время испытания. МПа/м 2 .
Токовый показатель коррозии позволяет количество прокорродировавщего металла по формуле Фараден, если известна сила коррозионного тока
Где валентность металла в данном коррозионном процессе; А- атомная масса металла, г; площадь поверхности образца, м 2 .
При качественной и количественной оценке коррозионной стойкости металлов рекомендуется пользоваться десятибалльной шкалой (ГОСТ 13819–68) (табл.1)
Десятибалльная шкала коррозионной стойкости металлов (ГОСТ 13819–68)
Группа стойкости
Скорость коррозии металлов, мм/год
Балл
От 0,001 до 0,005
Химический состав и механические свойства некоторых конструкционных материалов. Наибольшие применение для изготовления оборудования нефтяной и газовой промышленности получили стали и чугуны. Среди сталей наиболее часто встречаются углеродистые, низколегированные и нержавеющие.
Конструкционные углеродистые стали делятся на углеродистую сталь обыкновенного качества и сталь качественную.
Сталь углеродистая обыкновенного качества подразделяется в зависимости от назначения и гарантируемых характеристики на три группы: группа А- сталь с гарантируемыми механическими свойствами (применяется для несварных нагруженных элементов конструкций); группа Б- сталь с гарантируемым химическом составе (применяется для сварных элементов неответственных конструкций); группа В-сталь с гарантируемыми механическими свойствами и химическим составом (применяется для сварных элементов ответственных конструкций).
Химический состав углеродистой стали обыкновенного качества
Марки стали
Содержание элементов,%
Углерод
Марганец
Кремний
Лабораторные методы измерений
Лабораторные испытания — это обычно ускоренные испытания, проводимые в определенных, контролируемых условиях, которые могут отличаться от существующих на практике.
Лабораторные коррозионные испытания применяют: при изучении механизма; для оценки стойкости конструкционных материалов и эффективности различных методов защиты от коррозии.
Подготовка образцов. Для гравиметрических коррозионных испытаний размеры образцов ограничивают так, чтобы их можно было взвешивать на аналитических весах. Обычно размеры образцов принимают 40х20х2 или 50х20х2 мм. Для крепления образцов во время испытания в одном из краев пластины сверлят отверстий диаметром 5 мм.
Подготовленные образцы испытывают по методике предусмотренной программой смачивание поверхности образца после погружение его готовить не мене трех образцов. Увеличение число параллельно испытываемых образцов позволяет повысить надежность результатов, особенно в том случае, когда требуется установить относительно небольшое различие в характеристике материала.
Для получения надежной информации об изменении скорости коррозии во времени необходима устанавливать на испытание такое число комплектов образцов, чтобы обеспечивать по крайней мете три периода испытаний.
Удаление продуктов коррозии. Продукты коррозии удаляют после выдержки образцов в растворах, взаимодействующих преимущественно с продуктами коррозии
Визуальное наблюдение коррозионных поражений позволяет фиксировать изменение внешнего вида поверхности металла при этом отмечают время начала появления продуктов коррозии. Их распределение по поверхности металла можно регистрировать последовательным фотографированием.
Для наблюдение распределением катодных и анодных участков по поверхности металла в электролиты вводят специальные реагенты. С помощью K 3 Fe(CN)6 * 2H2O можно фиксировать анодные участки поверхности по синему окрашиванию прилегающего к ним раствора. Фенолфталеин, введенный в раствор, под действием щелочной реакции на катодных металлической поверхности окрашивается в разовый цвет.
Глубину точечного поражения определяют при помощи оптического микроскопа наведением его на резкость сначала по неповрежденной поверхности, а затем по дну питтинга.
Гравиметрический метод — один из наиболее распространенных методов определения скорости коррозии. Самый простой и доступный способ испытания в электролитах — это испытание в открытом сосуде. В лабораторных исследованных обычно используют минимум 150 мл раствора на 1 см 2 поверхности образца.
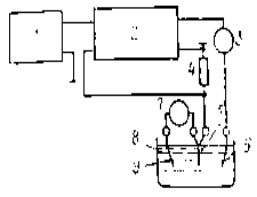
Подготовленные к испытаниям образцы подвешивают на стеклянных крючках или капроновой нити, опускают в сосуды со средой и испытывают при полном частичном или переменном погружении в неподвижный или перемешиваемый электролит, через который можно пропускать воздух, кислород азот или другой газ.
Рис. 1. Схема коррозионных испытаний образцов в открытом сосуде при полном (а), частичном (б), погружении и неподвижный и перемешиваемый (в) раствор; 1-испытаемый образец; 2-подвеска; 3- стеклянный стакан с коррозионным раствором; 4- мешалка.
- Саакиян Л. С., Ефремон А. П. и др. Зашита нефтепромыслового оборудования от коррозии. М.:- Недра, 1985 г, 206 с.
- Кац Н. Г., Стариков В. П., Парфенов С. Н. Химическое сопротивление Материалов и защита оборудования нефтегазопереработки от коррозии. М.: Машиностроение. -2011 г.
- Жук Н. П. Курс теории коррозии и защита металлов: учеб. Пособие/ Жук Н. П. -2-е изд., стереотипное. Перепечатка издания 1976.-М:. ООО ТИД «Альянс», 2006.-472.
Основные термины (генерируются автоматически): время испытания, химический состав, единица времени, испытание, обыкновенное качество, площадь поверхности образца, продукт коррозии, десятибалльная шкала, коррозионная стойкость металлов, поверхность металла.
Похожие статьи
Повышение коррозионной стойкости металлов | Молодой ученый
Рассмотрена методика оценки состояния металлических конструкций. Предложены химические составы для удаления продуктов коррозии при измерении глубины повреждений. Ключевые слова: коррозионная стойкость.
Ингибирование коррозии стали 20Л в хлоридсодержащих средах
Ключевые слова: коррозионная стойкость, ингибиторы коррозии, скорость коррозии, ингибирующий эффект.
s– площадь образца, см2; — время, ч. Эффективность использованных ингибиторов оценивали по степени их защитного действия
Оценка механических свойств металла по твердости при.
Определять σв и σ0,2 стандартными испытаниями на растяжение [4] нецелесообразно, поскольку они предусматривают вырезку образцов из
В связи с этим практический интерес представляют оценочные (предельные) значения твердости поверхности металла элементов.
Бесконтактные методы контроля толщины стенки изделия.
В настоящее время проблема коррозии усугубляется резким старением основного металлофонда, физическим и моральным износом
По мере старения металла увеличивается вероятность развития существующих и появление новых коррозионных повреждений.
К вопросу оценки скорости коррозии технических устройств.
Воробьева Г. Я. Коррозионная стойкость материалов в коррозионных средах химических производств.
Металлы и сплавы. Методы определения показателей коррозии и коррозионной стойкости.
Влияние коррозии на прочность оборудования | Статья в журнале.
коррозионный процесс, скорость коррозии, продукт коррозии, металл, результат коррозии, поверхность металла, окружающая среда, коррозия, коррозионная среда, корродирующий металл.
Современные методы мониторинга коррозии | Статья в журнале.
В настоящее время системы оперативного контроля и оптимизации коррозионных процессов получили новое развитие
В этом методе используется зависимость сопротивления металла от коррозии.
· Внешние поверхности подземных трубопроводов. · Водопроводные системы.
Коррозионная стойкость СВС- металлокерамического композита.
Подготовка образцов (5х5х45мм) и методика испытаний описаны в [2,3]. Реактивы
Матрица планирования и результаты коррозионных испытаний композита в тройной
где: α- степень растворения, доля; k — кажущаяся скорость реакции растворения, ч-1; — время растворения, ч.
Читайте также: