Методы сварки листового металла
Обновлено: 16.05.2024

Виды Сварки
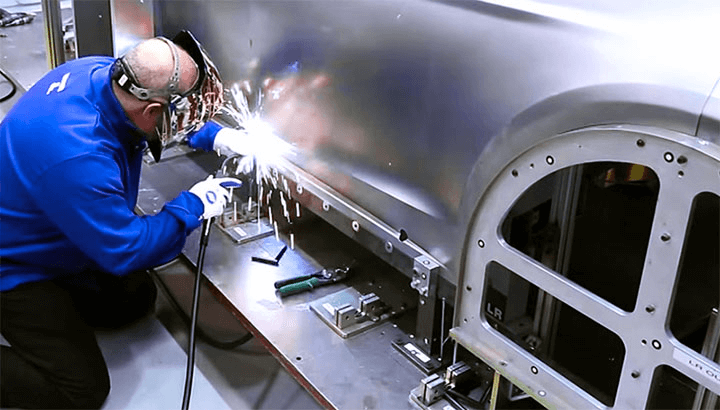
Листовой металл является достаточно востребованным материалом для изготовления многих технических устройств и конструкций. Листовая сталь предназначена для производства несущих элементов мостов, балок, резервуаров, водостоков, корпусов электромеханизмов и прочих изделий. Единственным способом соединения такого проката является сварка листового металла. Это вполне надежный вид соединения, особенности которого зависят от толщины металла и его расположения в пространстве.
Способы сварки листового металла
Металлические листы средней толщины варятся ступенчатым способом. Вся полоса сварки условно делится на участки по 10-20 см, после чего эти участки провариваются попеременно. Каждый последующий шов перекрывает предыдущий шов на 1 см. Такая технология позволяет избежать температурных деформаций металла.
Сварка тонких листов металла обычно производится встык, с отбортовкой кромок. Также допускается соединение встык на подкладке, без отбортовки. Существует сварка цилиндрических изделий. Например, приварка к отбортованному днищу цилиндрического корпуса или приварка к отбортованному корпусу днища.
Сварка толстого металла (более 4 мм) выполняется в несколько проходов. Это так называемая многослойная сварка. Сварной шов заполняется несколько раз. Перед наложением каждого последующего слоя производится очистка слоя предыдущего от окалины. Многослойная сварка является более надежной, но ведет к увеличению расходных материалов.
Подготовка листового металла к сварочным работам
Все изделия в местах кромок и прилегающих к ним участков должны быть тщательным образом очищены от краски, загрязнений, масла, ржавчины, окалины и влаги. Очистку производят металлической щеткой, болгаркой или пламенем горелки. Лучший результат дает симбиоз этих способов. Кромки обрабатываются при помощи шлифовальной машины или фрезерного станка.
Они должны быть скошены под небольшим углом для соблюдения технологии сварочных работ. Качественная сварка листового металла встык невозможна без соответствующей обработки кромок.
Сборка изделий под сварку
В зависимости от конструкции будущего изделия производится сборка деталей и их крепление между собой посредством различных приспособлений. Для скрепления листов используются струбцины, клинья, фиксаторы, рычаги, стяжные уголки.

Для плотного стягивания изделий применяются домкраты. В условиях цеха сварка листовой стали обеспечивается специальными прижимными механизмами.
Для обеспечения неподвижности шва изделия скрепляют прихватками. Их размер зависит от толщины листового металла и общей протяженности шва. Для тонких листов длина прихватки составляет до 0,5 см, а для толстого металла может доходить до 3 см. При толщине металла 1 см и более прихватки обычно не используются.
В этом случае применяются клиновые стяжки, допускающие незначительные смещения деталей в процессе сварки. Также могут быть использованы угольники и стяжные планки.
Технология сварки листового металла
Сварка прокатного металла может быть осуществлена встык или с нахлестом. Вертикальные швы рекомендуется выполнять стыковыми, а круговые поясные соединения лучше делать с нахлестом. Первым делом провариваются поперечные швы, а уже затем идет работа над продольными швами.
Зазоры между соединяемыми изделиями должны быть около 1 мм. Это необходимо для предотвращения деформации изделий. Рекомендуется выполнять сварку листового металла от середины, постепенно направляясь к краям.
Сварка выполняется под углом 70-90 градусов. В таком положении идет максимальный провар шва.
Выполняя сварку любого листового металла согласно рекомендациям, получают качественные сварные изделия надлежащей крепости.
Сварка тонкого металла электродом
Листовой металл может применяться для получения самых различных изделий. Примером можно назвать варку кузова автомобиля, получение емкости для жидкости и некоторые другие моменты. Работа с тонким листовым материалом создает довольно большое количество проблем. Перед тем как приступить к выполнению работы сварщик должен подобрать наиболее подходящий электрод, выбрать соответствующий режим работы аппарата. Только при учете всех этих моментов можно получить качественное изделие, которое будет соответствовать всем установленным стандартам.

Сварка тонкого металла электродом
Особенности работы с листовым железом
Не все специалисты способны работать со сталью, толщина которой составляет 1-1,5 мм. Для того чтобы получить требующееся изделие при применении подобных заготовок следует знать особенности процедуры. Особенности сварки тонкого металла связаны со сложностями, которые заключаются в нижеприведенных факторах:
- Прожоги можно назвать самым распространенным дефектом, который можно встретить при работе с тонким металлом. Подобная проблема связана с появлением сквозных отверстий. Причиной появления подобного дефекта может стать неправильный выбор расходного материала и режима работы.
- Расплав валика, неравномерное его распределение по поверхности может привести к снижению прочности и герметичности. Процесс варки тонкого металла приводит к образованию сварочной ванной появляется расплавленный сплав, который под силой тяжести проваливается на другую сторону. За счет этого качество соединения существенно снижается.
- Непровары получаются в случае, когда сварщик спешить для того, чтобы избежать появления других дефектов. За счет подобного недочета прочность соединения существенно снижается, падает герметичность. Как и во многих других случаях, в рассматриваемом решить проблему можно путем правильного выбора режима работы инвертора и электродов.
- Деформация поверхности. Из-за небольшой толщины листов они начинают быстро перегреваться, за счет чего происходит изменение кристаллической решетки. Подобная ситуация становится причиной вытягивания листа. Именно поэтому сварка тонкого металла электродом не приводит к получению качественного изделия, если не решить проблему с подобной деформацией заготовки. В некоторых случаях можно провести холодную правку при использовании молотков с резиновой рабочей частью, но добиться качественного результата будет довольно сложно.

Пример сварки тонкого металла
Все приведенные выше проблемы могут привести к серьезным последствиям. Именно поэтому сварщик должен отработать свои навыки на менее ответственных изделиях.
Техники и методы сварки тонких листов металлов
Сварка тонкого металла электродом может проводиться при применении различных технологий. В большинстве случаев они исключат вероятность появления прожога, то есть длительного воздействия высокой температуры в одной точке. Сварка листового металла может проводиться следующим образом:
- При слишком небольшой толщине материала следует проводить варку небольшими участками. Кроме этого, могут проводить сварку и шахматным порядком. Применение подобной технологии позволяет равномерно распределить тепло.
- Для того чтобы избежать проваливания сварочного шва применяется специальная подложка. Стоит учитывать, что в ее качестве не может использовать металл, так как он приваривается.
- Приподнять силу тока можно только при использовании прерывистой дуги. За счет импульсного воздействия можно избежать вероятность перегрева тонкого материала.
- Показатель силы тока должен составлять 30 А и не более.

Сварка тонких листов металла должна проводиться только после того, как технология была проверена и отточена на различных заготовках. Только после этого можно приступать к выполнению работы.
Сварка оцинковки
Больше всего трудностей возникает в случае, когда сварка тонколистового металла должна проводиться в случае, когда материал оцинкован. Легирующие вещества существенно изменяют основные характеристики сплава. Среди особенностей работы с тонким материалом можно отметить нижеприведенные моменты:
- При сварке следует изначально снять на кромках слой цинка. Это можно сделать при применении абразива.
- В некоторых случаях оцинкованный слой снимается путем прожига сварочным аппаратом.
- Проводить рассматриваемую работу следует исключительно на улице или в помещении с эффективной вытяжкой. Эту рекомендацию можно связать с тем, что из-за воздействия высокой температуры могут образовываться различные токсины.
Сварка тонкого металла инвертором в случае, когда поверхность покрыта цинком, должна проводиться также при выборе низкого показателя силы тока. Кроме этого, уделяется внимание выбору более подходящего инвертора.

Сварка тонкого металла инвертором
Осуществлять сварку тонких можно при применении самых различных технологий, все они исключат вероятность длительного воздействия высокой температуры на одном участке. Если необходимо сварить оцинкованный тонкий металл, то придется провести его предварительную очистку.
Используемые электроды
Электроды для сварки тонкого металла нужно выбирать с особой осторожностью. Это связано с тем, что даже мельчайшее отклонение от установленных норм приводит к появлению серьезных дефектов. При рассмотрении того, каким электродом варить металл 2 мм отметим следующие моменты:
- При выборе низких показателей тока наиболее подходящими электродами можно назвать варианты исполнения с диаметром от 2 до 3 мм. Это связано с тем, что слишком большой показатель приводит к затуханию дуги.
- Оптимальным показателем температуры в зоне сварки можно назвать 170 градусов Цельсия. Этого вполне достаточно для прокалывания стали, но при этом ее структура не преобразуется. За счет оказания подобного воздействия покрытие начинает плавится равномерно, сварщик может изменять форму шва.
- В большинстве случаев используется электрод, который имеет качественное покрытие. Зачастую применяемая технология предусматривает использование разрывестой дуги, за счет чего сварочная ванная имеет небольшие размеры.

Электроды для сварки 2 мм
Сварка тонкого металла инвертором может проходить только при использовании специальных электродов, которые смогут стабилизировать дугу.
Выбор режимов и электродов
Опытные сварщики не только умеют правильно работать с тонким металлом, но правильно выбирать режимы и электроды. Особенностями этого момента назовем следующее:
- Высокий показатель силы тока приводит к повышению температуры в зоне контакта дуги с обрабатываемой поверхностью, в результате чего образуется прожиг.
- Слишком низкий показатель приводит к тому, что дуга плохо формируется. Поэтому работа протекает сложно.
- Плохие электроды также могут привести к появлению большого количества дефектов различного типа.
Только при правильном выборе режимов работы и подходящих электродов можно исключить вероятность деформации тонкого металла под воздействием высокой температуры.
Режимы аппарата и параметры сварки
Опытные сварщики знают, какие настройки аппарата позволяют достигнуть требующего результата. Путем проб и ошибок были выведены наиболее оптимальные параметры. Все они указываются в определенной таблице. К другим особенностям данного вопроса назовем следующие моменты:
- Сила тока должна быть меньше, чем при работе с толстым металлом.
- Отлично себя проявляют инверторы, которые могут работать при переменном напряжении. Кроме этого, выбирается высокая частота тока.
- Если используемое оборудование позволяет устанавливать пусковой значение, то оно должно быть на 20% меньше. Это связано с тем, что при пуске устройства часто происходит прожиг тонкого металла. Если подобный режим отсутствует, то разжигать электрод можно на толстом материале, после чего перейти на требуемый.
- Малые токи позволяют избежать довольно большого количества проблем. Примером можно назвать выбор значение от 10 до 30 А.

Сварка в импульсном режиме
Кроме этого, может применяться импульсный режим. Он формирует прерывистую дугу, так как аппарат сам регулирует ее подачу. За счет прерывания сварки можно снизить температуру нагрева.
Техника сварки
Уделяется внимание также и применяемой технике сварки. Современное оборудование для сварки позволяет устанавливать требующиеся параметры для работы с тонким металлом различного типа. Среди особенностей проводимой работы отметим следующие моменты:
- Нужно правильно подводить края соединяемых элементов.
- Часто соединение в стык проводится путем прожога. Подобная технология подходит для опытных пользователей.
- Если можно, то пластины размещаются внахлест. В этом случае исключается вероятность прожога. Электрод рекомендуется контактировать с нижним изделие, за счет чего повышается качество соединения.
Выделяют несколько распространенных методов сварки. Примером можно назвать:
- При малом силе тока стержень двигают строго по шву.
- При повышении показателя обработка проводится прерывистой дугой.
- Для снижения вероятности деформации шва сварка проводится в шахматном порядке.
В некоторых случаях можно использовать подложку, которая также снижает вероятность прожога тонкого металла. Уменьшение длины дуги снижает вероятность перегрева обрабатываемого участка. Электрод следует держать под углом 45 градусов.
Проблемы сварки тонкостенных изделий
Не рекомендуется проводить подобную работу при отсутствии требующихся навыков. Наиболее распространенными проблемами можно назвать:
- Формирование сильного наплыва. Сварочная ванная может расплываться и даже проваливаться. Поэтому подобному моменту уделяется много внимания.
- Прожиг тонкого материала происходит при сильном точечном нагреве. Как правило, подобная проблема возникает в случае выбора высокого показателя силы тока.
- Появление низкокачественного валика. Контролировать короткую дугу достаточно сложно, как и распространение расплавленного материала.
Если расстояние между изделием и стержнем большое, то это может привести к формированию длинной дуги. Она характеризуется более высокой температурой воздействия в зоне плавки.
В заключение отметим, что основные проблемы можно избежать при наборе опыта, использовании современного аппарата и более подходящего электрода. это связано с тем, что новые инверторы позволяют устанавливать оптимальные значения силы тока. Кроме этого, качественные электроды формируют стабильную дугу даже при низкой силе тока. Поэтому не стоит скупится на приобретении расходных материалов, так как в противном случае получить качественный шов будет достаточно сложно.
Как правильно варить металл
В любом домохозяйстве постоянно требуется построить или починить какую-нибудь конструкцию из металла. Самым прочным соединением двух металлических деталей является сварка. Кузнечная сварка известна человечеству уже несколько тысячелетий, сварке же электрической дугой или газовой горелкой — немногим больше столетия.

Как правильно варить
И если ремесло (или даже искусство) кузнеца требовало многолетнего обучения и накопления опыта, то электродуговую сварку на начальном уровне при желании и наличии соответствующего оборудования вполне можно освоить за несколько дней.
Основы сварки
Чтобы научиться правильно варить, необходимо ориентировать в физических основах процесса сварки. Любой сварочный аппарат создает в небольшой рабочей зоне на стыке двух свариваемых деталей температуру выше температуры плавления свариваемого металла, так называемую сварочную ванну. В ней превратившаяся в жидкость часть металла обеих деталей смешивается друг с другом и с металлом расплавившегося электрода. После снижения температуры металл из сварочной ванны кристаллизуется, соединяя свариваемые детали в одно целое. Медленно перемещая сварочную ванну вслед за дугой вдоль стыка, сварщик получает шов. Высокой температуры в любительских сварочных аппаратах достигают двумя способами:
- электрической дугой;
- газовой горелкой.
Газовая горелка Как правильно паять электрической дугой
Электросварка безопаснее, поскольку нет риска взрыва газа, и проще в освоении для тех, кто только учится правильно варить.
Электрическую дугу создают при пропускании тока большой силы через воздушный зазор между свариваемыми деталями и электродом.
Как правильно варить
Чтобы понять, как правильно варить, к небольшому количеству теории следует добавить большое количество практики. Начинать учиться лучше со сваривания обрезков уголков, арматуры, металлических пластин. Только после того, как вы «почувствуете шов» своими руками, можно приступать к соединению более или менее ответственных конструкций.

Процесс дуговой сварки
Существует несколько видов аппаратов, для того чтобы научиться правильно варить, лучше всего начинать с инверторного. Он позволяет плавно регулировать и поддерживать стабильным рабочий ток, мало не зависит от уровня и стабильности напряжения в питающей электросети, не создает в этой сети бросков напряжения.
Технология сварочных работ
Сварочные работы происходят при высокой температуре. Электрическая дуга является источником тепла для нагревания и частичного расплавления рабочей зоны. Она возникает в воздушном зазоре между деталью и электродом, поддерживается все время операции и плавно перемещается вдоль линии шва.
Возникновение сварочной дуги Строение и свойства электрической дуги Классификация сварочной дуги
Размеры образующейся рабочей зоны расплавленного металла, или сварочной ванны, определяются
- выбранным режимом работы;
- скоростью движения электрода;
- свариваемыми материалами;
- толщиной деталей и конфигурацией кромок.
Средние размеры сварочной ванны:
Чтобы правильно варить, необходимо выбрать материал и толщину электрода в соответствии с толщиной свариваемых деталей. Электрод покрыт тонким слоем флюса, или обмазки. При нагреве этот флюс плавится и образует защитную газовую область над рабочей зоной, что противодействует попаданию в рабочую зону кислорода воздуха. По мере удаления электродуги и следом за ними — зоны сварочной ванны расплавленный металл кристаллизуется, образуя шов, который соединяет детали в единое целое. Поверх шва располагается тонкий слой остатков выгоревшего флюса, который требуется зачистить.
В конечном итоге, именно от выбранной технологии сварки и будет зависеть окончательная стоимость работ по сварке металлоконструкций.
Типы сварочных аппаратов
На рынке представлено большое количество моделей сварочных аппаратов разных типов.
Из всего их разнообразия:
- трансформаторы;
- выпрямители;
- инверторы;
- полуавтоматы;
- автоматы;
- плазменные;
В условиях домашней мастерской чаще всего применяют трансформаторы — из-за их дешевизны и инверторы из-за простоты и удобства в работе. Остальные требуют либо специальных условий для работы, достижимых только на производстве, либо специального обучения и длительного приобретения навыков.
Трансформаторные
Устройство таких аппаратов крайне простое — это мощный понижающий трансформатор, во вторичную обмотку которого и включают рабочую электрическую цепь.

Трансформаторный сварочный аппарат
- неприхотливость;
- живучесть;
- простота;
- дешевизна.
- очень большой вес и габариты;
- низкая стабильность дуги;
- работа переменным током;
- вызывает броски напряжения в питающей сети.
Такой аппарат требует от сварщика мастерства и большого опыта. Для обучения начинающего сварщика тому, как правильно варить, он подходит плохо.
Инверторы
Инверторный аппарат имеет гораздо более сложную конструкцию. Инверторный блок многократно преобразует входное сетевое напряжение, доводя его параметры до необходимых. За счет трансформации тока высокой частоты габариты и вес трансформатора получаются во много раз меньше.

- малый вес и габариты;
- стабилизированное напряжение и ток в цепи;
- дополнительные функции антиприлипания и горячего старта;
- возможность точной регулировки параметров тока и дуги;
- не вызывает бросков напряжения в питающей сети.
Есть у инвертора и недостатки:
- высокая цена;
- низкая морозостойкость.
Обучение тому, как правильно варить, лучше начать с инвертора. Стабильность параметров дуги и дополнительные функции, облегчающие старт и предотвращающие «залипание», позволят новичку сосредоточиться на шве и быстрее освоить технологию.
Что потребуется для работы начинающему сварщику
Для начала обучения придется подобрать соответствующее оборудование и экипировку.
Особое внимание следует уделять индивидуальным средствам защиты, поскольку сварочные работы — процесс вредный для зрения и органов дыхания.
Необходимо будет оборудовать рабочее место, если оно в мастерской — то помещение следует снабдить эффективной вытяжкой и достаточным освещением.
Если вы решили начать обучение на свежем воздухе- то обязательно на сухом основании и под навесом, который защитит вас и оборудование от дождя.
Рабочее место должно быть просторным, не захламленным, не стеснять движений сварщика.
Кабели нужно раскладывать таким образом, чтобы не наступать на них и не запнуться при перемещении вокруг заготовок.
В качестве заготовок для отработки навыков лучше выбрать обрезки проката и стальных листов. Начинать с ответственных конструкций не рекомендуется.
Инструменты и средства защиты
В обмундирование и средства индивидуальной защиты входят:
- маска сварщика со встроенным светофильтром для защиты глаз от яркого света и ультрафиолетового излучения дуги;
- спилковые перчатки — краги для защиты рук от брызг раскаленного металла;
- плотная одежда из негорючей ткани;
- шапочка под маску;
- прочная обувь.
- респиратор для защиты органов дыхания от образующихся газов и пыли, особенно при работе с цветными металлами.
Из инструментов, материалов и оборудования понадобятся:
- Угловая шлифмашина (болгарка) для нарезки заготовок и зачистки швов;
- Набор ручного слесарного инструмента — молотки, зубила, пассатижи и пр.;
- Металлическая щетка для зачистки заготовок;
- Струбцины и зажимы для соединения заготовок;
- Электроды.
Ну, и наконец, инвертор с входящими в комплект кабелями и держателем.
Какие электроды выбирать
Для того чтобы начать учиться варить правильно, необходимо подобрать сварочные материалы в соответствии со свариваемыми материалами и их толщиной. В качестве учебного задания лучше выбрать обычные низкоуглеродистые конструкционные стали. Для них подойдут широко распространенные электроды с обмазкой.

Электроды для сварочных аппаратов
Учатся обычно на электродах диаметром 3 мм, 1,6 и 2 мм применяют для работы с тонкостенными конструкциями, а 4-6 мм — для сваривания толстостенных заготовок.
Чаще всего в домашних условиях используют электроды диаметром 3 миллиметра (тройка). Более тонкие подходят для сваривания тонкостенных деталей, а номера четыре и пять — для толстых элементов.
Мощность аппарата должна соответствовать диаметру электрода (или его номеру). В руководстве пользователя (и на корпусе прибора) есть таблица определения рабочего тока в зависимости от номера.
Рекомендации как правильно сварить металл
Чтобы правильно варить металл, недостаточно просто научиться делать швы. Сварщик обязательно должен быть еще и материаловедом — знать многое о свойствах свариваемых материалов, их взаимодействии друг с другом и с высокими температурами.
Технология включает в себя много операций до начала и по окончании собственно выполнения шва.
До начала главной операции свариваемые детали необходимо тщательно очистить от механических загрязнений, старой краски, ржавчины и обязательно обезжирить. Требуется также правильно расположить их друг относительно друга и зафиксировать в этом положении.
При соединении тонкостенных конструкций или просто протяженных швов детали прихватывают друг к другу в нескольких равноотстоящих друг от друга точек, чтобы избежать термических деформаций.
Будущий сварщик заранее должен знать и предвидеть:
- потенциальные проблемы;
- разновидности дефектов
и продумать, как их избежать.
Начинают с трех простейших видов соединений
- Встык. Кромки соединяемых деталей находятся в одной плоскости с небольшим зазором между ними, и этот зазор заполняется шовным материалом.
- Внахлест. Детали располагаются с некоторым перекрытием кромок.
- Тавровый. Одна пластина торцом приваривается в середине другой, обычно под прямым углом.

Три основных виды соединения
В целом можно сказать, что работа сварщика наполовину состоит из собственно сварки, а наполовину — из планирования и подготовки. Научиться варить правильно — это значит научиться планировать и готовиться.
Советы как научиться варить электросваркой самостоятельно
Сварить несложную конструкцию из металла реально за несколько часов, при условии, что вы уже освоили технологию, спланировали операции технологического процесса и подготовили все необходимое.
Чтобы научиться варить правильно, следует иметь в виду следующее:
- Следует подготовиться и узнать необходимую информацию о тех материалах, которые вы собрались варить.
- Подобрать для них соответствующий рабочий режим и сварочные материалы.
- Изучить технику исполнения конкретного запланированного вами шва.
Мало что может заменить обучение в профессиональной школе сварщиков и практику под руководством опытного наставника. Но если это по каким-либо причинам недоступно, то правильные движения, положение рук и тела при работе можно неплохо изучить и по обучающим видео от авторитетных мастеров сварного дела.
Корпус атомного реактора вам варить, конечно, не доверят, но раму для ворот или лесенки вы волне сможете осилить. Начав с простых швов и научившись варить их правильно, можно переходить и к более сложным, постепенно накапливая опыт и оттачивая свое мастерство.
О каких дефектах стоит знать, чтобы сделать правильный сварочный шов
Знания о сварных дефектах очень важны для того, чтобы вы их вовремя распознали и не начали эксплуатировать сварную конструкцию с ненадежным соединением.
Если шов проварен правильно, выглядит он равномерным и аккуратным, с равной толщиной и высотой по всей длине.
Различают следующие основные дефекты:
- Непровар. Недостаточное заполнение шовным материалом, и прочность его снижена. Причиной служит недостаточное напряжение в цепи или избыточная скорость ведения электрода.
- Подрез. Продольная канавка. Возникает по причине избыточной длины дуги. Для устранения дефекта следует правильно выбрать силу тока- немного ее повысить.
- Прожоги. Образование сквозных отверстий в материале. Вызывается превышением необходимого для данной толщины материала тока, а также слишком медленным ведением электрода. Необходимо также проверить, не превышен ли зазор между кромками заготовок.
- Пористость. Возникает по причине сквозняка в рабочей зоне, сдувающего облако защитных газов.
Непровар Подрез
Встречаются и другие сварные дефекты, такие, как продольные и поперечные трещины
Предосторожности, перед тем как варить сваркой электродами
Варить правильно — это значит варить безопасно. Меры предосторожности при сварке электродами позволят сохранить здоровье и работоспособность сварщика:
- Перед началом работы необходимо осмотреть аппарат, держатель и кабели на предмет отсутствия механических повреждений и нарушения изоляции.
- Работу следует вести при положительной температуре и при влажности до 80%;
- Обязательно использование индивидуальных защитных средств.
- Следует применять спецодежду с противопожарной пропиткой.
- Радом с рабочим местом следует иметь огнетушитель, пригодный для тушения электроустановок под напряжением.
Тщательное и неуклонное соблюдение правил сварки металла электродом не потребует много времени и помогут сохранить материальные ценности и здоровье людей.
Нюансы для начинающих в сварке
Есть несколько нюансов, которые могут пригодиться любому желающему научиться варить правильно:
- Не забывать о заземлении и о важности регулярной проверки качества контакта зажима и заготовки.
- Регулярно проверять изоляцию кабеля.
- Сила тока выбирается сразу после подключения массы.
- Перед поджигом дуги следует установить электрод под углом примерно 60 градусов к плоскости детали, а расстояние между его концом и деталью — около 0,5 см.

Положения электрода при сварке
Осваивая все более сложные виды швов и конфигурации соединений, домашний мастер сможет научиться варить правильно и снабдит свое домохозяйство всеми необходимыми в нем сварными конструкциями.
Основные советы по проектированию, которые вы должны знать о сварке листового металла
сварка является важным аспектом, который включает в себя соединение металлических частей для получения определенного дизайна. В зависимости от сварщика доступны несколько методов сварки. Наиболее распространены:
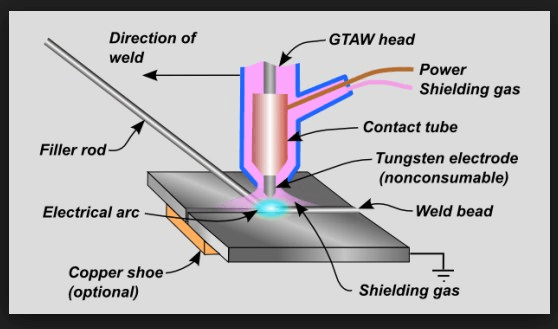
- Газовая вольфрамовая дуговая сварка (GTAW)
- Газовая дуговая сварка металла (GMAW) или TIG
- Газовая кислородная сварка (OFW)
Для тех компаний, которым требуются огромные задачи, связанные с многоточечной сваркой, они могут использовать лазерную сварку. В этом методе будут использоваться роботы, которые будут выполнять сварку со скоростью 3.8 м в минуту.
Вы также можете использовать другие методы, подходящие для конкретных металлов. Такие конструкции могут быть предназначены для создания уникальных компонентов для самолетов или некоторой электроники. Помня об этом, вы можете с комфортом использовать ультразвуковую, плазменную или электронно-лучевую сварку.
1. Газовая дуговая сварка металла
Это популярный метод, широко известный как металлический инертный газ (MIG). Он создает дугу между листовым металлом и расходуемым электродом (непрерывный сварочный металл). Есть защитный газ, который обеспечивает защиту дуги и расплавленного металла от атмосферы.
Обычно присадочный металл не должен быть толще основного металла. Точнее, длина стандартной проволоки для тонкого листового металла должна составлять от 0.23 до 0.24 дюйма. Вы также можете использовать 0.030-дюймовую проволоку, если материал 18 калибра и имеет значительную толщину.
Очень важно выполнять свою работу с использованием защитного газа на основе аргона с более высоким содержанием аргона. Правильное соотношение аргона и углекислого газа должно составлять 3: 1. По этой причине аргон выделяет меньше тепла, чем углекислый газ. Вы можете использовать проволоку ER30L при сварке нержавеющей стали 304, поскольку они совместимы.
Некоторые металлы, которые легко подойдут для этого метода сварки:
- Низкие стальные сплавы
- Нержавеющая сталь
- Углеродистые стали
- Магниевые сплавы
- 3000 серия алюминиевых сплавов
- Медные сплавы
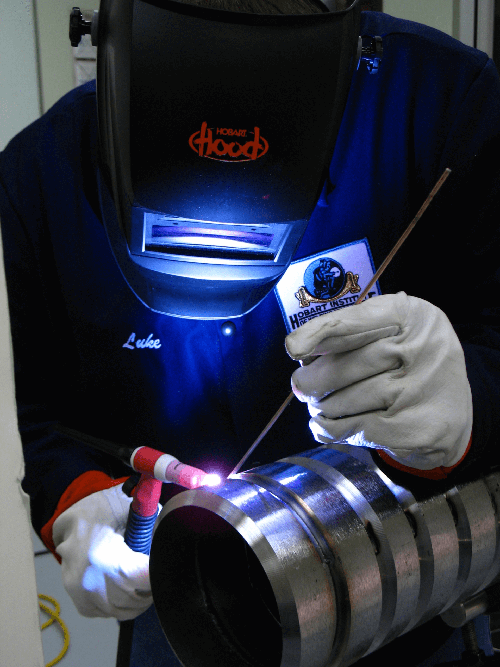
2. Газовая вольфрамовая дуговая сварка.
Этот металл можно также назвать инертным газом вольфрам (TIG). Этот метод создает дугу между деталями из листового металла и неплавящимся вольфрамовым электродом. Роль инертного газа - защитить работу и дугу.
Метод TIG позволяет получить высококачественные сварные швы, так как при нем отсутствуют сварочные брызги. Вы можете использовать его для соединения большинства металлических сплавов. Вы можете использовать вольфрам 1/16 дюйма для обработки листового металла диаметром от 0.20 до 0.40.
Для стального листа используйте присадочный металл ER70S-2. Кроме того, присадочный металл должен быть тоньше основного металла. Такое расположение предотвратит перегрев основного металла до того, как произойдет какое-либо соединение.
Во время работы вы можете делать все свои сварные швы в любом положении. К сожалению, этот метод намного медленнее, чем MIG.
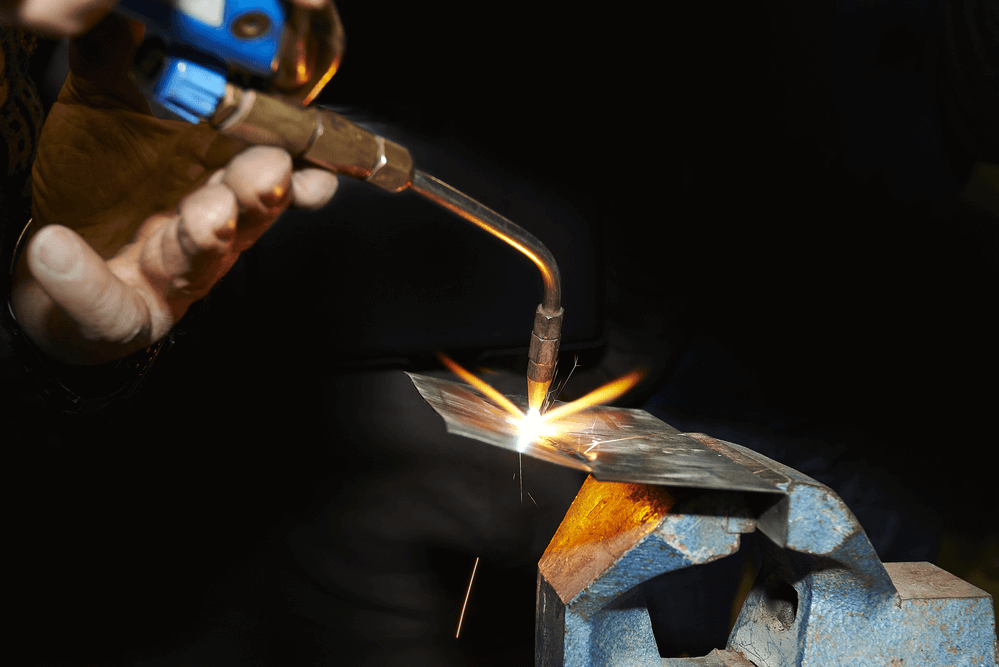
3. Газовая сварка на кислородном топливе.
Вы можете использовать эту технику для выполнения любых сварочных работ. Он использует газообразный ацетилен и кислород. Сварочный пруток подает присадочный металл. К сожалению, многие пользователи отказываются от этого метода, поскольку он медленный и дорогостоящий. Кроме того, при использовании этого метода вы, как пользователь, испытаете некоторое тепловое искажение.
Методы сварки листового металла
Избежать коробления и прожога можно, если сплести факел. Если дуга больше, уровень ее нагрева повышается. Быстро двигаться по прямой - отличный способ. Вы все еще можете предотвратить прожог, используя технику толкания этого конкретного пистолета MIG.
- Пропустить сварку :Знаете ли вы, что неравномерное распределение тепла приведет к короблению и деформации? В результате для частей, которые должны были соединиться друг с другом, становится сложно правильно соединиться. Вы можете уменьшить коробление, если равномерно распределяете тепло. Зажимная сварка - это мощный метод, который включает в себя выполнение серии стежков.
- Подгонка и совместный дизайн :Если вы свариваете тонкие листы металла, потребуется плотная подгонка. Это поможет, если вы измените дизайн тех суставов, которые могут переносить больше тепла. Вы также можете использовать электрозаклепку в тех местах, где не требуется сплошной сварной шов.
- Бэк-бары :Тепло можно отвести быстрее, чем любой известный метод, например, атмосферное охлаждение. Вы можете добиться успеха, поместив зону термического влияния на охлаждающую пластину. В качестве альтернативы используйте металлический стержень, такой как алюминий, который отлично рассеивает тепло, когда вы зажимаете его на обратной стороне сварочного материала.
Свариваемые материалы
Процессы TIG и MIG позволяют сваривать цветные и черные металлы. Если вы хотите сваривать разнородные материалы, вы можете практически использовать процесс TIG. Например, TIG позволяет соединять углеродистую сталь с медными сплавами.
При сварке разнородных материалов необходимо соблюдать осторожность. Это связано с тем, что некоторые металлы имеют разные уровни расширения, коррозионной стойкости и проводимости. Было бы лучше, если бы вы также сосредоточили свое внимание на составе электродов.
Некоторые из металлов, которые не дают косметически приемлемого сварного шва, - это цинк, олово, свинец и кадмий. Кроме того, когда вы их свариваете, они обычно выделяют вредные газы. Вы можете нанести покрытие для улучшения внешнего вида за дополнительную плату.
Окончательные соображения
Завершая любую сварку, очень важно помнить о практических эффектах отделки. Вы можете начать с определения места сварки для возможной шлифовки. Также важно избегать шлифования углов или внутренних поверхностей. Основная причина таких действий заключается в том, что для этого может потребоваться специальное оборудование, а также оно стоит дорого.
Детали, пораженные током, должны иметь надлежащую конструкцию, чтобы уменьшить наложение швов. Чтобы получить хорошую сварочную конструкцию, вы можете проконсультироваться с поставщиком металла во время разработки продукции.
Заключительные мысли
Сварка - важный процесс при работе с деталями из листового металла. Это процесс, с помощью которого можно превратить листовой металл в предметы, которые можно использовать. Некоторые предметы, полученные в результате сварки, могут быть электронными компонентами.
При работе с металлическими листами важно знать их характеристики металла. Такие знания помогут вам преодолеть любые ошибки и, в конечном итоге, максимально использовать эти металлы для получения желаемой работы.
Вы можете стать успешным сварщиком, если будете внимательно следовать советам и рекомендациям, приведенным в этой статье. Это проверенные и одобренные методы, которые могут вызвать улыбку на вашем лице.
Рошиндустри специализируется на высоком качестве Быстрое прототипирование, быстрый мелкосерийное производство и крупносерийное производство. Услуги быстрого прототипа, которые мы предоставляем, - это профессиональный инжиниринг, Обработка CNC включая фрезерные и токарные станки с ЧПУ, Изготовление листового металла или прототипирование листового металла, Умрите литье, металлическое тиснение, Вакуумное литье, 3D печать, SLA, Изготовление прототипов методом экструзии пластика и алюминия, Быстрая оснастка, Быстрое литье под давлением, Обработка поверхности закончить услуги и другие услуги быстрого прототипирования Китая, пожалуйста свяжитесь с нами прямо сейчас.
Как варить тонкий металл электродом
Ремонт тонкостенных деталей и конструкций сложен даже для квалифицированных сварщиков, которые знают, как сваривать листовой металл большой толщины. Этот опыт бесполезен при работе с тонкостенными заготовками, которая выполняется по иным правилам. Без знания специфики сваривания тонкого металла электродом невозможно создать качественное соединение.

Особенности сварки тонколистового металла электродом
Проблемы, возникающие в ходе сваривания тонкого металла, похожи на брак при работе с толстостенными заготовками. Соединение листов толщиной меньше 2 мм затруднено несколькими факторами:
- Из-за малой толщины часто прожигается металл при неверной установке тока или медленном ведении электрода.
- Если, опасаясь прожога, сварку тонколистового металла проводить слишком быстро, останутся несоединенные места. Не проваренные участки также остаются при увеличении длины дуги, из-за чего кромки прогреваются слабо, а расплав растекается по поверхности. После очистки шов не будет герметичным, уменьшится его стойкость к излому и разрыву.
- При сварке по тонкому металлу с обратной стороны стыка образуется выпуклый валик. Проблему наплыва решают подкладыванием подложек, снижением силы тока, изменением способа наложения шва.
- Из-за сильного нагрева возможна деформация заготовок в виде волн и изгибов. Их после остывания выправляют резиновым молоточком, если нет особых требований по внешнему виду. В противном случае перед свариванием тонкого металла принимают меры для предотвращения перегрева.
- Из-за неумения держать короткую дугу или при установке малого тока, у новичков нередко залипают электроды при сокращении промежутка между ними и стыком. Шов становится не равномерным и не качественным.
Выбор электродов и настройка режимов сварки
Для сварки тонкого 3 мм металла нужны марки с рутиловой обмазкой, замедляющие плавление сердечника, иначе они будут быстро сгорать. На концах электродов с тугоплавким покрытием образуется козырек, препятствующий повторному розжигу дуги. Сердечник должен быть сделан из того же материала, что и заготовки или близкого по составу. Работа выполняется аппаратом переменного или постоянного тока, поэтому предпочтительны универсальные электроды. Перед сваркой тонкого металла их необходимо прогреть при температуре 170⁰C. После предварительного прокаливания легче зажигается и удерживается дуга без образования брызг.
В зависимости от толщины заготовок, диаметр электрода и сила тока определяются по таблице:
Толщина заготовки, мм
Ток
Диаметр электрода, мм
Если у аппарата есть настройка начального напряжения, необходимо установить начальный ток на 20% ниже рабочего. Это избавит от прожога при зажигании дуги. Если такая опция отсутствует, сварку по тонкому металлу начинают с разжигания дуги на графитовой пластине с последующим переносом на стык.
Поскольку для сварки на тонком металле нужен малый ток, диапазон регулировки должен начинаться с 10 А. Если у аппарата минимальное значение выше, массу подключают через стальную пружину или балластное устройство, которые снижают ток до требуемого значения. При наличии импульсного режима можно сваривать сталь толщиной менее 0,5 мм. В промежутках между импульсами заготовки будут остывать.
Технология сварки
Перед свариванием тонкого металла заготовки возле стыка и в месте подключения массы очищают от грязи. Работу выполняют в следующем порядке:
- Для лучшего зажигания дуги с кончика электрода удаляют 5 мм покрытия.
- Чтобы при сварке на тонком металле уменьшить вероятность деформирования, заготовки прихватывают между собой точками или отрезками длиной 1 см по всей длине соединения.
- Электрод держат на расстоянии 2 — 3 мм от поверхности стыка. Для качественной сварки тонкого металла длина дуги не должна быть больше диаметра сердечника электрода.
- Наложение шва начинают после образования сварочной ванны. При движении дуги она должна сохранять овальную форму, перемещающуюся вдоль стыка.
- Чтобы расходник не залипал, нельзя им тыкать по стыку во время наложения шва. Новичкам лучше пользоваться аппаратом с опциями антиприлипания и форсирования дуги.
- При сваривании листового металла держатель держат под углом 45 — 60⁰. При большем наклоне шов будет всплывать, образуя выпуклый валик, не проваривая кромки заготовок.
- Шов накладывается слева направо или к себе, вертикальное соединение выполняется снизу вверх.
- Сварку на тонком металле проводят без рывков и остановок с равномерной скоростью без поперечных движений.
- При работе постоянным током соблюдается обратная полярность, когда держатель подключен к плюсу. Это снижает вероятность прожога, так как уменьшается нагрев его кончика.
- После остывания соединения сбивают шлак, проводят проверку на отсутствие не проваренных участков и прожогов.
Способы сварки тонких листов металла
Когда листы необходимо соединить под углом, сварку тонкого металла выполняют методом отбортовки. Для этого края заготовок загибают под нужным углом и прихватывают между собой с шагом 5 — 10 см. Затем стык проваривают сплошным швом, не прерывая дуги.
Для соединения внахлест листы накладывают один на другой с перекрытием 1 — 3 см. Таким образом создается основание для наложения шва. Чтобы не было зазора, сверху кладут что-нибудь тяжелое. Дугу ведут в основном по нижнему листу, чтобы не допустить подрезов верхнего.
Для соединения встык листы кладут вплотную один к другому без зазора и разделки кромок, прихватывают в нескольких местах. В зависимости от требований и условий соединение выполняется:
- Точечным швом, если нет требований по герметичности. По всей длине стыка делают прихватки с промежутками, равными трем диаметрам электрода.
- Сваркой тонкого металла в шахматном порядке отрезками по 10 см. При таком способе тепло равномерно распределяется по стыку без его деформации.
- Прерывистым способом. Начав сварку по тонкому металлу, электрод кратковременно отводят от шва, а затем продолжают накладывать с той же точки. В моменты прерывания дуги температура заготовок понижается. Чтобы не допустить чрезмерного остывания, работу выполняют инвертором, настроенным на ток немного больше требуемого.
- Теплоотводящей проволокой диаметром 2 — 3 мм уложенной заподлицо вдоль стыка. Для сварки на тонком металле лучше использовать расходник, очищенный от покрытия. Дугу ведут по проволоке, на которую приходится большая часть тепловой нагрузки. Кромки нагреваются периферийными токами. После удаления проволоки не остается заметных следов. Этим же способом заваривают места прожогов.
- На металлических пластинах из меди, отводящих излишки тепла, которые подкладывают снизу.
Сварка оцинкованных листов
Перед свариванием тонкостенного металла, покрытого цинком, места возле стыка зачищают до стали шлифовальной машинкой, наждачной бумагой или щеткой с металлической щетиной. Для быстрого удаления покрытия его можно выжечь, дважды пройдясь дугой по стыку. Однако пары цинка очень ядовиты, поэтому работа проводится в помещении с эффективной вытяжной вентиляцией или на открытом воздухе. После очистки выбирается один из способов сваривания тонкого металла электросваркой.
Начинающим сварщикам не стоит сразу браться за освоение сваривания встык, так как для его проведения нужен опыт и твердая рука. Лучше сначала потренироваться на соединении внахлест, где ниже вероятность прожога. После обретения навыков будет проще освоить более сложные способы.
Читайте также: