Микроанализ металлов и сплавов
Обновлено: 19.05.2024
Цель работы – изучить метод микроанализа и область его применения. Определить особенности микроструктуры чистых металлов и сплавов (твердых растворов и сплавов типа смеси). Изучить устройство металлографического микроскопа и его возможности.
Микроскопический анализ (микроанализ) заключается в изучении строения металлов и сплавов с помощью металлографического микроскопа. Этот метод широко используется в исследовательских работах, а также для контроля качества металлов и сплавов в промышленности. Это объясняется тем, что между структурой металлов и сплавов и их свойствами, прежде всего механическими, существует тесная связь.
Например, прочностные свойства металлов зависят от размера зерен и они тем выше, чем меньше размер зерна. Такая же зависимость наблюдается и для сплавов.
Сплав это сложное вещество, получаемое сплавлением простых веществ. В отличие от металлов сплавы имеют более сложное строение. Напомним, что простые вещества это вещества, состоящие из атомов одного сорта. Эти простые вещества, входящие в состав сплава, называют компонентами. В качестве компонентов выбирают элементы Периодической системы Д.И. Менделеева.
В свою очередь компоненты сплава взаимодействуют друг с другом и образуют одну или несколько фаз сплава. Фазой называют однородную часть сплава, имеющую характерные для неё химический состав, кристаллическую решетку и свойства, а также границу (поверхность раздела), отделяющую её от других фаз сплава.
В зависимости от температуры и химического состава сплава (процентного содержания компонентов в сплаве) разные фазы сплава кристаллизуются в той или иной последовательности и формируют, таким образом, структуру сплава. Структура – строение сплава, видимое в микроскоп.
В результате кристаллизации из расплава образуются зёрна (кристаллиты), которые имеют неправильную геометрическую форму в отличие от кристаллов, имеющих правильную внешнюю огранку. Она отражает геометрическую форму, которая соответствует данному типу кристаллической решетки твердой фазы. Зерна (или кристаллиты) это – кристаллические вещества неправильной геометрической формы.
Кристаллические решетки зерен одной и той же фазы в объеме сплава расположены относительно друг друга под разными пространственными углами. Потому между зернами одной и той же фазы существует поверхность раздела, при переходе через которую нарушается периодичность расположения атомов в кристаллической решетке. Такую поверхность, являющуюся дефектом кристаллического строения, называют границей зерна.
Структуру металлов и сплавов изучают в отраженном свете, так как они непрозрачны. В этом заключается принципиальное отличие металлографического микроскопа от биологического, где изучение объектов проводится в проходящем свете. В связи с этим исследуемая поверхность требует тщательной подготовки, т.к. должна хорошо отражать свет. Микроанализ проводят на специально подготовленных для этой цели образцах – микрошлифах.
Процесс изготовления микрошлифа включает следующие операции:
1) вырезка образца из контролируемого участка заготовки или изделия;
2) шлифование поверхности на шлифовальной бумаге с различной зернистостью абразивного материала (от грубого шлифования к тонкому, как при изготовлении макрошлифа);
3) полирование для получения зеркальной поверхности (используются алмазные пасты, порошок оксида хрома и др. абразивы);
4) травление зеркальной поверхности химическими реактивами с целью выявления зерен и их границ (химическое или электрохимическое травление с использованием кислот и других химических соединений).
Так как зерна разных фаз сплава имеют различные свойства, в том числе химические, то их растворимость в реактивах будет неодинаковой. В результате на поверхности микрошлифа формируется микрорельеф, состоящий из выступов и впадин. Благодаря тому, что пучок света отражается от такой поверхности под разными углами, на микрошлифе образуются, различимые глазом, светлые и темные участки.
Исследование структуры на оптическом (световом) микроскопе проводят при больших увеличениях (до 1500 крат или 1500 х ). Это позволяет увидеть элементы структуры размером не менее 0,2…0,3мкм.
Схема металлографического микроскопа и ход световых лучей показаны на рис.2.1. Важнейшими частями микроскопа, позволяющими получить увеличенное изображение, являются объектив (основное увеличение до 100 х …150 х ) и окуляр (увеличение до 10 х …20 х ). Общее увеличение микроскопа Q равно произведению увеличения объектива qоб. и окуляра qок., которые указываются на них следующим образом: 100 х (qоб.) или 10 х (qок.). Общее увеличение: Q= qоб. ´ qок.=100 ´10 =1000 х .
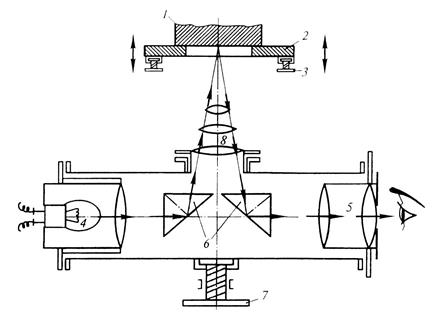
Рис. 2.1. Схема металлографического микроскопа: 1 – микрошлиф; 2 – предметный столик; 3 – микрометрический винт (грубая наводка); 4 – источник света; 5 – окуляр; 6 – призма; 7 – микрометрический винт (точная наводка); 8 – объектив
Максимальное увеличение светового микроскопа не превышает 1500 х , что связано с ограниченной максимальной разрешающей способностью микроскопа d. Разрешающая способность микроскопа оценивается минимальным расстоянием между двумя точками или рисками, которые еще могут быть раздельно различимы, т.е. разрешаются. Максимальная разрешающая способность определяется следующим образом:
где λ – длина световой волны (для белого света – λ ~ 0,6 мкм); n – показатель преломления среды между объективом и объектом (для воздуха n = 1); γ – угол апертуры (от лат. apertura – отверстие), т.е. угол, образованный двумя лежащими в одной плоскости с главной оптической осью радиусами, проведенными к краям линзы из её точки фокуса (максимальное значение γ/2=90°).
Подставляя в формулу (1) типичные значения λ, n и γ получим d~0,2…0,3мкм, а для человеческого глаза разрешающая способность d¢~0,1…0,2мм. Таким образом, максимальное полезное увеличение микроскопа не превышает:
Увеличение микроскопа более 1500 х будет бесполезным, т.к. при этом невозможно дополнительно разрешить более мелкие элементы структуры, т.е. выявить её новые особенности.
 |
На практике наиболее часто используют увеличения 200 х …400 х . При таких увеличениях можно отчетливо увидеть следующие основные элементы структуры:
1) границы зерен, а следовательно, определить их размеры и форму;
2) в многофазных сплавах – зерна отдельных фаз (размеры, форму, распределение);
3) микродефекты – микротрещины, микропоры и др.
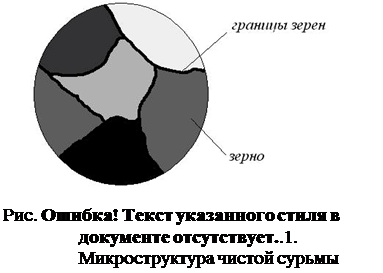
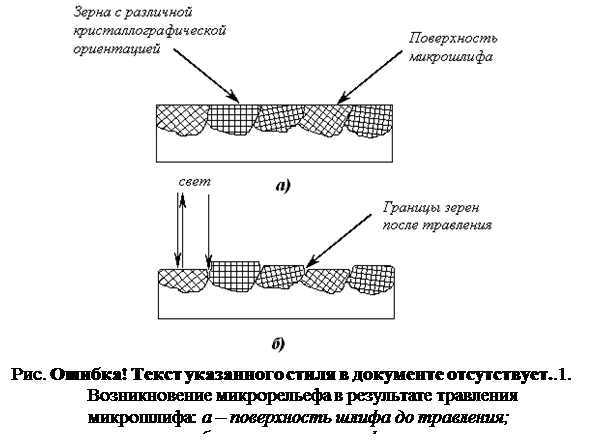
Границы зерен выглядят темными линиями по контуру зерен (см. рис.2.2).. В «чистом» металле всегда присутствуют примеси. Примеси, как правило, растворяются в жидком металле (например, сурьме) гораздо больше, чем в твердом. Поэтому в процессе затвердевания из жидкости центры кристаллизации металла растут и оттесняют примеси в жидкость. Таким образом, к концу кристаллизации примеси концентрируются по границам зерен «чистого» металла. В результате травления границы зёрен, обогащенные примесью, и сами зерна растворяются в реактиве с разной скоростью В результате на границе образуются впадины или выступы. Первые поглощают свет, а выступы отбрасывают тень. Поэтому границы зёрен выделяются на микрошлифов виде тёмных линий (рис 2.3).
Кроме того, сами зерна также травятся неодинаково (с разной скоростью). Это является следствием анизотропии свойств – неодинаковости свойств по разным плоскостям и направлениям кристаллической решетки. Зерна ориентированы своими кристаллографическими плоскостями по отношению к плоскости микрошлифа произвольным образом, поэтому они протравливаются на разную глубину, и возникает характерный микрорельеф (см. рис.2.3). Это создает дополнительный световой контраст, позволяющий отличить одно зерно от другого.
В то же время из-за анизотропии оптических свойств каждое зерно неодинаково отражает свет (с разной интенсивностью). Поэтому каждое зерно имеет различную яркость окраски (см. рис.2.2).
Микроструктура металлов и однофазных сплавов принципиально не отличается при микроанализе. Например, структура меди не отличается от структуры однофазной латуни - сплава меди и цинка.
Это связано с тем, что однофазная латунь представляет собой твердый раствор замещения, в кристаллической решетке которого часть атомов меди замещается атомами цинка (до 40% при 20°C). Поэтому латунь имеет такую же кристаллическую решетку, как и медь. Следовательно, данная латунь, как и медь, представляет собой однофазную структуру. Поэтому микроанализом отличить медь от латуни затруднительно (это можно сделать с помощью химического анализа или макроанализом их цвета).
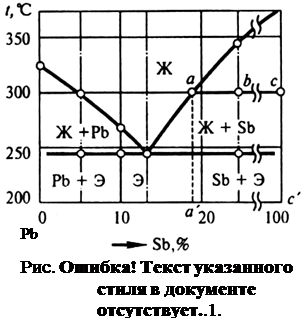
В сплавах системы «Pb–Sb» компоненты не взаимодействуют между собой, т.е. не образуют ни твердых растворов, ни химических соединений. Такие сплавы представляют собой смесь двух фаз, в данном случае зерен свинца и сурьмы.
Равновесная структурная диаграмма состояния этих сплавов показана на рис.2.4. Можно видеть, что фазовый состав всех сплавов этой системы при 20°C один и тот же (Pb+Sb). Отличие же состоит в структуре этих сплавов.
Структура эвтектического сплава (13%Sb) образуется в процессе одновременной кристаллизации из жидкости постоянного химического состава пластин Pb и Sb при постоянной и самой низкой температуре. В результате образуется двухфазная смесь, которая называется эвтектикой.
Зерна (или пластины) Pb и Sb, входящие в состав эвтектики, имеют очень малые размеры вследствие одновременного зарождения большого количества центров кристаллизации Pb и Sb и малой скорости их роста при постоянной температуре. Следовательно, эвтектика имеет большую протяженность границ зерен. Поэтому эвтектика при микроанализе с небольшими увеличениями (200 х …400 х ) кажется темной структурной составляющей.
В доэвтектических сплавах (до 13%Sb) как и в заэвтектических (более 13%Sb) наряду с эвтектикой, которая кристаллизуется так же, как и в эвтектических сплавах, видны крупные светлые зерна избыточного компонента. Избыточным называют компонент, концентрация которого в данном сплаве больше, чем в эвтектике. Это Pb – в доэвтектических сплавах и Sb – в заэвтектических.
Зерна избыточного компонента выделяются первыми из жидкости в интервале более высоких температур (между линией ликвидус и солидус), поэтому они успевают укрупниться (коагулировать). Кристаллизация избыточного компонента приводит к изменению химического состава жидкой фазы сплава. По мере понижения температуры он стремится к эвтектическому (13%Sb), и на горизонтальной линии диаграммы оставшаяся жидкость затвердевает в эвтектику.
Лабораторная работа 2. Микроанализ металлов и сплавов
Краткие теоретические сведения. Микроскопический анализ (микроанализ) металлов и сплавов заключается в исследовании строения (структуры) металла с помощью оптического или электронного
Микроскопический анализ (микроанализ) металлов и сплавов заключается в исследовании строения (структуры) металла с помощью оптического или электронного микроскопа. Строение металла или сплава, наблюдаемое при помощи микроскопа, называется микроструктурой.
Между микроструктурой металлов и их свойствами существует четкая связь. Микроанализ позволяет:
- определить форму и размеры зерен;
- определить форму, размеры, содержание и относительное расположение фаз;
- выявить наличие имеющихся в металле неметаллических включений и микродефектов (микротрещины и микропоры).
Эта информация позволяет судить о свойствах металлов и сплавов, о предшествующей обработке этих материалов (литье, деформирование, термообработка и др.).
Микроанализу подвергают специально подготовленные образцы, называемые микрошлифами. Микрошлиф – это срез металла, отполированного до состояния зеркальной поверхности.
Микрошлифы готовят следующим образом.
Образец для микроанализа вырезают из того места, которое является наиболее важным в эксплуатационных условиях исследуемого металла. Наиболее удобны для работы образцы цилиндрической формы диаметром 10-12 мм и высотой 10-15 мм и прямоугольной формы с площадью основания 10 х 10 мм и высотой 10-15 мм;
Одну из плоскостей образца зачищают наждачным кругом; Полученную поверхность шлифуют наждачной бумагой различной зернистости;
Для получения зеркальной поверхности образец полируется на сукне или фетре, смоченном полирующей смесью;
Полученный микрошлиф промывается водой, а затем спиртом или бензином и просушивается фильтровальной бумагой.
Микрошлифы исследуются без травления или протравленными. В нетравленом шлифе можно наблюдать природу и характер расположения неметаллических включений: оксидов, сульфидов, графита, а также виды микродефектов – микротрещины, микропоры. Структура и ее особенности определяются на протравленных шлифах.
При травлении (например для сталей и чугунов раствором азотной кислоты в этиловом спирте) различные структуры разъедаются травлением с разной скоростью, поэтому образуется микрорельеф и его неровности создают сочетание света и тени: однородные структуры отражают больше света и видны светлыми, разнородные – темными (т.к. светлые лучи от них рассеиваются, не попадая в объектив). Максимальная неоднородность на границах зерен (где скопление примесей и искривлений кристаллической решетки), поэтому зерна резко очерчены, т.к. протравливаются сильнее.
Для исследования микроструктуры металлов и сплавов применяют металлографические микроскопы, которые позволяют рассматривать при увеличении непрозрачные тела в отраженном свете.
 |  |
| Рисунок 2.1. - Ход лучей в металлографическом микроскопе | Рисунок 2.2 - Схема определения цены деления окуляра-микрометра |
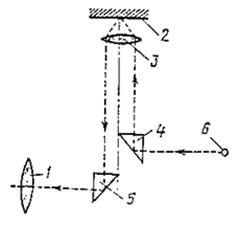
Луч от источника света 6 (рисунок 2.1) преломляется призмой 4 и попадает через линзу объектива 3 на поверхность микрошлифа 2 и отражаясь от него опять через линзу объектива 3 через призму 5 в линзу окуляра 1 на которую обращен глаз исследователя.
Т.е. изображение точки объекта в микроскопе увеличивается дважды: объектив дает первое – промежуточное (Vоб.), окуляр – второе окончательное (Vок.). Следовательно общее увеличение микроскопа (Vм.) будет следующим:
В современных конструкциях увеличение микроскопа доходит до 2000 раза.
Увеличение микроскопа можно определить при помощи объектив-микрометра и окуляр-микрометра. Объектив-микрометр представляет собой стеклянную или металлическую пластинку, на которой нанесена шкала длиной 1 мм, разделенная на 100 равных делений (цена деления 0,01 мм). Окуляр-микрометр в отличие от обычного окуляра имеет между линзами стеклянную пластинку со шкалой. Совмещая обе шкалы, определяют размер шкалы окуляра при данном объективе (рисунок 2.2) по формуле:
где Цоб – цена деления шкалы объектива (0,01 мм); Т – число совмещенных делений объектива-микрометра; А – число совмещенных делений окуляр-микрометра.
С помощью окуляр-микрометра можно определить размеры зерен, протяженность какой-либо резко отличающийся структурной области.
По размерам природных зерен можно довольно точно сказать о механической прочности исследуемого металла. Чем крупнее зерно, тем ниже механическая прочность деталей.
Таким образом, работоспособность деталей зависит в первую очередь от размеров природного зерна.
Величина зерна определяется по шкале стандартных размеров (рисунок 2.3), где проставлены баллы – размеры зерна.
 |
| Рисунок 2.3 - Стандартная шкала размеров зерна |
Работоспособность (качество) металла зависит от размеров природного зерна, а также от вида рабочей нагрузки на деталь (таблица 2.1).
МИКРОСКОПИЧЕСКИЙ АНАЛИЗ МЕТАЛЛОВ И СПЛАВОВ
1.1 Цель работы: Овладеть методикой приготовления микрошлифов, изучить устройство металлографического микроскопа и приобрести навыки металлографического анализа сплавов.
Краткое описание методики анализа
Микроскопический анализ – это исследование структуры и пороков металлов и сплавов с помощью металлографических микроскопов при больших увеличениях. Он позволяет установить качество металлов и сплавов (т.е. засоренность неметаллическими включениями – оксидами, сульфидами и т.д.), величину и форму зерен, морфологические особенности и размеры отдельных структурных составляющих.
Микроскопический анализ состоит из следующих этапов:
а) приготовление микрошлифов;
б) травление микрошлифов;
в) изучение микроструктуры под микроскопом.
Рассмотрим подробнее методику каждого из этих этапов.
1.2.1 Приготовление микрошлифов. Микрошлифом называется образец металла, специально приготовленный для исследования его структуры под микроскопом. Процесс приготовления микрошлифов заключается в шлифовании и полировании. Рассматриваемая поверхность микрошлифа должна быть абсолютно плоской и зеркальной.
Наиболее удобными размерами микрошлифа является цилиндр диаметром d = 12….15 мм, либо параллелепипед со стороной основания а = 12…15 мм и высотой h = 10 - 15 мм (рис. 1.1 а, б). Однако далеко не всегда можно изготовить микрошлифы рекомендованных размеров. Часто форма и размеры определяются конфигурацией исследуемых деталей или полуфабрикатов и могут быть значительно меньше или больше оптимальных, например, листы, проволока, мелкий режущий инструмент, обломки деталей, сварные швы и т.д. В этом случае для получения плоской полированной поверхности приходится прибегать к специальному закреплению их в приспособления. Если образец представляет собой тонкую пластинку или лист, его зажимают в струбцину (рис. 1.1 в). Если же образец имеет небольшие размеры и неправильную форму, его заливают в цилиндрической обойме бакелитом, эпоксидной смолой, органическим стеклом, или легкоплавким сплавом (рис. 1.1 г).
Рисунок 1.1 – Форма, размеры (а, б) и приспособления (в, г) для приготовления микрошлифов
Вырезка образца для микрошлифа производится ножовкой, фрезой, резцом, а при повышенной твердости – абразивными кругами, не допуская разогрева металла. Изучаемую поверхность образца заторцовывают напильником или наждачным кругом, периодически производя охлаждения в воде.
Шлифование предварительно заторцованной поверхности образца производят на специальной наждачной бумаге (ГОСТ 6456-82, ГОСТ 10054-82), помещенной на плоскую поверхность (например, на стекло), или на специальных шлифовальных машинах, где шлифовальная бумага закрепляется на вращающемся диске, диаметром 200 – 250 мм. Шлифование производят последовательно, уменьшая зернистость наждачной бумаги. При этом образец шлифуют в направлении, перпендикулярном рискам, изменяя на 90 ° направление шлифования при переходе на следующий номер бумаги. После окончания шлифования образец тщательно промывают водой для удаления частиц абразивного материала, а затем полируют. Полированием удаляют оставшиеся после тонкого шлифования мелкие дефекты поверхности, риски и т.п.
Полирование шлифов осуществляют механическим либо электролитическим методами. Механическое полирование осуществляют на вращающемся плоском диске, обтянутом полировальным материалом – фетром, сукном, на который наносятся мелкие частицы абразивных материалов – оксидов металлов (Al2O3, Cr2O3, MoO) в виде водной суспензии. Электролитическое полирование производят в ваннах, наполненных электролитом, причем образец выступает в качестве анода. Шлифованную поверхность образца располагают против катода, выполненного из нержавеющей стали. Под действием электролитического тока выступы шлифованной поверхности растворяются, а впадины сглаживаются, и образец сравнительно быстро приобретает полированную поверхность. Важным достоинством электролитического полирования является быстрота получения зеркальной поверхности и отсутствие каких-либо искажений в поверхностном слое, характерных для механического полирования (например, наклеп).
Полирование считается законченным, если на полированной поверхности под микроскопом не обнаруживаются риски, царапины и др. дефекты. После полирования образец промывают водой, затем спиртом и просушивают фильтровальной бумагой.
Изучение микроструктуры целесообразно начинать с рассмотрения микрошлифа в нетравленном виде, т.е. непосредственно после полирования, промывки и высушивания. Под микроскопом такой шлиф имеет вид светлого круга, на котором часто можно увидеть темные, желтые или другого цвета участки обычно небольших размеров. Эти участки являются следами неметаллических включений (оксидов, сульфидов, нитридов, силикатов). В нетравленном виде обычно изучается структура графитовых включений в чугунах (сером, ковком, модифицированном и пр.). Обнаруживаются также микротрещины и микропоры, зачастую встречающиеся в отливках и сварных швах.
1.2.2 Травление микрошлифов. После просмотра нетравленного шлифа для изучения микроструктуры его подвергают травлению. Метод химического избирательного травления основан на различии физико-химических свойств отдельных фаз и пограничных участков зерен. В результате различной интенсивности взаимодействия и растворения создается своеобразный рельеф на поверхности шлифа. Различия внешнего вида структурных составляющих после травления под микроскопом обусловлены различной их отражательной способностью.
Для осуществления травления микрошлиф погружают полированной поверхностью в раствор выбранного состава (некоторые составы приведены в табл. 1) и через некоторое время его вынимают для осмотра. Если полированная поверхность приобрела слегка матовый вид, травление считается законченным, и шлиф сразу же промывают водой, затем спиртом и высушивают фильтровальной бумагой. Продолжительность травления зависит от состава сплава, состава и концентрации травителя и определяется опытным путем. Травление можно осуществлять и электролитическим методом, аналогично электролитической полировки шлифов.
Таблица 1.1- Реактивы для травления микрошлифов
| Наименование сплава | Состав реактива | Назначение и особенности |
| Стали и чугуны | 1…5 % HNO3 в спирте | Окрашивает перлит в темный цвет, выявляет зерна феррита, структуру мартенсита и продуктов отпуска. |
| 3 – 5 % р-р пикриновой кислоты в спирте | Выявляет структуру цементованной и азотированной стали | |
| 2 - 4 мл HNO3, 22 г пикриновой кислоты, этиловый спирт 100 мл | Выявляет границы зерен закаленной стали | |
| Высоколегированные хромистые, марганцовистые, быстрорежущие стали | 10 мл HNO3, 20-30 мл HCl, глицерин 30 мл | Выявление макроструктуры мартенсита, аустенита, карбидов |
| Медь и её сплавы (латуни, бронзы) | 10 г FeCl3, 25 мл HCl, 100 мл воды | b-фаза в латунях окрашивается в темный цвет |
| Алюминий и его сплавы | 0,5 мл 48 %-й HF, 99,5 мл воды | Выявление структуры дуралюминов и литых сплавов на алюминиевой основе |
| Титан и его сплавы | 25 % HF (48 %), 25 % HNO3, 50 % глицерин |
1.2.3 Устройство металлографического микроскопа. Для изучения микроструктуры непрозрачных твердых тел используют металлографические микроскопы, рассмотрение объектов в которых производится в отраженном свете. В этом его основное отличие от биологического микроскопа, в котором прозрачные тела рассматривают в проходящем свете.
По устройству микроскопы бывают вертикальные и горизонтальные. Оптическая схема простейшего вертикального микроскопа МИМ-7 приведена на рис. 1.2. Она работает следующим образом. Свет мощной лампы 1 напряжением 17 В и мощностью 170 Вт, подключаемой через понижающий трансформатор ТР-17, проходит через коллектор 2, попадает на зеркало 3 и через линзу 4, апертурную диафрагму 5, линзу 6, призму 7 и линзу 8 поступает на плоско-параллельную отражательную пластинку 9, отражающую около 1/3 всего светового потока, а затем через объектив 10 на микрошлиф 11. Отразившись от шлифа, расположенного в фокальной плоскости объектива, лучи вновь попадают в объектив, проходят параллельным пучком через плоско-параллельную пластинку 9 и далее в ахроматическую линзу 12 и отразившись от зеркала 14, поступают в окуляр 13. Для фотографирования зеркало 14 выдвигают вместе с тубусом визуального наблюдения, и лучи проходят через один из трех фотоокуляров 15, которые нахо-дятся в одном поворачивающемся диске. Отражаясь от зеркала 16, лучи попадают на матовое стекло или на фотопластинку 17. Для фотографирования используют фотозатвор 19.
Оптическая система включает объектив, окуляр и ряд вспомогательных оптических элементов, зеркала, призмы и т. п. Объектив, направленный на объект (микрошлиф) дает действительное увеличенное обратное изображение шлифа и представляет собой сложное сочетание линз, расположенных в одной общей оправке. Окуляры, через которые исследователь наблюдает изображение, не только дают мнимое увеличение (т.е. увеличение промежуточного изображения), но и исправляют оптические дефекты, которые полностью не устраняются даже в объективах сложной конструкции. Увеличение окуляра меньше, чем объектива и подбирается таким образом, чтобы изображение было четким.
Обычные окуляры увеличивают от 2 до 15 раз, а компенсационные – до 25 раз, тогда как увеличение объективов составляет от 9 до 95 раз. Максимальное полезное увеличение микроскопа определяется по формуле:
где d1 – максимальная разрешающая способность человеческого глаза, равная 0,3 мм;
d2 – максимальная разрешающая способность оптической системы.
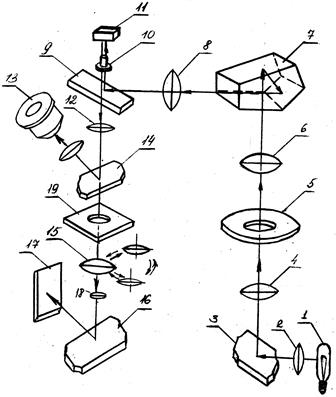
Рисунок 1.2 - Схема МИМ-7:
1 – осветитель; 2 – коллектор; 3 – зеркало; 4 – линза; 5 – апертурная диафрагма; 6 – линза; 7 призма; 8 – линза; 9 – отражательная пластина; 10 – объектив; 11 – микрошлиф; 12 – ахроматическая линза; 13 – окуляр; 14 – зеркало; 15 – линза фотоокуляра; 16 – зеркало; 17 – фотопластинка; 18 – линза; 19 – фотозатвор.
Под разрешающей способностью понимают способность давать отчетливое разделенное изображение двух близко расположенных точек рассматриваемого объекта. Максимальная разрешающая способность оптической системы определяется из условий дифракции по следующему уравнению:
где λ – длина волны света (для белого света λ = 600 нм);
n – коэффициент преломления;
a/2 - половина угла раскрытия входящего светового пучка.
Максимальное полезное увеличение микроскопа достигается, когда d2 имеет минимальное значение, т.е. при постоянной λ величина n× sin a/2 называемая числовой апертурой (А) будет максимальной. Поэтому надо стремиться к наибольшим величинам угла a/2 и коэффициента преломления n. Обычно в микроскопе ведут наблюдение в воздушной среде (n = 1). Для получения больших увеличений (меньшего d2) между внешней линзой объектива и поверхностью шлифа используют иммерсионные среды (например, кедровое масло; n = 1,52). Тогда разрешающая способность оптической системы составит d2 = 600/(2×1,5×1) = 0,2 мкм, а максимальное полезное увеличение – 1500 раз.
Для изучения микроструктуры отполированный и протравленный микрошлиф устанавливается на предметный столик, подготовленной поверхностью к объективу (вниз). Сначала фокусировка осуществляется путем поднятия или опускания столика плавным вращением винта грубой наводки до появления изображения в окуляре. После фиксации винта грубой наводки осуществляют точную наводку с помощью микрометрического винта и добиваются максимальной четкости изображения. Яркость изображения регулируется напряжением на трансформаторе, диафрагмами и светофильтрами. Столик со шлифом перемещается в горизонтальной плоскости в двух взаимно перпендикулярных направлениях с помощью специальных винтов, расположенных непосредственно на столике.
Широко используются также и горизонтальные микроскопы МИМ-8, бинокулярные вертикальные микроскопы ММР, ”NU-2Е”, ”Neophot-21”, ”Neophot-30” (производства Германии) с улучшенными оптическо-техническими возможностями и большим удобством.
1.2.4 Знакомство с методами количественного микроанализа. Рассмотренные ниже методы позволяют определять размеры зерен, количество и размеры структурных составляющих. Для определения величины зерен применяется ряд методов:
а) визуальным сравнением со стандартной шкалой (ГОСТ 5639-82).
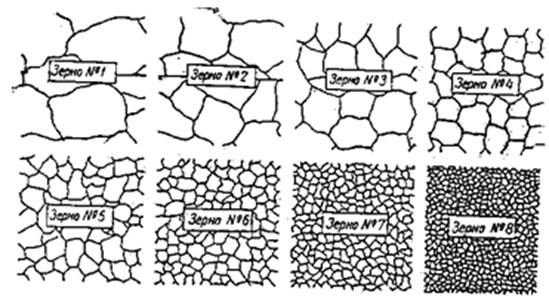
Определение ведут под микроскопом при увеличении 100 раз, путем сравнения размеров наблюдаемых зерен со стандартной шкалой (рис. 1.3). Зерна №№: 1 – 4 считаются крупными, а свыше № 6 – мелкими. По номеру зерна можно определить средний диаметр, площадь зерна с помощью стандартной шкалы (табл. 1.2).
б) с помощью окуляр-микрометра (метод секущих).
Окуляр-микрометр, в отличие от обычного имеет шкалу, состоящую из 100 делений. Чем больше выбранное увеличение микроскопа, тем крупнее наблюдаемые зерна. Естественно, что цена деления окуляр-микрометра (Ц) зависит от увеличения микроскопа, поэтому перед анализом её необходимо определять.
Определяют количество зерен (N) умещающихся на шкале окуляр-микрометра в произвольно выбранном диапазоне (Д). Тогда средний размер зерна составит:

Рисунок 1.3 - Шкала стандартных размеров зерна, × 10
Таблица 1.2 - Параметры оценки номера зерна (ГОСТ 5639-82)
| Номер зерна | Площадь зерна в мм 2 | Количество зерен на площади 1 мм 2 | Среднее количество зерен в 1 мм 3 | Средний диаметр зерна по расчету в мм | Средний диаметр зерна в мм | ||
| наимень- шая | средняя | наиболь- шая | наимень- шая | средняя | наиболь шая | ||
| -3 | 0,640 | 1,024 | 1,280 | 0,75 | 1,5 | 1,0 | 0,875 |
| -2 | 0,320 | 0,512 | 0,640 | 1,5 | 2,7 | 0,694 | 0,650 |
| -1 | 0,160 | 0,256 | 0,320 | 0,500 | 0,444 | ||
| 0,080 | 0,128 | 0,160 | 0,352 | 0,313 | |||
| 0,040 | 0,064 | 0,080 | 0,250 | 0,222 | |||
| 0,020 | 0,032 | 0,040 | 0,177 | 0,167 | |||
| 0,010 | 0,016 | 0,020 | 0,125 | 0,111 | |||
| 0,005 | 0,008 | 0,010 | 0,088 | 0,0788 | |||
| 0,0025 | 0,004 | 0,005 | 0,050 | 0,0553 | |||
| 0,00125 | 0,002 | 0,0025 | 0,041 | 0,0391 | |||
| 0,000625 | 0,001 | 0,00125 | 0,031 | 0,0267 | |||
| 0,000313 | 0,0005 | 0,000625 | 0,022 | 0,0196 | |||
| 0,000156 | 0,00025 | 0,000313 | 0,016 | 0,0138 | |||
| 0,000078 | 0,000125 | 0,000156 | 0,012 | 0,0099 | |||
| 0,000039 | 0,000062 | 0,000078 | 0,0079 | 0,0069 | |||
| 0,000019 | 0,000031 | 0,000039 | 0,0056 | 0,0049 |
Порядок выполнения работы
1.3.1 Ознакомиться с методикой приготовления микрошлифов и устройством металлографического микроскопа.
1.3.2 Из выданных заготовок изготовить и протравить микрошлиф.
1.3.3 Изучить и зарисовать микроструктуру микрошлифа (после шлифовки, в нетравленном и травленном состоянии).
1.4 Содержание отчета:
Ø Наименование и цель работы.
Ø Краткое описание методики приготовления микрошлифов, устройства металлографического микроскопа (привести оптическую схему), определения размера зерна.
Ø Результаты работы в виде зарисовок микроструктуры, расчетов размеров зерна.
Читайте также: