Минимальная толщина металла при лазерной резке
Обновлено: 16.05.2024
Впервые лазер, работающий в инфракрасном диапазоне за счет рубинового стержня, был создан в 1960 году. Прикладная квантовая физическая наука развивалась, изначальные системы накачки усиливались, установки и оптические резонаторы совершенствовались, лазерные лучи становились все более мощными и управляемыми. В этой статье поговорим о том, какие типы лазерной резки существуют на сегодняшний день и какое оборудование используется в процессе обработки металлов.
Плюсы и минусы лазерной резки
По сравнению с прочими технологиями обработки металлов резка лазером обладает рядом неоспоримых преимуществ:
- При помощи лазерной резки можно обрабатывать металлы различной толщины – медные – от 0,2 до 15 мм, алюминиевые – от 0,2 до 20 мм, стальные – от 0,2 до 20 мм, толщина изделий из нержавеющей стали может достигать 50 мм.
- Поскольку режущий инструмент не оказывает механического воздействия на разрезаемый металл, лазерная резка подходит для обработки хрупких и легко деформирующихся заготовок.
- Разные типы обработки лазером подходят для работы с заготовками различной конфигурации, особенно при использовании установок с компьютерным обеспечением. В программу загружается чертеж будущей детали, дальнейшая работа выполняется станком самостоятельно. При этом точность обработки будет очень высокой.
- Выполнение обработки металлов с высокой скоростью.
- При необходимости изготовления небольшой партии деталей можно воспользоваться лазерной резкой , не прибегая к литью и штамповке.
- Благодаря минимальному количеству отходов и чистоте среза, снижается себестоимость деталей, что отражается на их конечной цене
- Лазерная резка является наиболее универсальной технологией обработки, позволяющей справляться со множеством задач.

Конечно, у лазерной резки есть и определенные недостатки. В первую очередь, речь идет о большом потреблении энергии, которое делает эту технологию наиболее дорогостоящей. Впрочем, штамповка, в процессе которой также образуется минимум отходов, а результат отличается высокой точностью и качеством готовых изделий, требует изготовления оснастки, значит, лазерная обработка в итоге является более дешевым способом. Вторым недостатком является толщина обрабатываемых заготовок (максимум – 20 мм).
Типы лазерной резки металла
Независимо от типа лазерной резки, установка включает в себя:
- Источник энергии (систему накачки).
- Рабочее тело, которое создает излучение.
- Оптический резонатор (набор специальных зеркал).
Типы лазерной резки различаются в зависимости от вида и мощности применяемого лазера. Лазерные установки могут быть:
- Твердотельными (мощностью не свыше 6 кВт).
- Газовыми (мощность которых не превышает 20 кВт).
- Газодинамическими (их мощность составляет более 100 кВт).
На производстве чаще всего используют твердотельные лазерные установки с импульсным либо непрерывным излучением. Рабочим телом выступает рубин, стекло с добавлением неодима или CaF2 (флюорита кальция). Основное преимущество таких установок заключается в создании мощного импульса за доли секунды.

Технические и научные цели требуют применения газовых лазеров, в качестве рабочего тела в которых выступает газ – азот, углекислый газ, кислород, гелий. Под воздействием электрического разряда атомы газов возбуждаются, создавая монохроматичный и направленный лазерный луч.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Наиболее мощными являются газодинамические лазеры, в качестве рабочего тела в которых выступает углекислый газ. Максимально нагретый, он проходит через трубку, сильно зауженную посередине. Выходя из трубки СО2 расширяется и охлаждается, создавая энергию, необходимую для резки металла.
Рекомендуем статьи по металлообработке
При помощи газодинамических лазеров можно обрабатывать любые металлические поверхности. Поскольку расход энергии при этом не слишком велик, возможно размещение заготовок на некотором расстоянии от луча, что никак не сказывается на качестве получаемых деталей.
Типы лазерной резки могут быть:
- лазерно-кислородными;
- кислородными с поддержкой лазерным лучом (LASOX).
- с использованием инертного газа;
- лазерной испарительной (сублимационной).
Расскажем подробнее о каждом типе лазерной резки.
1. Лазерно-кислородная обработка.
Этот тип лазерной резки предполагает использование в качестве рабочей среды кислорода. Взаимодействие О2 и раскаленного металла приводит к экзотермической реакции окисления. В результате образуются окислы, выдуваемые из зоны обработки кислородной струей.
К особенностям этого типа лазерной резки относится следующее:
- сфокусированный луч лазера имеет меньший диаметр по сравнению с кислородной струей (диаметр последней около 1-2 мм);
- на ширину реза, которая может составлять меньше 100 мкм, влияет диаметр луча, толщина заготовки и скорость обработки (чем тоньше лист и выше скорость, тем более узкой получается линия реза);
- толщина металла влияет на давление в струе (чем она больше, тем меньше будет давление);
- поскольку луч при лазерно-кислородной резке расширяется, он фокусируется выше, чем обрабатываемая поверхность;
- толщина заготовки влияет на скорость обработки лазером – чем толще заготовка, тем медленнее она будет разрезаться; резать лазером можно стальные листы толщиной не более 30 мм при минимальной скорости в 0,5-0,6 м/мин.;
- меньшая скорость реза отрицательно сказывается на качестве готовых деталей (снижение качества выражается в появлении визуальных дефектов, большей ширине разреза);
- тонколистовые металлы располагают на расстоянии около 0,5 мм от сопла, формирующего луч, и около 3 мм от заготовок, толщина которых достигает 30 мм.
2. Кислородная резка с поддержкой лазерным лучом (LASOX).
Этот тип лазерной резки подходит для заготовок, выполненных из толстолистовой стали. Суть технологии заключается в предварительном нагревании поверхности металла до +1000 °С с последующим направлением на нее сверхзвуковой кислородной струи. Для этого типа обработки характерны ровные и гладкие края заготовок. Глубина реза при этом получается большей, чем при использовании традиционного кислорода.

Для этого типа обработки характерны следующие особенности:
- сверхзвуковая струя формируется под высоким давлением, достигающим 6–10 атм;
- луч имеет меньший диаметр по сравнению с пятном на обрабатываемой поверхности;
- ширина реза совпадает с диаметром луча и чаще всего превышает 3 мм;
- металл располагается на расстоянии 6–8 мм от сопла установки;
- этот тип лазерной резки выполняется с меньшей скоростью, обычно составляющей порядка 0,2 м/мин.;
- использование лазерного оборудования мощностью 6 кВт позволяет разрезать металлы толщиной до 100 мм.
3. Лазерная резка в инертном газе.
Этим типом лазерной резки пользуются при необходимости избежать окисления обработанных металлических кромок. Таким образом режут нержавеющую сталь, алюминий или титан. Поскольку металлические поверхности дополнительно не нагреваются, этот тип обработки менее эффективен, чем названные ранее.
Лазерная резка в инертном газе обладает следующими особенностями:
- чаще всего рабочей средой является инертный газ азот, для резки титана используют аргон;
- из-за высокого давления режущего газа (свыше 10 атм) при обработке используются более толстые фокусирующие линзы;
- капли расплавленного металла из зоны обработки выдуваются сверхзвуковой кислородной струей;
- фокусировка луча происходит исключительно на нижней поверхности листа;
- заготовка располагается на расстоянии 0,5–1 мм от сопла установки;
- этот тип лазерной резки предполагает использование сопла с диаметром до 3 мм;
- сама обработка выполняется с достаточно низкой скоростью.
4. Лазерная испарительная (сублимационная) резка.
Высокоинтенсивное короткоимпульсное (нано- или пикосекундное) излучение возможно в случае применения этого типа обработки лазером.

Она обладает следующими особенностями:
- основная сфера применения – микротехнологии (при необходимости оказания минимального термического воздействия на поверхность материала);
- этот тип лазерной резки обладает очень низким КПД;
- короткой волной, длина которой не достигает даже 1 мкм (это относится к твердотельным и эксимерным лазерам, а также установкам, работающим на парах металлов).
Режимы лазерной резки
Эффективность различных типов лазерной резки зависит от множества факторов, включающих скорость обработки, мощность и плотность лазера, фокусное расстояние для объекта обработки, диаметр лазерного луча. Необходимо также учитывать состав излучения, марку и вид материала заготовки. Например, резка низкоуглеродистых сталей выполняется на 30 % быстрее по сравнению с обработкой заготовок из нержавеющей стали.
Использование обычного воздуха практически в два раза снижает скорость резки в сравнении с установками, использующими кислород. Лазерное оборудование, имеющее мощность 1 кВт, способно разрезать алюминий со скоростью около 12 м/с, титан – 9 м/с (актуально для использования кислорода в качестве рабочего газа).
Выбранный режим резки влияет на качество итогового реза – его точность, ширину разреза, ровность и шероховатость образовавшихся кромок, присутствие на них оплавленного металла (грата), глубину разреза. Однако основное значение имеют такие параметры, как скорость обработки и толщина обрабатываемого металла.
Рассмотрим показатели лазерной резки металлов различной толщины, выполненной на установке, использующей кислород, который поступает в зону резки под давлением 0,5 МПа. Мощность оборудования составляет 1 кВт, диаметр луча 0,2 мм.
Толщина заготовки, мм
Оптимальная скорость резки, м/с
Шероховатость кромок, мкм
Независимо от типа лазерной резки, конечный результат отличается высокой точностью, определяемой в процентном отношении. На точность влияет такой параметр, как толщина заготовки, кроме того, имеет значение цель дальнейшего использования конечных деталей. При работе с металлическим профилем, толщина которого достигает 10 мм, погрешность варьируется от 0,1 до 0,5 мм.
Типы оборудования для лазерной резки
Современные производители выпускают широкую линейку оборудования, предназначенного для различных типов лазерной резки. Современные многокоординатные аппараты приходят на смену шумным и не слишком производительным механическим станкам. На мощность лазерных установок влияют специфика производства и экономическое обоснование конкретных аппаратов. При помощи новейшего лазерного оборудования с ЧПУ можно выполнять резку различных типов металлов с погрешностью, не превышающей 0,005 мм.
Ряд моделей позволяет выполнять резку заготовок площадью до нескольких квадратных метров. При этом персонал принимает минимальное участие в максимально автоматизированном процессе обработки. Чертежи будущих деталей загружаются в ПО установок, программа управляет и лазерным лучом, и рабочим столом, на котором размещаются будущие детали.
Благодаря системам настройки автофокуса аппаратура выбирает наилучшее расстояние, необходимое для достижения эффективной обработки. Температура оборудования регулируется за счет специальных теплообменников, оператор станка получает контрольные данные, относящиеся к текущему состоянию инструмента. Установки имеют клапанные механизмы, позволяющие подключать газобаллонное оборудование, благодаря которому в рабочую зону подаются вспомогательные газы.
Для оптимизации расходов на вытяжную вентиляцию используется система дымоулавливания, включаемая при обработке. Чтобы обеспечить безопасность персонала, зону реза закрывают специальным защитным кожухом. Современное оборудование позволяет облегчить процесс независимо от типа лазерной резки листовых материалов – достаточно задать установке числовые параметры, чтобы получить на выходе готовые детали.
На производительность установок для различных типов лазерной резки влияют параметры станочного комплекса и квалификация специалиста, который создает программный код. Благодаря использованию современных технологий этот тип обработки позволяет максимально роботизировать производство, освобождая человека от выполнения тяжелой работы.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Точность лазерной резки
Точность лазерной резки является ключевым параметром, от которого зависит качество готового изделия. Для деталей в некоторых отраслях отклонение даже на одну сотую миллиметра может быть критичным, поэтому резка с помощью лазера должна справляться и с такими требованиями.
На точность такого способа резки влияет множество факторов: тип заготовки, ее размеры, настройка луча, состояние деталей самого станка, а также качество чертежей, по которым идет раскрой. И чтобы в результате деталь получилась качественной, нужно учитывать все эти показатели.
Параметры точности лазерной резки
Современное оборудование способно обеспечить точность лазерной резки металла в пределах 0,1 мм. Впрочем, этот показатель зависит от ряда обстоятельств, а погрешности, если необходимо, могут определяться экспериментально.
На параметры точности оказывают влияние следующие факторы:
- диаметр луча;
- излучение – импульсно-периодическое или непрерывное;
- вид газа, используемого в работе;
- материал обработки;
- толщина материала;
- скорость перемещения луча и его мощность;
- сложность рисунка чертежа – наличие мелких деталей, острых углов, контуров, которые близко расположены другу к другу.
Современное оборудование дает ширину разреза на входе луча около 0,15–0,2 мм – зависит от фокусного пятна или диаметра лазера. На ширину реза на выходе оказывает влияние скорость работы. Ширина может оставаться и прежней при возрастании скорости, но чаще возникает закономерность – чем выше скорость работы, тем ширина реза меньше. Однако появляется шероховатость поверхности реза.

Специалистам известно, что диаметр точки входа лазера больше, чем последующий рез. Поэтому при проведении ответственных работ для сохранения точности изготовления выполняют резку «с заходом». Так называется действие, при котором прожигание точки входа делают со смещением в нерабочую зону материала. Тот же прием используют при необходимости предотвратить выплеск испаряемого металла или его наплыв.
При резке фигур замкнутого контура возникает сложность с их выпадением из листа металла. Для этого оставляют небольшие перемычки, которые называют «подвесами». Их толщина от 0,5 до 1 мм. После окончания резки «подвесы» аккуратно и точно подрезают и вынимают готовое изделие.
Для особенно «ответственной» продукции, например, медицинских стентов или ювелирных изделий, требуется резка, выполненная с большой точностью. Тогда используют прецизионную лазерную резку, которую также называют высокоточной. Изготовление происходит на установках, которые выдают пучок с энергией высокой плотности. Точность лазерной резки на таком оборудовании достигает 0,005 мм.
Что ухудшает точность лазерной резки
В процессе использования любого лазерного оборудования, даже самого дорогого и профессионального, снижается точность позиционирования луча лазера. Специалисты указывают несколько причин:
- В оптической системе нарушается юстировка.
- Покрытие на зеркалах истирается.
Даже качественно сделанное покрытие со временем постепенно истончается. Лазерный луч из-за этого слишком рассеивается, линзы теряют свою отражающую способность, а излучение теряет мощность. Ошибки в обработке поверхности зеркал (применение излишне грубой ткани для протирки или использование металлических инструментов) могут привести к появлению царапин.
Если покрытие линзы окажется сильно поврежденным, ее необходимо заменить качественной оптикой от хорошо зарекомендовавшего себя производителя. Линзы более низкой ценовой категории имеют покрытие, отличающееся коротким сроком эксплуатации и быстрым прогоранием.
Точность настройки оборудования для лазерной резки страдает от отпечатков пальцев, нагара, мелкой пыли, оседающей на фокусирующих линзах, и пр. Для восстановления работоспособности необходимо регулярно обрабатывать линзы беличьими кистями, дабы убрать пыль, а также специальным раствором для протирки линзы и зеркал. При этом необходимо внимательно следить за сохранением настройки точности расположения зеркал.

- Жесткость конструкции нарушается.
Снижение точности резки может появляться из-за того, что на приводных ремнях ослабляется натяжение. В случае возникновения такой неисправности необходимо обратиться к рекомендациям завода-изготовителя: скорректировать натяжение ремней, а также сделать так, чтобы натяжение стало одинаковым на всех элементах.
Плохо закрепленная в конусе излучателя линза может начать вибрировать в процессе работы оборудования.
- Изменяется угол рабочей поверхности.
На точность резки может также влиять поверхность, на которую перед обработкой помещают заготовку. Если, несмотря на проверку системы передачи луча (ее настройку и уход), точность резки не устраивает, стоит обратить внимание на поверхность стола, на котором происходит раскрой металла. Ее проверяют, используя уровень, поскольку необходимо добиться точности горизонтали – для этого регулируют подвижные опоры.
Требования к чертежам для точной лазерной резки
Графические векторные файлы, с которыми работают программы для лазерной резки листов металла, имеют формат dwg, dxf. Это чертежи, используемые для изготовления деталей методом резки. Впрочем, в настоящее время возможна работа дизайнеров и с другими графическими векторными пакетами. Несмотря на то, что программа требует файлы определенного формата для проведения резки, созданный дизайнером чертеж можно легко перекодировать в нужный размер, а затем уже загрузить его в аппаратуру.
Современное оборудование работает с форматами программных пакетов CorelDraw, а также AutoCAD. Таким образом, чертежи, содержащие задание по лазерной резке или гравировке, должны поддерживаться именно ими.

Для работы с AutoCAD чертежи должны соответствовать некоторым требованиям, таким как:
- AutoCAD 2000 – чертеж не должен быть выполнен в программе ниже данной версии.
- Готовый документ должен иметь масштаб – 1:1, представление плоское 2D, координатная система World;
- Линии элементов системы должны быть замкнуты, не spline. Типы линий – Line и Arc.
CorelDraw имеет собственные требования к файлам и чертежам:
- Символы и вставки текста необходимо преобразовывать в кривые – Curves.
- Ширина кривых обязательно фиксируется константой Hairline в любом чертеже.
- Масштаб документа – 1:1.
- Отверстия и контуры необходимо создавать одним замкнутым движением (фрагментом).
- Версии программы CorelDraw должным быть от 6 и до 14.
Созданный эскиз изделия должен представлять собой схематический объект, наружный контур которого замкнут. Внутри изделие может содержать незамкнутый рез, то есть прорези и отверстия.
Перечислим ряд требований, предъявляемых к эскизам:
- Масштаб 1:1.
- Внешний и внутренний контуры должны быть замкнуты.
- Все контуры должны выполняться с использованием команд CIRCLE, LINE, ARC.
- Команды ELLIPSE, SPLINE не подходят для работы с лазерным оборудованием.
- Для выполнения ровного разреза необходимо выполнять крупные, а не мелкие линии и дуги.
- Рекомендуется не накладывать линии друг на друга, поскольку лазерному лучу придется резать одно и то же место несколько раз.
- Чертеж должен содержать информацию о количестве деталей и материале изготовления.
- В файле должна быть прописана полная информация о чертеже. Разбивка на несколько файлов не допускается.
- Информация о раскладке деталей необязательна.
Размер заготовки для резки изделия должна быть больше его внешнего контура на 5–10 мм.
Перевод контура букв в кривые происходит с помощью шрифтов Corel, они обводят каждую букву два раза или более. Участки эскиза с кривыми линиями разделяются на небольшие точечные отрезки. Все указанные выше требования необходимо точно соблюдать для получения качественной резки.
Лазерная резка дает возможность производить изделия с высокой точностью. Возможное отклонение от запланированных размеров – 0,3 мм. Ширина реза должна всегда зависеть от толщины заготовки. Например, для заготовки толщиной 4 мм, выбирается ширина реза 0,3 мм. В результате рез будет значительно меньше, чем диаметр отверстия.
Что точнее: лазерная или плазменная резка
Точность лазерной резки, по мнению специалистов, выше, чем плазменной, так как кромки, получаемые в результате первой, имеют большую степень соответствия по перпендикулярности, а прорези – более узкие из соответствующего диапазона толщин. Излучение лазера фокусируется и нагревает узкую часть обрабатываемой заготовки. Это позволяет значительно меньше деформировать заготовку и делать рез с большей точностью. В результате выходят аккуратные, качественные резы, достаточно узкие, в которых зона термического воздействия не очень большая.

Достоинствами лазерной резки, помимо вышеперечисленных, является точность изготавливаемых деталей. Это особенно заметно при осмотре небольших изделий сложной формы, вырезов, четко очерченных углов. А одним из главных преимуществ считается ее высокая производительность. Данный вид резки особенно хорошо зарекомендовал себя в работе со сталью, толщина которой меньше 6 мм. При этом сохраняются точность и качество, а также достаточно большая скорость резки.
Еще одной сильной стороной лазерной резки является отсутствие окалины на тонких листах металла. Это ускоряет процесс производства, позволяя сразу передавать материал на следующую операцию. Листы, толщина которых менее 4 мм, после обработки имеют прямолинейные и гладкие кромки. Если же обрабатывается более толстый лист, то кромка может иметь небольшое отклонение со скосом около 0,5°.
Отверстия, получаемые при лазерной резке, имеют диаметр, немного увеличивающийся книзу, но являются качественными, точными и круглыми. С увеличением толщины обрабатываемого металла подобный вид резки используется не так часто. При толщине, равной 2–4 см, она применяется уже значительно реже плазменной резки. А при толщине более 4 см и вовсе не применяется.
Диапазон толщины металла, при работе с которым эффективна плазменная резка, значительно больше, чем для той, когда применяется лазерная. Но сохраняется достаточно хорошая точность и качество реза. Экономически плазменная резка более выгодна для обработки алюминия и его сплавов, имеющих толщину менее 12 см, чугуна толщиной меньше 9 см, меди – менее 8 см, углеродистых и легированных сталей – до 15 см.
Плазменная резка редко применяется для толщины ≤ 0,8 мм. Характерной особенностью данного вида обработки металла является небольшая конусность поверхности разреза, находящаяся в диапазоне 3–10°. При большой толщине металла конусность делает диаметр нижней кромки отверстия меньшим, чем верхний. При толщине 2 см эта разница (между входом и выходом) может достигать 1 мм. Плазменная резка ограничена минимальным размером отверстия. Хорошее качество и точность данного вида резки возможны при диаметре, большем или равном толщине обрабатываемого металла.
Плазменная резка дает кратковременное термическое воздействие на кромку металла (обжиг). Из-за этого снижается качество изделий. Нередко после обработки на деталях присутствует окалина, которую можно легко убрать.
Поведем итоги о том, что же лучше – плазменная или лазерная резка? При сравнении описанных выше способов можно сделать вывод, что при малой толщине обрабатываемого металла результаты резки примерно одинаковы. Для металлов с толщиной более 6 мм эффективнее применять плазменную резку. Скорость выполнения операций в этом случае выше, а уровень затрат энергии ниже, по сравнению с лазерной резкой.
Однако при малой толщине лазерная резка имеет преимущества, выражающиеся в более высокой точности и качестве изделий, по сравнению с плазменной. Также резка с использованием лазера имеет большую эффективность при изготовлении деталей сложной формы, когда важны точность и максимальная приближенность к проекту.
Лазерная резка имеет большую универсальность, в отличие от плазменной. Помимо непосредственно резки, лазер используется для разметки, маркировки, упрочнения и пр. Кроме того, расход материалов, используемых при такой резке, значительно меньше, поскольку срок их службы выше, чем при плазменной.
Важные факторы связанные с лазерной резкой [Часть 2]

Параметры лазерной резки зависят от характеристик луча, требуемой скорости резки, состава и толщины разрезаемого материала, желаемого качества режущей кромки и т.д. Процесс лазерной резки и качество резки зависят от правильного выбора параметров лазера и обрабатываемой детали. Недостатки в качестве резки могут быть связаны с нарушениями вызванными колебаниями скорости, изменением мощности и пространственного распределения интенсивности, а также нарушениями оптической целостности. Давайте ознакомимся с факторами влияющими на качество лазерной резки поближе.
IV. Скорость резания
Скорость резки напрямую влияет на ширину и шероховатость поверхности реза.
Существует оптимальное значение скорости резания для различной толщины материала и давления режущего газа, которое составляет около 80% от максимальной скорости резания.
1. Слишком высокая скорость
Если скорость резки слишком высокая, это может привести к следующим последствиям.
1) Может не получиться прорезать материал, а искры будут разлетаться беспорядочно.
2) Некоторые участки будут прорезаны, а некоторые - нет.
3) Разрезаемый участок имеет наклонную полосу, а нижней части среза присутствуют пятна раствора.
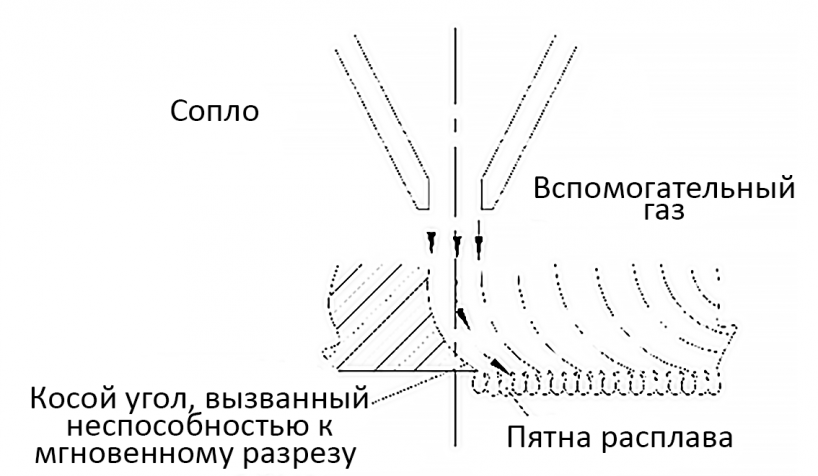
Рис. 18 Слишком высокая скорость
2. Слишком низкая скорость
1) Приводит к переплавке и неровной поверхности реза.
2) Ширина реза расширяется, происходит оплавление острого угла.
3) Влияет на эффективность резки.
3. Определите подходящую скорость резания
О том, можно ли увеличить или уменьшить скорость подачи, можно судить по искрам при резке
1) Искры распространяются сверху вниз.
Рис. 19 Нормальная скорость резания
2) Если искры расположены наклонно, скорость резки слишком высокая.
Рис. 20 Слишком высокая скорость резания
3) Если искры не рассеяны, их мало, и они собираются вместе, скорость слишком низкая.
Рис. 21 Слишком низкая скорость резания
Если скорость подачи соответствует требованиям, то как показано на рисунке, поверхность реза представляет собой относительно гладкую линию, а на нижней половине отсутствует оплавление.
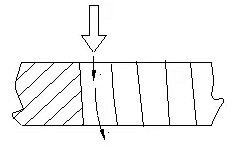
Рис. 22 Нормальная скорость резания
V. Вспомогательный газ для резки
При выборе типа и давления вспомогательного газа для резки необходимо учитывать следующие аспекты:
Кислород обычно используется для резки обычной углеродистой стали при резке под низким давлением.
Воздушная резка обычно используется для резки неметаллов.
Для резки нержавеющей стали обычно используется азот.
Чем выше чистота газа, тем лучше качество резки.
Чистота газа при резке листовой низкоуглеродистой стали должна быть не менее 99,6%, а при резке листовой углеродистой стали толщиной более 12 мм чистота кислорода должна быть выше 99,9%.
Чистота азота при резке листа из нержавеющей стали должна быть выше 99,6%.
Чем выше чистота азота, тем выше качество разрезаемого участка.
Если чистота газа для резки плохая, это не только повлияет на качество резки, но и вызовет загрязнение линзы.
1. Влияние вспомогательного газа на качество резки
1) Газ может способствовать рассеиванию тепла и сгоранию, выдуванию раствора и улучшению качества поверхности резания.
2) Влияние недостаточного давления газа на резку
a. Поверхность резки оплавляется.
б. Скорость резки не может быть увеличена, что влияет на эффективность.
3) Влияние высокого давления газа на качество резки
a. При слишком большом потоке воздуха поверхность реза становится толще, а шов шире.
б. Если поток воздуха слишком велик, отрезаемая часть расплавится, и хорошее качество резки не может быть достигнуто.
2. Влияние вспомогательного газа на перфорацию
1) При низком давлении газа сложнее выполнить перфорацию и время работы увеличивается.
2)При слишком высоком давление газа, точка проникновения расплавится и образуется большая точка плавления.
Поэтому давление газа при перфорации тонкой пластины выше, чем толстой.
3. Вспомогательный газ для резки оргстекла
Оргстекло легко воспламеняется, чтобы получить прозрачную и яркую поверхность резки, для огнезащиты выбирают азот или воздух.
Если выбрать кислород, качество резки будет недостаточно хорошим.
Необходимо выбрать соответствующее давление в соответствии с фактической ситуацией при резке.
Чем меньше давление газа, тем выше яркость режущего света.
Но слишком низкое давление газа приведет к низкой скорости резки, что повлияет на качество нижней поверхности материала.
VI. Мощность лазера
Мощность лазерного станка, необходимая для лазерной резки, в основном зависит от типа резки и свойств разрезаемого материала. Наибольшая мощность лазера требуется при резке с испарением, затем следует резка с плавлением и кислородная резка. Мощность лазера оказывает большое влияние на толщину резки, скорость резки и ширину разреза. С увеличением мощности лазера толщина разрезаемого материала увеличивается, скорость резки растет, а ширина разреза также увеличивается. Мощность лазера оказывает решающее влияние на процесс и качество резки.
1. Мощность резки слишком мала для
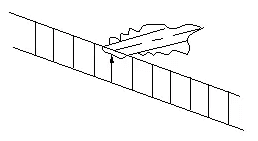
Рис. 26 Слишком низкая мощность
2. Если мощность слишком высока, вся режущая поверхность расплавится.
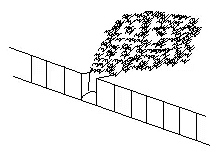
Рис. 27 Чрезмерная мощность
3. Недостаточная мощность приводит к появлению расплавленных пятен после резки.
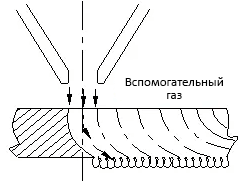
Рис. 28 Дефицит мощности
4. Соответствующая мощность, залог хорошей поверхности разрезаемого участка и отсутсвия расплавленных пятен
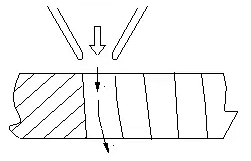
Рис. 29 Надлежащая мощность
Сводка параметров резки
Основные параметры лазерной резки
Скорость резки
Учитывая плотность мощности лазера и материал, скорость резки соответствует эмпирической формуле.
Пока она выше порогового значения, скорость резки материала пропорциональна мощности лазера, то есть увеличение плотности мощности может увеличить скорость резки.
Скорость резки также обратно пропорциональна плотности и толщине разрезаемого материала.
Факторы для повышения скорости резки:
1) Увеличить мощность (500-3000W);
2) Изменить режим луча;
3) Уменьшить размер фокусного пятна (например, использовать линзу с коротким фокусным расстоянием;
Для металлических материалов другие переменные процесса остаются неизменными, и скорость лазерной резки может иметь относительный диапазон регулировки при сохранении удовлетворительного качества резки. Этот диапазон регулировки оказывается относительно широким при резке металлов
Положение фокуса
После фокусировки лазерного луча размер пятна пропорционален фокусному расстоянию линзы.
После фокусировки луча короткофокусной линзой размер пятна становится небольшим, а плотность мощности в точке фокусировки очень высокой, что очень выгодно для резки материала.
Но недостатки заключаются в том, что глубина фокусировки очень мала, а запас регулировки невелик. Как правило, она подходит для высокоскоростной резки тонких материалов.
Для толстых заготовок подходят линзы с более широкой глубиной фокусировки.
Из-за самой высокой плотности мощности в фокальной точке в большинстве случаев во время резки фокусное положение находится прямо на поверхности заготовки или немного ниже ее. Обеспечение постоянного относительного положения между фокальной точкой и заготовкой является важным условием для получения стабильного качества резки.
Иногда во время работы линза нагревается из-за плохого охлаждения, что приводит к изменению фокусного расстояния, что требует своевременной регулировки положения фокуса.
Вспомогательный газ
Вспомогательный газ распыляется коаксиально с лазерным лучом, чтобы защитить линзу от загрязнения и сдуть расплавленный шлак в нижней части зоны резки.
Для неметаллических и некоторых металлических материалов используется сжатый воздух или инертный газ, чтобы удалить расплавленные и испарившиеся материалы и в то же время предотвратить чрезмерное возгорание в зоне резки.
Давление вспомогательного газа
В большинстве случаев для лазерной резки металлов используется реактивный газ (кислород) для образования окислительной экзотермической реакции с горячим металлом.
Это дополнительное тепло может увеличить скорость резки на 1/3-1/2.
При резке тонких листов на высоких скоростях требуется более высокое давление газа для предотвращения прилипания шлака к задней части реза.
При малой толщине материала или низкой скорости резки давление газа может быть соответствующим образом снижено.
Выходная мощность лазера
Мощность лазера и качество режима оказывают важное влияние на резку.
В реальной работе часто устанавливается максимальная мощность для получения высокой скорости резки или для резки толстых материалов.
В приведенном выше параграфе описано большинство факторов, которые могут повлиять на параметры лазерной резки.
В следующей таблице приведены типичные значения параметров резки.
Они не применимы к конкретным случаям, но их можно использовать в качестве справочника для определения правильных параметров запуска.
Типичные значения параметров резки нержавеющей стали DC030
| Толщина (мм) | Фокусное расстояние (дюйм) | Положение фокуса (мм) | Мощность лазера (Вт) | Скорость резки (м/мин) | Давление газа N2 (бар) | Диаметр сопла(мм) | Расстояние от сопла до пластины |
|---|---|---|---|---|---|---|---|
| 1 | 5 | -0.5 | 3000 | 28 | 10 | 1.5 | 0.5 |
| 2 | 5 | -1 | 3000 | 8 | 10 | 1.5 | 0.5 |
| 3 | 5 | -2 | 3000 | 4.75 | 15 | 1.5 | 0.5 |
| 4 | 7.5 | -3 | 3000 | 3.8 | 17.5 | 2 | 0.7 |
| 5 | 7.5 | -4 | 3000 | 2.2 | 20 | 2 | 0.7 |
| 6 | 10 | -5 | 3000 | 2 | 20 | 2.2 | 0.7 |
| 8 | 12.5/15 | -6 | 3000 | 13 | 20 | 3 | 0.7 |
| 10 | 15 | -6 | 3000 | 0.55 | 20 | 3 | 0.7 |
Типичные значения параметров резки низкоуглеродистой стали DC030
| Толщина (мм) | Фокусное расстояние (дюйм) | Положение фокуса (мм) | Мощность лазера (Вт) | Скорость резки (м/мин) | Давление газа N2 (бар) | Диаметр сопла(мм) | Расстояние от сопла до пластины |
|---|---|---|---|---|---|---|---|
| 1 | 5 | 0 | 750 | 9 | 3.5 | 1 | 0.5 |
| 2 | 5 | -0.5 | 800 | 7 | 3 | 1 | 1 |
| 3 | 5 | -0.5 | 800 | 4 | 3 | 1 | 1 |
| 4 | 7.5 | 2 | 3000 | 4.2 | 0.7 | 1 | 1 |
| 6 | 7.5 | 2 | 3000 | 3.3 | 0.7 | 1.2 | 1 |
| 8 | 7.5 | 2 | 3000 | 2.3 | 0.7 | 1.5 | 1 |
| 10 | 7.5 | 2 | 3000 | 1.8 | 0.7 | 1.5 | 1 |
| 12 | 7.5 | 2 | 3000 | 1.5 | 0.7 | 1.5 | 1 |
| 15 | 7.5 | 2 | 3000 | 1.1 | 0.7 | 2 | 1 |
| 20 | 7.5 | 2.5 | 3000 | 0.7 | 0.7 | 2.4 | 1 |
Типичные значения параметров резки стали DC025A1Mg3N2
| Толщина (мм) | Фокусное расстояние (дюйм) | Положение фокуса (мм) | Мощность лазера (Вт) | Скорость резки (м/мин) | Давление газа N2 (бар) | Диаметр сопла(мм) | Расстояние от сопла до пластины |
|---|---|---|---|---|---|---|---|
| 2 | 7.5 | -2.5 | 2500 | 45-6.5 | 10-12 | 1.5 | ≥1.0 |
| 3 | 7.5 | -3.5 | 2500 | 3.0-4.0 | 12-15 | 1.5 | ≥1.0 |
| 4 | 7.5 | -5.0 | 2500 | 1.5-2.0 | 12-16 | 2.0 | ≥1.0 |
| 5 | 7.5 | -5.0 | 2500 | 0.9-1.0 | 12-16 | 2.0 | ≥1.0 |
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!
Основы лазерной резки — знания, которые вам пригодятся

Лазеры впервые были использованы для резки в 1970-х годах.
В современном промышленном производстве лазерная резка более широко применяется в обработке листового металла, пластмасс, стекла, керамики, полупроводников и таких материалов, как текстиль, дерево и бумага.
В ближайшие несколько лет применение лазерной резки в прецизионной обработке и микрообработке также получит значительный рост.
Во-первых, давайте посмотрим, как работает лазерная резка.
Когда сфокусированный лазерный луч попадает на заготовку, область облучения быстро нагревается, расплавляя или испаряя материал.
Как только лазерный луч проникает в заготовку, начинается процесс резки: лазерный луч движется по контуру и расплавляет материал.
Обычно для удаления расплава из разреза используется струйный поток, оставляя узкий зазор между режущей частью и рамой.
Узкие швы получаются почти такой же ширины, как и сфокусированный лазерный луч.
Примечание: данная статья является переводом
Газовая резка
Газовая резка - это стандартная техника, используемая для резки низкоуглеродистой стали. В качестве режущего газа используется кислород.
Перед вдуванием в разрез давление кислорода повышается до 6 бар. Там нагретый металл вступает в реакцию с кислородом: он начинает гореть и окисляться.
В результате химической реакции высвобождается большое количество энергии (в пять раз больше энергии лазера).

Рис.1 Лазерный луч плавит заготовку, а режущий газ сдувает расплавленный материал и шлак в зоне разреза
Резка плавлением
Резка плавлением - это еще один стандартный процесс, используемый при резке металла, который также может применяться для резки других легкоплавких материалов, например, керамики.
В качестве газа для резки используется азот или аргон, а воздух под давлением 2-20 бар продувается через разрез.
Аргон и азот являются инертными газами, что означает, что они не вступают в реакцию с расплавленным металлом в надрезе, а просто выдувают его на дно.
Между тем, инертный газ может защитить режущую кромку от окисления воздухом.
Резка сжатым воздухом
Сжатый воздух также можно использовать для резки тонких листов.
Давления воздуха, увеличенного до 5-6 бар, достаточно, чтобы сдуть расплавленный металл в разрезе.
Поскольку почти 80% воздуха - это азот, резка сжатым воздухом - это, по сути, резка плавлением.
Плазменная резка
Если параметры выбраны правильно, то в разрезе плазменной резки с применением плазменного наплавления появляются плазменные облака.
Плазменное облако состоит из ионизированного пара металла и ионизированного газа для резки.
Плазменное облако поглощает энергию CO2-лазера и переводит ее в заготовку, позволяя соединить больше энергии с заготовкой, что позволяет быстрее плавить металл и ускоряет процесс резки.
Поэтому процесс резки также называют высокоскоростной плазменной резкой.
Плазменное облако фактически прозрачно для твердого лазера, поэтому плазменная резка может использоваться только при лазерной резке CO2.

Газифицирующая резка
Газифицирующая резка испаряет материал и минимизирует тепловое воздействие на окружающий материал.
Использование непрерывной обработки CO2-лазером для испарения материалов с низким тепловыделением и высоким поглощением позволяет достичь вышеуказанных эффектов, например, тонкой пластиковой пленки и неплавящихся материалов, таких как дерево, бумага и пенопласт.
Ультракороткоимпульсный лазер позволяет применить эту технику к другим материалам.
Свободные электроны в металле поглощают лазер и резко нагреваются.
Лазерный импульс не вступает в реакцию с расплавленными частицами и плазмой, и материал сублимируется напрямую, не успевая передать энергию окружающему материалу в виде тепла.
В материале для пикосекундной импульсной абляции нет явного теплового эффекта, нет плавления и образования заусенцев.

Рис.3 Газификационная резка: лазер заставляет материал испаряться и гореть. Давление пара вытягивает шлак из разреза
На процесс лазерной резки влияют многие параметры, некоторые из которых зависят от технических характеристик лазерного генератора и станка для лазерной резки, а другие варьируются.
Степень поляризации
Степень поляризации показывает, какой процент лазера преобразуется.
Типичная степень поляризации составляет около 90%. Этого достаточно для высококачественной резки.
Диаметр фокусировки
Диаметр фокуса влияет на ширину разреза и может изменяться путем изменения фокусного расстояния фокусирующей линзы. Меньший диаметр фокуса означает более узкие разрезы.
Фокусное положение
Положение фокуса определяет диаметр луча, плотность мощности и форму надреза на поверхности заготовки.

Рис. 4 Положение фокуса: внутри, на поверхности и на восходящей стороне заготовки.
Мощность лазера
Мощность лазера должна соответствовать ьипу обработки, а также типу и толщине материала.
Мощность должна быть достаточно высокой, чтобы плотность мощности на заготовке превышала порог обработки.

Рис.5 Более высокая мощность лазера позволяет резать более толстый материал
Рабочий режим
Непрерывный режим в основном используется для резки стандартного контура металла и пластика толщиной от миллиметра до сантиметра.
Для выплавки отверстий или получения точных контуров используются низкочастотные импульсные лазеры.
Скорость резки
Мощность лазера и скорость резки должны соответствовать друг другу. Слишком высокая или слишком низкая скорость резки может привести к увеличению шероховатости и образованию грата.

Рис.6 Скорость резания уменьшается с увеличением толщины пластины
Диаметр сопла
Диаметр сопла определяет форму потока газа и воздушного потока из сопла.
Чем толще материал, тем больше диаметр газовой струи и, соответственно, больше диаметр отверстия сопла.
Чистота и давление газа
Кислород и азот часто используются в качестве газов для резки.
Чистота и давление газа влияют на эффект резки.
При резке кислородным пламенем чистота газа составляет 99,95 %.
Чем толще стальной лист, тем ниже давление газа.
При резке азотом чистота газа должна достигать 99,995 % (в идеале 99,999 %), что требует более высокого давления при плавлении и резке толстых стальных листов.
Технические параметры
На ранней стадии лазерной резки пользователь должен определить настройки параметров обработки путем пробной операции.
Теперь необходимые параметры обработки хранятся в управляющем устройстве системы резки.
Для каждого типа и толщины материала имеются соответствующие данные.
Технические параметры позволяют людям, не знакомым с технологией, беспрепятственно управлять оборудованием для лазерной резки.
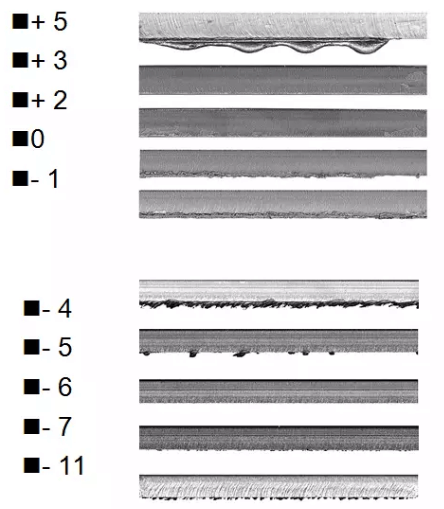
Оценка качества резки
Существует множество критериев для определения качества кромок лазерной резки.
Например, стандарт формы грата, провисания и зернистости можно оценить невооруженным глазом.
Прямолинейность, шероховатость и ширина надреза должны быть измерены специальными приборами.
Осаждение материала, коррозия, область термического воздействия и деформация являются важными факторами для измерения качества лазерной резки.

Перспективы в будущем
Непрерывный успех лазерной резки находится за пределами досягаемости большинства других методов. Эта тенденция продолжается и сегодня. В будущем применение лазерной резки будет становиться все более и более перспективным.
Важные факторы связанные с лазерной резкой [Часть 1]

Лазерная резка - это процесс резки лазерным лучом с помощью которого можно разрезать металлическое и неметаллическое сырье различной толщины. При соприкосновении лазерного луча с заготовкой, материал нагревается до такой степени, что плавится или испаряется.
Процесс лазерной резки тесно связан со следующими факторами:
- Режим работы лазера;
- Мощность лазера;
- Положение фокуса лазера;
- Высота сопла;
- Диаметр сопла;
- Вспомогательный газ;
- Чистота вспомогательного газа;
- Расход вспомогательного газа;
- Давление вспомогательного газа;
- Скорость резки;
- Материал подвергающийся резке;
- Качество поверхности материала (ржавчина, посторонние предметы и т.д.).
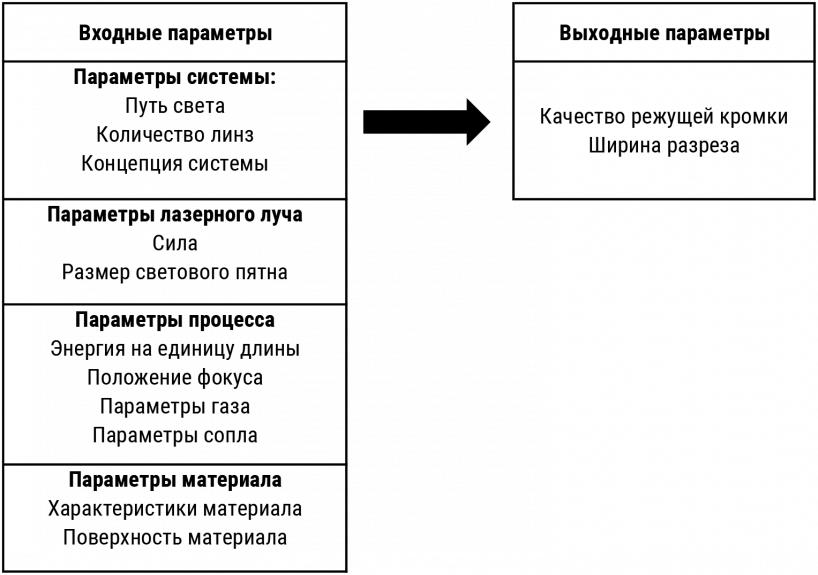
Параметры процесса, связанного с лазерной резкой, показаны на рисунке ниже.
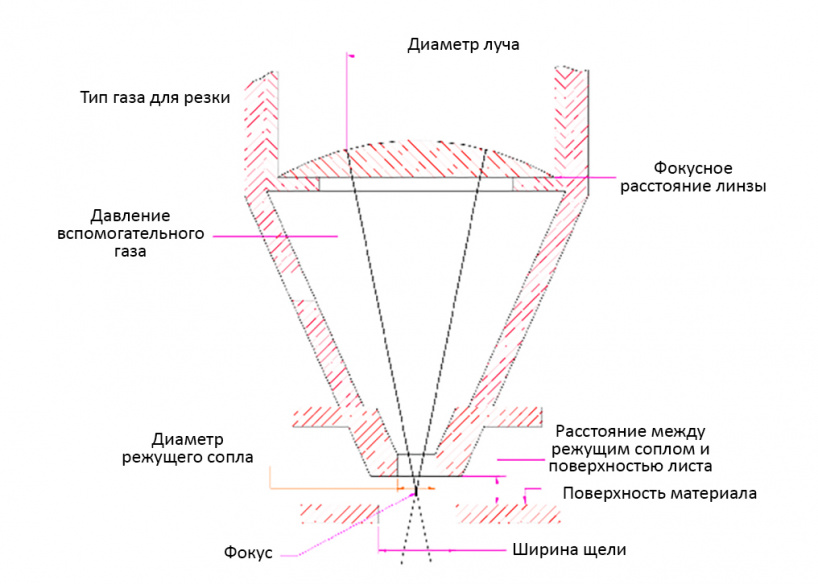
Рис. 1 Параметры процесса резания
I. Режим лазера
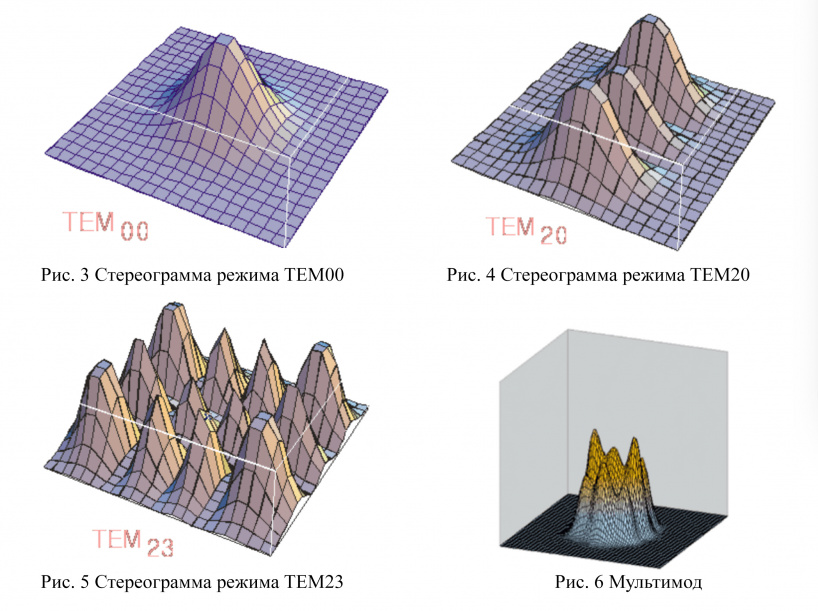
Режим лазера оказывает большое влияние на резку, и при резке необходимо использовать режим, позволяющий достигнуть поверхности стального листа и качественную линзу внешнего оптического тракта. При поперечным режиме лазера происходит распределение интенсивности света по поперечному сечению лазерного луча. Поперечный режим обычно рассматривается как стандартный режим лазера.
Для обозначения различных поперечных режимов используется символ TEMmn. TEM означает поперечную электромагнитную волну. M и N - целые положительные числа. Они представляют собой порядковые номера точек с нулевой интенсивностью света в направлениях оси x и оси Y соответственно, что называется порядковым номером режима. На следующем рисунке показаны схемы нескольких различных поперечных режимов лазерного луча. Режим TEM00 также называется основным режимом, и интенсивность любого пятна в нем не равна нулю. Если в направлении X есть пятно с нулевой интенсивностью, оно называется режимом TEM10; Если в направлении Y есть точка с нулевой интенсивностью света, это называется режимом TEM01. По аналогии, чем больше порядковые номера режимов M и N, тем больше точек с нулевой интенсивностью света в пятне. Лазерные лучи с различными поперечными режимами называются многомодовыми.
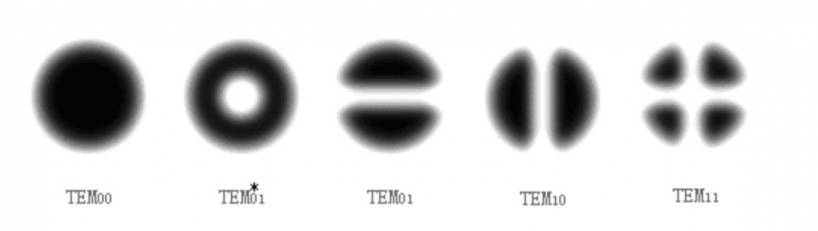
Рис. 2 Режим лазера
На рисунке выше режим TEM00 называется фундаментальным режимом. Режим TEM* 01 - это однокольцевой режим, также называемый квазифундаментальным режимом. Чтобы отличить его от TEM01, добавляется звездочка *. На самом деле, режим TEM01 и режим TEM10 можно рассматривать как один и тот же режим, поскольку оси X и Y изначально искусственно разделены. Стереограммы нескольких режимов показаны ниже.
II. Фокусное положение
Положение фокуса является ключевым параметром, поэтому крайне важно настроить его правильно.
1. Взаимосвязь между положением фокуса и поверхностью резания
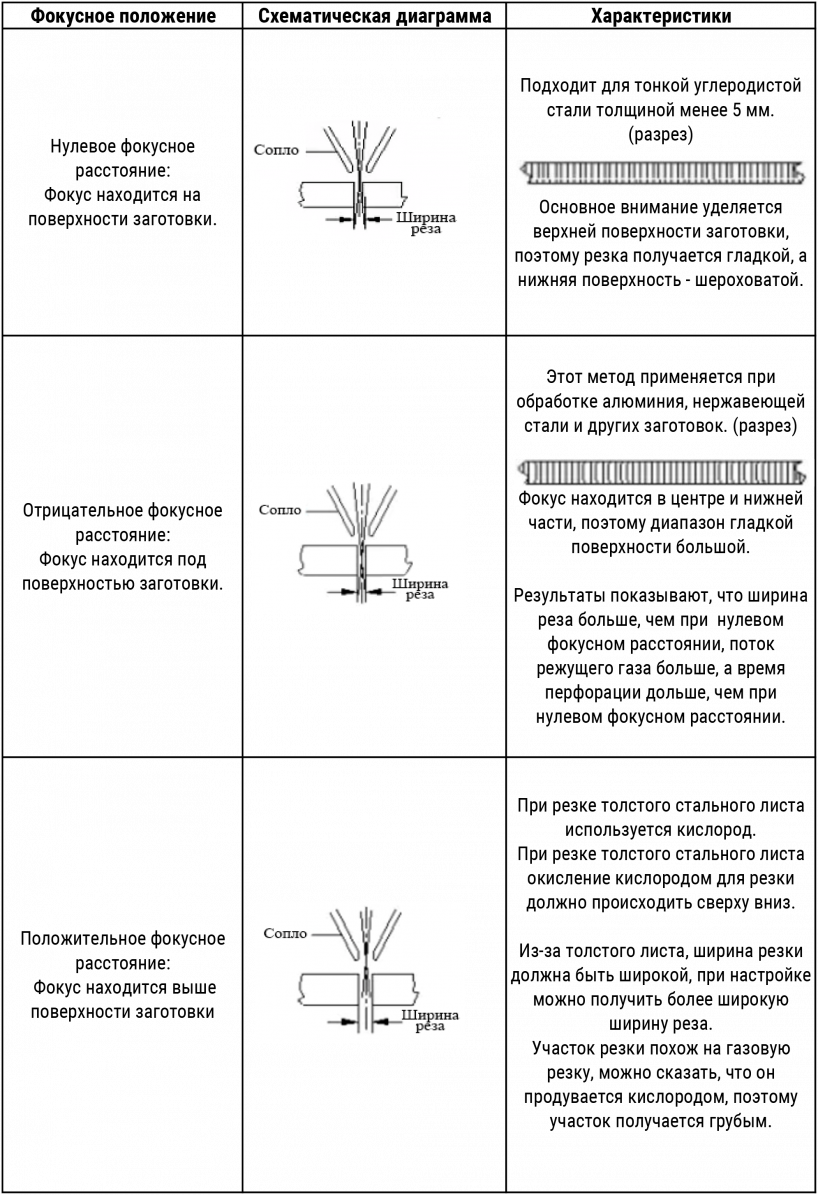
2. Влияние положения фокуса на сечение реза

3. Настройка фокуса
Отрегулировав фокусное расстояние, необходимо проверить размер проколотых отверстий. Положение с наименьшим отверстием является фокусом. Наилучший фокус для резки определяется в соответствии с процессом резки после определения фокуса.
III. Сопло
Форма сопла, диаметр сопла, высота сопла (расстояние между выходным отверстием сопла и поверхностью заготовки) влияют на эффект резки.
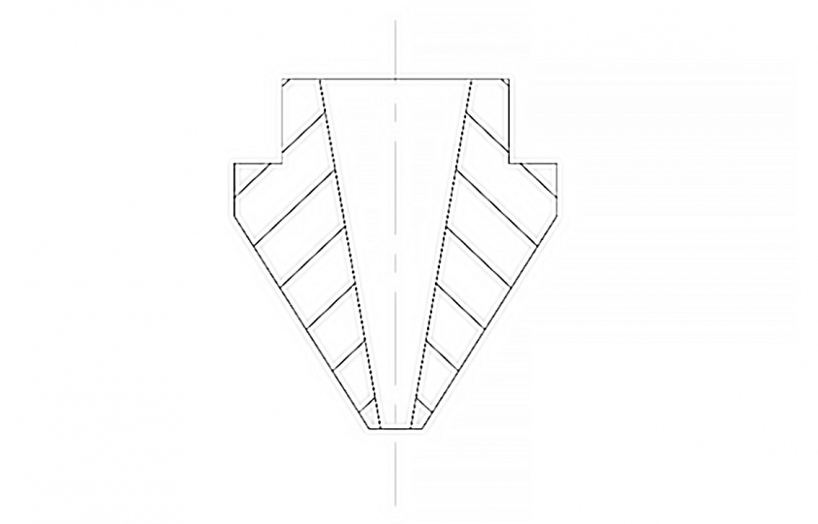
Рис. 7 Сопло
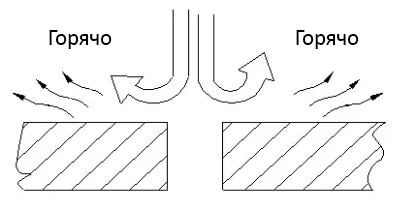
1. Функция сопла
1) Сопло может предотвратить отскок примесей вверх, и предотвратить загрязнение фокусирующей линзы.
2) Позволяет контролировать площадь и размер диффузии газа для контроля качества резки.
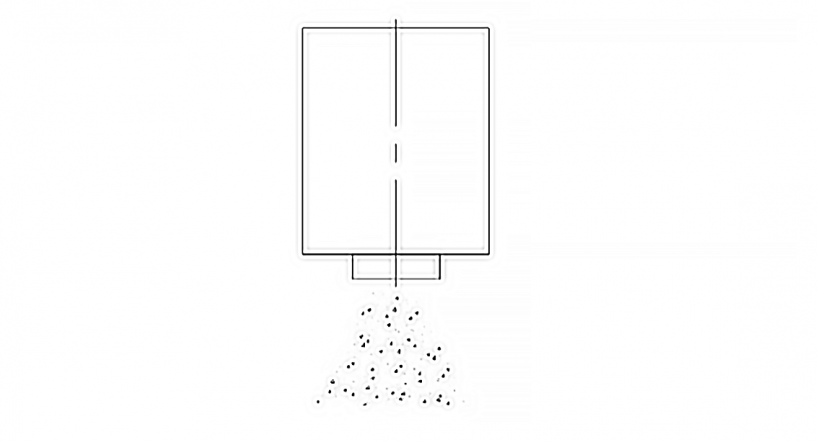
Рис. 8 Выброс газа без сопла
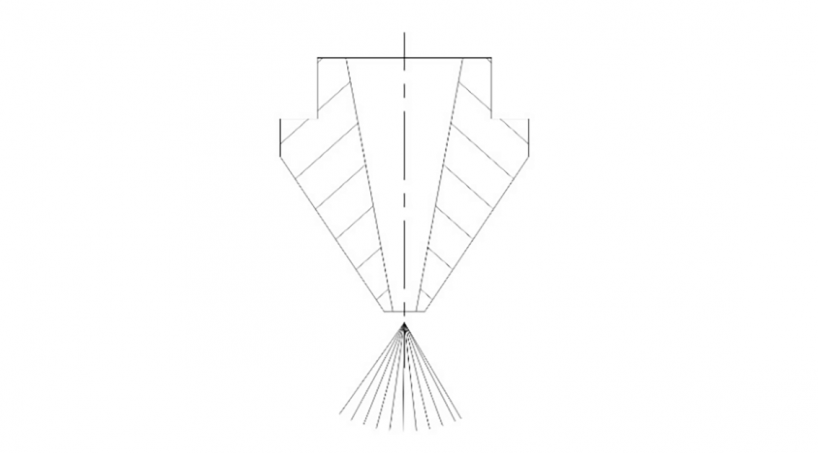
Рис. 9 Выброс газа с помощью сопла
2. Взаимосвязь между соплом и качеством резки
Соосность между центром выходного отверстия сопла и лазерным лучом является одним из важных факторов, влияющих на качество резки. Чем толще заготовка, тем больше влияние. Соосность будет напрямую нарушена при деформации сопла или появлении пятен расплава. Поэтому сопло следует тщательно хранить, чтобы избежать повреждений и деформации. Форма и размер сопла имеют высокую точность изготовления, поэтому следует обратить внимание на правильный метод установки. При использовании сопла в плохом состоянии, качество резки ухудшится, поэтому лучше заменить сопло новым.
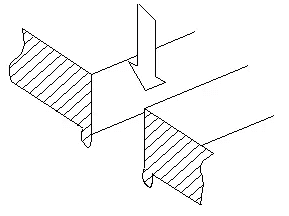
Если сопло отличается от оси лазера, на качество резки повлияет следующее.
1) Влияние на режущую часть
Как показано на рисунке, когда вспомогательный газ выдувается из сопла, объем газа неравномерен, и на одной стороне есть расплавленное пятно, а на другой нет.
Это мало влияет при резке тонкого листа менее 3 мм, но при резке более 3 мм влияние оказывается серьезным, иногда он не может быть прорезан.
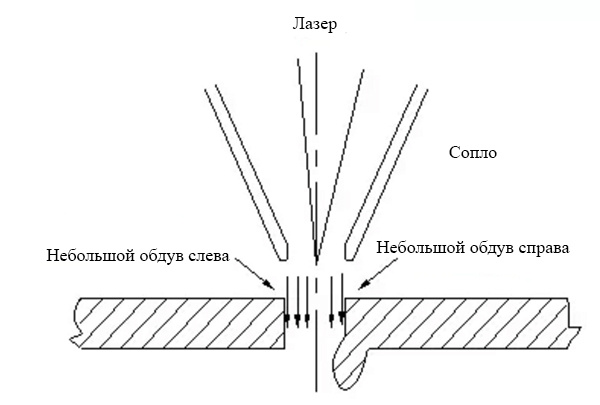
Рис. 10 Влияние соосности на сечение резания
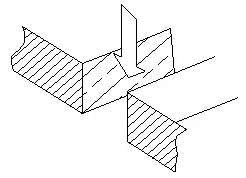
2) Воздействие на острые углы
Если заготовка имеет острый угол или малый угол, легко может возникнуть явление переплавки, и толстый лист может быть не разрезан.
3) Воздействие на перфорацию
Перфорация нестабильна, время нелегко контролировать, толстая пластина будет переплавлена, а условия проникновения нелегко освоить.
Это мало влияет на тонкую пластину.
3. Регулировка соосности между отверстием сопла и лазерным лучом
Этапы регулировки соосности между отверстием сопла и лазерным лучом следующие:
1) Необходимо нанести чернильный тампон на выходную торцевую поверхность сопла (обычно красного цвета) и наклеить клейкую ленту на выходную торцевую поверхность сопла. Как показано на рисунке.
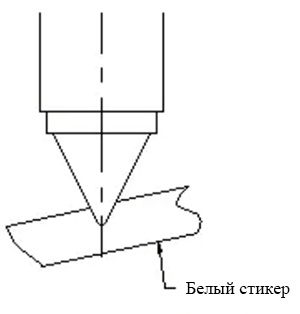
Рис. 11 Шаг 1 регулировка соосности
2) Используйте мощность 10 ~ 20 Вт, ручное управление.
3) Удалите самоклеящуюся бумагу, обратите внимание, чтобы она была направлена в одну сторону с соплом.
При нормальных обстоятельствах самоклеящаяся бумага оставит черное пятно, сожженное лазером. Однако, если центр сопла слишком сильно отклоняется от центра лазерного луча, черное пятно не будет видно (лазерный луч попадает на стенку сопла).
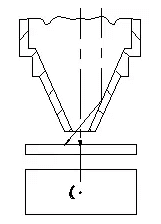
Рис. 12 Слишком большое отклонение сопла
4) Если центральная точка большая или маленькая, обратите внимание на соответствие условий и на то, не ослаблена ли фокусирующая линза.
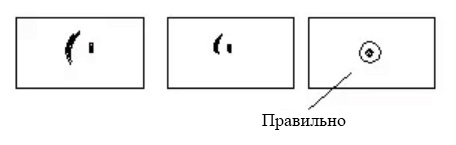
Рис.13 Незакрепленная фокусирующая линза
5) Обратите внимание на направление черной точки от центра сопла и отрегулируйте положение сопла.
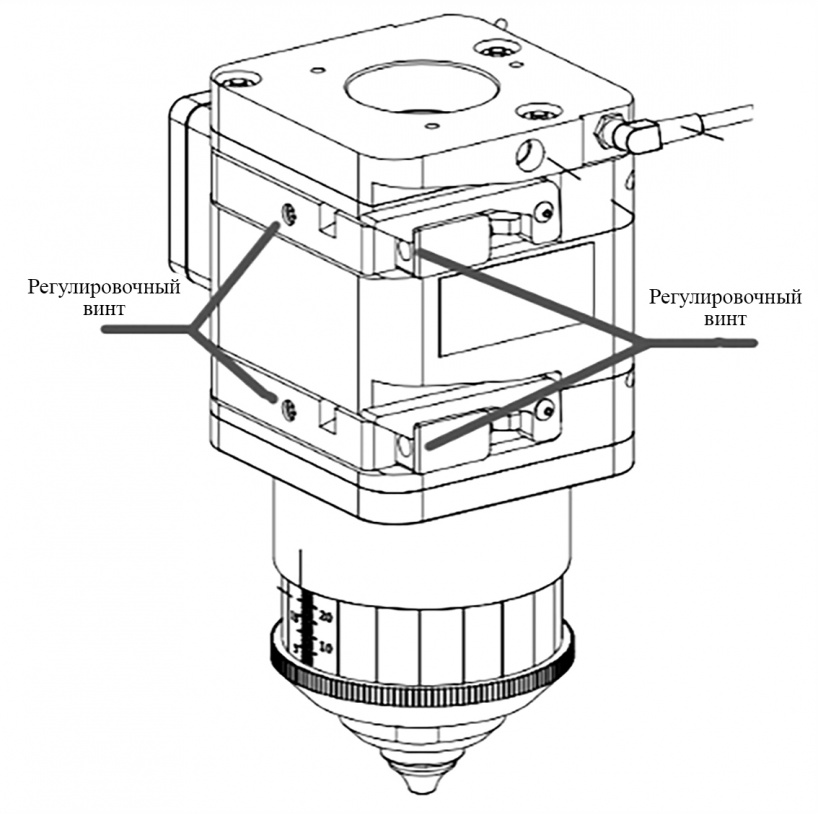
Рис. 14 Регулировка положения соосности лазерного луча
4. Диаметр сопла
Размер отверстия оказывает ключевое влияние на качество резки и качество перфорации. Если отверстие сопла слишком большое, расплавленный материал, разбрызгиваемый во время резки, может пройти через отверстие сопла и попасть на линзу. Чем больше диафрагма, тем хуже защита фокусирующей линзы и тем меньше срок службы линзы.
Сравнение диафрагмы сопла
| Диафрагма сопла | Расход газа | Мощность удаления расплава |
| Маленькая | Быстрый | Большая |
| Большая | Медленный | Маленькая |
Разница между соплом φ1 и φ1.5
| Диаметр сопла | Тонкая пластина (менее 3 мм) | Толстый лист (более 3 мм) Высокая режущая способность, более длительное время охлаждения и более длительное время резки |
| φ1 | Режущая поверхность в норме. | Область диффузии газа мала и нестабильна, но в принципе пригодная. |
| φ1.5 | Режущая поверхность будет толще, а на углу легко появятся пятна от расплава. | Область диффузии газа большая, скорость газа медленная, резка стабильная. |
5. Регулировка высоты сопла
Высота сопла - это расстояние между выходным отверстием сопла и поверхностью заготовки. Диапазон настройки этой высоты составляет от 0,5 мм до 4,0 мм, и мы обычно устанавливаем ее на уровне 0,7 мм-1,2 мм при резке. Если она слишком низкая, сопло будет сталкиваться с поверхностью заготовки. Если оно слишком высоко, концентрация и давление вспомогательного газа уменьшаются, что приводит к снижению качества резки. При перфорации высота должна быть немного больше, чем высота резания, и должна быть установлена на уровне 3,5-4 мм. Таким образом, можно эффективно предотвратить загрязнение фокусирующей линзы брызгами, образующимися во время перфорации.
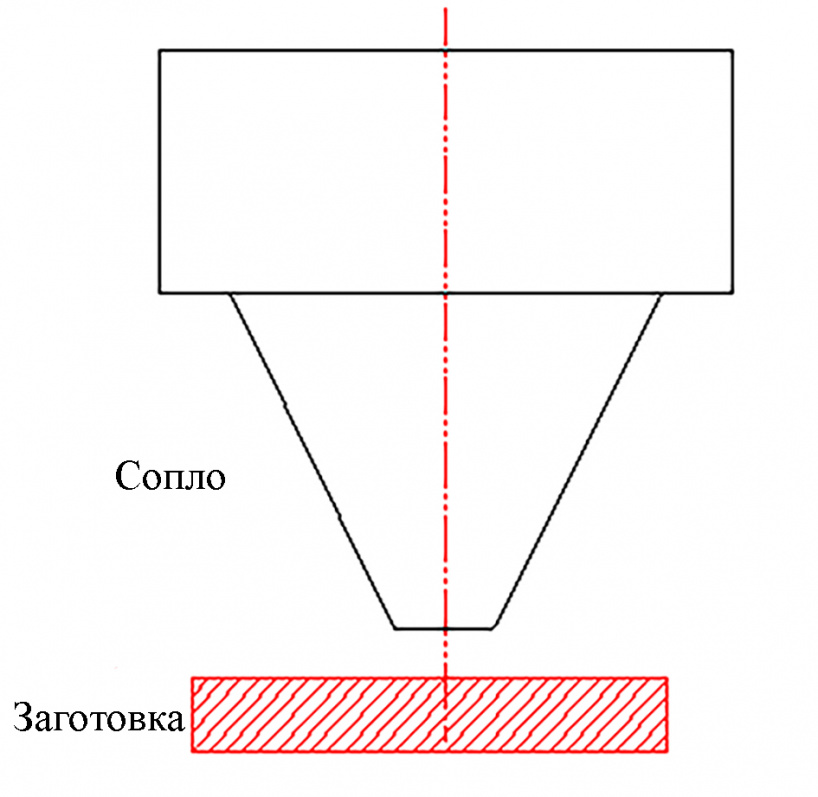
Рис. 15 Высота сопла
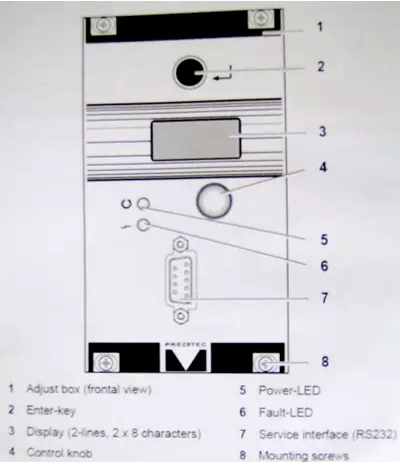
Блок управления емкостными датчиками
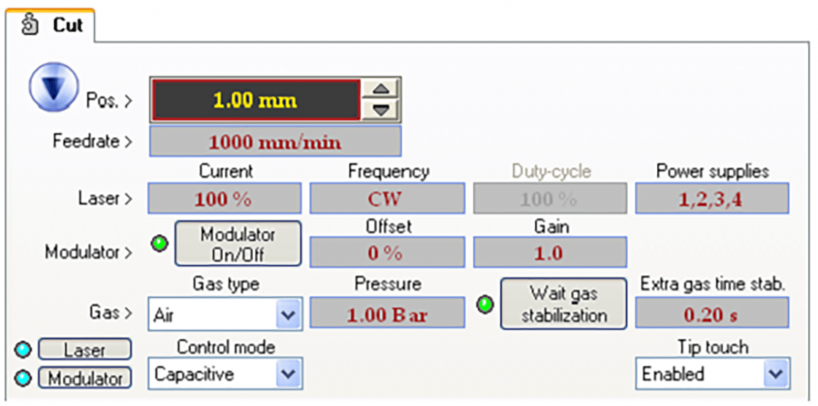
На рисунке в графе "Pos." показан элемент регулировки высоты сопла.
Читайте также: