Момент затяжки болтов гбц д 245 металлическая прокладка
Обновлено: 18.05.2024
3.1.3. Дизели Д-245.7Е3, Д-245.9Е3, Д-245.30Е3, Д-245.35Е3. Руководство по эксплуатации. Техническое обслуживание дизеля и его составных частей. Головка блока цилиндров, клапана, стартер, компрессор, генератор, турбокомпрессор
ПРОВЕРКА ЗАТЯЖКИ БОЛТОВ КРЕПЛЕНИЯ ГОЛОВКИ ЦИЛИНДРОВ
Проверку затяжки болтов крепления головки цилиндров производите по окончании обкатки и через каждые 40 тыс. км пробега на прогретом дизеле в следующем порядке:
- снимите колпак и крышку головки цилиндров;
- снимите ось коромысел с коромыслами и стойками;
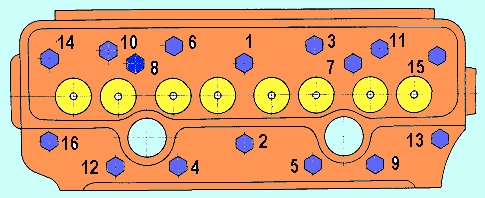
- динамометрическим ключом проверьте затяжку всех болтов крепления головки цилиндров в последовательности, указанной на рисунке 22, и, при необходимости, произведите подтяжку.
Момент затяжки — 220±10 Н.м.
После проверки затяжки болтов крепления головки цилиндров установите на место ось коромысел и отрегулируйте зазор между клапанами и коромыслами.
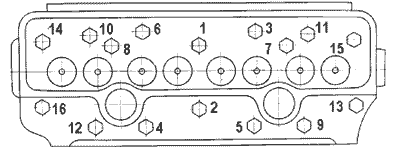
Рисунок 22 — Схема последовательности затяжки болтов крепления головки цилиндров
ПРОВЕРКА ЗАЗОРА МЕЖДУ КЛАПАНАМИ И КОРОМЫСЛАМИ
Проверка зазора между клапанами и коромыслами.
Зазоры между клапанами и коромыслами проверяйте и, при необходимости, регулируйте через каждые 20 тыс. км пробега, а также после снятия головки цилиндров, подтяжки болтов крепления головки цилиндров и при появлении стука клапанов.
Зазор между бойком коромысла и торцом стержня клапана при проверке на непрогретом дизеле ( температура воды и масла не более 60°С) должен быть:
- впускные клапаны — 0,25 +0,05 -0,10 мм;
- выпускные клапаны — 0,45 +0,05 -0,10 мм.
При регулировке зазор между торцом стержня клапана и бойком коромысла на непрогретом дизеле устанавливайте:
- впускные клапаны — 0,25-0,05 мм;
- выпускные клапаны — 0,45-0,05 мм.
Регулировку производите в следующей последовательности:
- снимите колпак крышки головки цилиндров и проверьте крепление стоек оси коромысел;
- проверните коленчатый вал до момента перекрытия клапанов в первом цилиндре (впускной клапан первого цилиндра начинает открываться, а выпускной заканчивает закрываться) и отрегулируйте зазоры в четвертом, шестом, седьмом и восьмом клапанах (считая от вентилятора), затем поверните коленчатый вал на один оборот, установив перекрытие в четвертом цилиндре, и отрегулируйте зазоры в первом, втором, третьем и пятом клапанах.
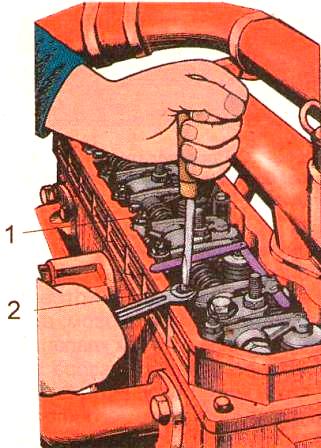
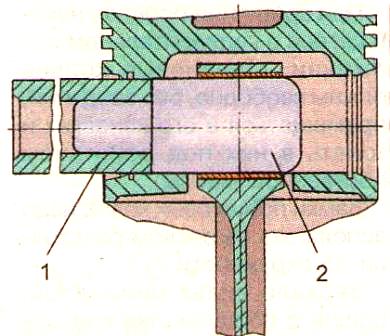
Для регулировки зазора отпустите контргайку винта на коромысле регулируемого клапана в соответствии с рисунком 23 и, поворачивая винт, установите необходимый зазор по щупу между бойком коромысла и торцом стержня клапана.
После установки зазора затяните контргайку. По окончании регулировки зазора в клапанах поставьте на место колпак крышки головки цилиндров.
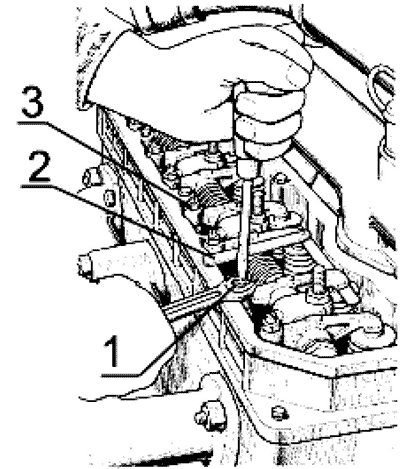
1 — винт регулировочный; 2 — щуп; 3 — контргайка.
Рисунок 23 — Регулировка зазора в клапанах.
ПРОВЕРКА СОСТОЯНИЯ СТАРТЕРА ДИЗЕЛЯ
Через каждые 120 тыс. км пробега:
Проверьте затяжку крепежных болтов, при необходимости подтяните их.
Зачистите наконечники проводов к клеммам стартера и аккумуляторной батареи и подтяните их крепления.
Снимите крышку со стороны коллектора и проверьте состояние щёточно-коллекторного узла. Рабочая поверхность коллектора должна быть гладкой и не иметь значительного подгара. Если коллектор загрязнен или имеет следы значительного подгара, протрите его чистой салфеткой, смоченной в бензине. При невозможности устранения грязи или подгара протиркой, зачистите коллектор мелкой шлифовальной шкуркой. При значительных подгарах коллектора, не поддающихся зачистке, проточите коллектор на станке.
Щётки должны свободно перемещаться в щеткодержателях и плотно прилегать к коллектору. При предельном износе щёток, а также при наличии значительных сколов замените их новыми.
Продуйте щёточно-коллекторный узел и крышку со стороны коллектора сжатым воздухом.
Проверьте состояние контактной системы реле стартера. При значительном подгаре зачистите контактные болты и пластину контактную шлифовальной шкуркой или напильником, сняв неровности, вызванные подгаром, не нарушая при этом плоскостности контактных поверхностей медных болтов. При значительном износе пластины и болтов, переверните контактную пластину, а контактные болты разверните на 180°.
Проверьте легкость перемещения привода по валу якоря. При включении и отключении реле привод должен без заеданий перемещаться по шлицам вала якоря.
Удалите с внутренних поверхностей направляющей втулки привода (шлицевой и гладкой), прилегающих к ней частей вала попавшую из картера загрязненную загустевшую смазку с продуктами износа, которая значительно затрудняет осевое перемещение привода по шлицам вала при вводе шестерни в зацепление с зубчатым венцом маховика. На очищенные поверхности нанести тонкий слой смазки ЦИАТИМ-221 (ЦИАТИМ-203, ЦИАТИМ-201).
Состояние шестерни привода и упорных шайб проверьте визуально. Зазор между торцом шестерни и упорными шайбами при включенном положении должен быть 2 — 4 мм.
ОБСЛУЖИВАНИЕ ТУРБОКОМПРЕССОРА
ОБСЛУЖИВАНИЕ КОМПРЕССОРА
Затяжка ГБЦ и регулировка клапанов Д-245Е3
Проверка затяжки болтов крепления головки цилиндров
— снимите колпак и крышку головки цилиндров;
— снимите ось коромысел с коромыслами и стойками;
— динамометрическим ключом проверьте затяжку всех болтов крепления головки цилиндров в последовательности, указанной на рисунке 1, и, при необходимости, произведите подтяжку.
После проверки затяжки болтов крепления головки цилиндров установите на место ось коромысел и отрегулируйте зазор между клапанами и коромыслами.

Рисунок 1 — Схема последовательности затяжки болтов крепления головки цилиндров
Проверка зазора между клапанами и коромыслами
Зазоры между клапанами и коромыслами проверяйте и, при необходимости, регулируйте через каждые 20 тыс. км пробега, а также после снятия головки цилиндров, подтяжки болтов крепления головки цилиндров и при появлении стука клапанов.
Зазор между бойком коромысла и торцом стержня клапана при проверке на непрогретом дизеле (температура воды и масла не более 60°С) должен быть:
1) впускные клапаны — 0,25 мм;
2) выпускные клапаны — 0,45 мм.
выпускные клапаны — 0,45 мм.
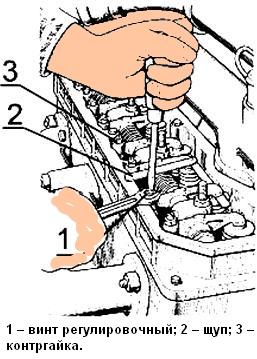
Рисунок 2 — Регулировка зазора в клапанах.
— снимите колпак крышки головки цилиндров и проверьте крепление стоек оси коромысел;
— проверните коленчатый вал до момента перекрытия клапанов в первом цилиндре (впускной клапан первого цилиндра начинает открываться, а выпускной заканчивает закрываться) и отрегулируйте зазоры в четвертом, шестом, седьмом и восьмом клапанах (считая от вентилятора), затем поверните коленчатый вал на один оборот, установив перекрытие в четвертом цилиндре, и отрегулируйте зазоры в первом, втором, третьем и пятом клапанах.
Для регулировки зазора отпустите контргайку винта на коромысле регулируемого клапана в соответствии с рисунком 2 и, поворачивая винт, установите необходимый зазор по щупу между бойком коромысла и торцом стержня клапана.
После установки зазора затяните контргайку. По окончании регулировки зазора в клапанах поставьте на место колпак крышки головки цилиндров.
Схема затяжки головки блока двигателя д 245
Двигатель Д-245
С целью обеспечения лучшего уровня приемистости применяется турбинный компрессор с возможностью корректировки потока воздуха. Благодаря этому обеспечиваются повышенный уровень крутящего момента даже при минимальном количестве оборотов коленвала. При этом подобный двигатель с турбиной выводит отработанные газы, которые соответствуют европейским стандартам Евро 3. Но вся серия подобных моторов предназначена для использования только в условиях температуры окружающей среды, находящейся в пределах -45 – +45 градусов. Главным местом использования этих агрегатов является их установка в дорожную, строительную, а также колесную технику.
Регулировка затяжки головки блока цилиндров
Порядок затяжки болтов ГБЦ определяет последовательность и силу, с которой проводится закручивание в резьбовых соединениях болтов маховика. Важно помнить, что момент затяжки ГБЦ должен находиться в пределах 190-210 Нм. При этом гайки шпилек и болты требуется затягивать до отказа.
Процесс регулировки выполняется следующим образом:
- Сначала нужно провернуть коленвал посредством коренных подшипников, а также шатунов пока не перекроются клапаны первого цилиндра. В этот момент впускной в первом цилиндре только открывается, а вот выпускной закрывается. После этого выполняется регулировка зазоров в 4, 6, 7 и 8 клапанах (отсчет ведется со стороны вентилятора).
- После этого проворачивается коленвал на 1 оборот так, чтобы перекрылся 4 цилиндр. В этот момент проводится регулировка 1, 2, 3, а также 5 клапанов.
По завершении этого процесса по указанной схеме требуется поставить в первоначальное положение ось коромысел, после чего провести регулировку зазоров клапанов Д-245, присутствующих между ними и коромыслами.
Регулировка клапанов Д-245
Отдельно стоит рассмотреть порядок регулировки клапанов Д-245. До того, как приступать к этому процессу рекомендуется изучить особенности этого узла. Так, распредвал имеет сразу 5 опор, а в движение приводится за счет коленвала, а также шестерней распределения. Специальные 5 втулок применяются в виде подшипников, установленных методом прессовки. При этом фронтальная сделана из алюминия и находится в области вентилятора и оборудована упорным буртом, который отвечает за фиксацию распредвала и предотвращает его осевые сдвиги. Все остальные втулки выполнены из чугуна.
С целью корректной регулировки клапанов требуется принимать во внимание, что для создания штанг толкателей применяется стальной прут. У него имеется сферическая часть, входящая непосредственно в толкатель. Сам процесс регулировки происходит следующим образом:
- Сначала требуется открутить все гайки, которые фиксируют стойки осей, после чего их самих вместе с пружинами и коромыслами необходимо снять.
- Дальше проводится отвинчивание крепления головки с последующим её демонтажем. Сами клапаны рассухариваются, когда проводится удаление пружин, шайбы, различных уплотнителей, а также тарелки.
- Теперь выполняется притирка клапанов, используя для этого специальные станки либо же стенды. Для этого сначала на фаску запчастей наносят притирочную пасту и дополнительно добавляют стеариновую кислоту.
- Процесс регулировки клапанов (он же притирка) выполняется до того момента, пока не появится сплошная матовая окантовка. При этом её ширина должна составлять не меньше 0,015 см. Важно не допускать разрыва поясков, а любые отклонения по ширине допускаются в пределах 0,5 мм.
Момент затяжки блока цилиндров д 245
Регулировочные параметры дизеля дизеля Д-245.7, Д-245.9, Д-245.12С
1 Давление масла в системе ( на прогретом дизеле ) при номинальной частоте вращения коленчатого в ала
2 Рекомендуемая температура охлаждающей жидкости ( тепловой режим )
3 Прогиб ремня вентилятора при усилии 40 Н (4 кгс ) на ветви , расположенной между шкивами генератора и к оленчатого вала :
4 Зазор между бойком коромысла и торцом стержня клапана на непрогретом дизеле :
б ) для выпускных клапанов
5 Установочный угол опережения впрыска топлива до ВМТ :
— с топливным насосом PP4M10U1f для дизелей :
— с топливным насосом типа 773 для дизелей Д -245.7, Д -245.9
— с топливным насосом 4 УТНИ — Т -1111007- 20 для дизеля Д -245.12 С
8 Давление начала впрыска топлива
9 Момент затяжки основных резьбовых с оединений :
— болтов коренных подшипников
— гаек болтов шатунных подшипников
— болтов крепления головки цилиндров
— болтов крепления маховика
— болтов крепления противовеса
— болтов крепления форсунок
— болтов шкива коленчатого вала
— гайка колпака центробежного масляного фильтра
Регулировочные параметры топливных насосов дизеля Д-245.7, Д-245.9, Д-245.12С
Таблица В 1 — Регулировочные параметры топливных насосов дизеля Д -245.7 при проверке на стенде
1 Угол начала подачи топлива первой се кцией по мениску до верхней точки толкателя ( по профилю кулачка )
2 Номинальная частота вращения кулачк ового вала
3 Средняя цикловая подача топлива при номинальной частоте вращ ения
4 Неравномерность подачи топлива при номинальной частоте вращения , не б олее
5 Частота вращения при начале действия регулят ора
6 Частота вращения , соответствующая полному автоматическому отключению топливоподачи регулятором , не более
7 Средняя цикловая подача топлива при частоте вращения
8 Давление начала / конца срабатывания пневмокорректора при n=500 об / мин
9 Средняя цикловая подача топлива при частоте вращения 550 об / мин и отсутс твии давления в пневмокорректоре
Примечание : Проверку регулировочных параметров по п . п . 2 … 7 топливных насосов производить при давлении воздуха в пневмокорректоре 0,8 … 1,0 кгс / см 2 с комплектом стендовых форсунок , соответствующих требованиям завода — изготовителя топливных насосов .
Таблица В 2 — Регулировочные параметры топливных насосов дизеля Д -245.9 при проверке на стенде
Таблица В 3 — Регулировочные параметры топливного насоса 4 УТНИ — Т -1111007-20
дизеля Д -245.12 С
1 Номинальная частота вращения кулачк ового вала
2 Частота вращения при начале действия регулят ора
3 Частота вращения , соответствующая полному автоматическому отключению топливоподачи регулятором , не более
5 Средняя цикловая подача топлива при частоте вращения 550 об / мин и отсутс твии давления в пневмокорректоре
6 Неравномерность подачи топлива по секциям при максимальной частоте вр ащения холостого хода , не более
8 Средняя цикловая подача топлива при частоте 80 … 100 об / мин , соответству ющей режиму пуска дизеля , не менее
9 Угол начала подачи топлива остальными секциями относительно первой :
1 Проверку параметров топливного насоса проводить на стендовых форсунках .
2 Регулировку и проверку параметров по пунктам 1-4, 6, 7, 9 производить при полож ении дополнительного рычага останова дизеля в крайнем переднем положении и при положении органов корректора по наддуву , соответствующем максимальному давлению наддува – не менее 0,06 МПа (0,6 кгс / см 2 ).
3 Проверку параметров по пункту 8 проводить при отсутствии давления в пневмоко рректоре .
Таблица В 4 — Регулировочные параметры топливного насоса PP4M10U1f дизеля Д -245.12 С при проверке на стенде
1 Угол начала подачи топлива первой секцией по м ениску до верхней точки толкателя ( по профилю кулачка )
2 Номинальная частота вращения кулачкового вала
5 Частота вращения при начале действия регул ятора
6 Частота вращения , соответствующая полному авт оматическому отключению топливоподачи регулятором , не более
7 Средняя цикловая подача топлива при частоте вр ащения
8 Давление начала / конца срабатывания пневмоко рректора при n=500 об / мин
9 Средняя цикловая подача топлива при частоте вр ащения 550 об / мин и отсутствии давления в пневмокорректоре
Идентификация неисправностей дизеля дизеля Д-245.7, Д-245.9, Д-245.12С и турбокомпрессора
Головка цилиндров установка Д-245
Установка головки цилиндров и клапанного механизма Д-245
При необходимости замены седел клапанов следует пользоваться комплектом специальных оправок, показанных на рисунках
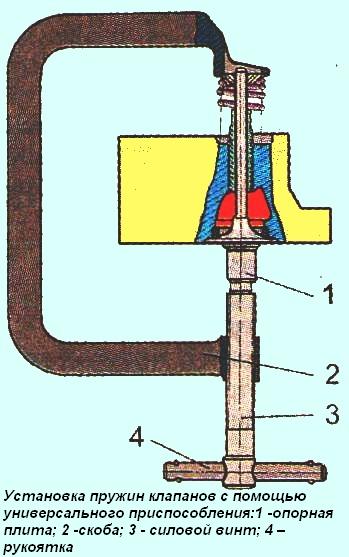
Установку пружин клапанов и манжет клапана рекомендуется производить с помощью специального приспособления и оправки, показанных на рисунках
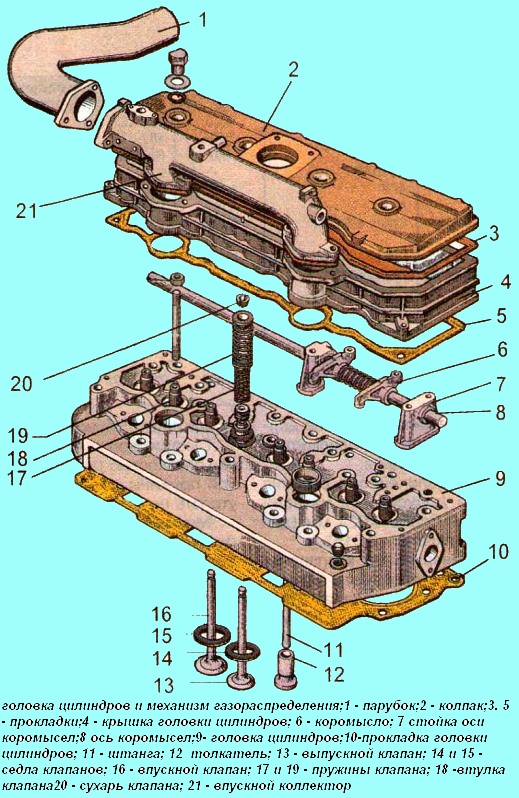
Прокладки головки цилиндров должны быть смазаны с двух сторон графитовой пастой, состоящей из 60 % моторного масла и 40 % графита (по массе). На металлические окантовки отверстий под гильзы должны быть надеты фторопластовые кольца.
Затяжку болтов (гаек) крепления головки необходимо проводить в последовательности, указанной на рис. 3. Момент затяжки - 190…210 Нм.
Штанги толкателей следует установить в отверстия головок цилиндров так, чтобы наконечники штанг вошли в углубления толкателей.
При установке клапанного механизма сферы регулировочных винтов должны быть совмещены с наконечниками штанг.
Гайки шпилек и болты крепления клапанного механизма должны быть затянуты до отказа.
Зазор между бойком коромысла и торцом стержня клапана на непрогретом дизеле должен быть: впускные клапаны - 0,2 +0,05 мм; выпускные клапаны - 0,45-0,05 мм.
Регулировку надо производить в следующей последовательности:
- - провернуть коленчатый вал до момента перекрытия клапанов в первом цилиндре (впускной клапан первого цилиндра начинает открываться, а выпускной заканчивает закрываться) и отрегулировать зазоры в четвертом, шестом, седьмом и восьмом клапанах (считая от вентилятора);
- - затем повернуть коленчатый вал на один оборот, установив перекрытие в четвертом цилиндре, и отрегулировать зазоры в первом, втором, третьем и пятом клапанах.
Для регулировки зазора отпустить контргайку винта на коромысле регулируемого клапана и, поворачивая винт, установить необходимый зазор по щупу между бойком коромысла и торцом стержня клапана.
После установки зазора надо затянуть контргайку. По окончании регулировки зазора в клапанах поставить колпак крышки головки цилиндров.
Проверку затяжки болтов крепления головки цилиндров нужно производить после обкатки и через каждые 40тыс. км пробега на прогретом дизеле.
Зазоры между клапанами и коромыслами проверяйте и, при необходимости, регулируйте через каждые 20 тыс. км пробега, а так же после снятия головки цилиндров, подтяжки болтов крепления головки цилиндров и при появлении стука клапанов.
Шатуны и поршня Д-245 устанавливаем
Разность массы поршней одного комплекта не должна превышать 10 г.
Разность массы шатунов в сборе с поршнями не должна превышать 30 г.
Проверить соответствие размерной группы шатунных вкладышей ремонтному или номинальному размеру шатунных шеек. Размерные группы поршней и гильз цилиндров приведены в таблице.
Перед установкой в гильзы поршней в сборе с шатунами и поршневыми кольцами следует протереть чистой салфеткой и продуть сжатым воздухом зеркало гильз цилиндров, наружную поверхность поршней, рабочую поверхность вкладышей шатунных подшипников и шейки коленчатого вала.
Некруглость и допуск профиля продольного сечения отверстия втулки верхней головки шатуна — 0005 мм.
При запрессовке втулки должно быть обеспечено ее симметричное расположение относительно средней плоскости шатуна.
После растачивания поверхность отверстия втулки верхней головки не должна иметь рисок и задиров, шероховатость обработанной поверхности должна быть Rа≤0,63 мкм
На верхней поверхности втулки допускается одна спиральная или радиальная риска шириной не более 0,1 мм.
На поверхности шатунного болта трещины и риски не допускаются. Резьба болта должна быть чистой, без забоин и заусенцев.
На поверхности поршневого пальца не должно быть рисок, забоин и трещин.
Разность массы пальцев, устанавливаемых на один дизель, не должна превышать 10 г.
Не смазанный маслом палец должен легко от усилия руки проворачиваться в шатуне, не иметь поперечного качания и не выпадать из шатуна под действием собственной массы.
Радиальный зазор (просвет) между поршневым кольцом и контрольным калибром для верхнего компрессионного кольца не должен превышать 0,02 мм не более чем на 10 % поверхности и не ближе 20° от замка; а для маслосъемных колец — овальность должна быть в пределах 0,15. 0,65 мм
Зазор в стыке колец должен быть в переделах 0,3. 0,6 мм, причем подгонка этого зазора не допускается.
Предел прочности колец при изгибе кольца - не менее 441 Нм.
Сборку шатуна с поршнем и пальцем рекомендуется производить с помощью специальной оправки, показанной на рисунке 3.
На каждый поршень устанавливаются верхнее компрессионное кольцо, покрытое по наружной поверхности хромом, два (или одно) компрессионных конусных кольца и одно маслосъемное кольцо коробчатого типа с пружинным расширителем.
Компрессионные конусные кольца на торцовой поверхности у замка имеют маркировку верх, которая при установке колец должна быть обращена к днищу поршня
Стык расширителя маслосъемного кольца не должен совпадать с замком кольца.
Маслосъемные поршневые кольца устанавливаются меткой (выдавкой), нанесенной на поверхности кольца в 7. 20 мм от замка, к днищу поршня.
При вращении поршня, находящегося в горизонтальном положении, поршневые кольца должны свободно, без заеданий, перемещаться в его канавках и утопать в них под действием собственной массы.
Замки поршневых колец надо располагать на равном расстоянии по окружности.
Зеркало гильз цилиндров, поршни с поршневыми кольцами, шатунные шейки коленчатого вала и вкладыши шатунных шеек нужно смазать моторным маслом.
Замки рядом стоящих поршневых колец должны быть расположены под углом 180°.
Для установки поршней в гильзу блока надо использовать оправки И 806.01.200 и И 804.01.200.
Момент затяжки гаек шатунных болтов должен быть в пределах 180. 200 Нм.
Осевой люфт нижних головок шатунов на шатунных шейках допускается не более 1 мм при любом положении коленчатого вала. У нового дизеля осевой люфт находится в пределах 0,15. 0,4 мм.
Момент проворачивания коленчатого вала после затяжки всех гаек шатунных болтов не должен превышать 60 Нм.
В ВМТ плоскость днища каждого поршня должна выступать над верхней плоскостью блока цилиндров на 0,3..0,55 мм.
Зазор между головкой поршня и гильзой на расстоянии 3 мм от верхней плоскости блока должен быть не менее 0,2 мм.
Момент затяжки - 220±10 Н.м.
После проверки затяжки болтов крепления головки цилиндров установите на место ось коромысел и отрегулируйте зазор между клапанами и коромыслами.

- впускные клапаны — 0,25 +0,05 -0,10 мм;
- выпускные клапаны — 0,45 +0,05 -0,10 мм.

Через каждые 120 тыс. км пробега:
Проверьте затяжку крепежных болтов, при необходимости подтяните их.
Зачистите наконечники проводов к клеммам стартера и аккумуляторной батареи и подтяните их крепления.
Снимите крышку со стороны коллектора и проверьте состояние щёточно-коллекторного узла. Рабочая поверхность коллектора должна быть гладкой и не иметь значительного подгара. Если коллектор загрязнен или имеет следы значительного подгара, протрите его чистой салфеткой, смоченной в бензине. При невозможности устранения грязи или подгара протиркой, зачистите коллектор мелкой шлифовальной шкуркой. При значительных подгарах коллектора, не поддающихся зачистке, проточите коллектор на станке.
Щётки должны свободно перемещаться в щеткодержателях и плотно прилегать к коллектору. При предельном износе щёток, а также при наличии значительных сколов замените их новыми.
Продуйте щёточно-коллекторный узел и крышку со стороны коллектора сжатым воздухом.
Проверьте состояние контактной системы реле стартера. При значительном подгаре зачистите контактные болты и пластину контактную шлифовальной шкуркой или напильником, сняв неровности, вызванные подгаром, не нарушая при этом плоскостности контактных поверхностей медных болтов. При значительном износе пластины и болтов, переверните контактную пластину, а контактные болты разверните на 180°.
Проверьте легкость перемещения привода по валу якоря. При включении и отключении реле привод должен без заеданий перемещаться по шлицам вала якоря.
Удалите с внутренних поверхностей направляющей втулки привода (шлицевой и гладкой), прилегающих к ней частей вала попавшую из картера загрязненную загустевшую смазку с продуктами износа, которая значительно затрудняет осевое перемещение привода по шлицам вала при вводе шестерни в зацепление с зубчатым венцом маховика. На очищенные поверхности нанести тонкий слой смазки ЦИАТИМ-221 (ЦИАТИМ-203, ЦИАТИМ-201).
Состояние шестерни привода и упорных шайб проверьте визуально. Зазор между торцом шестерни и упорными шайбами при включенном положении должен быть 2 - 4 мм.
Клапан гбц д 245
Регулировка клапанов Д-245

Двигатели Д-245 представляют собой мощные 4-тактные установки с 4 расположенными в ряд цилиндрами. Агрегат оборудован системой прямого впрыска. Благодаря этому обеспечивается повышенный уровень сгорания топлива и, соответственно, повышается производительность мотора.
Однако этот двигатель, как и любая другая техника, подвержен периодическим поломкам. Чтобы агрегат работал корректно, требуется своевременно регулировать его клапаны. Обладая определенной теоретической подготовкой, эту процедуру можно провести самостоятельно.
Общая информация о двигателе Д-245
В двигателе используется внутренний турбинный компрессор с корректируемым воздушным потоком. Он дает возможность создавать оптимальную приемистость во время работы (рисунок 1).
Примечание: Этот показатель обеспечивает усиленный параметр крутящего момента, даже если обороты вала находятся на минимальном уровне.
Все моторы данной группы ориентированы на использование в достаточно суровых температурных условиях (от -40 до +40 градусов).

Рисунок 1. Д-245 — мощный мотор, который устанавливают на крупную технику
Как правило, эти мощные агрегаты устанавливают на строительную и дорожную технику, а также крупные колесные трактора, которые используются в сельском хозяйстве.
Регулировка клапанов в моторе
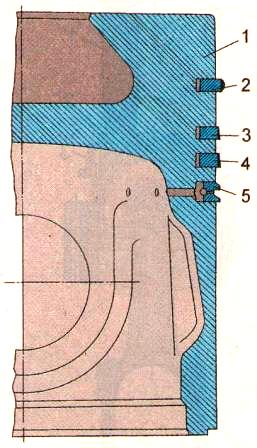
Перед началом самостоятельной регулировки клапанов двигателя Д-245, следует изучить техническое устройство и особенности этой части мотора (рисунок 2).
У вала есть 5 опор, а движение он приводится посредством коленвала и распределительных шестеренок. Вместо рабочих подшипников применяются 5 втулок, помещенные в участки блока.

Рисунок 2. Этапы регулировки клапанов
Фронтальная втулка находится возле вентилятора. Дополнительно она оснащена буртом, который фиксирует распредвал осевых сдвигов. Другие втулки изготовлены из чугуна. Толкатели изготовлены из стали, но также усилены чугуном. Кулаки на распределительном валу имеют небольшой уклон.
Регулировка клапанов в моторах Д-245 проводится в четкой последовательности:
- Сначала снимают колпак с крышки цилиндров и определяют крепление стоек на оси коромысел.
- Далее поворачивают коленвал до перекрытия в первом цилиндре, и регулируют зазоры 4, 6, 7 и 8 клапанах.
- После этого вал поворачивают на один оборот и устанавливают перекрытие возле четвертого цилиндра и регулируют зазоры в первом, втором и третьем клапанах.
Для завершения регулировки контргайку на коромысле клапана опускают и проворачивают винт, чтобы между стержнем клапанам и бойком образовался зазор необходимого размера.
Далее контргайку затягивают и ставят на место колпак крышки цилиндров. После завершения обкатки дополнительно проверяют затяжку болтов головки цилиндра.
Для этого колпак и крышку снимают, убирают ось коромысел и с помощью динамометрического ключа проверяют затяжку болтов крепления головки цилиндров. Если они ослаблены, проводят дополнительную подтяжку.
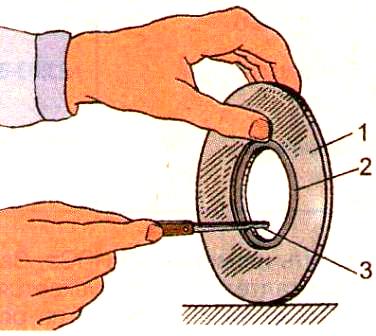
Советы по притирке клапанов Д-245
У опытных механиков есть несколько секретов, которые помогают провести технологически правильную и качественную притирку клапанов (рисунок 3).
Во-первых, притирать клапаны Д-245 принято на специальных стендах и станках. На фаски деталей наносят специальную пасту, разведенную в дизельном топливе до консистенции жидкой сметаны. Чтобы повысить качество пасты, в нее обычно добавляют олеиновую или стеариновую кислоту.
Во-вторых, необходимо провести качественный демонтаж детали. Для этого сначала отворачивают гайки крепления стоек оси коромысел, а затем демонтируют его вместе с пружинами.

Рисунок 3. Притирку лучше проводить на станке
Аналогичным образом отворачивают болты и снимают головку. С клапанов тоже нужно снять дополнительные детали: тарелку пружин, сами пружины с шайбами, уплотнительную манжету и втулки направляющей.
В-третьих, необходимо научиться определять продолжительность притирки клапанов. Ее продолжают до тех пор, пока на фаске седла и фаске самого клапана не появится непрерывный матовый поясок, толщиной минимум 1,5 мм. Любые разрывы или черточки не допускаются, полоска должна быть сплошной и равномерной.
После завершения притирки головку блока и сами клапаны промывают. При сборке стержень клапана обязательно смазывают машинным маслом.
В целом, притирку можно проводить как вручную, так и с помощью слесарного оборудования, но трудоемкость ручных работ гораздо выше.
Проверка зазоров
Чтобы двигатель Д-245 работал корректно, проверку частей зазор проводят после каждых 15 тысяч километров пробега. Внеочередной контроль требуется после снятия головки цилиндров или в том случае, если в отсеке с клапанами появился посторонний стук (рисунок 4).
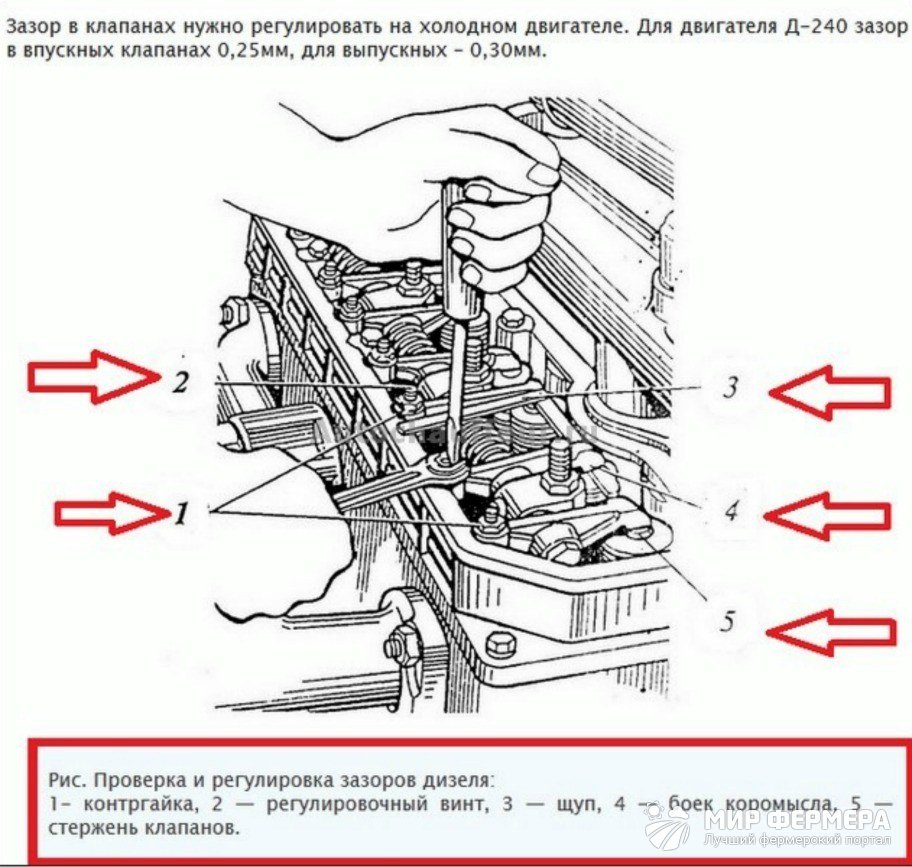
Рисунок 4. Проверка зазоров схематически
Оптимальная величина зазора холодного двигателя должна составлять 0,25 мм на впускном клапане и 0,45 мм на выпускном.
Для регулировки зазоров контргайку коромысла конкретного клапана опускают, и начинают проворачивать винт, пока не будет достигнута требуемая величина. Для проверки используют специальный ищущий щуп между бойком стержня. В конце процедуры контргайки затягивают и устанавливают на место колпак крышки.
Затяжку следует проверить после первой обкатки, а в дальнейшем – через каждые 50 тысяч километров пробега при прогретом двигателе. После контрольной обкатки регулируют зазор между клапанами и коромыслом, и затягивают фиксаторы.
Детальная пошаговая инструкция по регулировке клапанов Д-245 приведена в видео.
Читайте также: