Мотор шпиндель для фрезерного станка по металлу
Обновлено: 07.05.2024
Под шпинделем я буду понимать двигатель, на который надет патрон (цанга) для удержания и вращения рабочего иструмента (фрезы, сверла, ножа, гравера). Шпиндели условно можно разбить на две группы — промышленные и любительские. Промышленный шпиндель - специально разработанное устройство, обычно рассчитанное на высокую боковою нагрузку, имеющее сложную систему охлаждения (воздушную или водяную) и смазку. Любительскими можно называть любую дрель или бытовой фрезер. Хочу обратить внимание читателя на то, что обычная бытовая дрель рассчитана на продольную нагрузку, т. е. на сверление отверстий и потому имеет очень посредственные подшипники удержания вала. При работе на станке нагрузки преимущественно перпендикулярны оси шпинделя. Поэтому, качественный шпиндель имеет очень хорошие подшипники, рассчитанные на такие нагрузки. Промышленный шпиндель, как правило, не требует смазки и чистки на протяжении всего срока эксплуатации. Кроме того, специализированный шпиндель имеет так называемый цанговый зажим, хорошо отбалансированный, который позволяет зажимать инструмент со стандартным хвостовиком (об этом будет подробнее в разделе об инструменте). Обычно в станках используется цанга ЕR11 или ЕR16, которая позволяет зажимать инструмент с рабочим хвостовиком 2,5 — 3,0 - 3.2мм. Вряд ли Вам потребуется промышленная цанга ЕR25, она позволяет зажимать инструмент с хвостовиком 6мм. Это инструмент для снятия больших слоев металла. Предполагаю, что выбранные Вами направляющие просто не позволят работать с такой нагрузкой, т. е. конечно имеется фреза и с рабочим диаметром 2мм при хвостовике 6 мм, и она будет так же эффективна как фреза с хвостовиком 3.2 мм, но при использовании фрезы на 10мм при хвостовике 6мм у Вас деформируются направляющие, и результатом будет лишь поврежденный станок. Так что, не гонитесь за максимальным диаметром рабочего инструмента. Как я уже говорил, станок должен быть сбалансирован. Поэтому, остановитесь на цанге ЕР-13 — этого Вам будет достаточно на многие годы.
Что будет, если обычную дрель поставить на станок? Работать конечно будет, но по мере выработки подшипников, будет увеличиваться биение патрона и, соответственно, точность позиционирования инструмента будет уменьшаться. Кроме того, станок, обычно при тонких работах, делает множество мелкошаговых проходов и шпиндель работает к ряду не один час. Дрель может перегреться и сгореть, или в ней сработает тепловая защита и она остановится. Так как управляющее ПО не имеет представления о состоянии дрели, то будет продолжать движение инструмента даже после остановки вращения. Это неминуемо приведет к поломке рабочего инструмента.
Мощность шпинделя. Здесь правило — чем больше, тем лучше. Для мелких сверлильно-гравировальных работ достаточно 400-600 ватт. Для фрезеровки металлов и толстых слоев древесины достаточно 1000-1400 ватт. Как универсальный шпиндель, способный выжать из Вашей фрезы и системы подачи максимум — шпиндель на мощность выше 2000 ватт (2кВт).
Отдельно отмечу трехфазные шпиндели. Они имеют три провода питания, одну нейтраль и один провод заземления. Их нельзя напрямую подключить к бытовой (однофазной) сети. Для их подключения необходимо из одной фазы сделать три. Делается это с помощью преобразователя частоты (ПЧ). Устройство выпрямляет переменный ток и генерирует из него переменный ток другой частоты и фазности. Здесь необходимо отметить, что ПЧ представляет множество сервисных функций. В частности, если входное напряжение всегда 50 Гц (в России) и поменять это Вы не можете, то на выходе устройство развивает частоту от 1 до 400 Гц в зависимости от уставки. Применительно к нашим задачам, это означает возможность установки частоты вращения шпинделя. Кроме того, ПЧ может управляться от ПО станка, и программа автоматически установит необходимые обороты шпинделя в соответствии с таблицей скоростей для заданного материала. Более того, дорогие ПЧ имеют в своем арсенале так называемое векторное управление двигателем. Не вдаваясь в технические нюансы, скажу, что это позволяет развивать больший момент на инструменте посредством косвенного (по фазовому сдвигу тока) определения фактической скорости шпинделя и своевременного изменения эпюры формируемых ПЧ импульсов. Кроме того, ПЧ позволяет установить скорость разгона и замедления оборотов шпинделя, что так же положительно сказывается на его ресурсе (хотя в некоторых источниках это опровергается). Так же из сервисных функций ПЧ можно отметить защиту от превышения тока потребления шпинделя, которая позволяет отключить шпиндель при выходе нагрузки за установленный порог вследствии, например, ошибки в выборе скорости подачи. И еще один важный момент — ПЧ может выдавать сигнал готовности шпинделя, т. е. сигнализировать ПО, что шпиндель вышел на заданные обороты или отклонился от них. Это позволяет останавливать выполнение программы и сберечь инструмент при неожиданном отключении шпинделя. Таким образом, наличие ПЧ сильно улучшает надежность и удобство использования шпинделя.
Система охлаждения шпинделя бывает воздушная или водяная. Воздушная — как у обычной дрели, где на валу шпинделя расположен вентилятор. Минус этой системы в том, что она, во-первых, работает как пылесос, всасывая в шпиндель все то, что Вы вырезали из заготовки, а, во-вторых, эффективность работы вентилятора зависит от скорости вращения вала, что на низких скоростях вращения может привести к перегреву шпинделя и выходу его из строя. Водяная система лишена всех недостатков воздушной и очень эффективна. Но требует доработки гидравлики. Я использую стандартные пищевые шланги с внешним диаметром 8мм и внутренним 6мм. Первые мои станки я делал из компьютерной системы водяного охлаждения процессора компании Termaltake . Она содержит насос, радиатор и вентилятор. Но достаточно дорога. Позже я перешел на использование в качестве насоса — бензинового насоса от автомобиля. Он более надежен и менее дорог. Обратите внимание, что бензонасосы бывают среднего давления и низкого. Впрысковые машины снабжаются насосами среднего давления и развивают около 3 атмосфер. Нам столько не надо. Насосы карбюраторных автомобилей развивают давление 0.1-0.3 атмосферы — хороший вариант. Еще есть варианты насосов для аквариумов, но это совсем крайний вариант. Надежность бензонасоса и аквариумного насоса — не сопоставимы. Помните, запуск шпинделя без циркуляции воды приведет к его перегреву и выходу из строя.
Шпиндели электрические

Прижим для шпинделя 80 мм. Широко применяется при высокоскоростной обработке тонких листовых материалов на станках с ЧПУ, режущих плоттерах. Преимущества: - Имеет регулировку с помощью винтов; - Увеличивает эффективность работы с листовыми материалами; - Прижим универсален и подходит для различных марок шпинделей

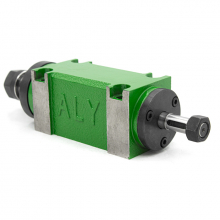
Шпиндельная головка ременноприводная предназначена для обработки черных и цветных металлов на малых оборотах с большим заглублением.






Электрические шпиндели для станков с программным управлением
Шпиндель – главный рабочий орган фрезерного станка с ЧПУ (непосредственно на предприятиях иногда используется название «главный привод»). Отличается от серийных электродвигателей бытового и промышленного применения характеристиками и конструкционными особенностями исполнения:
- максимальное количество оборотов у шпинделя для фрезерного станка с ЧПУ выше;
- на эти двигатели устанавливаются системы принудительного охлаждения;
- поскольку ось шпинделя сильнее нагружается в радиальном направлении, в нем используются усиленные радиальные подшипники.
Как подобрать шпиндель под конкретные задачи
Основные критерии выбора при проведении модернизации станка – требования к мощности шпинделя и диапазону скоростей вращения. Причем рассматривать эти требования нужно в комплексе. Численные характеристики первого показателя определяются обрабатываемыми на станке материалами и развиваемым им усилием резания.
Для фрезерования металла фрезами диаметром свыше 4 мм нужен шпиндель мощностью выше 2 кВт. Но есть один нюанс. Если обеспечиваемый приводами момент и прочность рамы станка и портала не дают применять силовое фрезерование (большая глубина резания, средние обороты, малые подачи), то используется скоростное фрезерование (ускоренные проходы с малым заглублением инструмента в материал), в этом случае мощность не так важна.
Выбор скорости вращения шпинделя зависит от материала, который обрабатывается на станке, и типа используемого инструмента. При работе по металлу твердосплавная фреза диаметром 4 мм отработает на 10000 оборотов в минуту, но быстрорежущая таких режимов не выдержит даже при фрезеровании с малой глубиной резания и сгорит.
Точка зрения «для обработки дерева нужны высокие обороты» не всегда оправдана – при малых подачах нарушается нормальное стружкообразование и образуется мелкодисперсная пыль, попадание которой между материалом и фрезой приводит к повышению температуры в зоне резания.
В среднем для фрезерования хватает 8000-12000 оборотов в минуту, для гравировки – минимум 20000.
Водяное охлаждение или воздушное
Тип охлаждения шпинделя определяется спецификой решаемых на станке задач. Воздушное охлаждение отличается повышенным уровнем шума и резким падением эффективности при переходе на низкие обороты из-за замедления вращения крыльчатки, прогоняющей воздух через рубашку шпинделя. Особенно это критично при работе по металлу, поскольку потребляемая мощность возрастает и двигатель нагревается еще сильнее. Водяное дороже, но эффективнее, поскольку температура носителя не зависит от частоты вращения ротора.
При замене шпинделя на сходный по характеристикам аналог потребуется перенастройка частотного преобразователя, а если подбирается шпиндель большей или меньшей мощности – его замена.
Как выбрать шпиндель
Шпиндель — основной рабочий агрегат фрезерного станка с ЧПУ.
Подбирается в зависимости от обрабатываемых материалов и режимов обработки.

Первое, с чем надо определиться, будет ли шпиндель со встроенным электродвигателем, или будет приводиться в движение через ременную или зубчатую передачу.
Выбор типа шпинделя
- работают на существенно меньших оборотах, обычно 300-8000 об/мин, некоторые модели до 12000 об/мин. Большие скорости невозможны из-за величины подшипников и сложности балансирования приводных шкивов и шестерней на валу.
- могут использовать любые подшипники, в т. ч. роликовые, в результате обладают большой жесткостью и нагрузочной способностью, и в зависимости от модели могут применяться в т.ч. для силового фрезерования черных металлов и титана.
- если привод организовать от мотора с энкодером, то наличие обратной связи позволит нарезать резьбу
- шпиндель использует инструментальные конусы, т. к. цанговые зажимы не обеспечивают нужную повторяемость и жесткость.
Выбор вида охлаждения электрошпинделя
- Звук. Они существенно тише воздушных. Это преимущество нивелируется звуком от фрезы, который намного громче работающей крыльчатки
- Контур охлаждения. Это означает подключение помпы, трубки охлаждения, емкость с тосолом, и т. п. В идеале также контролировать силу потока и его температуру.
- Возможность работы на низких оборотах. Воздухоохлаждаемые же шпиндели быстро начинают перегреваться — поскольку крыльчатка устанавливается на вал шпинделя, с падением оборотов растет ток и одновременно падает воздушный поток.
- Звук. Крыльчатка воздушников весьма сильно воет
- Разлет стружки. Крыльчатка дует практически прямо в зону реза, что вызывает разлет стружки повсюду.
- Прочистка рубашки. Рубашка охлаждения может забиваться продуктами резания. Периодически её необходимо прочищать.
- Чувствительность к перегреву. Воздушное охлаждение менее эффективно, чем жидкостное, в связи с чем надо тщательно следить за температурой шпинделя. Обычно на них есть простой термодатчик (термопара), который можно завести в ЧПУ контроллер.
- Обороты ограничены снизу. На воздушниках нельзя работать на скоростях ниже определенного предела. Если в случае с жидкостными максимум что произойдет — момент упадет до минимума, фрезу заклинит и она сломается, то воздушник из-за перегрева может просто сгореть.
Водяные шпиндели с равным успехом показывают себя при обработке как дерева/пластиков, так и мягких металлов (алюминий, медь и их сплавы).
Если вы определились какой шпиндель выбрать, и это воздушное охлаждение, далее вам надо определиться с брендом, после чего уже не будет большой проблемы выбрать конкретную модель.
Со шпинделями водяного охлаждения немного сложнее, т.к. разброс в их типах, сериях и т.п. достаточно велик. Обычно если в описании написано «для деревообработки и рекламных работ» - это означает, что шпиндель спроектирован исходя из минимальных требований, минимум подшипников, минимум защит, минимум точности при изготовлении. Дешево и сердито, по сути - расходный материал, ремонтопригодность близка к нулю, т.к. стоимость ремонта сопоставима с ценой нового шпинделя. Таковы серии популярных китайских шпинделей GDZ и TDK, в противоположность сериям GDK, в которых в переднем и заднем узле стоят полноценные дуплексы, с тщательным выполнением натяга, передний подшипниковый узел защищен от пыли накладкой и т.п.
Как выбрать скорость и мощность шпинделя
Скорость вращения шпинделя определяется видами фрез и обрабатываемыми материалами. Обычно последовательность такая — исходя из изделий определяется диапазон моделей фрез, исходя из него по каталогам производителей определяется диапазон скоростей резания, а по ним соот-но диапазон скоростей вращения шпинделя.
Вы планируете работать по дереву, вырезая рельефы с большим количеством мелких деталей.
В этом случае вы много будете работать с мелкими фрезами и граверами, для чего требуется шпиндель с большими оборотами — 24000 об/мин(а лучше больше, например 36000), и станок с высокой скоростью подачи (5000 мм/мин). А также будут использоваться фасонные и пазовые фрезы большого диаметра, что накладывает ограничения на минимальную мощность шпинделя — она должна быть достаточно большой, чтобы фреза не вязла в материале, в зависимости от диаметра фрез и режима работы — от 2.2 до 7 кВт.
Планируется станок для обработки алюминиевых сплавов небольшими цельными твердосплавными фрезами.
Исходя из чертежа изделий, максимальный диаметр фрезы, который потребуется — 16 мм, минимальный — 0.2 мм, основная работа будет вестись фрезами диаметром 6-10 мм. Согласно каталогам производителя фрез ZCC-CT, рекомендуемая скорость вращения фрез диаметром 6 мм — 13000 об/мин с подачей 1250 мм/мин, 10 мм — 8000 об/мин с подачей 1600 мм/мин,откуда следует задача подобрать шпиндель, оптимально работающий на скорости 10-12 тыс. об/мин, но при этом имеющий запас как по увеличению скорости, так и по уменьшению. Ременноприводные шпиндели не разгоняются выше 8 тыс. оборотов, поэтому работа мелкими фрезами будет происходить очень медленно, а обычные водоохлаждаемые электрошпиндели в целом хотя могут работать в таком режиме, но могут возникнуть проблемы с работой большими фрезами на низких оборотах, поэтому наиболее подходящим вариантов видятся электрошпиндели с 2 парами полюсов — у них базовая частота вращения ниже вдвое (до 12 000 об/мин обычно), но за счет этого момент вращения увеличен пропорционально — на 8000 об/мин они выдадут момент в несколько раз больший, чем водник с одной парой полюсов, а кроме того, ничто не запрещает настроить частотник на превышение базовой частоты, что(с падением момента, конечно) позволит фрезеровать мелкими фрезами с частотой выше базовой.
Планируется станок для обработки небольших алюминиевых и стальных деталей, с небольшим съемом и заглублением.
Данная задача несколько противоречива, сталь настолько по режимам обработки отличается от алюминия, что для них по-хорошему нужны 2 разных станка. Если такое невозможно, то надо определиться, либо мы хорошо обрабатываем алюминий и кое-как сталь, либо хорошо обрабатываем сталь и медленно алюминий. В случае второго варианта мы для начала сразу отказываемся от скоростных электрошпинделей — в них стоят слишком слабые подшипники, они рассчитаны на большую скорость и маленькие усилия, тогда как при обработке стали все наоборот и подшипники просто долго не проживут. Во вторую очередь — шпиндель по стали требуется весьма крупный, по той же причине (размер подшипников), и конусов типа BT30/ISO30 очевидным образом будет недостаточно. Ну и далее определяется, какого размера будут фрезы и скорость вращения. Для фрезы диаметром 6 мм требуется 7000 об/мин при подаче 675 мм/мин, для фрез 20 мм — 2000 об/мин, таким образом нам подойдет шпиндель с конусом BT40 и скоростью вращения до 8000 об/мин. Если работа будет в основном мелкими фрезами, то задача несколько усложняется - использовать шпиндели с механическим приводом также возможно, но подачи станут совсем низкими.
Также, скорее всего вам потребуется шпиндель с отверстием для подачи СОЖ в конус — инструмент склонен очень сильно греться при работе со сталью, просто полива может не хватать и многие виды работ потребуют подачи СОЖ сквозь фрезы и сверла.
После определения основных моментов, можно попробовать дополнительно сузить выбор.
Шпиндели
Darxton предлагает качественные шпиндели водного и воздушного охлаждения, ременноприводные, минишпиндели и шпиндели с автосменой инструмента, а также высокоскоростные шпиндели Kress, которые уже успели себя зарекомендовать как надежный инструмент высокого качества.
FB-A105
Алюминиевый кронштейн для шпинделя 105 мм, с возможностью быстрой регулировки высоты шпинделя винтом. Материал: алюминий.

XCM-70-0.6
Сменная пылезащитная щетка для аспириции . Хорошо сдерживает летящую стружку,что сделает ваш ЧПУ станок намного чище и долговечней . Идеально подходит для линейки аспираций предоставленных на нашем са.

XCM-100-0.6
WIN-151208
Насос погружной низкого напряжения, для организации жидкостного охлаждения оборудования

CLHP-150
Насадка на корпус шпинделя - разветвитель для подключения трубок СОЖ диаметром 150 мм. В комплекте идут гибкие трубки. Идеально подходит для фрезерных ЧПУ станков с цилиндрическими шпинделями водного .
CLHP-130
Насадка на корпус шпинделя - разветвитель для подключения трубок СОЖ диаметром 130 мм. В комплекте идут гибкие трубки. Идеально подходит для фрезерных ЧПУ станков с цилиндрическими шпинделями водного .
CLHP-125
Насадка на корпус шпинделя - разветвитель для подключения трубок СОЖ диаметром 125 мм. В комплекте идут гибкие трубки. Идеально подходит для фрезерных ЧПУ станков с цилиндрическими шпинделями водного .
CLHP-110
Насадка на корпус шпинделя - разветвитель для подключения трубок СОЖ диаметром 110 мм. В комплекте идут гибкие трубки. Идеально подходит для фрезерных ЧПУ станков с цилиндрическими шпинделями водного .
CLHP-100
Насадка на корпус шпинделя - разветвитель для подключения трубок СОЖ диаметром 100 мм. В комплекте идут гибкие трубки. Идеально подходит для фрезерных ЧПУ станков с цилиндрическими шпинделями водного .

ASP80
Насадка на корпус шпинделя диаметром 80 мм для создания вытяжки, подключения систем удаления пыли и стружки(аспирация)
ASP100
Насадка на корпус шпинделя диаметром 100 мм для создания вытяжки, подключения систем удаления пыли и стружки(аспирация)
CLHP-80
Насадка на корпус шпинделя - разветвитель для подключения трубок СОЖ диаметром 80 мм. В комплекте идут гибкие трубки. Идеально подходит для фрезерных ЧПУ станков с цилиндрическими шпинделями водного о.







Шпиндели для станка с ЧПУ
В Darxton вы можете купить шпиндель для ЧПУ по выгодной цене.

Бесколлекторные шпиндели
Применение бесколлекторных шпинделей
К изобретению бесколлекторных шпинделей инженеров привела потребность в высокоскоростной обработке. Шпиндели на основе электрического бесщеточного (BLDC) двигателя используются для гравировки, фрезерования и сверления разных материалов. Конструкция подобных шпинделей основывается на роторе с постоянными магнитами и статора с обмотками.
Принцип работы бесколлекторных шпинделей
Чаще всего бесколлекторные (бесщеточные) шпиндели работают на основе трехфазного двигателя. Принцип работы бесколлекторных шпинделей на подобном двигателе прост: короткозамкнутый ротор со своим магнитным полем помещается в бегущее магнитное поле трехфазного статора. Ротор начинает вращаться из-за взаимодействия своего магнитного поля и поля статора, с немного меньшей скоростью. Подобная конструкция шпинделя позволяет обрабатывать материалы на высоких скоростях, и это происходит за счет следующих факторов:
- уменьшенный вес ротора, достигнутый использованием легких материалов с выраженными магнитными свойствами, позволяет шпинделю выдавать большее количество оборотов в минуту;
- вытянутая цилиндрическая форма шпинделя позволяет наиболее эффективно использовать производительность устройства и повысить его КПД при компактных размерах устройства. Благодаря этому, современный бесщеточный шпиндель имеет компактные размеры при низкой потребляемой мощности. Подобный шпиндель был бы очень подходящим при использовании в настольном ЧПУ станке по металлу при обработке стали, чугуна, дерева, пластика, драг. камней и других, самых различных, материалов.
Регулирование скорости бесщеточного шпинделя
Скорость бесколлекторного шпинделя регулируется преобразованием частоты 3-хфазного тока и напряжения. С этой целью используются частотные преобразователи, которые всегда используются с двигателями асинхронного типа. Важная памятка: мощность шпинделя и частотного преобразователя должны совпадать.
Бесколлекторные шпиндели - цена, где купить?
Шпиндель станка: определение, назначение, устройство
Производственное оборудование получило весьма широкое распространение, так как за счет механизации процесса существенно повышается качество получаемого результата, снижается его стоимость, а также ускоряется процедура. Довольно большое распространение получило понятие шпинделя. Шпиндель станка устанавливается для фиксации инструментов, а также заготовок. Бытовой вариант исполнения напоминает фрезерный станок или дрель. Подробное описание того, что такое шпиндель во многом позволяет определить его предназначение и многие другие свойства. Рассмотрим особенности конструкции подробнее.

Устройство и характеристики
Практически все конструкции шпинделя схожи, однако технические характеристики могут существенно отличаться. Особенностями можно назвать нижеприведенные моменты:
- Роторный вал фиксируется в корпусе за счет подшипника качения. При этом могут применяться самые различные варианты исполнения подшипника качения, некоторые характеризуются повышенной устойчивостью к вибрации, другие обходятся намного дешевле. Большая часть оборудования предусматривает подачу смазывающего вещества в зону скольжения. За счет этого существенно повышается ресурс работы, а также снижается степень нагрева всего механизма.
- Главное вращательное движение передается от асинхронного двигателя, который также монтируется в корпусе. Подобный механизм питается от электричества, может работать от напряжения 220 В или 380 В. На протяжении длительного периода проводилась установка исключительно трехфазного варианта исполнения, так как он характеризовался большей мощностью и устойчивостью к возникающей нагрузке. Однако через некоторое время появились более современные конструкции моделей на 220 В, которые позволили ставить оборудование в бытовых условиях.
- Не стоит забывать о том, что шпинделю передается вращательное движение. При этом оно может передаваться напрямую или через различный привод, каждый характеризуется своими определенным особенностями. Примером можно назвать клиноременную передачу, представленную сочетанием шкивов различного диаметра и ремня с определенным профилем. За счет натяжения ремень может передавать существенное усилие, в случае превышения допустимого показателя ремень начинает проскальзывать и исключается вероятность повреждения основных элементов. для передачи особых свойств проводится установка зубчатых колес, в некоторых случаях есть возможность провести их замену.
- На валу находятся зажимы цангового типа. За счет подобной конструкции обеспечивается крепление инструмента с определенным диаметром хвостовика. Стоит учитывать, что не всем инструменты могут быть зафиксированы в подобном устройстве. В случае, когда фиксация проводится по внешней цилиндрической поверхности обеспечить высокую степень надежности практически невозможно. Именно поэтому инструменты изготавливают со специальными хвостовиками, которые исключают вероятность осевого смещения.
- Довольно большое количество вариантов исполнения имеет систему охлаждения. Она может быть воздушного или жидкого типа. Стоит учитывать, что только при обеспечении надлежащего охлаждения можно эксплуатировать устройство на протяжении длительного периода.
- Сложное устройство шпинделя станков с ЧПУ. Это связано с тем, что подобные фрезерные станки характеризуется повышенной точностью в работе, а также большой сложностью по причине применения блока числового программного управления. Устройство с ЧПУ может быть подвижным и работать в автоматическом режиме, то есть выполнять сжатие детали без участия оператора. Часто встречается гидравлический привод, который характеризуется относительно невысокой стоимостью и возможностью передачи большого усилия. Электрические более точные и характеризуются большой скоростью срабатывания.
- Рассматривая характеристики шпинделя следует уделить внимание максимальной и минимальной скорости вращения. Она наиболее актуальна для устройства, которое предназначено для фиксации заготовки.

Стоит учитывать, что стандартный ряд частот вращения во многом зависит не от устройства и где находится шпиндель, а от особенностей механизма привода. Производители фрезерных станков указывают стандартные значения частоты вращения шпинделя или диапазон. Некоторые устройства позволяют проводить плавную регулировку параметров. Также есть шпиндельный привод, который классифицируется по достаточно большому количеству признаков.
Принцип работы
Работа практически всех станков основана на использовании режущих инструментов. Классическая конструкция шпинделя позволяет проводить надежное крепление инструмента в скоростном или силовом режиме.
Рассматривая особенности шпинделя станка скоростного типа следует уделить внимание тому, что его предназначение заключается в срезании небольшого слоя металла с поверхности заготовки.
Ключевыми особенностями подобного процесса можно назвать следующее:
- Есть возможность существенно повысить показатель производительности, для чего выбирается большая скорость резания. Стоит учитывать, что практически во всех случаях проводится составление технологической карты, в которой и указываются основные параметры: подача, скорость резания и некоторые другие.
- Подобный вариант исполнения шпинделя получил широкое распространение в случае финишного точения или фрезерования на станке. Именно поэтому требуется устройство повышенной мощности.
- В большинстве случаев для передачи вращения устанавливается асинхронный двигатель повышенной мощности. Изменить частоту вращения можно за счет зубчатой или ременной передачи.
- Некоторые конструкции напрямую соединены с валом устанавливаемого электрического двигателя, все промежуточные элементы отсутствуют. В подобном случае слишком большое усилие может стать причиной перегрузки мотора. Однако, отсутствие промежуточного элемента позволяет существенно уменьшить размер инструмента. Поэтому в электрических инструментах установленный двигатель напрямую связан со шпинделем.
Рассматривая принцип работы следует уделить внимание тому, что силовые и скоростные конструкции также имеют различный принцип работы. Силовые установки характеризуются следующими особенностями:
- Устанавливаются специальные переходные втулки конической формы, которые выступают в качестве переходника. Они изготавливаются самыми различными производителями, существенно повышают степень крепления устройства. Втулки подбираются в зависимости от особенностей хвостовика инструмента.
- При установке инструмента хвостовик фиксируется непосредственно во втулке, после чего в отверстии шпинделя. За счет этого обеспечивается равномерное распределение возникающей нагрузки.

Сегодня вал шпинделя токарного станка не соединяется напрямую с мотором. Это связано с тем, что возникающая переменная нагрузка может привести к повреждению электрического двигателя. Чаще всего устанавливается клиноременная передача или комплект шестерен. За счет этого обеспечиваются наиболее безопасные условия эксплуатации.
Применение шпинделя
Используется подобное устройство при создании самого различного оборудования и инструментов. Как ранее было отмечено, назначение заключается в фиксации инструментов и деталей. Область применения может быть существенно расширена за счет применения различной оснастки. Среди особенностей отметим следующее:
- Все электрооборудование производится при применении шпинделя. Оно используется для непосредственной фиксации различных насадок.
- Фрезерные станки получили весьма широкое распространение. Это связано с тем, что при применении фрезерного станка можно получить корпусные детали различного типа.
- Шпиндель можно встретить и как отдельный узел других станков, к примеру, токарной группы. Предназначение в этом случае заключается в фиксации проката для его обработки.

Ключевыми особенностями механизма можно назвать то, что оно обеспечивает надежное крепление инструмента и деталей даже при высокой осевой скорости и вращении.
Классификация шпинделей
Выделяют несколько различных типов рассматриваемого устройства, все виды шпинделей станков фрезерной группы характеризуются своим определенными особенностями. Основными видами можно назвать:
- Коллекторные получили весьма широкое распространение при изготовлении фрезерных станков, которые предназначены для гравировки и ювелирной обработки. Чаще всего в эту группу относится устройство с цангой высокоскоростного типа. Резка мягких сплавов может проходить при применении версии цанги ER11 на станке различных групп.
- Высокоскоростные варианты исполнения чаще встречаются в конструкции фрезерных станков. Именно высокоскоростной шпиндель позволяет существенно расширить возможности фрезерных станков с числовым программы управлением.
- В отдельную групп также относится конструкция, способная подавать охлаждающую жидкость в зону обработки. За счет этого существенно снижается температура в зоне резания, поэтому можно существенно повысить показатель производительности.
- Крепление фрезы станков осуществляется за счет цанги, которая также дополняется гайками. При изготовлении цанги применяется металл с повышенной твердостью.
- В продаже встречается продукция европейских и китайских происхождения. Дешевле всего обходится именно продукция китайских производителей. Они применяют подшипники из керамики, которые могут выдерживать существенную нагрузку.

На современном рынке доступно довольно большое количество различных шпинделей, которые могут устанавливаться на фрезерных станках. При этом классификация проводится по типу применяемой системы охлаждения, способу фиксации режущего инструмента и заготовки. Вариант исполнения с мощностью около 0,8 кВт может применяться для обработки небольших изделий, а также выполнения гравировки. Анкерный вариант исполнения распространен в меньшей степени, но все может применяться при в определенных случаях.
Как выбрать шпиндель?
Есть довольно много рекомендаций, касающихся непосредственного выбора шпинделя для фрезерного станка. Стоит учитывать тот момент, что шпиндель токарного станка существенно отличается, так как его предназначение заключается в креплении заготовки. Основными рекомендациями назовем нижеприведенные моменты:
- Для начала рассматривается то, какая нагрузка будет оказываться на хвостовую часть. При этом не стоит забывать о том, что выделяют два различных типа нагрузки: осевая и центробежная. В случае, когда за один проход будет сниматься большой слой металла следует выбирать механизм с большей устойчивостью к нагрузке.
- Еще одним критерием выбора можно назвать количество оборотов, при котором будет работать оборудование. Этот показатель указывается в инструкции по эксплуатации всех фрезерных станков и электрического инструмента.
- Габаритные размеры также имеют важное значение. От этого зависит минимальный и максимальный диаметр устанавливаемого инструмента.
- Важным моментом является то, какая фирма занимается выпуском устройства для станка. От этого зависит качество сборки, длительность эксплуатации, основные эксплуатационные характеристики.
- Некоторые производители фрезерных станков также указывают то, какой шпиндель подходит в большей степени. Рекомендуется следовать рекомендациям по выбору, так как указываемый механизм подходит в большей степени.
Как правило, рассматриваемые устройства выполнены в универсальном виде. За счет этого есть возможность подобрать самый подходящий вариант исполнения для самых различных фрезерных станков.
В заключение отметим, что шпиндель является сложной конструкцией, которая предназначена для фиксации различных элементом на момент работы.
Именно поэтому его выбору следует уделять довольно много внимания, так как некачественная и ненадежная конструкция не сможет прослужить в течение длительного периода. Следует уделять внимание и правильности установки, так как допущенные ошибки могут стать причиной появления самых различных дефектов.
Читайте также: