Можно ли приварить профлист к металлу
Обновлено: 21.09.2024
Долговечность покрытий зависит не только от качества используемого материала, но и от способа его монтажа. Если для установки профлиста правильно подобрать крепеж, которым его затем правильно закрепить к обрешетке, то полученная конструкция будет долговечной.
1 Виды крепежа для монтажа профнастила к металлическим прогонам
В настоящее время в качестве крепежа для профлиста применяются самые разнообразные метизы, каждый из которых имеет индивидуальный способ установки и обладает определенной прочностью. Помимо различного материала изготовления они в первую очередь отличаются своей конструкций, что и является главным фактором при выборе конкретного крепежа для использования в тех или иных целях. На сегодняшний день метизная промышленность выпускает такие виды крепежа для профлиста как всевозможные заклепки, кровельные гвозди, саморезы, дюбеля и шурупы. Причем, чтобы выполнить крепление правильно, следует использовать только специально предназначенный для этого крепеж. Применение иного вида крепежных изделий может привести к некачественному монтажу профлиста, что сильно сократит срок службы кровли или забора.

При крепеже профлиста к металлическим прогонам используют саморезы и заклепки. Самым распространенным крепежным элементом является саморез (в том числе при креплении к деревянной обрешетке). Он удобен тем, что, в отличие от заклепки, для его установки не требуется предварительное сверление отверстия. Это возможно благодаря конструкции самореза – кончик его рабочей винтовой части заострен и выполняет роль сверла. Чтобы установить заклепку необходимо сначала просверлить отверстие, а перед этим предварительно накернить профлист (для точности сверления отверстия), что ведет к его деформации и порче защитного покрытия на нем. Саморез еще хорош тем, что его установка, в отличие от заклепки, может проводиться без специального инструмента, более проста и практически не требует особых навыков. Кроме того, в случае демонтажа выкрутить саморез очень просто и метиз может быть еще пригоден для дальнейшего использования, а вот расклепывание заклепки связано с определенными трудностями и неизменно приводит к повреждению профлиста и разрушению метиза.

Выше указанные особенности использования заклепок обусловили более узкую, чем для саморезов, область применения крепления профнастила клепанием. Этот метод актуален только в тех случаях, если по каким-либо причинам другие способы не могут быть применены. К примеру, заклепки незаменимы при крепеже профлиста на металлические каркас или прогоны, изготовленные из труб, уголков либо в виде полых сварных конструкций. В этом случае только клепание обеспечивает максимально качественный и быстрый монтаж профлиста. Это обусловило широкое применение заклепок при возведении заборов, где в качестве стоек используется различный металлический профиль.
2 Как правильно закрепить профлист
При монтаже саморезами следует использовать кровельные с резиновой прокладкой. Крепление профнастила к прогонам выполняют в нижнюю волну. Это позволяет обеспечить плотное его прилегание, а в случае обшивки стен или крыши к тому же снижает вероятность протечки в месте установки крепежа до минимума. Укладывать профлисты необходимо обязательно с нахлестом в 1–2 волны в ряду, а на стены и крышу еще и 10–20 см между рядами. В месте нахлеста профнастил соединяют между собой. Если это происходит по верхней волне, то обычно заклепками.

Обшивку стен и крыш можно выполнять как в горизонтальном, так и вертикальном направлении. В нижней и верхней части кровли (стены) листы крепят к обрешетке в каждую нижнюю волну, а для остальных допускается – через 1 или 2 волны. Количество крепежа для профлиста в последнем случае составляет примерно 6–8 штук на 1 м 2 . При креплении в нижней и верхней части количество метизов определяется длиной стены или края крыши и частотой волны профлиста.

При постройке забора профилист требуется монтировать примерно в 10 см от земли. Частота крепления для забора должна составлять не более двух волн. Количество крепежа зависит от высоты ограды.
После монтажа профнастила надо убрать стружку, образовавшуюся при сверлении или установке саморезов. Иначе коррозия металлической стружки может спровоцировать разрушение защитного слоя листов.
3 Технология крепления профлиста саморезами
Для вкручивания саморезов нельзя использовать дрели без регулятора крутящего момента и скорости вращения. При креплении профлиста к металлическим прогонам скорость вращения патрона шуруповерта не должна быть выше 1500 об/мин. Саморезы следует устанавливать перед вкручиванием и затем вворачивать перпендикулярно поверхности профлиста.

Использование саморезов без предварительного сверления отверстий возможно только для металлических прогонов с толщиной профиля до 2 мм.

Когда сооружают забор, то используют саморезы для профлиста большего диаметра, так как им приходится работать в условиях повышенной нагрузки, создаваемой ветром, и главным образом на разрыв. В случае монтажа профнастила на крышу саморез в основном работает на сдвиг, поэтому допустимо обойтись изделиями меньшего диаметра.
4 Крепление профлистов заклепками
Профлист крепится к обрешетке или к другому профлисту заклепками с использованием строительного специального ручного пистолета (заклепочного) после предварительного сверления отверстий. Совсем недавно процесс соединения деталей клепанием было достаточно сложен, так как требовал одновременного огромного ударного усилия с обеих концов крепежа (со стороны каждого из соединяемых изделий). Современные заклепки и клепочный инструмент обеспечивают прочное и надежное крепление выполнением установочной операции лишь с одной стороны, по месту проведения соединения. Сминание крепежа профлиста и формирование его шляпки осуществляется при втягивании заклепки внутрь пистолета. При таком способе крепления нет необходимости просверливать полый металлический профиль (трубы, квадрат и другой) насквозь – достаточно просверлить только одну его стенку (со стороны монтажа).
Очень важно правильно выбрать заклепки. При этом в первую очередь следует учитывать вес (толщину) профнастила, потому что именно от этой характеристики зависит подбор диаметра метиза и материала, из которого должен быть изготовлен крепеж. Чем больше будет диаметр заклепки, тем более долговечное и надежное крепление удастся сделать с ее помощью. Изготавливают данные крепежные изделия из оцинкованной стали и алюминия. Выпускаемые заклепки по типу буртика делятся на виды:

- с широким – обеспечивают формирование максимально прочного и надежного соединения;
- с потайным – используются в тех случаях, когда в месте крепления необходимо получить гладкую и эстетичного вида поверхность;
- со стандартным – являются универсальным крепежом, который может использоваться в любых ситуациях.
Чтобы правильно выполнить крепеж профлистов, также необходимо выбирать заклепки по длине. Перед развальцовкой, после установки в подготовленное отверстие конец их стержня должен выступать над местом крепления приблизительно на 10 мм. Меньшая длина не позволит создать достаточно прочный и надежный наплывной элемент (шляпку), а большая приведет к тому, что развальцовывание конца произойдет выше поверхности соединяемого материала (не будет жесткой фиксации профлиста к обрешетке). Поэтому, чтобы правильно выбрать заклепку по длине, необходимо учитывать общую толщину скрепляемых материалов.
При выборе заклепок также обращают внимание на их цвет, чтобы он был в тон профлиста. Это позволяет достичь незаметности места соединения и тем самым существенно повысить эстетичность внешнего вида кровли, ограждения или других конструкций.
Особенности сваривания металла с оцинковкой

Сварка металла
Сварка оцинкованного металла востребована во многих отраслях промышленности. Сам процесс считается достаточно сложным, что объясняется разницей в температурах плавления защитного покрытия и основного материала. Режим функционирования оборудования выбирают в соответствии с составом, условиями эксплуатации и другими параметрами детали.
.jpg)
В чем проблема свариваемости оцинковки
Антикоррозионный слой наносится на сталь несколькими способами. В зависимости от этого толщина покрытия может составлять 2-150 микрон. Оцинковка прожигается легко, температура ее плавления на 200 °С ниже, чем у стали. При использовании стандартных технологий сварки покрытие разрушается. Поэтому его нужно обрабатывать защитным флюсом, не позволяющим поверхности перегреваться.
Трудность сварки заключается и в выделении токсичных паров при повышении температуры цинкового слоя. На первых этапах покрытие размягчается, на последующих – принимает газообразное состояние. Сварщик должен использовать маску с принудительной подачей воздуха. Работы рекомендуется выполнять на улице или в хорошо проветриваемом помещении.
Нужно ли удалять покрытие
Расплавленный цинк, попадающий в сварочную ванну, разрыхляет шов, делая его хрупким. Чтобы металл не попал в рабочую область, края свариваемых деталей тщательно зачищают. Удаление антикоррозионного покрытия – важный этап подготовки элементов к соединению.
Применяют следующие способы очистки:
- Горячий. Края деталей перед сваркой обрабатывают газовой горелкой. Метод помогает быстро удалить покрытие, однако при работе образуется большое количество токсичных паров.
- Химический. Деталь обрабатывают щелочным или кислотным составом. После этого поверхности тщательно промывают и просушивают.
- Механический. Оцинковку удаляют металлической щеткой, наждачной бумагой или болгаркой со специальной насадкой.

Обработке подвергают только края, остальные части листа не трогают, ведь очищенные от покрытия места быстро подвергаются коррозии.
Правила и особенности сварочных работ
Перед началом процесса необходимо ознакомиться со следующими нюансами процесса:
- Сложность подбора температуры воздействия. Цинк может начать расплавляться при +400 °С. Если слегка повысить температуру, покрытие начинает прогорать и испаряться. Это препятствует образованию прочного шва. Соединение получается пористым, покрывается трещинами.
- Нестабильность электрической дуги. Подобрать правильный режим работы аппарата может только опытный сварщик. Начинающим мастерам рекомендуется применять покрытые электроды, газовую защитную среду или присадочный материал. Последний вариант используют при необходимости формирования шва высокого качества.
- Сложность устранения отверстий. Поврежденные места листа предварительно очищают от загрязнений, следов ржавчины и масел. При большом диаметре дефекта применяют металлические вставки, которые закрепляют точечным методом. При толщине детали более 2 мм используют пробки или перегородки из низкоуглеродистой стали. Небольшие отверстия рассверливают до нужного размера. Внутренние поверхности дефектов не должны иметь резьбы.
Насколько это вредно
В чистом виде цинк является малотоксичным, однако в процессе сварки он вступает в реакции с кислородом и азотом. При вдыхании паров развиваются тяжелые отравления.

Хроническая интоксикация соединениями цинка способствует возникновению следующих последствий:
- поражения органов дыхания;
- токсического воспаления легких;
- пневмосклероза;
- отека легких;
- аллергических реакций;
- онкологических заболеваний;
- патологий кроветворной системы.
При остром отравлении присутствует риск летального исхода. Соблюдение техники безопасности делает риск возникновения опасных последствий минимальным.
При появлении признаков отравления прекращают сварку, обращаются к врачу.
Разновидности подходящих электродов
При сварке оцинковки полуавтоматом стандартные стержни для железа и стали не используют. Нужны специализированные электроды и расходные материалы с рутиловой обработкой.
Для оцинкованной низкоуглеродистой стали предназначены стержни следующих марок:
- АНО-4, используемые для сварки оцинкованной стали под переменным или постоянным током;
- МР-3, требующие напряжения холостого хода более 50 В;
- ОЗС-4, применяемые в сочетании с присадочной проволокой СВ08 или СВ08А;
- УОНИ-13/45,55, ДСК-50, обработанные большим количеством флюса.

Последний тип электродов используется при соединении деталей из любых типов оцинкованной стали, в том числе сварка высокоуглеродистых сталей.
Он помогает получить долговечный прочный шов. В состав стержней входят фтористые соединения и карбонаты. Ими варят листы любой толщины. Толстый металл обрабатывают в несколько проходов.
Сварочное оборудование для оцинкованного металла
Перед началом работы подготавливают следующие приспособления и инструменты:
- сварочный полуавтомат или инвертор, выдающие необходимые напряжение и силу тока;
- газовую горелку;
- баллоны с аргоном и ацетиленом;
- держатель электродов, механизм подачи расходного материала;
- шланг для подсоединения держателя к баллону.

Рекомендуется использовать сварочный агрегат с установленными параметрами тока. Это упрощает процесс настройки оборудования. Эта функция необходима начинающему сварщику, не имеющему опыта сварки оцинковки.
Подготовительные работы
Перед началом сварки детали подготавливают следующим образом:
- При толщине элемента более 5 мм делают скос под наклоном 80° на расстоянии 1 мм от края.
- Очищают торцевые части от грязи и пыли. Удаляют заусенцы, выравнивают кромки.
- Обезжиривают поверхности химическими средствами.
- Соединяют свариваемые детали, выставляя их в положении, требуемом для сварки. Зазор между кромками должен составлять 3 мм.
- Равномерно распределяют флюс вдоль будущего шва. Толщина слоя должна составлять 2 мм, ширина – 20 мм.
Способы сварки оцинковки
Для соединения деталей из этого материала используют как ручное, так и полуавтоматическое оборудование.
Ручная дуговая
Важную роль в этом случае играют правильный выбор электродов, опыт сварщика. Работать нужно быстро и аккуратно. При снижении скорости сварки могут возникать прожоги. При слишком быстром ведении стержня шов получается неоднородным.

При соединении деталей дуговым методом учитывают следующие моменты:
- Торцевые части тонкостенных деталей в предварительной обработке не нуждаются.
- При работе с толстыми заготовками необходимо снятие фаски. Это делают частично, не создавая острых краев. Скос при установке торцов встык должен образовывать канавку, заполняющуюся расплавом при сварке.
- Электроды выбирают с учетом толщины детали. Диаметр сопла газовой горелки при работе с оцинковкой должен быть на 2 размера меньше такового при сварке черного металла.
- При сварке без удаления защитного слоя напыление не должно закипать. Пламя направляют не на деталь, а на присадочную проволоку.
- После завершения процесса остатки флюса удаляют.
Полуавтоматический аппарат
Сварка с использованием подобного оборудования ведется в среде аргона или углекислого газа. Диаметр присадочного материала выбирают в соответствии с толщиной элементов.
Процесс соединения деталей имеет следующие особенности:
- Тонколистовые изделия сваривают точечно. Это снижает вероятность прожога.
- Качественное сварное соединение при низком напряжении формируется только с использованием присадочного материала. Диаметр прутка должен быть меньше требуемого на 0,2 мм.
- При сварке полуавтоматом без защитного газа применяют флюсы.
- К металлической детали подсоединяют плюсовой контакт, к проволоке – минусовой.

К положительным сторонам полуавтоматической сварки относятся:
- возможность соединения элементов в газовой атмосфере или без таковой;
- высокое качество получаемого соединения (шов получается равномерным, прочным, эстетичным);
- возможность тонкой настройки напряжения и силы тока.
К недостаткам относят невозможность применения метода в ветреную погоду, необходимость использования объемных газовых баллонов, потребность в применении жестких шлангов для подачи газа.
Использование инвертора
Таким методом можно сваривать тонкостенные детали. Подключение выполняют так: к отрицательной клемме подсоединяют обрабатываемую деталь, к положительной – электрод. Сварка ведется с током обратной полярности. При правильной подготовке аппарата дуга зажигается за несколько секунд, стержень нагревается быстро.

При сварке оцинковки инвертором учитывают такие особенности:
- при обработке металла стержнями малой толщины стык получается равномерным;
- сварочную проволоку ведут вдоль поверхности плавно, не меняя скорость;
- в процессе работы не делают резких движений, способных разрушить защитное покрытие;
- угол наклона стержня по отношению к обрабатываемой поверхности не должен превышать 45° (это минимизирует вероятность появления сквозных дефектов).
Контактная сварка
Метод используют для соединения деталей любой толщины, однако лучше всего работать с тонкостенными заготовками. Для контактной сварки применяют электроды с маркировками БрХЦр или БрХ. Аппараты функционируют на переменном или постоянном токе.
Необходимость надежно соединять между собой металлические предметы возникает на разных производствах. Одним из эффективных способов, позволяющих это сделать, является сварка трением.
Оборудование для сварки тонких листов снабжается 3 дополнительными режимами:
- предварительным нагревом обрабатываемого участка;
- сваркой;
- заключительной высокотемпературной обработкой.

Прочность соединения при контактной сварке выше, чем у самих деталей. Поэтому такой метод часто используют при кузовном ремонте. Способ обеспечивает равномерное проваривание по всей длине соединения, в чем заключается его основное преимущество перед ручной сваркой. При соединении толстых листов применяют проковку – ударное воздействие на шов в процессе затвердевания, осуществляющееся с помощью кувалды. Главным недостатком контактных аппаратов считают высокое энергопотребление.
Газовая горелка
Технологию применяют в тех случаях, когда удаление цинкового слоя недопустимо. При работе с газовой горелкой применяют флюс.
Сварку осуществляют так:
- Очищают края заготовок от пыли, загрязнений и жира. На обработанные поверхности наносят слой паяльной кислоты. Он должен равномерно покрывать место будущего шва. Только так можно защитить оцинковочный слой от окисления и испарения.
- Прикладывают присадочный пруток к обрабатываемому участку. Проволоку расплавляют, чтобы она надежно скрепляла заготовки. Для этого пламя горелки направляют на пруток. Нагревать обработанные флюсом поверхности нельзя.
- При нарушении защитного покрытия его своевременно восстанавливают. Это исключает появление ржавчины в дальнейшем. После полного остывания детали поврежденные места обрабатывают антикоррозионным средством.

С помощью присадок
Сварочная проволока способствует формированию прочного соединения между толстыми деталями. Расходный материал должен обладать низкой температурой плавления. Это предотвратит испарение защитного покрытия. Сварочный процесс напоминает пайку.
При работе с оцинковкой используют следующие типы присадочного материала:
- CuSi₃ – медно-кремниевая проволока. Содержание цветного металла достигает 50%. Прочность получаемого шва не слишком высока, однако он легко поддается дополнительной обработке. Кремний делает проволоку текучей, поэтому при работе следует соблюдать осторожность.
- ОК Autrod 19.30. Расходный материал создан специально для сварки оцинковки. Проволока содержит марганец, кремний и серу, повышающие прочность сварного соединения.
- CuSi₂Mn. Благодаря легирующим компонентам, проволока формирует однородный прочный шов. Однако последующая обработка соединения вызывает затруднения.
- CuAl8. Присадку используют для сварки изделий из стали, покрытой цинк-алюминиевым слоем.
Особенности соединения оцинкованных труб
Покрытые защитным составом стальные элементы трубопровода соединяют так:
- Подключают горелку, прогревают края деталей на расстояние не менее 30 см от торцов. Процедуру завершают, когда флюс становится прозрачным.
- Присадочный материал прикладывают к торцам, расплавляют его горелкой. Полужидкий материал должен заполнить зазор между трубами.
- Дожидаются затвердевания шва, выполняют заключительную обработку.
Горелку держат под наклоном не более 95°, проволоку подают под углом 15-30°.
Можно ли приваривать к черному металлу
Для получения надежного соединения между деталями из разных материалов применяют такие методы:
- ММА-сварку с покрытыми электродами;
- аргонодуговую технологию;
- TIG-сварку с неплавкими вольфрамовыми стержнями.
При использовании первого метода приобретают стержни, предназначенные для соединения нержавеющих сталей с черными металлами. Лучшим же вариантом считают ведение сварки в газовой среде. Для этого потребуется соответствующий аппарат. Аргон защищает сварочную ванну от окисления. При отсутствии защиты прочно приварить разнородные детали друг к другу не получится.
Как правильно сваривать листы оцинкованной стали?

Крепление материала
Сегодня для выполнения многих работ применяется специальная конструкционная оцинкованная сталь, которая имеет надежную защиту от коррозии. Она не только устойчивее, но и отличается более низкой ценой, чем традиционная нержавеющая сталь, что часто является решающим фактором при выборе материалов. Внешний вид такой стали более привлекательный, она имеет на поверхности аккуратный слой оцинковки. Для нанесения цинка используются разные методы: напыление, горячее цинкование, гальванизация. Толщина слоя также может быть различной.

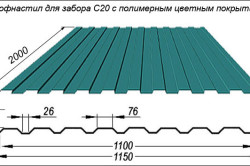
Оцинкованный профнастил не подвержен ржавлению.
Как и любой другой материал, оцинковка может потребовать выполнения ремонтных работ. Чаще всего они связаны с тем, что на поверхности металла появляются трещины, рваные отверстия. Порой при строительстве возникает необходимость соединения двух листов в единое целое. Для обеспечения герметичности поверхности применяется сварка оцинкованной стали, которая обладает многими особенностями. Работа эта трудоемкая и требует опыта.
Технология сварочных работ
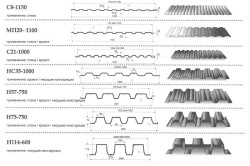
Марки профнастила: С, МП, НС, Н.
Любая сварка — это сложный технологический процесс, а для оцинкованной стали он осложняется еще и тем, что необходимо работать с таким тонким защитным покрытием, как цинк. Особенность сварки в том, что оцинковка начинает плавиться уже при температуре в 420°C, а при 906°C она кипит и испаряется. Все это оказывает негативное влияние на качество сварного шва, в котором образуются микротрещины, швы, прочие дефекты. Пайка стали с оцинковкой требует не только других температур, но и использования специальной защищенной газовой среды. Поэтому для более эффективной сварки применяют присадочную проволоку с медью. Самыми лучшими в данном случае являются алюминиево-бронзовые и медно-кремниевые проволоки.
Если применять присадочную проволоку, то сварка будет правильной. Такой метод объясняется целым списком достоинств:
- не возникает коррозии шва при выполнении работы;
- разбрызгивание минимальное;
- выгорание покрытия малое;
- малое тепловложение;
- пайка стали требует простую последующую обработку;
- обеспечивается катодная защита материала.
При выполнении сварки цинк попадает в специальную сварочную ванну, а это приводит к образованию трещин, пор в сварном шве. Поэтому перед работой слой цинка следует удалить при помощи газовой горелки, абразивного круга, щеток. Есть и химические способы, то есть использование кислоты, которая потом нейтрализуется при помощи щелочи, место промывается водой, высушивается.
Внимание следует обратить и на выбор электродов, которые будут использоваться для выполнения сварки.
Чтобы пайка стали с оцинковкой была выполнена правильно, необходимо использовать электроды из низкоуглеродистой стали, которые имеют рутиловое покрытие типа АНО-4, ОЭС-4, МР-3.
Цифровая часть маркировки соответствует высоте волны.
Если сталь низколегированная, то надо брать электроды с покрытием такого типа, как УОНИ-13/45, ДСК-50, УОНИ-13/55 и пр.
Чтобы при сварке не появлялись поры, которые ослабляют соединение, ток надо увеличивать на 10-50 А в сравнении с обычной сваркой, зазор между кромками также увеличивается в два раза. Скорость сварки ниже на 10-20%, поэтому следует проявлять внимательность. Техника сварки применяется возвратно-поступательная, она позволяет предотвратить выгорание слоя цинка на окружающем пространстве листа. С толстых листов слой цинка необходимо снимать полностью, чтобы шов получился бездефектным.
Сварка трещин, отверстий
Стальной лист отличается большой прочностью, но даже в этом случае нельзя гарантировать отсутствие трещин и других дефектов, рваных отверстий. Такой ремонт, как правило, необходим для листов обшивки, ограждений, кровельного покрытия. Но заварка оцинкованной поверхности без должной подготовки и опыта приведет только к тому, что дефекты начнут мгновенно распространяться при малейших колебаниях температуры. Поэтому при сварке трещин стального оцинкованного листа необходимо руководствоваться ГОСТами 5264 и 11534.
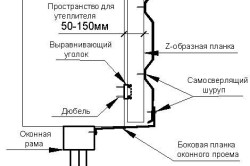
Схема монтажа профнастила.
Перед началом работ трещину тщательно осматривают, определяют ее границы. Это можно сделать газовой горелкой, при температуре в 100-150°C отлично проявляются все границы. После этого следует засверлить трещину при помощи сверла с диаметром в 6-10 мм. Если толщина листа составляет от 100-125 мм, то необходимо использовать сверло, диаметр которого составляет 20-25 мм.
Для трещин, длина которых составляет от 300 мм, используют обратноступенчатый метод. Производится подварка шва, срезаются все наплывы, черновины, шлак. Сварной шов для оцинковки должен быть ровным и аккуратным, перепады высоты допускаются до 2 мм при условии, что все перепады будут плавными. В конструкциях, где есть жесткие связи, необходимо удалить ряд заклепок по сторонам от трещины. После того как пайка стали будет окончена, необходимо связи и заклепки установить на место, проверяя надежность соединений.
Заварка и обварка отверстий
В некоторых случаях требуется выполнить для оцинкованного листа заварку и обварку отверстий, проделанных в нем. Здесь применимо несколько приемов, но в любом случае учитывается глубина и диаметр отверстий:
Сварка стали в области отверстий предполагает их предварительную очистку от следов ржавчины, масел или грязи. Если отверстия не перегораживаются пластинами, то с одной стороны необходимо поставить флюсовую подушку, огнеупорную прокладку. Заварка производится только в нижнем положении, электрод должен стоять под углом в 30-40 градусов. Если используется прокладка, то ее надо приваривать по периметру с двух сторон. Обварка производится электродуговой сваркой в один слой с небольшим напуском на кромки. При вертикальном положении лучше всего проводить варку в два приема.
О каких мерах безопасности нельзя забывать?

Схема фронтона из профнастила.
Цинкование, или нанесение слоя цинка на поверхность металлического листа, используется для того, чтобы защитить материал от коррозии. Обычно толщина защитного слоя составляет 3-150 мкм, при покупке изделия необходимо обращать внимание на это значение, оно указывается производителем. При выполнении сварки покрытие не только кипит, но и испаряется, оно загрязняет при этом воздух. Поэтому следует использовать индивидуальные средства защиты, потому что испарения цинка могут привести к удушью. Место, где производится пайка стали с оцинковкой, должно отлично проветриваться либо снабжаться вентиляцией. Лучше всего проводить работы на свежем воздухе, если есть такая возможность.
Сварка оцинкованного металла требует наличия определенных знаний и опыта. Проблема состоит в том, что оцинкованный слой легко повредить, а при выполнении работы требуется использовать в обязательном порядке индивидуальные средства защиты.
Данным методом можно не только соединять листы оцинкованной стали, но заваривать отверстия, провести ремонтные работы по удалению трещин и других дефектов. Но осторожность в любом случае не будет лишней, так как cварка — процесс ответственный.
Читайте также: