Надфиль по металлу гост
Обновлено: 04.10.2024
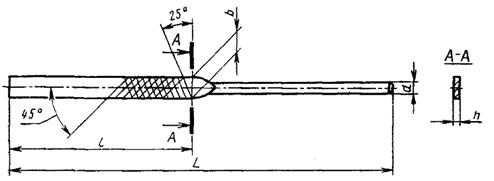
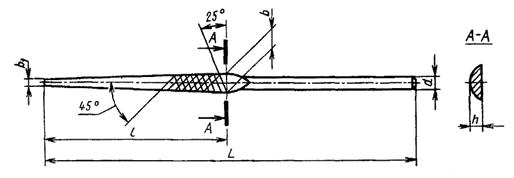
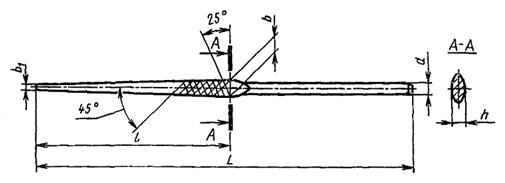
2.1. Надфили должны иметь двойную насечку: основную - под углом 25° и вспомогательную - под углом 45°.
Узкие стороны плоских и ножовочных надфилей и овальные стороны пазовых надфилей должны иметь одинарную (основную) насечку.
Круглые и овальные надфили, полукруглая сторона полукруглых надфилей могут иметь одинарную (основную) насечку, кроме того круглые надфили могут иметь также спиральную одинарную насечку под углом 20 + 5°.
(Измененная редакция, Изм. № 2).
2.2. Расположение основной и вспомогательной насечек зубьев надфилей должно соответствовать указанному на черт. 1.
2.3. Надфили должны изготовляться десяти номеров насечек: 00; 0; 1; 2; 3; 4; 5; 6; 7; 8.
2.4. Количество основных и вспомогательных насечек на 10 мм длины должно соответствовать указанному в табл. 1.
Количество насечек на 10 мм длины
В зависимости от длины рабочей части надфили должны иметь номера насечек, указанные в табл. 2.
2.5. Размеры надфилей должны соответствовать черт. 2 - 12 и табл. 3 - 13.
Плоские тупоносые надфили
Пример условного обозначения плоского тупоносого надфиля с длиной рабочей части l = 80 мм, с насечкой № 2:
Надфиль 2826-0034 ГОСТ 1513-77
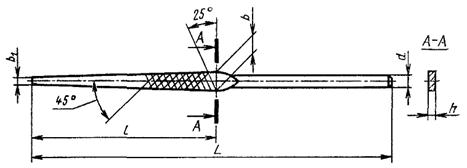
Плоские остроносые надфили
b 1 , не более
Примечани е. По заказу потребителя допускается изготовление надфилей с постоянным сечением по b на длине 1/2 l .
Пример условного обозначения надфилей плоского остроносого с длиной рабочей части 80 мм, с насечкой № 2:
Надфиль 2826-0054 ГОСТ 1513-77
Квадратные надфили
1. По заказу потребителя допускается изготовление надфилей с постоянным сечением по b на длине 1/2 l .
2. Допускается надфили с длиной рабочей части l = 80 мм изготовлять с шириной стороны b = 3,00 мм.
(Введено дополнительно, Изм. № 3).
Пример условного обозначения квадратного надфиля с длиной рабочей части 80 мм, с насечкой № 2:
Надфиль 2827-0074 ГОСТ 1513-77
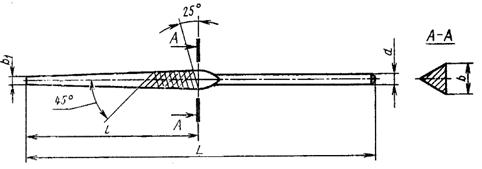
Трехгранные надфили
2. Допускается надфили с длиной рабочей части l = 80 мм изготовлять с шириной стороны b = 4,0 мм.
Пример условного обозначения трехгранного надфиля с длиной рабочей части 80 мм, с насечкой № 2:
Надфиль 2827-0094 ГОСТ 1513-77
Трехгранные односторонние надфили
Пример условного обозначения трехгранного одностороннего надфиля с длиной рабочей части 80 мм, с насечкой № 2:
Надфиль 2827-0114 ГОСТ 1513-77
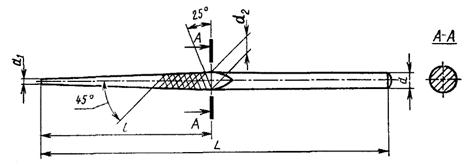
Круглые надфили
d 1 , не более
Примечани е. По заказу потребителя допускается изготовление надфилей с постоянным сечением по d на длине 1/2 l .
Пример условного обозначения надфиля круглого с длиной рабочей части 80 мм, с насечкой № 2:
Полукруглые надфили
Пример условного обозначения надфиля полукруглого с длиной рабочей части 80 мм, с насечкой № 2:
Ромбические надфили
Пример условного обозначения надфиля ромбического с длиной рабочей части 80 мм, с насечкой № 2:
Надфиль 2827-0134 ГОСТ 1513-77
Ножовочные надфили
Пример условного обозначения ножовочного надфиля с длиной рабочей части 80 мм, с насечкой № 2:
Овальные надфили
Пример условного обозначения надфиля овального с длиной рабочей части 80 мм, с насечкой № 2:
Пазовые надфили
* Размер для справок.
Пример условного обозначения надфиля пазового с длиной рабочей части 80 мм, с насечкой № 2:
2.4, 2.5. (Измененная редакция, Изм. № 1, 2).
3. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
(Введен дополнительно, Изм. № 2).
3.1. Надфили должны изготовляться из инструментальной легированной стали марки 13Х по ГОСТ 5950 или из углеродистой стали марок У12, У12А, У13, У13А по ГOCT 1435.
(Измененная редакция, Изм. № 4).
Твердость контрольной пластинки должна быть:
для проверки надфилей, изготовленных из легированной стали - не менее 58 HRСэ, изготовленных из углеродистой стали методом насекания - не менее 58 HRCэ, методом нарезания - не менее 55 HRCэ.
(Измененная редакция, Изм. № 1, 2).
3.3. На поверхностях надфилей не должно быть трещин. На рабочей поверхности надфилей не должно быть заусенцев, черновин и следов коррозии.
3.4. Отношение высоты зуба к нормальному шагу основной насечки должно быть не менее 0,47 для надфилей с насеченными зубьями и не менее 0,45 для надфилей с нарезанными зубьями.
Насечка на расстоянии до 3 мм от носка не контролируется.
3.5. Передний угол зуба надфиля, измеренный в сечении (по вершине зуба), перпендикулярном к направлению основной насечки, может быть отрицательным, но не должен превышать:
у надфилей с нарезанными зубьями - минус 18°,
у надфилей с насеченными зубьями - минус 12°.
3.6. Предельные отклонения размеров надфилей должны быть не более, мм:
длины рабочей части l. ± 3
общей длины L. -7
размеров b, d, а для круглых надфилей размера d2. +0,2
плоских, трехгранных односторонних, полукруглых, ромбических,
ножовочных, овальных. +0,1
разности ширин двух смежных сторон при большом угле ромбического
3.7. Предельные отклонения:
угла наклона насечки 25°, 45°. ±2°;
числа основных и вспомогательных насечек на 10 мм длины. ±2 насечки.
3.6, 3.7. (Измененная редакция, Изм. № 2).
3.8. (Исключен, Изм. № 4).
3.9. Отклонение от прямолинейности рабочих поверхностей надфиля, не должно быть более 0,2 мм, хвостовика - 0,3 мм.
Отклонение от прямолинейности проверяется на длине насечки.
(Измененная редакция, Изм. № 1).
3.10. (Исключен, Изм. № 4).
3.12. На поверхности круглых надфилей и на поверхности выпуклой стороны полукруглых надфилей при насечке рядками, насечки соседних рядков должны перекрывать друг друга.
3.13. Отклонение от перпендикулярности узких сторон плоских надфилей относительно широких не должно превышать 2°.
3.14. (Исключен, Изм. № 4).
3.15. По заказу потребителя допускается изготавливать надфили с укороченным на 40 % хвостовиком для использования их при работе с цанговыми ручками.
3.16. Длина ненасеченного участка надфиля от начала зоны сопряжения рабочей и хвостовой части до начала основной насечки должна быть не более 8 мм.
3.17. Разность между наибольшим и наименьшим значениями осевого шага основной или вспомогательной насечки на любом участке рассматриваемой стороны не должна превышать 10 % номинального значения осевого шага.
3.18. Средний и установленный ресурсы надфилей, изготовленных из углеродистой стали, при условиях испытаний, указанных в разд. 5, должны быть соответственно:
138 и 62 мин - для надфилей с насечкой, образованной методом насекания;
92 и 41 мин - для надфилей с насечкой, образованной методом нарезания.
3.19. Критерием предельного состояния надфилей является потеря сцепляемости с контрольной пластинкой, твердостью указанной в п. 3.2.
3.18, 3.19. (Измененная редакция, Изм. № 3).
3.20. На ненасеченной части надфиля или хвостовике должны быть четко нанесены:
товарный знак предприятия-изготовителя, марка стали 13Х (марки стали У12, У12А, У13, У13А не маркируют), номер насечки.
3.21. При упаковывании надфили должны быть отделены одна от другого.
(Измененная редакция, Изм. № 3, 4).
3.22. На потребительской таре должна быть указана твердость надфилей.
3.16 - 3.24. (Введены дополнительно, Изм. № 2).
4. ПРИЕМКА
(Измененная редакция, Изм. № 3).
4.2. (Исключен, Изм. № 3).
4.3. Периодические испытания, в том числе испытания на средний ресурс следует проводить один раз в 3 года, не менее чем на 5 надфилях, на установленный ресурс - один раз в год не менее чем на 5 надфилях.
Испытаниям подвергают по 5 шт. плоских тупоносых надфилей по двум широким сторонам, изготовленных методом нарезания и насекания.
5. МЕТОДЫ КОНТРОЛЯ И ИСПЫТАНИЙ
5.1. Контроль внешнего вида осуществляется визуально.
при измерении линейных размеров - значений, указанных в ГОСТ 8.051;
при измерении углов - 35 % значения допуска на проверяемый угол;
при контроле формы и расположения поверхностей - 25 % значения допуска на проверяемый параметр.
5.3. Ширина и толщина надфилей измеряются на ненасеченном участке рабочей части.
5.4. Отношение высоты зуба к нормальному шагу основной насечки на расстоянии до 3 мм от носка надфиля не контролируется.
5.5. Испытания надфилей на работоспособность проводят по сцепляемости с контрольной пластинкой твердостью, указанной в п. 3.2.
Пластину широкой стороной проводят по зубьям надфиля от носка к хвостовику. При этом на зубьях надфиля не должна быть следов смятия или выкрашивания их на вершинах.
Испытания надфилей на средний и установленный ресурсы должны проводиться на специальных испытательных станках, которые должны соответствовать установленным для них нормам точности и жесткости.
5.6. Насечка надфиля, подвергаемого испытанию, должна быть сухой.
5.8. Перед испытанием все стороны образца должны быть обработаны. Шероховатость обработанной поверхности образца не должна быть более Rz 10 мкм.
5.9. Прижимающее усилие при испытании надфилей должно быть равно 17, 15 Н (1,72 кгс).
5.10. Число рабочих ходов испытательного станка должно быть 55 - 60 в мин, длина рабочего хода устанавливается в зависимости от длины рабочей части испытываемого надфиля.
5.11. Испытываемый участок рабочей части надфиля должен начинаться на расстоянии 10 - 15 мм от ненасеченного участка.
5.12. Приемочное значение среднего и установленного ресурсов надфилей, изготовленных из углеродистой стали, должно быть соответственно:
162 и 74 мин - для надфилей с насечкой, образованной методом насекания;
108 и 49 мин - для надфилей с насечкой, образованной методом нарезания.
Поправочный коэффициент на средний и установленный ресурсы надфилей из стали 13Х равен 1,3.
Периодичность контроля при испытании на средний ресурс надфилей с насечкой, образованной методом насекания, - через каждые 9 мин после первых 74 мин; образованной методом нарезания - через каждые 6 мин после первых 49 мин.
6. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
Транспортирование и хранение надфилей - по ГОСТ 18088.
Разд. 4 - 6. (Измененная редакция, Изм. № 2).
Разд. 7. (Исключен, Изм. № 2).
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности
РАЗРАБОТЧИКИ
В.М. Пудов, Г.Я. Дубинская, Т.А. Лавренова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 27.09.77 № 2321
3. Срок проверки - 1993 г., периодичность проверки - 5 лет.
4. Стандарт полностью соответствует СТ СЭВ 1300-78 в части надфилей
Надфиль по металлу гост
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
Срок действия с 01.01.81
в части разд.2 - с 01.01.84
до 01.01.96*
________________________________
* Ограничение срока действия снято
по протоколу N 5-94 Межгосударственного Совета
по стандартизации, метрологии и сертификации.
(ИУС N 11-12, 1994 год). - Примечание "КОДЕКС".
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
Д.И Семенченко, Г.А.Астафьева, Н.И.Минаева, Т.А.Лавренова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 25.01.80 N 354
3. Срок проверки 1994 г., периодичность проверок - 5 лет
4. Стандарт полностью соответствует СТ СЭВ 1297-78.
* Вероятно, ошибка оригинала. Следует читать: ГОСТ 5.2270-75;
** Вероятно, ошибка оригинала. Следует читать: ГОСТ 5.1652-72. - Примечания изготовителя базы данных.
6. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка
7. Срок действия продлен до 01.01.96 Постановлением Госстандарта СССР от 06.03.90 N 353
8. ПЕРЕИЗДАНИЕ (май 1992 г.) с Изменениями N 1, 2, 3, 4, утвержденными в августе 1982 г., ноябре 1984 г., июле 1987 г., марте 1990 г. (ИУС 12-82, 2-85, 12-87, 6-90)
Настоящий стандарт распространяется на слесарные напильники общего назначения.
(Измененная редакция, Изм. N 3).
1. ТИПЫ
1.1. Напильники должны изготовляться типов:
1 - плоские; 2 - квадратные; 3 - трехгранные; 4 - ромбические; 5 - ножовочные; 6 - полукруглые; 7 - круглые.
1.2. Напильники изготовляют следующих исполнений по твердости (сцепляемостью с контрольной пластинкой):
2. ОСНОВНЫЕ ЭЛЕМЕНТЫ НАСЕЧЕК, НАРЕЗОК И РАЗМЕРЫ НАПИЛЬНИКОВ
2.1. Напильники должны иметь перекрестную (двойную) насечку, основную - под углом 65°, вспомогательную - под углом 45° к оси напильника.
Расположение основной и вспомогательной насечек зубьев напильников должно соответствовать указанному на черт.1.
2.2. Узкие стороны ножовочных и одна из узких сторон плоских напильников должны иметь одинарную насечку под углом 65°.
Количество насечек узких сторон должно быть равным количеству основных насечек широких сторон. Большая узкая сторона ножовочных напильников насекается только на параллельном участке.
2.3. Круглые напильники и полукруглая сторона полукруглых напильников могут изготовляться с насеченным или нарезанным зубом, а остальные типы - с насеченным зубом.
Круглые напильники могут иметь спиральную одинарную насечку с углом наклона (70±5)°.
Круглые напильники и полукруглая сторона полукруглых напильников могут иметь одинарную насечку номеров 3, 4 и 5.
Напильники с нарезанным зубом должны иметь перекрестную нарезку:
основную под углом 70°;
вспомогательную под углом 70°.
(Измененная редакция, Изм. N 4).
2.4. Напильники должны изготовляться:
шести номеров насечек - 0; 1; 2; 3; 4; 5;
четырех номеров нарезок - 0; 1; 2; 3.
2.5. Количество основных насечек или нарезок на 10 мм длины должно соответствовать табл.1.
2. ОСНОВНЫЕ ЭЛЕМЕНТЫ НАСЕЧЕК И РАЗМЕРЫ НАДФИЛЕЙ






ГОСТ 1513-77 Надфили. Технические условия

Настоящий стандарт распространяется на надфили, предназначенные для обработки металлов, изготовляемые для нужд народного хозяйства н экспорта.
(Измененная редакция, Изм. № 1,2).
Надфили должны изготовляться типов:
2. ОСНОВНЫЕ ЭЛЕМЕНТЫ НАСЕЧЕК Й РАЗМЕРЫ НАДФИЛЕЙ
2.1. Надфили должны иметь двойную насечку: основную — под углом 25° и вспомогательную — под углом 45°. Узкие стороны плоских и ножовочных надфилей и овальные стороны пазовых надфилей должны иметь одинарную (основную) * ★
® Издательство стандартов, 1977 @ Издательство стандартов, 1991 Переиздание с изменениями
Настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и распространен без разрешения Госстандарта СССР
Круглые и овальные надфили, полукруглая сторона полукруглых надфилей могут иметь одинарную (основную) насечку, кроме того круглые надфили могут иметь также спиральную одинарную насечку под углом 20+5°.
шшштш
2.3. Надфили должны изготовляться десяти номеров насечек: 00; 0; I; 2; 3; 4; 5; б; 7; 8.
Длина рабочей части, мм
( Измененная редакция, Изм. № 2).
2.6. Размеры надфилей должны соответствовать черт. 2—12 и табл. 3—13.

Пример условного обозначения плоского тупоносого надфиля с длиной рабочей части /=80 мм, с насечкой № 2:

Примечание. По заказу потребителя допускается изготовление надфилей с постоянным сечением по b на длине 1/2/.
Пример условного обозначения надфилей плоского остроносого с длиной рабочей части 80 мм, с насечкой* № 2:

1 По заказу потребителя допускается изготовление надфилей с постоянным сечением по b на длине 1/2 L
2. Допускается надфили с длиной рабочей части /=80 мм изготовлять с шириной стороны 5™ ЗДОмм,
(Введено дополнительно, Нам. № 3).
Пример условного обозначения квадратного над* филя с длиной рабочей части 80 мм, с насечкой № 2:

2827 0031 2827-0092
1. По заказу потребителя допускается изготовление надфилей с постоянным сечением по b на длине 1/2/.
2. Допускается надфили с длшюй рабочей части /==80 мм изготовлять с шириной стороны 6^4,0 мм.
(Введено дополнительно, Изм. JA 3),
Пример условного обозначения трехгранного надфиля с длиной рабочей части 80 мм, с насечкой № 2;

Примечание. По заказу потребителя допускается изготовление надфи* лей с постоянным сечением по Ь на длине 1/21.
Пример условного обозначения трехгранного од* постороннего надфиля с длиной рабочей части 80 мм, с насечкоА

Применяв- j МОСТЬ J
Примечание. По заказу потребителя допускается изготовление надфилей с постоянным сечением по d на длине 1/2 L
Примечание. По заказу потребителя допускается изготовление надфилей с постоянным сечением по b на длине 1/2 /.


Номера на-* сечеч
Пример условного обозначения ножовочной 0 надфиля с длиной рабочей части 80 мм, с насечкой № 2:

Продолжение табл. 12
Примечание. По заказу потребителя допускается изготовление надфилей с постоянным сечением по b на длине 1/21,

3. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
3.1а. Надфили должны изготовляться в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
3.1. Надфили должны изготовляться из инструментальной легированной стали марки 13Х по ГОСТ 5950 или из углеродистой стали марок У12, У12А, У13, У13А по ГОСТ 1435.
3.2. Твердость и острота зубьев надфиля должны обеспечить сцепляемость с контрольной пластинкой из сталей марок 13Х, У12, У12А, У13, У13А.
для проверки надфилей, изготовленных цз легированной .стали— не менее 58 HRC3, изготовленных нз углеродистой стали ме-
тодом насекания — не менее 58 HRC3, методом нарезания — не менее 55 HRC*.
3.3. На поверхностях надфилей не должно быть трещин. На рабочей поверхности надфилей не должно быть заусенцев, черно-вин и следов коррозии.
(Измененная редакция, Изм, № 4).
у надфилей с нарезанными зубьями — минус 18°,
у надфилей с насеченными зубьями — минус 12°.
длины рабочей части I . . . . ±3
общей длины L. —7
размеров b, d, а для круглых надфилей размера dt
плоских, трехгранных односторонних, полукруглых, ромбиче
ских, ножовочных, овальных
разности ширин двух смежных сторон при большом угле ромбического надфиля . 0.2
угла наклона насечки 25°, 45° . ±2°;
числа основных и вспомогательных насечек на 10 мм длины . . ±2 насечки.
3.9. Отклонение от прямолинейности рабочих поверхностей надфиля, не должно быть более 0,2 мм, хвостовика — 0,3 мм.
310. (Исключен, Изм. № 4).
3.11. По заказу потребителя хвостовики надфилей должны быть изготовлены с сетчатой накаткой 0,6 мм по ГОСТ 21474.
3.15. По заказу потребителя допускается изготавливать надфили с укороченным на 40% хвостовиком для использования их при работе с цанговыми ручками.
3.17. Разность между наибольшим и наименьшим значениями: осевого шага основной или вспомогательной насечки на любом.-участке рассматриваемой стороны не должна превышать 10% номинального значения осевого шага.
138 и 62 мин — для надфилей с насечкой, образованной мето/-
92 и 41 мин — для надфилей с насечкой, образованной методом нарезания.
3.19. Критерием предельного состояния надфилей является потеря сцёпляемости с контрольной пластинкой, твердостью указанной в п. 3.2.
3.20. На ненасеченной части надфиля илц хвостовике должны быть четко нанесены:
товарный знак предприятия-изготовителя, марка стали 13К (марки стали У12, У12А, У13, У13А не маркируют), номер насечки.
3.21. При упаковывании надфили должны быть отделены один от другого.
3.23. Внутренняя упаковка надфилей ВУ-1 по ГОСТ 9.014.
3.24. Остальные требования к упаковке, маркировке транспортной и потребительской тары по ГОСТ 18088.
3.16—3.24. (Введены дополнительно, Изм. № 2).
4.1. Правила приемки — по ГОСТ 23726.
4.3. Периодические испытания, в том числе испытания на средний ресурс следует проводить один раз в 3 года, не менее чем на 5 надфилях, на установленный ресурс —один раз в год не менее чем на 5 надфилях.
5. (МЕТОДЫ КОНТРОЛЯ И ИСПЫТАНИИ
5.2. При контроле параметров надфилей должны применяться методы и средства контроля, погрешность которых не должны быть более:
при измерении линейных размеров —. значений, указанных в ГОСТ 8.051;
при измерении углов — 35% значения допуска на проверяемый угол;
при контроле формы и расположения поверхностей - 25% значения допуска на проверяемый параметр.
5.3. Ширина и толщина надфилей измеряются на ненасечен-ном участке рабочей части.
Пластину широкой стороной проводят по зубьям надфиля от носка к хвостовику. При этом на зубьях надфиля не должно быть следов смятия или выкрашивания их на вершинах.
Испытания надфилей ша средний и установленный ресурсы должны проводиться на специальных испытательных станках, которые должны соответствовать установленным для них нормам точности и жесткости.
5.7. Надфили должны испытываться на образцах (брусках) из углеродистой стали марки У8 по ГОСТ 1435, твердостью 170— 187 НВ, сечением 5 X 10 мм.
5.8. Перед испытанием все стороны образца должны быть обработаны. Шероховатость обработанной Поверхности образца не должна быть более Rz 10 мкм.
5.9. Прижимающее усилие при испытании надфилей должно быть равно 17, 15 Н (1,72-кгс).
5.10. Число рабочих ходов испытательного станка должно быть 55—60 в мин, длина рабочего хода устанавливается в зависимости от длины рабочей части испытываемого надфиля.
5.11. Испытываемый участок рабочей части надфиля должен начинаться на расстоянии 10—15 мм от ненасеченного участка.
162 и 74 мин—для надфилей с насечкой, образованной методом насекания;
108 и 49 мин — для надфилей с насечкой, образованной методом нарезания.
Периодичность контроля при испытании на средний ресурс надфилей с насечкой, образованной методом насекания,— через каждые 9 мин после перрых 74 мин; образованной методом- нарезания-— через каждые 6 мин после первых 49 мин.
6. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
Транспортирование и хранение надфилей — по ГОСТ 18088.
Разд 4—6. (Измененная редакция, Изм. № 2).
В. М. Пудов, Г. Я- Дубинская, Т. А. Лавренова
ГОСТ 1465-80 Напильники. Технические условия

1—плоские; 2 — квадратные; 3 — трехгранные; 4 — ромбические; 5 — ножовочные; 6 — полукруглые; 7 — круглые.
© Издательство стандартов, 1980
© Издательство стандартов, 1992
Переиздание с изменениями
Настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и распространен без разрешения Госстандарта России
2. ОСНОВНЫЕ ЭЛЕМЕНТЫ НАСЕЧЕК, НАРЕЗОК И РАЗМЕРЫ НАПИЛЬНИКОВ
2.1. Напильники должны иметь перекрестную (двойную) насечку, основную —под углом 65°, вспомогательную — под углом 45° к оси напильника.
Расположение основной и вспомогательной насечек зубьев напильников должно соответствовать указанному на черт. 1.
( Измененная редакция, Изм. № 3J.
2.3. Круглые напильники и полукруглая сторона полукруглых напильников могут изготовляться с насеченным или нарезанным зубом, а остальные типы — с насеченным зубом.
Круглые напильники могут иметь спиральную одинарную насечку с углом наклона (70±5) °.
основную под углом 70 °;
вспомогательную под углам 70°.
шести номеров насечек — 0; 1; 2; 3; 4; 5;
четырех номеров нарезок — 0; 1; 2; 3.
2.5. Количество основных насечек или нарезок на 10 мм длины должно соответствовать табл. 1.
2.6. Количество вспомогательных насечек или нарезок на 10 мм длины в зависимости от количества основных насечек или нарезок должно соответствовать указанному в табл. 2.
2.7. Размеры напильников должны соответствовать черт. 2—10 и табл. 3—11:

Длина рабочей части н апнлышков в мм
Номера насечек или нарезок
Количество основных насечек или нарезок
Количество основных насечек
Количество вспоиогате1ыых насечек или нарезос
Количество вспомогатель-I ых насечек
Плоские тупоносые напильники

* Размер для справок
Примечание к черт. 2—6. Допускается выполнять хвостовики напильников с симметричным сечением любой формы, кроме круглой.

Продолжение табл. 3
Примечание к табл. 3 и 4. Значения, отмеченные знаком*, действует с 01.01.90.
Пример условного обозначения плоского тупоносого напильника с длиной рабочей части L=300 мм, с насечкой № It
Напильник 2820-0026 ГОСТ 1465—80
Плоские остроносые напильники

Продолжение табл 4
Пример условного обозначения плоского остроносого напильника с длиной рабочей части L = 300 мм, с насечкой
Напильник 2820-0076 ГОСТ 1465—80

L Допускается выполнять хвостовики напильников с сечением, повернутым на 45*.
2. Допускается по согласованию с потребителем изготовлять напялыпиш без оттянутого участка.

* Допускается изготовлять напильники со стороной квадрата соответственно
Пример условного обозначения квадратного им* пилышка с длиной рабочей части L=300 мм, с насечкой № 1:
Напильник 2821-0026 ГОСТ 1465—80

1. Размер b да» без учета фасок.
2. Допускается по согласованию с потребителем наготовит нашмыпгяи Шш
* Допускается изготовление напильников шириной 6» 12 мм.
** Действует с 01.01.90.
Пример условного обозначения трехгранного на* пильника с длиной рабочей части 300 мм, с насечкой № 1:
Напильник 2821-0076 ГОСТ 1465—80

* Ра мер для справок
Пример условного обозначения ромбического напильника с длиной рабочей части L—200 мм, с насечкой № 2:
Напильник 2821-0113 ГОСТ 1465—80

Примечание. Допускается выполнять хвостовики напильников метричным сечением любой формы, кроме круглой.
Продолжение табл. 8
Пример условного обозначения ножовочного напильника с длиной рабочей части L=200 мм, с насечкой Nk 2:
Напильник 2821-0143 ГОСТ 1465—80
Круглые напильники с насеченными зубьями

Примечание к черт, 8—10. Допускается выполнять хвостовики напильников с симметричным сечением любой формы, кроме круглой.
Примечание. Допускается по согласованию с потребителем изготовлять
напильники без оттянутого участка.
Продолжение табл. 9
* Допускается изготовлять напильники диаметрами соответственно d—14 мм и 16 мм.
Пример условного обозначения круглого напиль ника с длиной рабочей части L=300 мм, с насечкой № 1;
Напильник 2822-0026 ГОСТ 1465—80
Круглые напильники с нарезанными зубьями

Примечание. Допускается по согласованию с потребителем изготовлять напильники без оттянутого участка.
* Допускается изготовлять напильники соответственно диаметрами d=14 мм и 16 мм,
Пример условного обозначения круглого напиль* ника с длиной рабочей части L=300 мм, с нарезкой № 1:
Напильник 2822-0066 ГОСТ 1465—80

Продолжение табл, и *
* Действуют с 01.01.90.
Пример условного обозначения полукруглого напильника с длиной рабочей части L=300 мм, с насечкой № 1:
Напильник 2822-0141 ГОСТ 1465—80
Примечание. Для напильников исполнения 02 и 03 к условному обозначению добавляют индекс исполнения — 02 и 03.
(Измененная редакция, Изм. № 1, 3).
8. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
3.1. Напильники должны изготовляться в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
3.2. Напильники должны изготовляться из инструментальной углеродистой стали марок У13 или У13А по ГОСТ 1435—90 или из стали 13Х по ГОСТ 5950—73, профилей 1—7 по ГОСТ 5210—82.
3.3. Твердость и острота зубьев напильника должны обеспечивать сцепляемость их с контрольной пластинкой, изготовленной из стали той же марки, что и напильник трех исполнений по твердости: 58 HRC3, 60 НИСэ, 62 HRC3.
Примечание. Назначение напильников по твердости указано в справочном приложении.
3.2, 3.3. (Измененная редакция, Изм. № 4).
3.4. 3.5. (Исключены, Изм. № 3).
3.6. Твердость хвостовика напильника на участке от конца до середины его длины не должна превышать HRC3 36,5.
3.7. Отношение высоты зуба к нормальному шагу основной насечки или нарезки должно быть не менее 0,5.
3.8. Передний угол зуба напильника, измеренный в сечении (по вершине зуба), перпендикулярном к направлению основной насечки или нарезки и расположенном в середине длины рабочей части напильника, может быть отрицательным, но он не должен превышать минус 12° для напильников с насечкой № 0,1, 2 и минус 15° для напильников с насечкой № 3, 4, 5 и напильников с нарезанными зубьями.
3.9. Предельные отклонения размеров напильника не должны превышать, мм:
длины рабочей части L:
для напильников длиной до 150 мм . . . ±4
св. 150 до 300 мм . =ьб
ширины шюоюих, ножовочных, полукруглых, стороны трехгранник и квадратных, диаметра круглых и большой диагонали ромбических. . . . ±1,6; ±1,0*
толщины для плоских, ножовочных, полукруглых, малой диагонали для ромбических:
для напильников длиной до 150 мм . . * ±0,8; ±0,5*
св. 150 мм ±1,6; ±1,0*
разности ширин двух смежных сторон при большом угле ромбического нашильника . .1.
Допускается отклонение стороны трехгранных напильников длиной до 200 мм — 2,2 мм, св. 200 мм — 2,6 мм.
Примечание. Значения, отмеченные знаком*, действуют с 01,01.94.
(Измененная редакция, Изм.
ЗЛО. Предельные отклонения углов наклона насечки или нарезки не должны превышать ±2°,
Предельные отклонения числа основных насечек или нарезок на 10 мм длины напильника не должны превышать: для напильников с насечками или нарезками
№ 0, 1, 2, 3. плюс 1 на*
сечка или нарезка
для напильников с наоечками № 4 и 5 . . плюс 2 на
3.9, ЗЛО. (Измененная редакция, Изм. № 3).
3.11. (Исключен, Изм. №3).
3.12. Отклонение от прямолинейности не должно превышать: на неоттянутом участке рабочей части напильника 0,2 мм на
на узкой стороне для плоских и ножовочных напильников или по ребру для полукруглых и ромбических напильников 0,3 мм на 100 мм длины.
3.13. Расстояние конца носка напильника от плоскости неоття-нутой части соответствующей стороны напильника должно быть не менее, мм:
для плоских напильников
длиной рабочей части 100 мм. .0,10
длиной рабочей части св. 100 до 350 мм. 0,25
длиной рабочей части св. 350 мм. 0,5
для полукруглых напильников
длиной рабочей части 100 мм. 0,25
длиной рабочей части св. 100 до 300 мм и нагаилышюов круглых, квадратных, трехгранных
длиной рабочей части от 100 до 300 мм. 0,5
для напильников (кроме плоских) длиной рабочей части св.
3.14. На ребрах напильников плоских, квадратных, трехгранных, полукруглых и ромбических допускается наличие фаски, размеры которой не должны превышать приведенных в табл. 12.
размеры фаски для насечек и?и нарезок номеров
Длина рабочей части
(Измененная редакция, Изм. № 2, 4).
3.15. Отклонения от симметричности оси хвостовика относительно оси напильника не должно превышать, мм:
для напильников длиной до 300 мм. 0,8
для напильников длиной св. 300 мм. 1
3.16. На круглых напильниках и на выпуклой стороне полукруглых напильников насечки должны перекрывать одна другую.
3.17. На поверхностях напильника не должно быть трещин.
На рабочей поверхности напильника не должно быть заусенцев, черновин и следов коррозии.
Торец носка напильника должен быть защищен и не иметь сколов,
Острые кромки на хвостовике должны быть притуплены.
(Измененная редакция, Изм. № 2, 3, 4).
3.18. Разность между наибольшим и наименьшим значениями осевого шага основной или вспомогательной насечки на любом участке рассматриваемой стороны не должна превышать 10 % от номинального значения осевого шага.
3.19. Смещение заплечиков относительно друг друга вдоль оси напильника не должно превышать 1 мм.
3.20. Напильники изготовляются без ручек. Допускается по согласованию с потребителем изготовлять напильники с ручками. Ручки напильников должны изготовляться по чертежам предприятия-изготовителя.
3.21. Надежность напильников, изготовленных из углеродистой стали, определяется полным 95 %-ным ресурсом, равным 10000 рабочих ходов на одну сторону при условиях испытаний, указанных в разд. 5.
3.22. Критерием предельного состояния напильников является потеря производительности, выраженная нормой съема металла за 10 000 рабочих ходов, менее указанной в табл. 15.
Поправочный коэффициент на норму съема металла для напильников, изготовленных из стали 13Х, равен 1,4 по отношению к указанному в табл. 15.
3.23. На ненасеченной или ненарезанной части каждого напильника или на хвостовике около заплечиков должен быть четко нанесен товарный знак предприятия-изготовителя и марка стали для напильников из стали 13Х-
3.24. При упаковывании напильники должны быть отделены один от другого.
3.25. На потребительской таре должна быть указана твердость напильников.
3.21 —3.25. (Измененная редакция, Изм. № 4).
3.26. (Исключен, Изм. № 4).
3.27. Внутренняя упаковка напильников — ВУ-1 по ГОСТ 9.014—78.
3.28. Остальные требования к упаковке и маркировке транспортной и потребительской тары — по ГОСТ 18088—83.
3.21—3.28. (Введены дополнительно, Изм. № 3).
4.1. Правила приемки — по ГОСТ 23726—79.
4.2. Периодические испытания, в том числе испытания на надежность, следует проводить один раз в 3 года, не менее чем на 5 напильниках. Испытания напильников должны проводиться на одном типоразмере из каждого типа напильников.
Разд. 4. (Измененная редакция, Изм. № 4).
5. МЕТОДЫ КОНТРОЛЯ И ИСПЫТАНИИ
5.1. Контроль внешнего вида напильников осуществляют визуально.
СИзмененная редакция, Изм. № 3).
5.1а. При контроле параметров напильников следует применять методы и средства контроля, погрешность которых не должна быть более:
при измерении линейных размеров — значений, указанных в ГОСТ 8.051—81;
при контроле формы и расположения поверхностей — 25% значения допуска на проверяемый параметр.
5.16. Углы наклона нарезки измеряют на цилиндрической части.
5.1в. Ширина и толщина насеченных напильников измеряется на ненасеченном участке рабочей части, нарезанных — на нарезанной (рабочей) части (кроме носка).
5.1г. Испытание напильников на работоспособность проводят по сцепляемости с контрольной пластинкой твердостью по п. 3.3.
Пластинку при испытании следует провести широкой стороной по зубьям напильника в направлении от носка к хвостовику; пластинка должна сцепляться с зубьями без следов выкрашивания их на вершине. Сцепляемость с контрольной пластинкой и качество насечки на размере К и на расстоянии до 10 мм от торца носка не контролируются.
5.1д. Испытания напильников на надежность следует проводить на станках типа ТФ 18—6 или на аналогичных станках.
5.1в, 5.1 г, 5.1д. (Измененная редакция, Изм. № 4).
5.1а—5.1д. (Введены дополнительно, Изм. № 3).
5.2. При испытании на работоспособность (сцепляемость с контрольной пластинкой) и надежность напильники проверяют по следующим сторонам:
плоские и ножовочные — по двум широким сторонам;
квадратные и ромбические — по четырем сторонам;
трехгранные — по трем сторонам;
круглые — по двум диаметрально противоположным сторонам;
полукруглые — по плоской и полукруглой сторонам.
( Измененная редакция, Изм. № 3, 4).
5.3. Напильники должны испытываться на образцах (брусках) из углеродистой стали марки У8 по ГОСТ 1435—74, твердостью 170. 187 НВ.
Перед испытанием все стороны образца должны быть обработаны. Шероховатость обработанной поверхности образца не должна быть более Rz 20 мкм.
5.4. При испытании напильников широкие стороны опиливаемого образца должны быть расположены горизонтально, а ось образца должна быть перпендикулярна к оси напильника.
5.5. При испытании круглых напильников и выпуклых сторон полукруглых напильников на торце опиливаемого образца должен быть сделан пропил с кривизной, соответствующей кривизне поверхности испытываемого участка напильника.
5.6. Насечка или нарезка напильника, подвергаемого испытанию, должна быть сухой.
5.7. При испытаниях на надежность следует испытывать каждую сторону напильника в течение 10000 рабочих ходов. Число рабочих ходов испытательного станка в минуту должно быть 55—6й.
Испытываемый участок рабочей части напильника должен начинаться на расстоянии 10—15 мм от ненасеченного или ненаре-занного участка.
Результат испытаний следует считать удовлетворительным, если объем снятого металла для каждой стороны напильника не менее нормы съема по табл. 15.
5.8. Опиливаемый образец при испытании на надежность напильников с количеством насечек или нарезок от 5 до 10 на 10 мм длины напильника должен быть взвешен с точностью до i г, при испытании напильников с количеством насечек или нарезок от 12 до 24 — с точностью до 0,5 г и при испытании напильников с количеством насечек свыше 28 — с точностью до 0,1 г.
5.7, 5.8. (Измененная редакция, Изм. Л1 3, 4).
5.9. (Исключен, Изм. № 3).
5.10. Нормы съема металла при испытании напильников на надежность должны соответствовать указанным в табл. 15.
Примечание. Величина прижимающего груза дана без учета сил трения в механизме подачи бруска и в механизме записи испытательного станка.
Читайте также: