Насечка на металле как называется
Обновлено: 03.10.2024
Разнообразие свойств различных материалов, в том числе и металлов, послужило основой возникновении инкрустации, одним из видов которой является насечка (инкрустация). Суть этой техники художественной обработки металла заключается в том, что на металлических предметах гравированием, чеканкой или травлением наносятся углубления, которые затем заполняются другими металлами, имеющими контрастный цвет и тональность. Художественная выразительность насечки достигается не только рисунком, органически связанным с поверхностью украшаемого предмета, но и противопоставлением естественного цвета одного металла другому.
Долгое время об инкрустации древних мастеров можно было судить лишь по описаниям. Только после раскопок так называемых шахтовых гробниц в Микенах удалось обнаружить бронзовые кинжалы, отделанные золотом и серебром. Дагестанские мастера из селения Кубачи, художественное оружие которых пользовалось успехом в разных странах, инкрустировали с большой любовью также металлические предметы домашнего обихода. В Эрмитаже хранится изготовленные из латуни и бронзы в XIX веке подносы, кувшины, светильники, ступки, украшенные золотой и серебряной насечкой. С успехом инкрустировали бытовые предметы также тульские мастера. Поскольку насечка но металлу – трудоемкая техника, постепенно она стала применяться все реже и реже и в настоящее время бытует лишь у отдельных мастеров.
Процесс выполнения насечки состоит из двух основных этапов: выполнения углублений и заполнения их вставками из другого металла. Углубления можно получить с помощью металлографических резцов (штихилей), чеканов, атакже зубильцев или сечек. Существуют и другие менее трудоемкие способы получения углублений – штамповка и травление кислотами.
Чтобы выполнять углубления на металле техникой чеканки, необходимо изготовить простейшие инструменты – чеканы, а также зубильца или сечки с острозаточенной рабочей частью. Изготавливают их из инструментальной стали. После отпиливания и заточки рабочие части инструментов закаляют. Вместо инструментальной стали можно использовать надфили, напильники, пробойники, кернеры, метчики, сверла и другие отслужившие свой срок инструменты. Перед тем как приступить к опиливанию, их отжигают, нагрев на огне до красного каления. Поскольку работать придется с металлами, имеющими различную твердость, нужно изготовить инструменты, имеющие разный угол заточки клиновидной режущей рабочей части зубилец и конусной – кафарника. Угол заточки инструментов ? для работы по твердой стали, а также бронзе и чугуну примерно будет равен 70°, для стали, имеющей небольшую твердость, – 60°, для латуни и мели – 45° и для алюминия – 35°.
С правой стороны на верстаке мастер постоянно держит два молотка: одним молотком он работает с зубильцами и чеканами; другой используется при вбивании металла в углубления и проковке элементов инкрустации. Ко второму молотку предъявляется очень важное требование. Необходимо, чтобы рабочая поверхность бойка была тщательно отполирована изакалена. Он не должен оставлять на инкрустации царапин, вмятин и других механических повреждений, удалить которые часто бывает не так-то просто. Молоток, имеющий хорошо отполированный боек, одновременно уплотняет и выглаживает металл, облегчая последующую шлифовку и полировку.
В зависимости от формы и размеров изделия или отдельны детали их либо закрепляют в тисках, либо кладут на массивную стальную плиту, укрепленнуювтолстом кряже. Используют также любые другие наковальни (рис. 1), всевозможные оправки из массивного металла. Например, кольцо или перстень насаживаютна массивный стальной стержень, которыйзакрепляют в тисках. Отдельные небольшие плоскиепредметы закрепляютна мастике вчугунном полушаре, имеющем вверху углубления. Шаррасполагают на кожаной гравировальной подушке.
Рис 1. Виды наковален
Инкрустация делится на два основныхвида: плоскую и рельефную. В плоской инкрустации всеее вставные элементынаходятся заподлицо с поверхностью изделия, в то время как у рельефной они нескольковыступают, образуя небольшие бугорки. В одном изделии возможно сочетание этих двухвидов насечки. Подобное изделие – щипцы дляраскалывания орехов, выполненные в XVIII веке тульскими мастерами, хранитсяв Историческом музее в Москве. Небольшое изделие украшено двумя видами насечки, отличается органической связью с украшением.
Поскольку плоская насечка более проста в исполнении, с нее и следует начинать осваивать приемы работы. Нет необходимости сразу же пытаться украсить какое-то конкретное изделие. Прежде всего нужно понять сущность техники. Небольшие кусочки металла толщиной не менее 3 мм вполне пригодны для упражнений. Нанесите на сталь или бронзу простой рисунок. Положите стальную пластину на наковальню и установите зубильце на контур рисунка. Нанесите по нему несколько сильных и равномерных ударов. Как только зубило войдет в металл примерно на глубину 0,5–0,8 мм, зубильце нужно передвинуть, вновь нанести такое же число равномерных ударов. При этом зубило войдет в металл на ту же глубину, что и в первом случае. Таким образом, полученное углубление в металле будет иметь на всем протяжении одинаковую глубину. На первых; порах число ударов можно подсчитать. В дальнейшем необходимость в этом отпадет, так как основным ориентиром будет ритмическое постукивание, за которым мастер ведет контроль как бы автоматически, не задумываясь над этим, так как все его внимание должно быть уделено точной и плавной стыковке получаемых зубилом углублений.
При погружении зубильца или чекана в металл образуются не только углубления. Часть металла под действием клина вытесняется и приподнимается по краям канавки над инкрустируемой поверхностью. Приподнятые острые кромки металла называют гартом или облоем. Облой используют для закрепления металлических вставок. После проковки инкрустируемой поверхности они зажимают вставленную в канавке проволоку. Но такое креплениене очень прочное, так как после шлифовки и полировки часть прокованного облоя снимается. Чтобы повысить прочность вставных элементов инкрустации, на дне канавки насекают острым зубильцем дополнительно две канавки (рис. 2). Одну канавку делают с наклоном вправо, другую – влево. Обработанные таким образом углубления в сечении будут представлять собой расширяющийся книзу трезубец. Забитый в такое углубление мягкий металл благодаря этому прочно соединится с основой.
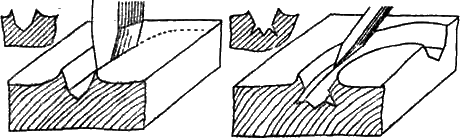
Рис. 2. Формирование канавки с помощью зубильца или чекана (а) и нанесение дополнительных бороздок зубильцем (б)
Есть и другой способ дополнительного крепления элементов вставок в углублениях. Дно канавки насекают сечкой с остроотточенной рабочей частью, имеющей в сечении четырехугольник или треугольник. При такой обработке на дне канавки образуются углубления с облоем в виде острых заусениц. При выполнении этой операции сечку наклоняют то в одну, то в другую сторону относительно поверхности обрабатываемого изделия.
Углубления под инкрустацию на небольших металлических предметах могут быть выполнены гравировальными инструментами. Обычно этот способ выбирают в тех случаях, когда имеется навык работы с ними (рис. 3).

Рис. 3. Вырезание канавок гравировальными инструментами: а – гравирование шпицштихелем; б – выполнение канавок фляхштихелем и болтштихелем; в – скашивание стенок шпицштихелем
Контурная и обронная гравировки, имеющие при гравировании самостоятельное значение, здесь становятся первой подготовительной стадией инкрустирования. Но выполненная резцами или гравировальными зубильцами гравировка требует дополнительной обработки. В контурных углублениях с помощью шпицштихеля скашивают с одной и другой стороны стенки так, чтобы в сечении вместо прямоугольника была трапеция. Стенки углублений скашивают также в других гнездах-углублениях, имеющих самую различную конфигурацию, например, лепестка, цветка, всевозможных геометрические фигур.
Контурную резьбу, предназначенную специально для инкрустирования, можно выполнять сразу шпицштихелем, ориентируясь на линии рисунка, нанесенного на поверхность металла. Все линии рисунка гравируют шпицштихелем так, чтобы полотно клинка было наклонно под небольшим углом вправо. Затем, ориентируясь на тот же контур и держа штихель под тем же наклоном, гравируют в обратном направлении. Если посмотреть на полученную канавку в сечении – она будет похожа на ласточкин хвост.
Заполняются гнезда-углубления металлическими вставками. Старые мастера для инкрустирования изделий из бронзы и железа применяли не только золото и серебро, но и другие металлы. В первом тысячелетии до н. э., когда железо было большой редкостью, бронзовые изделия инкрустировали вставками из железа. В. И. Даль, большой знаток всевозможных ремесел, упоминает о том, что «в Сибири делают и медную насечку, насекая медной проволокой винтовки». Разумеется, это была насечка медью по железу, точнее, по стали, из которой изготовляются обычно металлические части винтовки. При обучении технике насечки кубачинские мастера вместо серебра использовали алюминий, а вместо золота – латунь, только после этого они доверяли успешно усвоившим мастерство драгоценные металлы. Старые мастера порой говорили: «У хорошего мастера и латунное изделие дороже золотого». Итак, для насечки можно использовать самые разные простые металлы и сплавы: железо, медь, латунь, алюминий, олово, свинец, мельхиор, нейзильбер и другие. Важно соблюдать одно условие: металл для вставок должен быть мягче, чем тот, из которого изготовлено инкрустируемое изделие.
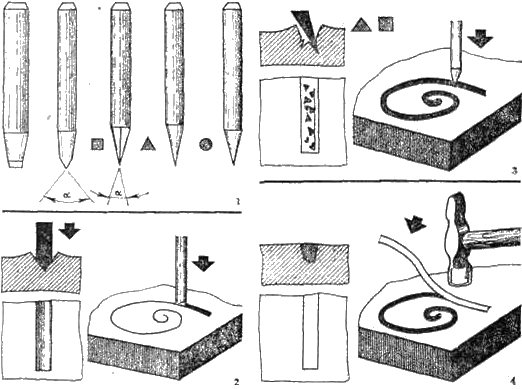
Рис. 4. Инструменты и последовательность насечки заподлицо контурных линий:
1 – зубильце (вид спереди и сбоку), какфарник с различными сечениями рабочей части; 2 – прорубание канавок зубильцем; 3 – нанесение заусениц в канавке; 4 – вколачивание проволоки в канавку
Насечка заподлицо. Если гнезда под инкрустацию выполнены на стальном предмете, для насечки можно использовать медную или латунную проволоку.
Вместо проволоки применяют также нарезанные из листового металла узкие полоски с прямоугольным сечением. Всевозможные фигурные вставки вырезают из листового металла, толщина недорого должна соответствовать глубине вырубленного в металле гнезда. Проволоку и пруток отжигают на огне до красного каления.
Работа по заполнению углублений, выполненных чеканом, зубильцами и гравировальными инструментами (рис. 4), идет в следующей последовательности. Проволоку или пруток постепенно вколачивают в углубления легкими ударами молотка с полированным бойком. Когда все углубления будут заполнены до конца, более сильными ударами молотка выступающие элементы инкрустации проковывают так, чтобы они оказались заподлицо с поверхностью инкрустируемого предмета. Мягкий металл вставок, как пластилин, наполнит прорезанные и выбитые в металле углубления, заклинившившись в них так, что выковырять их можно, только разрушив инкрустацию. Большое значение для прочного сцепления металлов имеют заусеницы на дне углублений. Они врезаются в мягкий металл вставок, затем загибаются – и эти крючки надежно удерживают элементы вставок.
Ту же роль заусеницы, полученные с помощью острых сечек, играют при инкрустировании плоскими фигурными вставками, розетками, лепестками, бутонами, фигур человека и животных. На дне гнезда, вырубленного в изделии по форме вставного элемента, насекаются канфаринком под разными углами углубления.
Инкрустация фигурными вставками заподлицо. Из листового металла вырезают ножницами или выпиливают лобзиком фигурную вставку, например, в форме лепестка.
Края слегка скашивают, опилив их напильниками и надфилями. Затем, вставку слегка выколачивают с одной стороны выколоточным молотком со сферическим бойком. Выколотку можно выполнить иначе: молотком с плоской полированной поверхностью на чекане с шаровидным бойком. Если инкрустация выполняется на объемном изделии, например, имеющем цилиндрическую поверхность, то вставку еще и изгибают так, чтобы ее изгиб соответствовал изгибу цилиндра.
Приложив вставку к инкрустируемой поверхности выпуклой стороной вверх, обводят ее стальной чертилкой. Ориентируясь на прочерченные контуры, вырубают зубильцами гнездо (рис. 5). Глубина гнезда должна соответствовать толщине вставки. Стенки его скашивают внутрь под тем же углом, что и края вставки. Дно гнезда насекают сечкой или канфарником, вбивая их в металл под разными углами. Вложенную в гнездо вставку проковывают сильными ударами молотка с плоским полированным бойком. При этом вставка выпрямляется, края плотно соединяются со скошенными стенками гнезда. Одновременно заусеницы входят в мягкий металл вставки, сгибаются и удерживают его, словно крючками. Часть металла вставки впрессовывается в углубления, полученные канфарниками. Поверхность готовой инкрустации выравнивают с помощью шабера, а затем шлифуют и полируют. Если необходимо на готовом изделии сохранить натуральные цвета металлов, на его полированную поверхность наносят тонкий слой прозрачного лака, который предохраняет их от окисления.
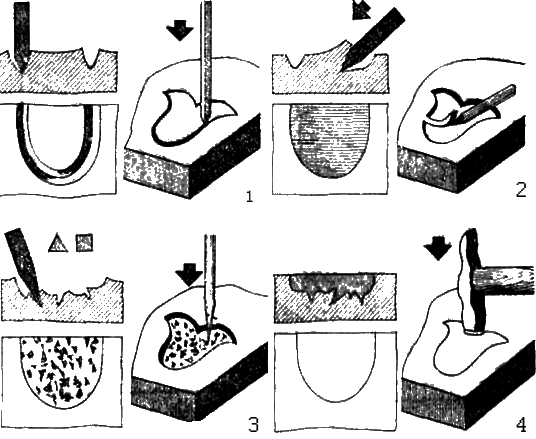
Рис. 5. Последовательность насечки заподлицо вставки из листового металла;
1 – прорубание канавки по контуру;
2 – выравнивание гнезда;
3 – насекание заусениц на дно гнезда;
4 – вколачивание вставки
Рельефная насечка. Для рельефной насечки углубления (канавки и гнезде) выполняются так же, как и для плоской насечки. При этом важное значение имеет облой, возникающий по краям углублений.
Одни из способов получения углублений с помощью чеканов для рельефной инкрустации заключается в том, что вначале их наносят острым клинообразным чеканом. Затем узкую часть канавки расширяют чеканом, имеющим плоский боек (рис. 6).
При инкрустировании линейных элементов применяют проволоку, имеющую овальное сечение. Чтобы ее получить, слегка провальцовывают или проковывают молотком обычную проволоку с круглым сечением. Ширина узкой стороны провалъцованной проволоки должна быть такой, чтобы она легко входила в предназначенное ей углубление. Вместо проволоки можно использовать полоски, нарезанные из листового металла.
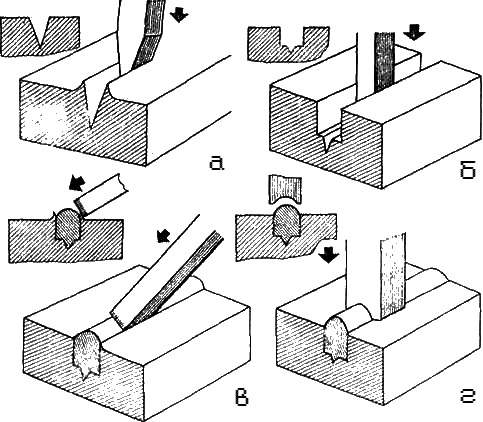
Рис. 6. Выполнение рельефное насечки с помощью чеканов: а – получение канавки чеканом с клиновидным бойком; б – проработка канавки чеканом с плоским бойком; в, г – зачеканивание вставок
В подготовленные канавки проволоку укладывают узкой стороной так, чтобы она возвышалась над поверхностью инкрустируемого изделия. Затем с одной и другой стороны канавки слегка проковывают облой (заусеницы). С их помощью вставка из проволоки удерживается, подобно камню в оправе. Получившиеся рельефные выступы имеют пока что недостаточно четкую форму. Чтобы рельефным выступам придать более четкую форму, используют чекан, боек которого имеет вогнутую поверхность. Наряду с линиями и плоскими вставками на металл можно наносить выпуклые точки. В орнаментальной или сюжетной композиции их можно использовать при решении самых разных декоративных задач.
В сочетании с линиями они могут образовывать простейший так называемый узор в полосе. Кроме того, заполняя ими определенные участки инкрустации, можно разнообразить ее, усилить декоративную выразительность. Чтобы получить круглую точку, в металле делают углубление чеканом с коническим бойком. При этом образуется по краям облой в виде приподнятой бороздки. В полученное углубление вставляют конец проволоки и обрезают ножницами на уровне облоя. Чтобы вставка не выпала, облой слегка подчеканивают молотком. Затем берут чекан с бойком, имеющим небольшое сферическое углубление. С его помощью точку зачеканивают. При этом образуется бугорок со вставкой посередине, имеющий правильную сферическую поверхность.
Фигурные вставки для рельефной инкрустации вырезают или выпиливают из металлического листа, толщина которого должна быть несколько больше, чем глубина предназначенного для нее гнезда. Вставляют в гнездо я молотком проковывают по краям облой. Затем, если это входит в художественный замысел, наносят на вставку гравировку либо выполняют рельефную резьбу. Наступающие элементы шлифуют и полируют. Следует заметить, что в отличие от низкой инкруетации шлифовку и полировку выполняют очень осторожно. Углубленные же места должны быть отполированными заранее, еще до того, как на нее будут нанесены контуры вспомогательного рисунка,
Интересна высокая насечка, при которой отпадает необходимость вырубать под накладку гнезда. В этом случае вырезанный из латуни или меди элемент орнамента накладывается на предварительно насеченную поверхность и проковывается (рис. 7).

Рис, 7. Последовательность выполнения высокой насечки: 1 – насекание заусениц; 2 – проковка накладки; 3 – обработка накладки резьбой; внизу – латунный ключ с алюминиевой насечкой и стальной значок слатунной насечкой
Чтобы защитить изделие из стали, украшенное инкрустацией, от коррозии, его нередко патинируют. Тульские и кубачинскае оружейники широко применяли воронение. И не только для того, чтобы защитить сталь от ржавчины, а еще и потому, что иссиня-черный фон усиливает выразительность золотой насечки и подчеркивает красоту драгоценного металла. На темном вороненом фоне элементы насечки становятся более контрастными. При тонировании стали можно использовать также цвета побежалости, возникающие на поверхности металла при нагревании. Если инкрустированное латунью стальное изделие нагреть паяльной лампой до определенной температуры, оно приобретет иссиня-черный цвет, а латунь покроется лишь едва уловимым золотистым налетом. Внешне инкрустация будет напоминать золотую насечку. Не следует подвергать термическому патинированию изделия, инкрустированные оловом, свинцом и алюминием, поскольку они имеют низкую температуру плавления. Для тонирования изделий, инкрустированных этими металлами, следует применять химический способ патинирования. Но нужно подобрать такие, патинирующие составы, которые бы изменили цвет фона, но не вступили в реакцию с металлом вставок. Рецепты и разделе «Декоративная отделка металла».
Г.Я. Федотов Чеканка, басма, насечка
Г.Я. Федотов Чеканка, басма, насечка С древнейших времен из листового металла, обладавшего высокой пластичностью, мастера изготавливали боевые доспехи, посуду и различные декоративные украшения. Особенно разнообразной была кухонная и столовая утварь – котлы, братины,
Насечка и наводка
Насечка и наводка Насечка или таушировка является древним способом украшения драгоценными металлами стальных и бронзовых изделий – предметов быта, вооружения, мечей, кинжалов, щитов, огнестрельного оружия и др. Сущность процесса в том, что наружные поверхности изделия
Тауширование
Тауширование представляет собой своеобразный, очень древний прием украшения драгоценными металлами бронзовых и стальных изделий. Технология применялась для декорирования художественных изделий, предметов бытового назначения, вооружения и боевого снаряжения: мечей, кинжалов, щитов, шлемов, наручней, а позднее и огнестрельного оружия. Сущность процесса насечки заключается в том, что наружную поверхность изделия специальным образом насекают (отсюда и название) и набивают цветным или драгоценным металлом в виде узора или рисунка. В одних случаях это тончайший орнамент из завитков и стилизованных растений, в других — изображения животных, птиц или человека. Иногда методом насечки осуществляют надписи на металле, орнаментированные в той или иной манере.
Исторически насечка происходит от древнегреческой хризографии — инкрустации бронзовых изделий золотом и серебром. Наиболее древние образцы хризографии относятся еще к древнеегипетской и крито-микенской культуре.
С IX—XII вв. техника золотой насечки распространяется на железные и стальные предметы, и достигает расцвета к XVII в., что подтверждают замечательные памятники древнего вооружения, хранящиеся в Государственной Оружейной палатеМосковского Кремля.
Технология
При насечке на поверхности основного металла делают углубления, которые сформированы так, чтобы можно было вложить и вковать в них более мягкий металл. Художественный эффект насечки заключается в различии цвета основного и вкованного металла. Они образуют на готовом изделии единую поверхность, и создается впечатление, будто орнамент из цветного металла нарисован на основном металле. К материалу, применяемому для насечки, предъявляют следующие требования:
- вкладка и основа должны иметь различные, желательно контрастные, цвета;
- вкладка должна быть мягче, чем основа.
Наиболее удачные результаты получаются, когда серебро или золото таушируют в сталь. Кроме того, для насечки по стали в качестве вкладки можно применять медь, латунь, мельхиор и алюминий. Допустимо также использовать бронзу или латунь как основу, которые могут быть украшены серебром или медью.
Сначала орнамент рисуют на бумаге в натуральную величину, после чего переносят на поверхность основного металла. Для гарантированной устойчивости и качественной фиксации вкладка должна расширяться книзу, то есть в сечении иметь форму трапеции. Такой же формы должно быть и углубление в основном металле. Углубления создаются при помощи различных технических приемов.
- углублений штихелями. Заостренным с одной стороны штихелем, который держат слегка наклонно, наносят соответственно рисунку углубления. После того как углубление вырезано со скосом одной стороны, аналогично подрезают другую сторону. Таким образом, углубление имеет в сечении форму ласточкиного хвоста. углубления химическим и электрохимическим методом. Сначала поверхность основного металла гравируют путем стандартного химического или электрохимического травления, после чего штихелем подрезают боковые стенки так, чтобы канавки имели трапециевидное сечение, — и изделие готово для инкрустации другим металлом.
- Рубка углубления зубилом. Для работы зубило должно быть остро отточено; его держат между большим и двумя первыми пальцами и перемещают так, чтобы при ударе оно уходило рабочим концом вперед. Возникающие при этом стружки удаляют. Зубило должно производить углубление равномерно, на одну и ту же глубину. Полученная выемка должна иметь квадратное сечение, а края благодаря ударам — приобретать небольшую выпуклость. Эта выпуклость и удерживает вкладку. Для этого шероховатым чеканом проводят по краю вертикальных стенок так, чтобы прижать материал и этим повысить удерживаемость вкладки.
После этого укрепляют вкладку. Для инкрустации необходима круглая проволока, которая по толщине соответствует ширине углубления и слегка выдается над его краями. У вытравленных или выгравированных механически желобков, которые расширяются книзу, конец проволоки закрепляют на конце углубления. Его крепят легким ударом молотка, затем укладывают проволоку на следующем участке и вновь ударяют молотком. Так, отрезок за отрезком укладывают проволоку, пока рисунок не заполнится по всей длине. Мягкий вставной металл в результате ударов молотка полностью входит в углубление и заполняет трапециевидный паз без зазора. После вкладки проволоки рисунок еще раз уплотняют молотком, особенно по краям, чтобы сгладить возможные неровности и гарантировать прочное закрепление.
Если углубления сделаны зубилом, поступают следующим образом: после того как проволока на небольшом участке уложена в канавку, проходят шероховатым чеканом по основному металлу с обеих сторон рядом с вложенной проволокой. Благодаря этому выступы, располагающиеся по краям углубления, прижимаются к вкладке с обеих сторон. Затем чеканом еще раз обрабатывают основной металл вокруг вкладки и окончательно прижимают вложенную проволоку. После полного заполнения рисунка вкладкой поверхность изделия шлифуют и полируют. Если в качестве основы используют сталь, то ее тонируют в сине-серый цвет. Иногда насечку на изделии дополнительно рассекают туповатым зубилом. Эта операция придает изделию своеобразный вид.
Кроме насечки золотом, серебром и драгоценными сплавами широко применяют и обычные цветные металлы и их сплавы. В частности, весьма оригинально смотрится насечка алюминием по стали. Алюминиевая проволока хорошо держится в углублении, легко полируется и образует красивый светлый рисунок на темном стальном фоне, несколько напоминающий насечку серебром.
Таушировка (инкрустация)
Таушировка, она же инкрустация или насечка, – своеобразный древний прием украшения драгоценными металлами бронзовых и стальных предметов, преимущественно доспехов и оружия. В настоящее время этот способ применяют для декорирования цветными и драгоценными металлами художественных и бытовых изделий. Сущность процесса насечки заключается в том, что наружную поверхность инкрустируемого предмета специальным образом насекают (отсюда и название) и полученные щели набивают цветным или драгоценным металлом в виде узора или рисунка. В одних случаях это тончайший орнамент из завитков и стилизованных растений, в других – изображения животных, птиц или человека. Иногда методом насечки осуществляют надписи на металле, орнаментированные в той или иной манере.
Долгое время об инкрустации древних мастеров можно было судить лишь по описаниям. Только после раскопок так называемых шахтовых гробниц в Микенах удалось обнаружить бронзовые кинжалы, отделанные золотом и серебром. Однако для инкрустирования изделий тогда применяли не только золото и серебро, но и другие металлы. В I тысячелетии до н. э., когда железо было большой редкостью, бронзовые изделия инкрустировали вставками из железа. Дагестанские мастера из селения Кубачи, художественное оружие которых пользовалось успехом в разных странах, инкрустировали с большой любовью также металлические предметы домашнего обихода. При обучении технике насечки кубачинские мастера вместо серебра использовали сурьму и олово, а вместо золота – латунь, только после этого они доверяли успешно освоившим мастерство драгоценные металлы. Старые мастера порой говорили: «У хорошего мастера и латунное изделие дороже золотого». В Эрмитаже хранятся изготовленные из латуни и бронзы в XIX веке подносы, кувшины, светильники, ступки, украшенные золотой и серебряной насечкой. С успехом инкрустировали бытовые предметы также тульские мастера.
И сейчас, кроме насечки золотом, серебром и драгоценными сплавами, широко применяют и обычные цветные металлы и их сплавы. В частности, весьма оригинально смотрится насечка алюминием по стали. Алюминиевая проволока хорошо держится в углублении, легко полируется и образует красивый светлый рисунок на темном стальном фоне, несколько напоминающий насечку серебром. Но поскольку насечка по металлу – техника трудоемкая, она постепенно стала применяться все реже и реже и в настоящее время встречается лишь у отдельных мастеров.
Владимир Иванович Даль, большой знаток всевозможных ремесел, упоминает о том, что «в Сибири делают и медную насечку, насекая винтовки медной проволокой». Разумеется, это была насечка медью по железу, точнее по стали, из которой изготавливают обычно металлические части винтовки.
При насечке на поверхности основного металла делают углубления, которые сформированы так, чтобы можно было вложить и вковать в них более мягкий металл. Художественный эффект насечки заключается в различии цвета основного и вкованного металла. Они образуют на готовом изделии единую поверхность, и создается впечатление, будто на основном нарисован орнамент из цветного металла.
К материалу, применяемому для насечки, предъявляют такие требования:
• вкладка и основа должны иметь различные, желательно контрастные, цвета;
• вкладка должна быть мягче, чем основа.
Особенно хорошие результаты получаются, когда серебро или золото таушируют в сталь. Кроме того, для насечки по стали в качестве вкладки можно применять медь, латунь, мельхиор, железо, олово, свинец. Допустимо также использовать бронзу или латунь как основу, которая может быть украшена серебром или медью.
Несколько слов о применяемых инструментах. Поскольку работать придется с металлами с различной твердостью, нужно изготовить инструменты, имеющие разный угол заточки клиновидной режущей рабочей части зубилец и конусной – штихелей и сечек. Угол заточки инструментов для работы по твердой стали, а также бронзе и чугуну примерно будет равен 70°, для стали, имеющей небольшую твердость, – 60°, для латуни и меди – 45° и для алюминия – 35°.
С правой стороны на верстаке мастер постоянно держит два молотка: одним работает с зубильцами и чеканами, другой использует при вбивании металла в углубления и проковке элементов инкрустации. Ко второму молотку предъявляется очень важное требование: необходимо, чтобы рабочая поверхность бойка была тщательно отполирована и закалена. Он не должен оставлять на инкрустации царапин, вмятин и других механических повреждений, удалить которые часто бывает не так-то просто. Молоток, имеющий хорошо отполированный боек, одновременно уплотняет и выглаживает металл, облегчая последующую шлифовку и полировку.
Изделия или отдельные их детали в зависимости от формы и размеров либо закрепляют в тисках, либо кладут на массивную стальную плиту, укрепленную в толстом кряже. Используют также любые другие наковальни, всевозможные оправки из массивного металла. Например, кольцо или перстень насаживают на массивный стальной стержень, который закрепляют в тисках. Отдельные небольшие плоские предметы закрепляют мастикой на деревянной подложке, которую фиксируют в шаровых тисках, а те, в свою очередь, располагают на кожаной гравировальной подушке.
Инкрустация делится на два основных вида: плоскую и рельефную. В плоской инкрустации все вставные элементы находятся заподлицо с поверхностью изделия, в то время как у рельефной они несколько выступают, образуя небольшие бугорки. В одном изделии возможно сочетание этих двух видов насечки.
Поскольку плоская насечка более проста в исполнении, с нее и следует начинать осваивать приемы работы. Нет необходимости сразу же пытаться украсить какое-то изделие. Прежде всего нужно понять сущность технологии таушировки.
Небольшие кусочки металла толщиной не менее 3 мм вполне пригодны для упражнений. Сначала орнамент рисуют на бумаге в натуральную величину, после чего переносят на поверхность основного металла.
Для гарантированной устойчивости и качественной фиксации вкладка должна расширяться книзу, т. е. в сечении иметь форму трапеции. Такой же формы должно быть и углубление в основном металле. Чтобы получить необходимые углубления, применяют следующие технические приемы.
Положите стальную пластину на наковальню и установите зубильце на контур рисунка. Нанесите по нему несколько сильных и равномерных ударов. Как только зубило войдет в металл примерно на глубину 0,5–0,8 мм, нужно передвинуть, вновь нанести такое же число равномерных ударов (рис. 30, а). При этом зубило войдет в металл на ту же глубину, что и в первом случае. Таким образом, полученное углубление в металле будет иметь на всем протяжении одинаковую глубину. На первых порах число ударов можно подсчитать. В дальнейшем необходимость в этом отпадет, так как основным ориентиром будет ритмичное постукивание, за которым мастер ведет контроль как бы автоматически, не задумываясь над этим, поскольку все его внимание должно быть уделено точной и плавной стыковке получаемых зубилом углублений.
При погружении зубильца или чекана в металл образуются не только углубления. Часть металла под действием клина вытесняется и приподнимается по краям канавки над инкрустируемой поверхностью. Приподнятые острые кромки металла называют гартом или облоем. Именно облой и используют для закрепления металлических вставок. После проковки инкрустируемой поверхности они зажимают вставленную в канавку проволоку. Для того чтобы лучше прижать материал и этим повысить удерживаемость вкладки, шероховатым чеканом проводят по краю вертикальных стенок канавки.
Но такое крепление не очень прочное, так как после шлифовки и полировки часть прокованного облоя снимается. Чтобы повысить прочность вставных элементов инкрустации, на дне канавки насекают острым зубильцем дополнительно две канавки (рис. 30, б). Одну из них делают с наклоном вправо, другую – влево. Обработанные таким образом углубления в сечении будут представлять собой расширяющийся книзу трезубец. Забитый в такое углубление мягкий металл благодаря этому прочно соединится с основой.
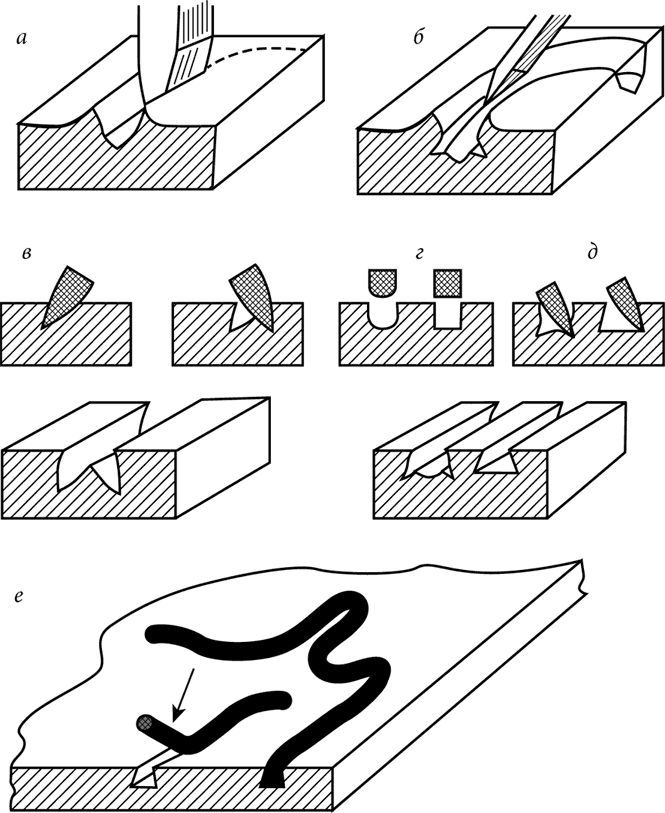
Рис. 30. Таушировка: а – формирование канавки с помощью зубильца или чекана; б – нанесение дополнительных бороздок зубильцем; в – гравирование канавок шпицштихелем; г – выполнение канавок флахштихелем и болтштихелем; д – скашивание стенок шпицштихелем; е – вколачивание вкладки в канавки
Есть и другой способ дополнительного крепления элементов вставок в углублениях. Дно канавки насекают сечкой с остро отточенной рабочей частью, имеющей в сечении четырехугольник или треугольник. При такой обработке на дне канавки образуются углубления с облоем в виде острых заусенцев. При выполнении этой операции сечку наклоняют то в одну, то в другую сторону относительно поверхности обрабатываемого изделия.
Углубления под инкрустацию на небольших металлических предметах могут быть выполнены гравировальными инструментами (рис. 30, в – д). Контурный и обронный виды гравировки, имеющие при гравировании самостоятельное значение, здесь становятся первой подготовительной стадией инкрустирования. Но выполненная резцами или зубильцами гравировка требует дополнительной обработки. В контурных углублениях с помощью шпицштихеля скашивают с одной и другой стороны стенки так, чтобы в сечении вместо прямоугольника была трапеция. Стенки углублений скашивают также в других гнездах-углублениях, имеющих самую разную конфигурацию, например лепестка, цветка, всевозможных геометрические фигур.
Контурную резьбу, предназначенную специально для инкрустирования, можно выполнять сразу шпицштихелем, ориентируясь на линии рисунка, нанесенного на поверхность металла. Все линии рисунка гравируют шпицштихелем так, чтобы полотно клинка было наклонено под небольшим углом вправо. Затем, ориентируясь на тот же контур и держа штихель под тем же наклоном, гравируют в обратном направлении. Если посмотреть на полученную канавку в сечении, она будет похожа на ласточкин хвост.
Углубления для таушировки можно получить также химическим и электрохимическим методом. Сначала поверхность основного металла гравируют путем стандартного химического или электрохимического травления[7], после чего штихелем подрезают боковые стенки так, чтобы канавки имели трапециевидное сечение.
После этого можно приступать к собственно инкрустации. Если гнезда под инкрустацию выполнены на стальном предмете, для упражнений в таушировке можно использовать круглую медную или латунную проволоку.
Вместо проволоки применяют также нарезанные из листового металла узкие полоски с прямоугольным сечением. Всевозможные фигурные вставки вырезают из листового металла, толщина которого должна соответствовать глубине вырубленного в металле гнезда. Проволоку и пруток отжигают на огне до красного каления.
Работа по заполнению углублений, выполненных чеканом, зубильцами и гравировальными инструментами (рис. 30, е), идет в следующей последовательности. Конец проволоки вставляют в конце углубления и крепят легким ударом молотка с полированным бойком. Затем укладывают проволоку на следующем участке и вновь ударяют молотком. Так проволоку или пруток постепенно вколачивают в углубления легкими ударами молотка. Когда все углубления будут заполнены до конца, более сильными ударами молотка выступающие элементы инкрустации проковывают так, чтобы они оказались заподлицо с поверхностью инкрустируемого предмета, особенно по краям, чтобы сгладить возможные неровности и гарантировать прочное закрепление. Мягкий металл вставок, как пластилин, наполнит прорезанные и выбитые в металле углубления, вклинившись в них так, что выковырять его можно только с большим трудом, разрушив всю инкрустацию. Большое значение для прочного сцепления металлов имеют заусенцы на дне углублений. Они врезаются в мягкий металл вставок, затем при проковывании загибаются – и эти крючки надежно удерживают элементы вставок.
Ту же роль заусенцы, полученные с помощью острых сечек, играют при инкрустировании плоскими фигурными вставками, розетками, лепестками, бутонами фигур человека и животных. На дне гнезда, вырубленного в изделии по форме вставного элемента, насекаются канфарником[8] углубления под разными углами.
Если углубления сделаны зубилом, поступают следующим образом: после того как проволока на небольшом участке уложена в канавку, проходят шероховатым чеканом по основному металлу с обеих сторон рядом с вложенной проволокой. Благодаря этому выступы (облой), располагающиеся по краям углубления, прижимаются к вкладке с обеих сторон. Затем чеканом еще раз обрабатывают основной металл вокруг вкладки и окончательно прижимают вложенную проволоку.
После полного заполнения рисунка вкладкой поверхность изделия шлифуют и полируют. Если в качестве основы используют сталь, то ее тонируют в сине-серый цвет. Иногда насечку на изделии дополнительно рассекают туповатым зубилом. Эта операция придает изделию своеобразный вид.
Данный текст является ознакомительным фрагментом.
Продолжение на ЛитРес
Инкрустация из соломки
Инкрустация из соломки Соломка применяется для украшения изделий. Аппликация из мелких повторяющихся деталей соломки, использующихся в качестве декоративного материала, называется инкрустацией.Заранее подготовленную соломку надо разрезать острым скальпелем на
Насечка и наводка
Насечка или таушировка является древним способом украшения драгоценными металлами стальных и бронзовых изделий – предметов быта, вооружения, мечей, кинжалов, щитов, огнестрельного оружия и др. Сущность процесса в том, что наружные поверхности изделия насекаются и на эти поверхности набивается золотой или серебряный узор – тонкий орнамент из завитков и стилизованных растений, изображения животных, птиц, людей.
Происходит насечка от так называемой "хризографии". Этим термином в Древней Греции называли своеобразный прием инкрустации бронзовых изделий золотом и серебром. Известны также бронзовые кинжалы, инкрустированные золотом, хранящиеся в музеях Египта, предметы из раскопок Помпеи, украшенные серебром и т.д.
Особенного расцвета достигла техника золотой насечки в 17 веке.
В настоящее время золотую насечку применяют в своих работах мастера-художники из дагестанского аула Кубачи, Златоуста на Урале, Туле. Примеры ее можно встретить в прикладном искусстве Италии, Испании, Японии, Китая и др. стран.
Приемы таушировки. Выделяют несколько различных приемов золотой насечки, среди которых популярны врезная таушировка (инкрустация) и набивная или поверхностная таушировка (насечка).
Врезная таушировка (инкрустация) – это наиболее древний метод, основой которого является хризография.
Прием требует высокого мастерства и художественных способностей от исполнителя. Врезная таушировка заключается в том, что на поверхности стального изделия гравируется углубленный рисунок, причем стенки, края рисунка немного подрезаются внутрь, для того, чтобы прочнее держался золотой узор.
Глубина рисунка выдерживается в пределах 1 – 1,5 мм, а дно рисунка насекается.
Инкрустация может иметь следующие разновидности: рисунок вырезается при помощи специальных инструментов – штихелей (резцов).
Рисунки, гравированные штихелем, отличаются чистотой и точностью контура. Затем точно, в соответствии с углубленным рисунком, на стали подготавливают отдельные фрагменты будущего узора из драгоценных металлов – золота, серебра, их сплавов. Все части делают либо из одного металла – золота, либо в соответствующей комбинации, когда часть деталей изготовляют из червонного золота, а часть из зеленого – сплава золота с серебром. После того как отдельные детали композиции – листья, завитки, буквы и др., изготовлены, каждую из них кладут в подготовленное для них углубление и вбивают специальным небольшим молоточком заподлицо с фоном. После окончания работ все изделие полируют.
Набивная, или поверхностная таушировка (насечка) – это технология, которая отличается от врезной таушировки (инкрустации) тем, что для ее выполнения не требуется предварительно вырезать углубление под рисунок.
Золото набивается непосредственно на поверхность изделия, которая предварительно насекается зубилом. Насечку делают или сплошной мелкой сеткой, или канавками и пунктирными штрихами в соответствии с линиями рисунка. Насечка ведется так, что поднимает края и образует острые заусенцы. Насечка выполняется специальными зубилами. При сплошной насечке сеткой применяют плоское зубило длиной 100 мм, которое изготавливают из стального прутка квадратного сечения 3х3 мм. При пунктирной и штриховой насечке рабочий конец зубила затачивают остро на три грани.
На подготовленную тем или иным способом поверхность накладывается золото и набивается в насечку молотком. Узор из драгоценного металла может быть подготовленным заранее, как при инкрустации, но может укладываться из проволоки непосредственно в процессе его набивки – прямо с мотка. Эта технология проще по сравнению с врезной таушировкой, менее трудоемка, однако также требует высокого мастерства и художественного вкуса.
Ее разновидностями могут ленточная таушировка (насечка), таушеровка волоченой проволокой, листовая таушировка с рассечкой, таушировка с последующей наводкой.
Из них можно выделить таушировку волоченой проволокой и таушировку с последующей наводкой. Сущность волочения заключается в протягивании предварительно прокатанной заготовки через очко волоки (фильеру). Фильеры обычно изготовляют из твердых сортов стали, а для тонких сечений – из технических алмазов, которые укрепляют в медных оправах – обоймах.
Осуществляется волочение без нагрева при комнатной температуре. Заготовку последовательно протягивают через ряд постепенно уменьшающихся во величине отверстий. При этом можно получить проволоки тончайший сечений.
В процессе волочения проволока испытывает холодную деформацию и приобретает наклеп (жесткость и упругость).
Восстановление первоначальных свойство (устранение наклепа) производится посредством периодического отжига. Осуществляется волочение на волочильных станах, которые разделяют на два вида: цепного типа – для волочения прутков, труд и других профилей, которые не могут наматываться на барабан, и барабанные станы, которые применяют для волочения проволоки и других тонких профилей и тонких труб, которые сматывают в бунты.
При заготовке драгоценной проволоки из золота или серебра в небольших количествах для ювелирных работ волочение производится вручную при помощи волочильных досок.
Такая волочильная доска представляет собой стальную закаленную пластину, в которой просверлены ряды постепенно уменьшающихся по диаметру отверстий.
Волочильную доску укрепляют в настольных тисках, конец проволоки заостряют напильником и плоскогубцами, плавно, без рывков, ее протягивают через отверстия волочильной доски. Для получения чистой поверхности и уменьшения усилия применяют смазку. Переходя последовательно от одного отверстия к другому (меньшему), получают проволоку необходимого сечения, которую сматывают в бунты или мотки.
При таушировке волоченой проволокой нет необходимости заготовлять элементы рисунка заранее, по частям. Проволоку укладывают прямо с мотка и обрезают ее после того, как определенный участок рисунка закончен.
Закрепив конец проволоки ударом молотка в заусенцы насечки, ее прокладывают по линиям намеченного рисунка и прижимают в насечку при помощи зубила, подобного тому, каким насекается сетка, но несколько притупленного, все время вбивая проволоку в насечку молотком. Проволока прокладывается в одну нитку или, в соответствии с узором, в несколько рядов, сплошь покрывая целые плоскости.
Иногда рисунок вбивается заподлицо с фоном и располировывается, тогда отдельные нити трудно различить. Иногда проволока расплющивается несильно, и рисунок выступает тогда на поверхности невысоким рельефом. Толщина проволоки может быть от 0,15 до 0,30 мм и толще, что придает различный характер рисунку.
При таушировке с последующей наводкой скрывают отдельные ряды проволоки и придают орнаменту большую слитность и цельность.
В этом случае золотой амальгамой слегка наращивают рельеф, что придает своеобразный эффект всему рисунку, как бы написанному кистью.
Амальгама аккуратно накладывается по линиям рисунка и изделие нагревается для испарения ртути. Операцию иногда повторяют несколько раз для получения необходимого рельефа.
Кроме насечки золотом, серебром и драгоценными сплавами применяют и обычные цветные металлы и их сплавы – медь, латунь и др. Некоторые мастера делают насечку рисунков на стали алюминием.
Алюминиевая проволока хорошо держится в насечке, легко полируется и образует красивый по цвету светлый узор на темном стальном фоне, несколько напоминающий насечку серебром.
Многие мастера применяют насечку мельхиором по твердым породам дерева – самшиту, абрикосу, кизилу, украшая таким образом шкатулки, полки, седла, трости и т.п. В художественном отношении насечка по дереву имеет большие возможности – тонкий, линейный рисунок из серебра или мельхиора хорошо сочетается с текстурой дерева.
НАСЕЧКА
НАСЕЧКА Разнообразие свойств различных материалов, в том числе и металлов, послужило основой возникновении инкрустации, одним из видов которой является насечка (инкрустация). Суть этой техники художественной обработки металла заключается в том, что на металлических
Виды напильника. Назначения и характеристики. Как правильно пользоваться?
Различные виды напильника, известны миру с 3 века до нашей эры.
Сегодня диапазон применения этого старейшего ручного приспособления практически не ограничен.
Различные типы инструмента применядт для доводки деталей и достижения необходимой чистоты поверхности.
Благодаря современным технологиям, напильники механического действия дополнились рядом электрического и аккумуляторного инструмента.
Что такое напильник и для чего он нужен?
Это один из самых популярных видов слесарных приспособлений для ручной обработки самых разнообразных материалов: металл, дерево, пластмасса, кости, стекло и прочих.

Для каждой сферы применения предназначается свой тип инструмента, имеющий подходящие элементы напильника для поставленной задачи.
В качестве общих функций, он предназначен для выполнения следующих операций:
- заточка режущих кромок;
- шлифование и снятие заусенцев;
- зачистка поверхности до определенного уровня шероховатости;
- послойное опиливание поверхности;
- отрезка заготовок;
- подгонка размеров;
- выполнение канавок, фасок, радиусов, шлицев, пазов и пр;
- придание конструктивным элементам нужной формы.
Рифленая поверхность способна обеспечить высокий уровень точности и чистоты обрабатываемых элементов при небольших физических затратах.
Пилочку для ногтей с полным правом можно отнести к одной из разновидностей этого инструмента.
Внешний вид и формы напильников
Внешне, это многолезвийный брусок, состоящий из металлической полосы с острыми зубцами различного наклона.

Обычно, основные элементы напильника, это лезвие и хвостовик для крепления ручки.
По форме рабочей области инструменты могут быть:
- в виде плоского прямоугольника;
- круглыми;
- полукруглыми;
- овальными;
- ромбическими;
- в виде равностороннего или тупоугольного треугольника.

Некоторые разновидности выпускаются без хвостовика, а в других типах в качестве рукояти используется продолжение стального полотна.
Как правило, длина рабочего полотна составляет от 100 до 400 мм.
Некоторые виды, с учетом специфики выпускаются большим размером.
Принцип действия
Принцип действия напильника заключается в снятии верхнего слоя с обрабатываемой детали по средствам трения.
Зубцы бруска определяют качество среза, а глубина зависит от усилий, прилагаемых нажатием на инструмент и скоростью движений.

Более грубая и крупная насечка позволяет работать значительно быстрее, но при этом снижается качество обработки.
Мелкие или алмазные грани обеспечивают практически идеальную поверхность.
Во многом, результаты работы зависят от особенностей материала и правильно подобранного вида напильника.
Классификация напильников
Основная классификация напильников, согласно госстандарта ГОСТ 23726-79 осуществляется по виду использования и подразделяет инструменты на 5 основных групп:
- для слесарных работ;
- спецназначения;
- надфили;
- рашпили;
- машинные и ленточные.
Так же, виды напильников различают по насечке – им присваиваются номера по классам от 0 до 5.
Маркировка
В маркировке отражаются необходимые данные, характеризующие предназначение инструмента.
Это класс от 1 до 6 и длина, которая обозначается латинской буквой L.
А также виды насечки напильника под № от 0 до 5.
Такой важный параметр как твердость зубьев обозначают сокращением HRC в сочетании с двузначным числом – например, HRC 55.
Так же, может быть указан тип стали, например: 13Х или У13А.
Обозначения ЦМ наносятся на инструменты, предназначенные для обработки цветных металлов.
Виды насечек и их нумерация
Виды насечки напильников – это самый важный рабочий показатель, по характеру которого классифицируют инструмент.
Абразивное покрытие может быть:
1. Простым одинарным
Простая насечка одинарного типа применяется для обработки мягких металлов и других материалов, а так же для производства специализированных напильников.
2. Двойным
Эта насечка усиливает воздействие на поверхность обрабатываемой детали.
Такие виды напильников применяют для грубой обработки чугуна, бронз, стали.
3. Крестовым
Перекрестная насечка состоит из зубьев для грубой обработки, а мелкая насечка является вспомогательной для шлифовки материала.
Так достигается более качественная обработка.
4. Точечным
Точечная или рашпильная насечка состоит из заусениц небольших размеров, она идеально подходит для обработки мягкой древесины, кожи, резины и пр.
5. Фрезерным дуговым
Такая насечка благодаря особой форме способствует достижению высокой производительности и хорошего качества обработанного изделия.
Применяют ее в работе с цветными металлами и деревом.
Как уже говорилось выше, виды напильника различаются по номерам насечки от 0 до 5.

Номера 0 и 1 отличаются крупными редкими зубьями от 4 до 12 штук на 10 мм.
Номера 2 и 3 имеют 13-24 зубца на 10 мм.
Насечки под № 4 и 5 характеризуются наибольшим количеством зубцов – более 24 на 10 мм.
Виды напильников и их назначение
Виды напильников по классам и форме определяют основную сферу применения.
К 1 классу относятся инструменты с насечкой с нумерацией от 0 до 1.
Это драчевый напильник его основная задача черновая обработка поверхностей.
Ко второму классу относятся инструмент с абразивом под № 2 и 3.
Это уже менее грубый напильник, называют его личной, и использует преимущественно для чистовой обработки, т.к. он оставляет более гладкую поверхность.
Инструменты 3,4,5 и 6 класса обладают насечкой 4 и 5 номеров.
Они больше известны как «бархатные» или ювелирные напильники, применяются для финишной обработки.
Виды напильника по форме
Классификация по форме подразделяет сферу применения более детально.

1. Плоские тупоносые напильники относятся к универсальному инструменту, т.к. предназначены они для работ по металлу и дереву.

Они легко справляются с обработкой плоских и выпуклых поверхностей. На одну из боковых граней у них нанесена одинарная насечка.
2. Плоские остроносые используют для обработки наружных или внутренних плоских поверхностей, также их применяют для пропиливания шлицев и канавок.

3. Квадратные изделия имеют острый нос, служат они для распиливания отверстий квадратного и прямоугольного сечения и зауженных поверхностей.

4. Трехгранная форма выпускается в двух вариантах – для послойного срезания материалов, обработки внутренних углов разной формы, трехгранных отверстий для опиливания мелких пазов и клиновидных канавок.

Также этот вид применяют для заточки пил по дереву, поэтому их еще называют ножовочными.
5. Круглая форма – этот вид, как и треугольный, имеет два различных подтипа.

Для обработки круглых пазов, отверстий, послойного отпиливания и для затачивания пил по дереву, цепей для пил.
6. Полукруглый тип относит инструмент к универсальным, так как сочетает преимущества плоских и круглых напильников.

Идеально выполняет обработку сферических и плоских поверхностей, имеет заостренный носик.
7. Ромбическая форма позволяет эффективно обрабатывать материалы со сложной конфигурацией поверхности, в том числе для работы с шестернями, звездами, колесами, дисками.

Напильники, предназначенные для специализированных операций, называются инструментом специального назначения, к ним относятся алмазные покрытия и другие режущие поврехности более высокой твердости, предназначенные для цветных сплавов, металла, для плитки из кафеля или керамики и прочих материалов.
Виды и размер насечек
Характер насечки определяет основные виды напильника.
Профиль и размер зубьев напильника зависят от станка, используемого для нанесения режущей поверхности.
Как правило, для производства используются:
— пилонасекательные станки с зубилом;
— фрезерные станки;
— шлифовальные станки со специальными кругами;
— зубонарезные и протяжные станки.
Вне зависимости от способа производства, все зубцы имеют заданные параметры угла расположения, заострения и резания.

Чем больше насечек на 1 см рабочей площади, тем меньше зубья насечки.
Отношение высоты к шагу основной насечки должно быть не меньше 0,5.
Материал напильника
Согласно стандартам РФ и международным нормам, напильники производятся из инструментальной стали углеродистого типа.
К таким относятся наиболее распространенные марки:
— У 10,12, 13;
— У 10, 12, 13 А;
— ШХ15 УА;
— 13Х и их зарубежные аналоги.
Что такое надфиль и его назначение?
Изделия маленьких размеров, основное назначение которых граверные, лекальные и ювелирные работы; также их используют для шлифовки в труднодоступных местах; коротких отрезков профиля, углов или отверстий; для керамики, твердых сплавов, доводки режущих инструментов – называются надфили.

Слесарные напильники и надфили имеют разную форму.
По типу насечки последние выпускаются под номерами от 1 до 5 и в зависимости от вида, имеют от 20 до 112 зубцов.
Производство надфилей регламентируется ГОСТ 1513-67.
Согласно стандарту, длина изделий может быть 80, 120 и 160 мм.

Абразивные насечки располагаются не на всей рабочей поверхности, а на длине 40, 60 и 80 мм. основная рабочая область покрывается перекрестной насечкой, а узкая сторона – одинарной.
Что такое рифель и для чего он нужен?
Разновидность надфиля – это особенный инструмент под названием рифель.
Он отличается изогнутой рабочей областью, и производится из магнитосодержащих сплавов.

Сфера использования рифеля достаточно узка – это ювелирные работы, где прибор служит для отделения отработки рифеля от опилок драгоценных сплавов.
Рашпиль
Рашпиль предназначен для обработки мягких металлов, каучука, кожи, дерева, кости и подобных материалов.

Согласно ГОСТ, выделяют три основных типа инструментов:
— общего назначения;
— сапожные (обувные)
— копытные.
Рашпили общего назначения выпускаются с острым и тупым носом плоского типа или круглые и полукруглые с насечкой 1 и 2.
Характерная особенность этого вида – большие размеры зубьев и просторные канавки перед каждым зубом.
Что такое тарированный напильник
Тарированный напильник служит своего рода эталоном определения твердости закаленных, металлических деталей, заготовок по шкале Виккерса или шкале «С» Роквелла.

Твердомеры позволяют быстро и дешево определить характер материала в быту и промышленности, а так же, в труднодоступных местах, где нет возможности воспользоваться стационарными или портативными инструментами.
Для этого выпускаются наборы, в которых инструменты в зависимости от эталона своей твердости отличаются по цветам:
- Черный HRC65
- Голубой HRC 60
- Темно-зеленый HRC 55
- Светло-зеленый HRC 50
- Желтый HRC 45
- Красный HRC 40
Следы царапин на контрольном изделии показывают, что испытываемая поверхность более мягкая, чем определитель.
Испытания проводят до тех пор, пока твердость предмета не окажется выше твердости тестера и будет находится между средними показателями обоих инструментов.
Какие бывают напильники
Современное производство не всегда может быть удовлетворено результатами ручного труда, поэтому производители предлагают такие инструменты, как электрический или пневматический напильник.
Последние отличаются небольшой производительностью, но выигрывают в весе и размерах.
Сетевые инструменты имеют высокую производительность, тяжелее и габаритнее первых, но не требуют дополнительной подачи воздуха.

С развитием автономных технологий, появился новый вид – ленточный напильник аккумуляторный, который позволяет работать без привязки к точке питания.

Несмотря на то, что пневматика постепенно вытесняется с прилавков магазинов, есть модели, максимально отвечающие требованиям потребителя.
Один из таких популярных вариантов – ленточный пневматический напильник.

Он отлично справляется с зачисткой металлических поверхностей от следов сварки, коррозии и прочего в условиях небольших слесарных предприятий, частных автомастерских, производственных и сборочных цехов.
Как выбрать напильник
Выбирая определенный вид ручного напильника, профессионалы рекомендуют обратить внимание на обрабатываемые материалы и рабочие характеристики.
В числе значимых параметров – качество зубьев.
От него напрямую зависит эффективность работы.
Кроме того, стоит учесть:
— Тип насечек;
— Форму рабочего тела;
— Длину;
— Особенности рукояти или хвостовика.
Размеры должны соответствовать размерам обрабатываемых деталей.
Для габаритных деталей используйте максимальную длину – от 22 до 350 мм, а для небольших – от 150 до 180 мм.

Рукоять должна быть надежной и удобной.
Деревянные ручки считаются менее надежными, более удобны пластик и резина.
Так же, инструменты часто предлагаются без рукояти.
Очень важны такие показатели, как распределение твердости и вязкости.
Вязкость минимальна на поверхности, и максимальна на глубине, а твердость наоборот.
Недостаточная твердость приводит к быстрой потере остроты зубьев, а малая вязкость грозит разрушению насечки при работе.
Поверхностная твердость регламентируется в зависимости от назначения.
Средние показатели по производителям составляют следующие значения для напильников различного вида:
- Столярно-слесарного назначения – от 64 до 66 HRc;
- Заточного типа – от 65 до 67 HRc;
- Рашпили – от 53 до 56 HRc.
Действительное качество проверяется только в процессе использования.
Производители напильников
Действительно, визуально оценить качество инструмента для непрофессионала – задача очень сложная.
Поэтому основной критерий – это отзывы пользователей и репутация производителя.
Среди наиболее популярных марок стоит выделить:
- Зубр;
- Husqvarna;
- Intertool;
- Metabo;
- Makita;
- Металлист;
- Vira;
- Stayer;
- Master;
- Matrix;
- Сибртех;
- Mega;
- Stihl;
- Topex;
- Bosch и др.
Каждый производитель достоин отдельного внимания, поэтом на нашем сайте есть отдельный раздел, где представлена информация о различных фирмах, брендах, марках и т.п.
Заключение
Напильник — это универсальный слесарно-столярный инструмент, предназначенный для обработки различных материалов с целью придания им нужной формы, ровности и чистоты.
Читайте также: