Ножницы по металлу кривошипные
Обновлено: 19.05.2024

Изготовителем и разработчиком ножниц НА3121 является Шимановский завод кузнечно-прессового оборудования г. Шимановск Амурской области.
Станки, выпускаемые Шимановским заводом кузнечно-прессового оборудования
НА3121 Ножницы кривошипные листовые гильотинные с наклонным ножом для обработки листового металла. Назначение, область применения
Гильотина НА3121 разработана в 1983 году и серийно выпускалась с 1984 года. Разработчик Шимановский завод КПО г. Шимановск.
Ножницы кривошипные гильотинные НА3121 выпускались по ТУ2-041-1068—83, ГОСТ 6282-76 и заменили устаревшую модель Н3121.
Ножницы гильотинные механические НА3121 с наклонным ножом для листового металла предназначены для продольной и поперечной резки листового материала. Применяются в заготовительных цехах машиностроительных предприятий.
Особенности конструкции кривошипных гильотинных ножниц НА3121
Ножницы НА3121 выполнены с верхним приводом.
Вращение от электродвигателя через клиноременную передачу, муфту-тормоз, цилиндрический редуктор передается на эксцентриковый вал и далее через кривошипно-шатунный механизм — ножевой балке.
Станина ножниц представляет собой сварную конструкцию, состоящую из двух стоек, связанных между собой швеллерами.
На стойки опирается стол, к которому винтами крепятся нижние ножи. Горизонтальным перемещением стола регулируется зазор между верхними и нижними ножами. К столу крепятся передний и боковой упоры.
Ножевая балка — сварной конструкции Г-образной формы, усиленная ребрами. На ножевой балке крепятся верхние ножи.
Пневматические уравновешиватели служат для компенсации массы ножевой балки, а также для снижения динамических нагрузок при работе ножниц.
Пневматическая многодисковая фрикционная муфта-тормоз жесткосблокированная и расположена на левом конце приводного вала.
Для мерной резки полос ножницы снабжены задним упором, который установлен с тыльной стороны ножевой балки. Установка заднего упора производится с помощью винтового механизма, приводимого от маховичка вручную.
Лист при резке прижимается прижимной балкой, работающей согласованно с ножевой балкой. Необходимые усилия прижима обеспечивают пружины, которые размещаются в стаканах прижимной балки.
Электросхема обеспечивает работу ножниц на одиночных и автоматических ходах.
Управление ножниц кнопочное и от педали.
Смазка основных механизмов комбинированная.
Гильотинные ножницы с наклонным ножом. Общие сведения
Синонимы: ножницы гильотинные, ножницы листовые, ножницы механические, ножницы кривошипные, ножницы гидравлические, shears for sheet metal working, guillotine shears, crank shears.
Гильотинные ножницы - ножницы с наклонным ножом предназначены для прямолинейной продольной и поперечной резки листового металла. На гильотинных ножницах может производиться резка листов, как по разметке, так и без нее - по заднему или боковому упорам.
В зависимости от типа привода верхнего ножа гильотинные ножницы бывают:
- механическими (кривошипными)
- гидравлическими
Гидравлические гильотинные ножницы являются наиболее мощными, длина реза у них достигает 8 и более метров, толщина разрезаемого материала - до 60 миллиметров.
Гильотинные ножницы с механическим приводом во многом схожи с гидравлическими ножницами, основным отличием является система привода: оба движения лезвия (и вверх и вниз) обеспечиваются кривошипным механизмом.
Ножницы с механическим приводом не обладают высокой мощностью и применяются для резки материалов максимальной толщиной 3 - 8мм. Однако скорость реза у этого класса гильотин достаточно высока – до 56 резов в минуту (для сравнения, у гидравлических ножниц количество резов варьируется от 3 до 18 в минуту).
Гильотинные ножницы различают, также, по конструкции привода верхнего ножа:
- ножницы с прямым ходом верхнего ножа
- ножницы с поворотной (качающейся) балкой - консольные
У гильотинных ножниц с прямым ходом верхнее лезвие закреплено на раме, которая за счет кривошипа или 2-х гидроцилиндров перемещается вниз по прямым направляющим, расположенным на внутренней поверхности боковых стенок машины.
У гильотинных ножниц с поворотной балкой перемещение верхнего ножа происходит за счет вращения балки вокруг центров, находящихся на боковых стенках в задней части станка. Поскольку система привода поворотной балки находится внутри корпуса машины - ножницы с поворотной балкой более компактные.
При относительно низкой стоимости ножниц с поворотной балкой, компактности и простоте их исполнения, у них все же имеется определенный недостаток: угол резки не изменяется, оставаясь равным установленному производителем, вне зависимости, режутся ли толстые или тонкие листы.
Основные параметры и характеристики ножниц кривошипных
В данной статье попробуем кратко познакомить вас с таким видом оборудования как ножницы кривошипные. Говоря о данном виде станков, сразу отмечает, что этот вид ножниц считается достаточно многофункциональным. При правильном техническом обслуживании, соблюдении всех норм эксплуатации, срок службы такого оборудования составит несколько десятков лет.

Если вы планируете приобрести такой станок как кривошипные ножницы, то при выборе необходимо обратить внимание на несколько основных его характеристик:
- мощность главного и вспомогательных (при наличии) приводов;
- максимальная ширина листового материала, которую можно обрабатывать;
- максимальный толщина обрабатываемого материала.
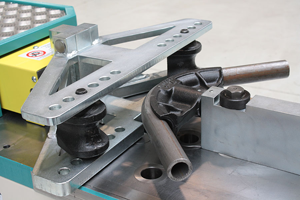
На сегодняшний день существуют модели такого оборудования, которое позволяет рубить одновременно и уголки и элементы самых разных форм. Самое главное четко понимать, в каких конкретно целях будет использоваться станок.
В рамках развития промышленных предприятий или развития вашего производства, непременно следует учесть основные преимущества станков данного типа – как долговечность, практичность, прочность. Тем более что кривошипные ножницы легки и не привередливы в эксплуатации.
Многофункциональность – еще один несомненный плюс, что под ней подразумевается? Дело в том, что ножницы кривошипные могут использоваться как на средних, малых, так и на крупных производствах. Характерность же их заключается в том что они могут порубить вам как листовой металл, так и прокат связанный с вашем родом деятельности, например небольшие прутки круглого проката, уголки, профиль Все эти положительные моменты обязательно вызовут желание приобрести оборудование. Надежный станок, предназначенный для качественной резки металла, уж точно не будет простаивать без дела, так как именно с него вы начинаете создавать детали необходимых форм и размеров.
Кривошипные ножницы относятся к оборудованию, предназначенному для разделительных операций и являются основным технологическим оборудованием для резки листа, проката, труб и скрапа. Существуют следующие виды кривошипных ножниц:
- с параллельными ножами;
- с наклонными ножами;
- высечные.
Ножницы с параллельными ножами используются мало из-за больших технологических усилий. Листовые ножницы с наклонным верхним ножом выпускаются в 2-х конструкторско-технологических модификациях:
- Ножницы с движением верхнего ножа в плоскости, расположенной под прямым углом к плоскости стола;
- Ножницы с движением верхнего ножа в плоскости, расположенной под небольшим углом к вертикали (1 0 30’ – 2 0 ), предназначены для получения точных заготовок с чистым и перпендикулярным к плоскости листа срезом.
Ножницы для резки металла с наклонным ножом:
- обеспечивается благоприятный режим механического воздействия (благодаря наклону верхнего ножа и более плавному заходу);
- отсутствуют динамические явления, возникающие в других механизмах предназначенных для резки металла.

Основные параметры ножниц с наклонным ножом для резки листового металла с толщиной 1 – 60 мм регламентирует ГОСТ 6282 – 88
Итак, кривошипные ножницы имеют ряд достоинств:
- высокую производительность;
- эргономичное управление;
- безопасную и экономичную эксплуатацию;
- жесткую станину для точности обработки;
- широкий модельный ряд, позволяющий подобрать самое экономически выгодное оборудование.
Также по теме.
Выбираем профессиональный гибочный станок недорого
Если речь идет о недорогом профессиональном оборудовании для гибки металлических труб, рекомендуем рассмотреть трубогиб ручной. Его преимуществом является достаточный функционал, быстрая окупаемость, долговечность, простота использования. Назначение трубогибочных станков Трубогибы всех […]

Электрогидравлические и электромеханические профилегибы – что о них необходимо знать при выборе?!
Электрогидравлические профилегибочные станки – это подвид металлообрабатывающего станочного оборудования, которое используется для гибки сортового металлопроката, металлических труб и фасонных элементов по технологии вальцевания заготовки на угол до 360 градусов. Технологические […]

Помогаем подобрать электромеханический трубогиб
В крупных производственных мастерских и на промышленных предприятиях, где выпуск продукции связан с необходимостью постоянного изгибания труб различного сечения, применяются электромеханические трубогибочные станки. Для данного вида оборудования характерна мощная конструкция, […]
Ножницы гильотинные электромеханические

Ножницы гильотинные электромеханические серия Q11-1250х3
Максимальная ширина отрезаемого листа – 1250 мм
Толщина отрезаемого листа – от 0,3 до 3,0 мм
Вес – 980 кг
Ножницы гильотинные электромеханические серия Q11-3x1250A

Ножницы гильотинные электромеханические серия Q11-1250х4
Максимальная ширина отрезаемого листа – 1250 мм
Толщина отрезаемого листа – от 0,5 до 4,0 мм
Вес – 1200 кг
Ножницы гильотинные электромеханические серия Q11-4x1300NC
Максимальная ширина отрезаемого листа – 1300 мм
Толщина отрезаемого листа – от 0,5 до 4,0 мм
Вес – 1355 кг

Ножницы гильотинные кривошипно-шатунные серия Q11-3х1300
Максимальная ширина отрезаемого листа – 1300 мм
Толщина отрезаемого листа – от 0,5 до 3,0 мм
Вес – 1300 кг
Ножницы гильотинные кривошипно-шатунные серия Q11-3х1500
Максимальная ширина отрезаемого листа – 1500 мм
Толщина отрезаемого листа – от 0,5 до 3,0 мм
Вес – 1500 кг

Ножницы гильотинные электромеханические серия GM 1000-1.25
Максимальная ширина отрезаемого листа – 1050 мм
Толщина отрезаемого листа – от 0,2 до 1,25-1,5 мм
Вес – 505 кг

Ножницы гильотинные электромеханические серия GM 1250-1.25
Максимальная ширина отрезаемого листа – 1280 мм
Толщина отрезаемого листа – от 0,2 до 1,25-1,5 мм
Вес – 520 кг
Ножницы гильотинные электромеханические серия Q11-2050х2
Максимальная ширина отрезаемого листа – 2050 мм
Толщина отрезаемого листа – от 0,2 до 2,0 мм
Вес – 1360 кг
Ножницы гильотинные электромеханические серия Q11-2050х3
Максимальная ширина отрезаемого листа – 2050 мм
Толщина отрезаемого листа – от 0,2 до 3,0 мм
Вес – 1520 кг
Ножницы гильотинные электромеханические серия Q11-2x2550NC
Максимальная ширина отрезаемого листа – 2550 мм
Толщина отрезаемого листа – от 0,5 до 2,0 мм
Вес – 1900 кг
Ножницы гильотинные электромеханические серия Q11-4x2550NC
Максимальная ширина отрезаемого листа – 2550 мм
Толщина отрезаемого листа – от 0,5 до 4,0 мм
Вес – 2500 кг
Ножницы гильотинные кривошипно-шатунные серия Q11-4х2000
Максимальная ширина отрезаемого листа – 2000 мм
Толщина отрезаемого листа – от 0,7 до 4,0 мм
Вес – 3000 кг
Ножницы гильотинные кривошипно-шатунные серия Q11-4х2500
Максимальная ширина отрезаемого листа – 2500 мм
Толщина отрезаемого листа – от 0,8 до 4,0 мм
Вес – 3600 кг
Ножницы гильотинные электромеханические серия НГ25-02
Максимальная ширина отрезаемого листа – 2500 мм
Толщина отрезаемого листа – от 0,5 до 2,5 мм
Вес – 2800 кг

Ножницы гильотинные электромеханические серия НГ25-03
Максимальная ширина отрезаемого листа – 2500 мм
Толщина отрезаемого листа – от 0,5 до 3,2 мм
Вес – 2900 кг

Ножницы гильотинные электромеханические серия GM 1500-1.25
Максимальная ширина отрезаемого листа – 1550 мм
Толщина отрезаемого листа – от 0,2 до 1,25-1,5 мм
Вес – 610 кг

Ножницы гильотинные электромеханические серия GM 2000-1.25
Максимальная ширина отрезаемого листа – 2050 мм
Толщина отрезаемого листа – от 0,2 до 1,25-1,5 мм
Вес – 710 кг
Ножницы гильотинные электромеханические серия GM 2500-1.25
Максимальная ширина отрезаемого листа – 2550 мм
Толщина отрезаемого листа – от 0,2 до 1,25-1,5 мм
Вес – 780 кг
Ножницы гильотинные электромеханические серия GM 3000-1.25
Максимальная ширина отрезаемого листа – 3050 мм
Толщина отрезаемого листа – от 0,2 до 1,25-1,5 мм
Вес – 860 кг
Гильотинные ножницы можно разделить на следующие подвиды: с ручным приводом, электромеханические, электрогидравлические и пневматические.
В данном разделе представлены ножницы гильотинные электромеханические, наиболее используемая и группа станков, которая твердо заняла главный сегмент рынка гильотинного оборудования, и являются наиболее производительным классом среди всех имеющихся видов и модификаций.
Данный подвид станков используется в основном на серийных производствах как стационарное оборудование позволяющее работать с большим диапазоном размеров и форм листового металлопроката, обеспечивая ритмичность и производительность процесса изготовления готовой продукции.
Конструктивно гильотинные электромеханические ножницы могут быть выполнены по-разному, в связи с чем, имеют большие различия в весе, в габаритных размерах, в принципе действия и устройстве кинематической системы. В основном конструктив состоит из следующих узлов: массивная и жесткая рама (станина станка), редукторная часть (основной привод станка), маховик, подающий стол (с возможностью регулировки зазора), верхняя ходовая балка, прижимной механизм, ножи (верх и низ), задний упор, система управления. Выделяют два основных типа электромеханических гильотин – роторный (накапливают кинематическую энергию во вращающемся при запуске маховике и передают ее по команде с пульта управления, через эксцентриковый механизм на верхнюю ходовую балку, осуществляя тем самым рез заготовки) и редукторный (двигатель включается непосредственно в момент реза, механическое усилие формируется через кинематическую систему передач самого редуктора). Роторные гильотинные ножницы на сегодняшний день являются наиболее распространенными, а редукторные же при более сложном устройстве считаются менее шумными, более долговечными и стабильными в работе.
Основными преимуществами данного класса ножниц гильотинных являются:
- надежность и удобство эксплуатации гильотины;
- наличие мотор редуктора (одного или нескольких, в зависимости от модели станка) обеспечивает ритмичность и высокую производительность работ;
- наличие системы управления (ЧПУ), что позволяет, задавать оператору необходимые параметры реза, число которых ограничено только моделью выбранного гибочного станка;
- наличие регулируемого заднего упора (ручной или электроприводной);
- возможность автоматической регулировки зазора между ножами (в зависимости от модели станка).
- наличие автоматического прижимного механизма, фиксирующего металлический лист перед резом.
- наличие на подающем столе подвижных штанг и боковых упоров, для удобной фиксации листа;
- возможность работы с большой толщиной металла.
Особенности в работе электромеханических гильотинных ножниц:
- как правило, необходимость подготовки фундамента и стационарное размещение станка;
- обеспечение процесса реза и прижима происходит за счет электромеханического привода, исключая необходимость физического воздействия со стороны оператора;
- расходным материалом служит электроэнергия, моторное масло и смазка сопутствующих узлов.
Если вас заинтересовала данная продукция, отправляйте он–лайн заявку через запросную форму на нашем сайте и наши специалисты помогут вам выбрать правильное оборудование.
Ножи по металлу плоские
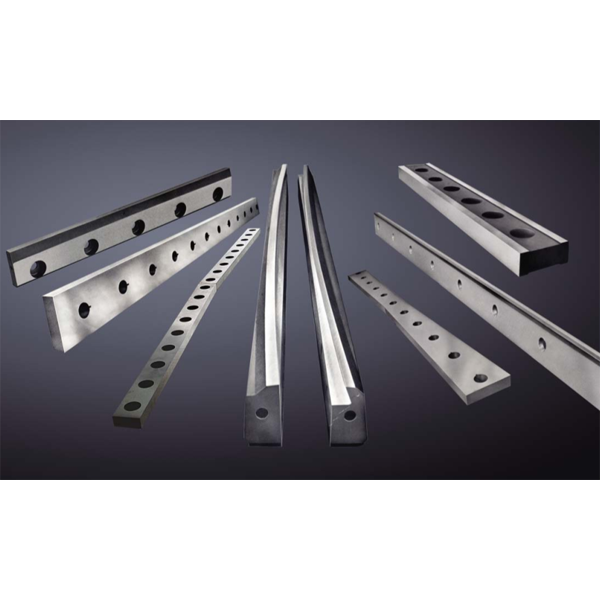
Плоские ножи для гильотины по металлу представляют собой инструмент для резки листового металла (различной толщины) в холодном и горячем состоянии на гильотинах и гильотинных ножницах. Плоские ножи для гильотинных ножниц по металлу применимы на любых заготовительных производствах, где станочный парк включает в себя гильотины или гильотинные ножницы, и специфика работ требует раскроя листового металла под определенный размер.
На практике изготавливается 159 стандартных типоразмеров ножей длиной L = 110-2000 мм, шириной B = 50-220 мм и толщиной S = 12-120 мм по ТУ14-1-1900-76 твёрдостью для холодной резки металла 52…59 HRC, для резки металла в горячем состоянии 40…50 HRC.
Гильотинные ножи изготавливаются из высококачественной легированной стали 5ХНВС, 6ХВ2С, и гарантийная наработка ножа между переточками, при правильной регулировки зазора, в среднем составляет 40-45 часов.
Изготовление ножей для резки металла в стандартном исполнении практически всегда гарантирует постоянное наличие этой продукции на складе. Если вы применяете нестандартные размеры ножей по металлу, которых нет в нашем каталоге, (в том числе повышенной прочности), предлагаем изготовить их на производственных площадях отечественных производителей, многолетний опыт сотрудничества с которыми гарантирует неизменное качество производимой продукции. Для этого необходимо предоставить чертеж, эскиз или образец изделия.
Ниже представлены наиболее распространенные модели Гильотинных ножниц и соответствующие к ним гильотинные ножи (каталог), которые можно заказать у нас, связавшись по телефонному номеру или по электронной почте.
Что Вам предлагает наше производство:
- Качественное и своевременное изготовление гильотинных ножей;
- Производство из различных видов сталей 6ХС, 9ХС, 6ХВ2С, Х12МФ;
- Гарантия на изготовленные нами ножи для гильотинных ножниц от 6 до 18 месяцев, в
- зависимости от марки стали;
- Возможный минимальный заказ от 1 единицы.
Наше производство готово изготовить любые виды гильотинных ножей.
Оформляя заказ напрямую у производителя, т.е. у нас, Вы не только экономите свои деньги, но и гарантированно получаете качественную продукцию в соответствии с ГОСТом (25306-82 ‘Ножи плоские к листовым ножницам’). Для производства станочных ножей используются только качественные инструментальные легированные стали. Готовые ножи для
гильотинных ножниц можно применять как для продольной, так и поперечной резки. При правильно выставленном рабочем зазоре между ножами – рез получается ровным, без заусениц.
Производственное подразделение компании ВСС-Групп, занимающееся выпуском промышленных ножей постоянно работает над совершенствованием сервиса и улучшением качества производимой продукции. Поэтому постоянным Заказчикам гильотинных ножей мы всегда готовы предложить гибкую систему скидок. Мы ценим каждого клиента, и учитываем все требования и пожелания при выполнении заказа. В штате наших сотрудников работают квалифицированные специалисты, у каждого за плечами солидный опыт в производстве промышленных ножей. На каждом этапе производства осуществляется строгий контроль качества, вне зависимости от величины партии товара. Благодаря современным технологиям мы свели к минимуму риск брака при производстве такой продукции, как ножи для гильотинных ножниц.
Наш консультант-технолог постарается помочь разрешить любые возникшие технологические сложности или вопросы.
НК3418 Ножницы гильотинные с наклонным ножом для листового металла
Схемы, описание, характеристики

Изготовителем ножниц НК3418 является Стрыйский завод кузнечно-прессового оборудования.
Станки, выпускаемые Стрыйским заводом КПО
НК3418 ножницы гильотинные кривошипные для обработки листового металла. Назначение и область применения
Ножницы гильотинные нк3418 разработаны в 1977 году и серийно выпускались с 1979 года. Разработчик Азовский ПО КПО, Донпрессмаш г. Азов.
Кривошипные листовые ножницы (гильотинные) с наклонным ножом НК3418 предназначены для холодной резки листового материала с пределом прочности σBP ≤ 500 МПа (50 кгс/мм 2 ) и с наибольшими размерами поперечного сечения 6,3 х 2000 мм.
Возможна резка неметаллических листовых материалов, исключающих быстрое затупление режущих кромок ножей и растрескивание вырезаемой заготовки.
Ножницы НК3418 находят широкое применение в заготовительных цехах предприятий машиностроения, автотракторостроения, авиастроения, судостроения, сельхозмашиностроения и других отраслях промышленности, так как обладают более высокой производительностью, чем ножницы серии "НД", за счет отсутствия подготовительного времени на переналадку механизма реза на разную толщину отрезаемого металла и механизации заднего упора.
Основны параметры машины для резки листового металла НК3418:
- Наибольшие размеры разрезаемого металла - 6,3 х 2000 мм
- Частота хода ножа - 50 мин -1
- Механическое перемещение заднего упора - 0..700 мм
- Тип муфты - пневматическая фрикционная многодисковая
- Тип тормоза - пневмо-пружинный дисковый
- Мощность электродвигателя - 8,5 кВт
- Вес ножниц полный - 4330 кг
Электросхема обеспечивает работу ножниц в режимах:
- Одиночный ход
- Непрерывные (автоматические) ходы
- Наладочный режим - толчковый ход
Величина зазора между ножами и усилие прижима автоматически устанавливается пропорционально усилию реза в зависимости от толщины разрезаемого листа.
Задний упор ножниц механизирован, что позволяет устанавливать заданный размер отрезаемых заготовок с рабочего места оператора по цифровому счетчику, установленному на лицевой стороне ножниц.
Станина ножниц цельносварная, что увеличивает жесткость конструкции и снижает трудоемкость изготовления. Она состоит из двух стоек, стола и стяжки. В стойках выполнены расточки, в которых установлен на подшипниках качения кривошипный вал с шатунами.
Привод ножниц от электродвигателя, закрепленного на поворотной плите, через клиноременную передачу на приводной вал редуктора и далее на кривошипный вал.
Редуктор выполнен в виде агрегатного узла и состоит из двух ступеней зубчатой передачи.
Муфта-тормоз пневматическая, фрикционная, многодисковая, смонтирована на входном конце вала редуктора.
Механизм реза состоит из прижимной и ножевой балок. Прижимная балка качающейся (консольной) конструкции: в ее прямолинейных направляющих движется ножевая балка. Прижимная и ножевая балки связаны между собой рычажной системой, которая соединена с приводом ножниц. В верхней частя прижимной балки установлены винтовые упоры, служащие для возврата ее в верхнее положение.
Ножевая балка снабжена пневматическими уравновешивателями, смонтированными в кронштейнах, закрепленных на станине.
Механизм заднего упора закреплен на ножевой балке и состоит из двух ходовых винтов, по которым перемещаются ползушки, с закрепленной (шарнирно) упорной планкой.
Для резки тонкого листа на ножницах предусмотрен поддерживатель.
Для защиты рук оператора в зоне реза служит защитная решетка, сблокированная с пусковым устройством ножниц.
Режим работы:
- автоматический
- наладочный
- одиночные ходы
- ручной проворот
Управление кнопочное или педальное.
Система смазки централизованная и позволяет эксплуатацию в условиях низких температур.
Отличие гильотинных ножниц серий НД, НК, Н
Стрыйский завод КПО выпускает ножницы листовые кривошипные с наклонным ножом (гильотина), с пневмо-муфтой серии ”НД” , “НК” и “Н” и на протяжении 30-ти лет и экспортирует свою продукцию в 52 страны мира.
В серии ножниц “НК”, “Н” установка необходимой величины зазора между ножами выставляется автоматически, в зависимости от толщины разрезаемого листового материала, что позволяет резать металл различной толщины без переналадки. Ножницы данной серии оснащены механизированным задним упором, предназначенным для установки разрезаемого листового материала в заданный размер. Длина отрезаемой заготовки устанавливается по счетчику, установленному на лицевой части ножниц через привод механизированного заднего упора.
В серии ножниц “НД” регулировка зазора между ножами осуществляется вручную путем перемещения стола ножниц, согласно диаграммы, в зависимости от толщины разрезаемого листа. Длина отрезаемой заготовки устанавливается маховичком заднего упора, по линейке расположенной на направляющих рейках механизма заднего упора.
Ножницы модели НК3418Р оснащены ручным задним упором, аналогичным ножницам серии ”НД”.
Ножницы кривошипные листовые с наклонным ножом для обработки листового металла. Общие сведения
Ножницы предназначены для прямолинейной продольной и поперечной резки листового металла. На гильотинных ножницах может производиться резка листов, как по разметке, так и без нее - по заднему или боковому упорам.
Ножницы гильотинные с качающейся (консольной) балкой

Преимущества принципа «качающейся» (консольной) балки:
- Высокая точность перемещения балки
- Надежность конструкции и простота в обслуживании, так как она содержит меньше движущихся частей, чем гильотинные ножницы другого исполнения
- Роликовые подшипники большого размера в шарнирах, на которых поворачивается «качающаяся» балка, способствуют точной настройке зазора между ножами. Не требуется в дальнейшем корректировать зазор из-за износа, как на других моделях
- Нет направляющих, которые требовалось бы регулировать и смазывать
- Взаимное геометрическое расположение заднего упора станка и режущей балки позволяет отрезанным частям листа свободно выпадать, не застревая в станке
- Нижний нож станка имеет 4 режущие кромки, в то время как верхний — только 2
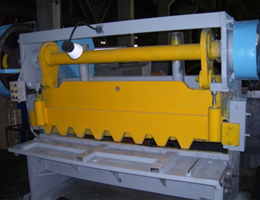
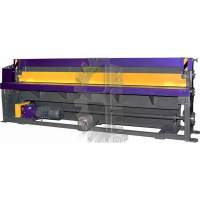
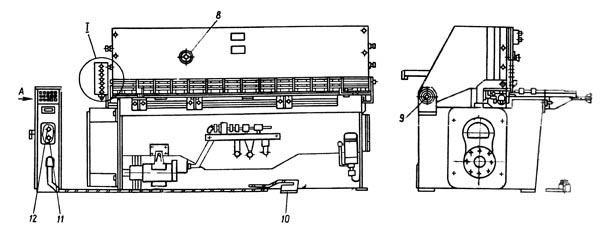
Общий вид гильотинных ножниц НК3418

Фото гильотинных ножниц НК3418
Расположение составных частей гильотинных ножниц НК3418
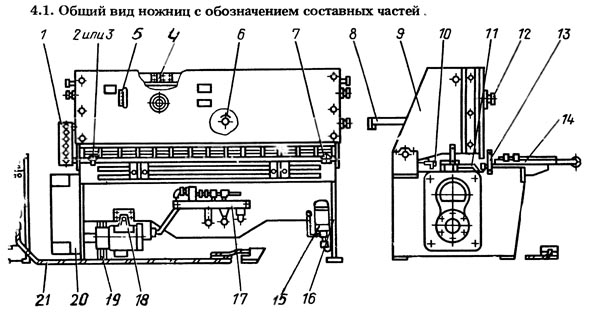
Расположение составных частей ножниц нк3418
Спецификация составных частей ножниц НК3418
Расположение органов управления гильотинными ножницами НК3418
Расположение органов управления гильотинными ножницами нк3418
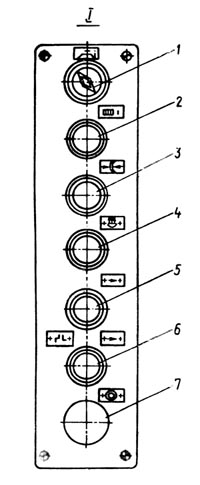
Пульт управления гильотинными ножницами НК3418
Пульт управления гильотинными ножницами нк3418
Перечень органов управления на пульте ножниц НК3418
- Переключатель — выключение освещения линии реза
- Пуск главного электродвигателя
- Ручное управление муфтой-тормозом
- Стоп автоматических ходов
- Включение привода заднего упора назад
- Включение привода заднего упора вперед
- Общий стоп
- Маховик ручного проворота привода заднего упора
- Эксцентрик установки исходного зазора между ножами
- Педаль электрическая управления ножницами
- Переключатель управления
- Переключатель режимов работы
- Вводной автомат
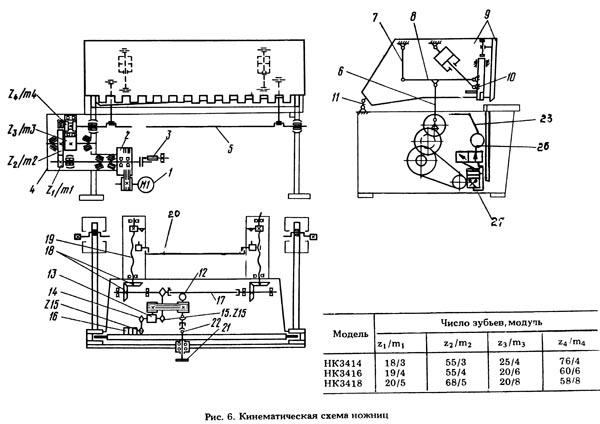
Кинематическая схема гильотинных ножниц НК3418
Кинематическая схема гильотинных ножниц нк3418
Схема резки с автоматической установкой зазора ножниц НК3418

Схема резки с автоматической установкой зазора ножниц нк3418
Описание кинематической схемы ножниц НК3418
Конструкция гильотинных ножниц НК3418 включает в себя три кинематические сборочные единицы, имеющие индивидуальные приводы движения и автономное управление:
- главная кинематическая цепь
- задний упор
- поддерживатель тонкого листа
Главная кинематическая цепь состоит из электродвигателя 1 (Ml), клиноременной передачей связанного с маховиком 2 и через муфту-тормоз 3 с входным валом двухступенчатого цилиндрического редуктора 4. Выходное колесо редуктора жестко связано с эксцентриковым валом 5, на котором смонтированы шатуны через рычаги 7, 8, взаимодействующие с прижимной балкой 9 и ножевой балкой 10. Ножевая балка смонтирована в прямолинейных направляющих Рычаги 7, 8 совместно с прижимной балкой 9 и ножевой балкой 10 образуют отдельную сборочную единицу (механизм реза) шарнирно закрепленный в станине на эксцентриковых осях 11.
При включении электродвигателя M1 и муфты-тормоза 3 механизм реза движется по траектории А (рис. 7) как единое целое, поворачиваясь вокруг осей 11 (см. рис. 6), до соприкосновения прижимной балки с разрезаемым листом (или столом при отсутствии листа). После остановки прижимной балки ножевая балка с точки В (рис. 7) начинает прямолинейное движение по направляющим. При этом в зависимости от толщины разрезаемого листа между ножами автоматически устанавливается необходимый зазор. Так при резке листа толщиной „t" зазор между ножами будет А. При резке листа большей толщины t1 > t прижимная балка остановится от поверхности стола выше и, соответственно, ножевая балка начнет прямолинейное движение с точки С. Зазор между ножами будет равен A1 причем A1 > А. На каждый миллиметр толщины листа увеличение зазора составляет ~ 0,04—0,05 мм.
При отсутствии листа зазор между ножами устанавливаете с помощью осей 11 равным 0,02—0,03 мм (рис. 6).
При встрече верхнего подвижного ножа с листом (начало реза), возрастает усилие, часть которого через рычажную систему передается на прижимную балку, обеспечивая усилие прижима 25 % от усилия реза,
Кинематическая цепь заднего упора включает в себя электродвигатель 12 (М2), клиноременной передачей связанный с быстроходным валом червячного редуктора 13. На тихоходном валу редуктора смонтированы две звездочки 14, 15
Первая — цепной передачей связана с указателем ширины отрезаемой полосы 16, а вторая также цепью — с валом 17, через две пары конических шестерен 18 приводящим во вращение ходовые винты 19, с которыми кинематически связана упорная балка 20, перемещающаяся при вращении винтов. Для точной установки балки 20 до размеру отрезаемой полосы предусмотрен ручной поворот вала электродвигателя М2 маховичком 21 через карданную передачу 22
Поддерживатель тонкого листа. Механизм поддерживателя предназначен для поддерживания отрезаемой части листа с целью получения более точных заготовок за счет провисания листа при работе с задним упором.
Читайте также: