Обеспыливание металла перед покраской
Обновлено: 18.05.2024
Лакокраска-ЯИнформация и статьиХимические методы при подготовке поверхностей под окрашивание: очистка, травление, фосфатирование и промывка. Требования ГОСТа 9.402-2004 Единая система защиты от коррозии и старения
Купив краску оптом важно не испортить процесс окрашивания, пропустив этап подготовки поверхности под окрашивание.
5.11.5 Обезжиривание щелочными водными растворами
5.11.5.1 Обезжиривание металлов проводят определенной маркой технического моющего средства (далее - ТМС), выбранного в соответствии с применяемым технологическим процессом и удовлетворяющего требованиям качества обезжиривания, установленного для данного процесса.
5.11.5.2 При подготовке поверхности крупногабаритных изделий сложного профиля, ремонтной подготовки поверхности, подкрашивании изделий в сборе и др. обезжиривание проводят с помощью щеток или протирочного материала, смоченных уайт-спиритом или водными растворами ТМС.
Для подготовки поверхности применяют щетки и протирочный материал, не оставляющие следов (рисок, частичек ворса, материала и др.) на обрабатываемой поверхности.5.11.5.3 При применении водных щелочных растворов перед окрашиванием необходимо промыть изделие питьевой водой и высушить обезжиренную поверхность, если после этого не проводят другие операции подготовки поверхности.
5.11.5.4 Щелочной водный раствор периодически очищают от масла и металлических загрязнений.
5.11.5.5 Массовая концентрация масел в водных щелочных растворах, предназначенных для обработки методами погружения и распыления, - не более 2 кг/м.
5.11.5.6 Режимы и параметры щелочных водных растворов приведены в таблицах В.1, В.2 (приложение В), методы контроля и корректирования - в приложении Д.
5.12 Очистка от окалины, ржавчины и тяжелых загрязнений
5.12.1 Очистку поверхности от окалины и ржавчины проводят механическим, термическим или химическим способом. Очистку поверхности от тяжелых загрязнений (сварочного шлака, литейного пригара, оплавленных флюсов, шлифовальной пасты, остатков формовочной смеси, старых лакокрасочных покрытий и др.) проводят механическим способом.
5.12.2 Состояние исходной поверхности металла оценивают по таблице 2. Выбор степени очистки поверхности металлов 1-й и 2-й групп от окалины и ржавчины в зависимости от условий эксплуатации проводят по таблице 9.
Таблица 9 - Степень очистки поверхности металлических изделий от окалины и ржавчины в зависимости от условий эксплуатации
Обозна- чение степени очистки
Характеристика очищенной поверхности
Обозначение условий эксплуатации лакокрасочных покрытий по ГОСТ 9.104
Характеристика обрабатываемых изделий
и материала
При осмотре с шестикратным увеличением окалина и ржавчина не обнаружены
У1, УХЛ1, ХЛ1, Т1, О1, ОМ1, ОМ2, В5
Изделия из 1-й и 2-й групп металлов, подлежащие окрашиванию по 1-му и 2-му классам по ГОСТ 9.032
При осмотре невооруженным глазом не обнаружены окалина, ржавчина, пригар, остатки формовочной смеси и другие неметаллические слои
У1, У2, УХЛ1, УХЛ2, ХЛ1, ХЛ2, Т1, Т2, Т3, О1, ОМ1, ОМ2, ОМ3, В5
Изделия из 1-й и 2-й групп металлов, подлежащие фосфатированию и окрашиванию
Не более чем на 5% поверхности имеются пятна и полосы плотно сцепленной окалины и литейная корка, видимые невооруженным глазом. На любом из участков поверхности изделия окалина занимает не более 10% площади пластины размером 25х25 мм
У1, У2, УХЛ1, У3, УХЛ2, УХЛ3, УХЛ4, ХЛ1, ХЛ2, ХЛ3, Т2, Т3
Изделия из чугуна и стального литья, поковок и горячих штамповок, прокат и изделия сложной формы
С поверхности удалены ржавчина и отслаивающаяся окалина
Труднодоступные места крупногабаритных изделий сложной формы из металла толщиной не менее 4 мм
Примечания
1 Типы черных металлов 1-й и 2-й групп приведены в таблице Д.1 (приложение Д).
2 Сварные швы очищают от шлака и неплотно прилегающей окалины. После сварки при помощи электродов сварные швы с флюсовым покрытием очищают от налета флюса и нейтрализуют. Значение рН поверхности, увлажненной дистиллированной водой, должно быть 6,0- 8,0; контроль проводят при помощи соответствующего индикатора.
5.12.4 Выбор способа очистки поверхности металлов 1-й и 2-й групп от окалины и ржавчины, обеспечивающего требуемую степень очистки, проводят по таблице 10.
Таблица 10 - Максимальная степень очистки от окалины и ржавчины при использовании различных методов
Способ очистки
от окалины и ржавчины
Степень очистки
от окалины
и ржавчины при исходной степени окисленности поверхности
Обработка изделий любой формы. Удаление окалины и ржавчины из труднодоступных мест (карманов, отверстий, пазов и т.п.)
Обработка крупногабаритных изделий (зачистка сварных швов, удаление продуктов коррозии и т.п.), местное удаление окалины, ржавчины или старых лакокрасочных покрытий перед ремонтным окрашиванием
Механизированная очистка (вращающимися щетками, пневматическими молотками, с использованием шлифовальных шкурок и др.)
Механическая очистка ручным инструментом
Примечание - Очистка вручную допускается при наличии на поверхности легкой ржавчины или следов коррозии. При этом достигается 1-я или 2-я степень очистки от оксидов.
5.12.6 Для изделий из металла толщиной 4 мм и более, эксплуатируемых в условиях В5 по ГОСТ 9.104, срок службы которых в результате абразивного износа и разрушающего воздействия агрессивных сред не более 12 мес, допускается окрашивать поверхности со степенями очистки от оксидов 3 и 4 с применением технологических схем подготовки поверхностей 1-3 по таблице 3, а также применять грунтовки-преобразователи ржавчины или преобразователи ржавчины.
5.12.7 Механическая очистка поверхности
5.12.7.1 Механическую очистку поверхности изделий проводят при помощи ручного и механизированного инструментов, специального оборудования, а также методами струйной абразивной и струйной водной обработок.
5.12.7.2 Ручную очистку проводят с использованием проволочных щеток, шпателей, скребков, абразивных шкурок, молотков для скалывания ржавчины.
5.12.7.3 Механизированную очистку проводят с использованием вращающихся проволочных щеток, различного типа шлифовальных приспособлений, отбойных молотков, игольчатых пистолетов.
Участки поверхности, недоступные для обработки механизированным инструментом, подготавливают вручную. Очистку проводят так, чтобы отсутствовали какие-либо повреждения или дефекты поверхности (риски, вмятины и т.п.).
5.12.7.4 Сухая абразивная струйная очистка
Центробежную абразивную струйную очистку проводят на неподвижных установках или в передвижных устройствах струйной очистки, в которых абразив поступает сначала на вращающиеся колеса или лопасти, а затем равномерно с большой скоростью разбрасывается на очищаемую поверхность.
Абразивная струйная очистка сжатым воздухом осуществляется путем подачи абразива в поток воздуха, подаваемого с высокой скоростью из сопла на очищаемую поверхность. Абразив может быть впрыснут в воздушный поток из сосуда, находящегося под давлением, или увлечен воздушным потоком в процессе засасывания из сосуда, не находящегося под давлением. В воздушно-абразивный поток допускается добавлять небольшое количество воды для устранения пыли в диапазоне размера взвешенных частиц менее 50 мкм. Расход воды составляет 15-25 дм/ч.
Абразивную струйную очистку при помощи вакуума или всасывающей головки проводят с тем отличием, что сопло встроено во всасывающую головку, которая герметично закреплена на стальной поверхности и предназначена для сбора отработанного абразива и загрязнений. Воздушно-абразивный поток может быть затянут на поверхность также при использовании пониженного давления во всасывающей головке.
5.12.7.5 Влажная абразивная струйная очистка
Влажная абразивная струйная очистка со сжатым воздухом осуществляется аналогично струйной очистке со сжатым воздухом с добавлением жидкости (обычно питьевой воды), в результате чего поверхность очищают путем воздействия на нее потока воздуха, питьевой воды и абразива.
Суспензионная струйная очистка заключается в подаче смеси мелких абразивных частиц с жидкостью при помощи насоса или сжатого воздуха на очищаемую поверхность.
Струйную очистку жидкостью под давлением проводят при помощи потока жидкости (обычно - питьевой воды) с абразивом, который через сопло направляют на очищаемую поверхность. Поток представляет собой жидкость, находящуюся под давлением, а количество добавленных абразивов, как правило, меньше, чем при влажной абразивной струйной очистке сжатым воздухом. Абразив вводят либо в сухом виде (при помощи воздуха или без него), либо в виде жидкой пасты.
Струйная очистка со сметанием представляет собой частный случай использования струйной очистки и предназначена для очистки органических и металлических покрытий или для придания им шероховатости при удалении поверхностного слоя. Струйную очистку со сметанием проводят таким образом, чтобы покрытие с сильным сцеплением, находящееся под первым слоем, не было бы пробито и сорвано с оголением подложки при столкновении с абразивом. Требуемые условия очистки поверхности согласовываются между заинтересованными сторонами. Как правило, для струйной очистки со сметанием используют струю воздуха низкого давления и мелкий абразивный порошок.
Точечная струйная очистка представляет собой обычную форму струйной очистки сжатым воздухом, когда обработке на поверхности подвергаются только отдельные точки (например, пятна ржавчины или сварки).
Водная струйная очистка заключается в подаче струи питьевой воды под давлением на очищаемую поверхность. Давление воды зависит от удаляемых загрязнений, таких как водорастворимые вещества, рыхлая ржавчина и старые лакокрасочные покрытия с плохой адгезией. Если в процессе очистки в воду добавляют поверхностно-активные вещества, то необходима последующая промывка поверхности питьевой водой.
Обычно используют следующие методы водной струйной очистки:
- очистка струей питьевой воды с высоким давлением (70-170 МПа);
- очистка струей питьевой воды со сверхвысоким давлением (свыше 170 МПа).
5.12.7.6 Газопламенная очистка
Поверхность обжигают пламенем кислородно-ацетиленовой горелки. Окалину и ржавчину удаляют путем воздействия на них струи огня и высокой температуры. После очистки пламенем поверхность обрабатывают при помощи проволочных щеток с механическим приводом и перед окрашиванием дополнительно очищают от пыли и рыхлых загрязнений. Газопламенную очистку применяют при толщине металла не менее 6 мм.
5.12.7.7 Для струйной абразивной обработки применяют чугунную или стальную дробь по ГОСТ 11964 или шлифовальные материалы по ГОСТ 3647.
Струйную абразивную обработку проводят при толщине металла не менее 3 мм.
Допускается струйная абразивная обработка тонкостенных изделий, если при этом не нарушается их геометрическая форма.5.12.7.8 Изделия из коррозионно-стойких сталей после очистки шлифовальным материалом подвергают травлению для удаления металлической пыли.
При использовании неметаллических абразивов травление не применяют.
5.12.7.9 После механической обработки проводят обдув поверхности сжатым воздухом по ГОСТ 9.010.
5.12.7.10 При влажной абразивной струйной очистке используют смесь абразива с водой в соотношении от 1:2 до 1:6.
5.12.7.11 Для предотвращения коррозии черных металлов в гидроабразивную суспензию вводят один из компонентов, приведенных в таблице 11.
Таблица 11 - Ингибиторы коррозии для влажной струйной абразивной очистки
Подготовка металлической поверхности для антикоррозионной краски. Что нужно обязательно учесть?

Долговечность и надежность антикоррозионного покрытия напрямую связаны с правильной подготовкой поверхности к нанесению лакокрасочного материала. Поэтому этот аспект требует особого внимания. Российские и международные стандарты, требования производителя регламентируют этот процесс. Естественно, что подготовка металлических и бетонных поверхностей отличаются. Здесь мы рассмотрим особенности подготовки металла к окраске.
Для формирования долговечного антикоррозионного покрытия важно учесть все нюансы технологии окрашивания. Сам процесс окраски состоит из подготовки поверхности, нанесения грунтовки или восстановления грунтовочных слоев, нанесения промежуточных и финишных лакокрасочных материалов, послойной сушки. Остановимся подробнее на подготовке металлической поверхности. Требования к этому процессу разнятся в зависимости от условий проведения работ и видов антикоррозионных материалов.
В производственных помещениях, предназначенных для подготовки поверхности, хранения металлоконструкций и их окрашивания, важно соблюдать требования производителей материалов. К ним относятся различные требования, не ограниченные температурой и относительной влажностью воздуха.
В условиях строительно-монтажной площадки, когда работы проходят на открытом воздухе подготовка поверхности металлоконструкций и их окрашивание рекомендуется выполнять при температуре воздуха не ниже плюс 5 °С и не выше плюс 30 °С и относительной влажности воздуха не более 80 % в отсутствие атмосферных осадков, тумана, росы.
Важно знать, что нанесение лакокрасочных материалов должно проводится при указанных производителем климатических условиях. Запрещено проводить окрасочные работы при скорости ветра более 10 метров в секунду, а также по влажным и покрытым инеем поверхностям.
Подготовка металла под нанесение антикоррозионной краски включает устранение дефектов поверхности, окислов, загрязнений, остатков старой краски и других.
Устранение дефектов
Устранение дефектов заключается в том, чтобы убрать с поверхности заусенцы, острые кромки, сварочные брызги, наплывы пайки, прожоги, остатки флюса. Поверхность литых изделий не должна иметь неметаллических макровключений, пригаров, нарушений сплошности металла в виде раковин, трещин, спаев, неровностей в виде приливов, утолщений, складок, за исключением дефектов, допускаемых нормативными документами на отливку. Сварные швы должны быть цельными и сплошными (непрерывными) без пор, трещин и разрывов. Форма шва должна быть гладкая, с плавным переходом от валика к металлу.

Металлическая поверхность с рыхлыми слоями ржавчины и непрочно держащимися остатками старого покрытия
Дефекты поверхности устраняют с помощью ручного или механизированного инструмента: молотка, зубила, шлифмашинок и прочих. Очистку поверхности от загрязнений, рыхлых слоёв ржавчины и непрочно держащихся остатков старого покрытия выполняют металлическими шпателями, стальными щётками, скребками и другим инструментом.
Обезжиривание
Операции по обезжириванию поверхности выполняют до проведения абразивоструйной и механической очистки и до обмыва конструкций от загрязнений чистой водой под давлением. Для этого используют уайт-спирит (по ГОСТ 3134) или другие растворители и специальные составы по ГОСТ 9.402. Все растворители ВМП (СОЛЬВ-УР, СОЛЬВ-ЭП, СОЛЬВ-ЭС) могут применяться для обезжиривания поверхности и промывки лакокрасочного оборудования.



Растворители ВМП
Операции выполняют кистью, мягкой волосяной щеткой или безворсовым обтирочным материалом, смоченными растворителями. Можно провести струйный обмыв поверхности.
Расход растворителя или водно-моющего средства зависит от степени замасленности поверхности и составляет от 0,10 до 0,35 л/м2. После обезжиривания следует осушить поверхность сухим чистым воздухом до полного удаления паров растворителя. Степень обезжиривания должна быть первая в соответствие с ГОСТ 9.402
Обмыв поверхности
При необходимости, металлоконструкции, доставленные на строительную площадку с заводским грунтовочным покрытием, обмывают чистой пресной водой под высоким давлением (не ниже 20 МПа).
Абразивоструйная обработка
В большинстве случаев идеальной подготовкой поверхности является абразивоструйная очистка. Покрытие, нанесенное на такую поверхность, будет служить намного дольше. Очистку поверхности металла от окислов (окалины и ржавчины) выполняют до степени 2 по ГОСТ 9.402 (Sa 2 1 /2 или Sa 2 по ИСО 8501-1) с приданием ей шероховатости для получения оптимальной адгезии лакокрасочного покрытия. Для такой обработки рекомендуется применять абразив, обеспечивающий требуемую чистоту и шероховатость поверхности.
Очистку поверхности от прокатной окалины и прочно держащихся продуктов коррозии следует выполнять абразивоструйным способом с использованием металлического и неметаллического абразива, рекомендуются установки с открытой струёй абразива. Для абразивоструйной очистки необходимо применять абразив, обеспечивающий остроугольный профиль поверхности.
![Абразивоструйная очистка поверхности]()
Абразивоструйная очистка поверхности

Выбор абразива следует выполнять с учётом требований к степени очистки, заданной шероховатости и исходного состояния поверхности.
Качество абразива должно быть подтверждено сертификатом качества поставщика с указанием технических параметров: фракция, твёрдость, плотность, содержание растворимых в воде загрязнений, удельная проводимость водных экстрактов, а также подтверждение соответствия нормативных документам на область его применения. Абразивный материал должен быть сухим, легко пересыпающимся, не содержать пыли, солей или других загрязнений, способных ухудшить адгезию покрытия.

Абразивоструйные установки напорного типа Conractor
Сжатый воздух, используемый при подготовке поверхности и нанесении лакокрасочных материалов, должен быть очищен от масла и влаги при помощи масловлагоотделителя и должен соответствовать требованиям ГОСТ 9.010 (группа 2).
Подготовка поверхности сварных швов, острых кромок и других участков с дефектами поверхности должна иметь степень Р2 - РЗ по ISO 8501-3.
Абразивоструйная обработка для ремонтного окрашивания
Если на окрашенной поверхности есть дефекты (растрескивание, отслаивание до металла, коррозия, повреждения от транспортировки), то его необходимо локально удалить полностью до металла. Очистка проводится абразивоструйным способом до степени Р Sa 2 ½ (в труднодоступных местах - Р Sa 2) по ISO 8501-2 (очень тщательная локальная струйная очистка). Необходимо сделать плавный переход от покрытия к очищенному металлу. Размер ремонтного участка должен превышать размер дефекта минимум на 30 мм. Прочно пристающее (без повреждения адгезии) покрытие должно оставаться неповреждённым.
Если по какой-либо причине невозможно выполнить очистку абразивоструйным методом или для ремонтного окрашивания, то поверхность обрабатывают механизированным и ручным инструментом до степени 3 по ГОСТ 9.402 (St 3 или St 2 по ИСО 8501-1).
Механизированная очистка
Такой тип очистки подходит для участков с небольшими повреждениями и отдельных видов покрытий, о чем обязательно указано в документации производителя.
Механизированную очистку рекомендуется проводить с использованием проволочных вращающихся щёток (дисковых, концевых, торцевых), пневматических молотков, шлифовальных кругов. Ручная очистка проводится при помощи проволочных щёток, шпателей, скребков, зубила, шлифовальной шкурки и прочих инструментов.
Для дефектных участков с одним или несколькими повреждениями, где размер такого дефекта не превышает 5 мм и не составляет более 0,5% от общей площади участка, допускается локальная механизированная или ручная очистка до степени P St 3–P St 2 по ISO 8501-2.
Удаление пыли и остатков абразива
Удаление пыли и остатков абразива с поверхности после очистки проводят путем обдува ее сухим чистым сжатым воздухом, с применением промышленного пылесоса или чистых сухих кистей с коротким жестким ворсом.
Параметры очищенной поверхности
Для визуальной оценки профиля металлической поверхности, очищенной абразивоструйным способом, используют специальный инструмент – компаратор шероховатости. Оптимальная шероховатость очищенной поверхности должна соответствовать понятию «тонкая» компаратора шероховатости «GRIT» (между сегментами 1 и 2, но ближе к сегменту 2), Rz=50±10 мкм по ГОСТ 2789.
В отдельных случаях производится контроль водорастворимых солей (хлоридов) по ISO 8502-6. Такой контроль необходим там, где есть источники загрязнения, например, вблизи береговой линии.
Поверхность, подготовленная к окрашиванию, должна соответствовать первой степени обезжиривания и 2-й степени очистки от окислов по ГОСТ 9.401 (Sa 2 ½ по ISO 8501-1) и быть не ниже 2-го класса обеспыливания по ISO 8502-6.
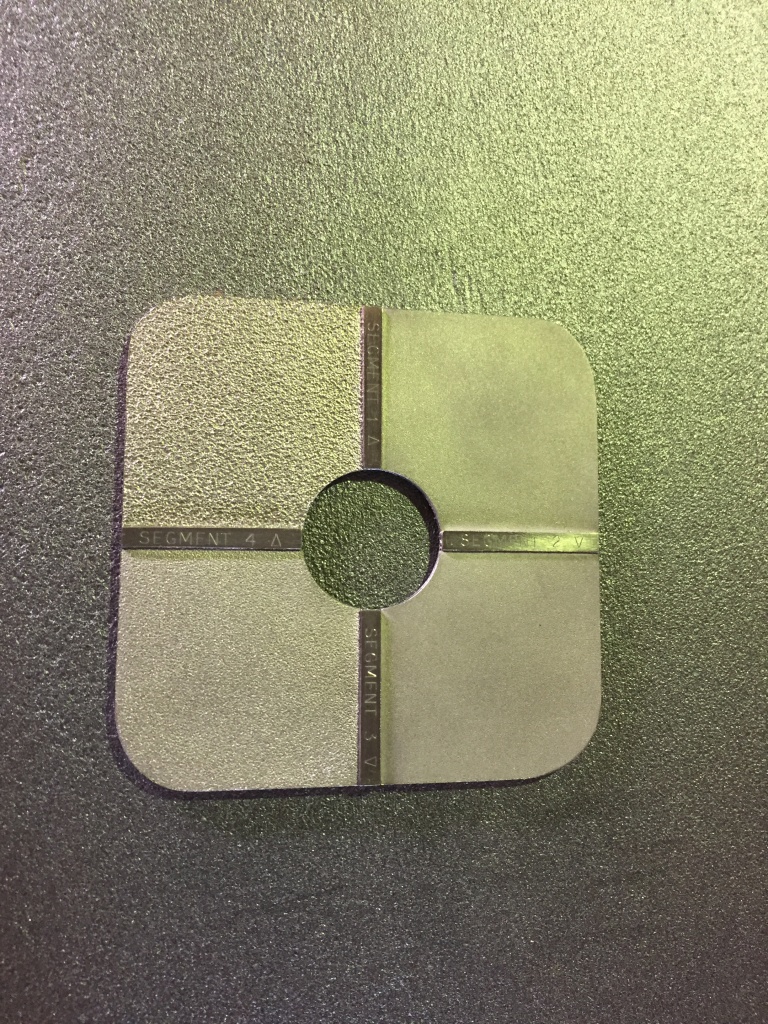
Компаратор шероховатости на поверхности, подготовленной для нанесения антикоррозионной краски

Металлоконструкции после абразивоструйной очистки
Контроль качества подготовки поверхности необходимо выполнять по следующим показателям:
отсутствие масляных и жировых загрязнений;
степень очистки от окислов;
отсутствие водорастворимых солей.
Ответственный подход

В технической документации на антикоррозионные краски производители обычно указывают требования к степени подготовки поверхности. Но при защите конкретного объекта лучше обратиться к техническим специалистам производителя для уточнения минимально допустимой степени.
Инженеры-технологи ВМП аттестованы на инспекторов II категории по контролю качества очистных и окрасочных работ, имеют все необходимые допуски, в том числе к работе на высоте. Поэтому уже на этапе подбора систем покрытий вы получите исчерпывающую информацию о необходимой подготовке поверхности.
Тем, кто нацелен проводить подготовку поверхности самостоятельно стоит помнить общее правило: чем агрессивнее условия эксплуатации объекта, чем выше требования к сроку службы защитного покрытия, тем качественнее должна проводиться очистка поверхности.
Опыт показывает, что нарушение требований к подготовке поверхности является наиболее частой причиной дефектов покрытий и быстрой потери защитных свойств. Некачественная очистка не позволяет использовать высокий потенциал долговечных материалов и приводит к существенным материальным затратам на ремонт.
Внимательно относитесь к требованиям производителя антикоррозионных красок к подготовке поверхности металла, ответственно подходите к выполнению работ и металлоконструкции будут надолго защищены от негативного воздействия окружающей среды.
Подготовка поверхности металла
Все металлы в той или иной степени поддаются коррозии. Условно их разделяют на цветные и черные. Типичным представителем черных металлов является железо, а цветных – медь и благородные металлы.
Благородные металлы практически не поддаются коррозии, но в связи с их дороговизной используются они только в самых ответственных случаях. Медь, никель, титан, алюминий и их сплавы характеризуются высокой антикоррозионной стойкостью, но опять же их широкое применение ограничивают финансовые затраты.
Самым доступным на сегодняшний день и широко используемым металлом является железо. Но, к сожалению, железо быстро ржавеет и нуждается в надежной защите.
На современном рынке лакокрасочных материалов представлен большой ассортимент антикоррозионной продукции, которая позволяет увеличить срок службы металлов.
Следует помнить, что успешная защита металла зависит от качества подготовки его поверхности.
Очистка металлической поверхности: первичная и вторичная
Перед грунтованием и дальнейшей покраской металла проводят тщательную очистку поверхности, удаляя с нее прокатную окалину, загрязнения, ржавчину и остатки старого покрытия.
Различают два вида подготовки поверхности: первичную и вторичную.
Первичная подготовка подразумевает очистку всей поверхности до стали. Вторичная – локальная очистка, которая не затрагивает места с прочно сцепленным покрытием.
Для очистки металлической поверхности применяют гидравлическую, струйно-абразивную и механическую (ручную) очистку. Последний вариант самый трудоемкий и в должной степени не обеспечивает необходимую чистоту поверхности.
Если необходимо очистить поверхность от рыхлой ржавчины, хорошим помощником в этом вопросе служит модификатор ржавчины.
Преобразователь ржавчины наносят на поверхность при помощи кисти, валика или тампона. Время протекания реакции и время сушки указано в инструкции производителя. После полного высыхания поверхности переходят к следующему этапу подготовки металла.
Обеспыливание и обезжиривание поверхности – это обязательный процесс в подготовке поверхности после очистки. Обеспыливают поверхность при помощи мягкой кисти, сжатого воздуха или сильной струей воды. После воды поверхность необходимо тщательно просушить.
Обезжиривают поверхность различными растворителями, чаще всего уайт-спиритом, или водными моющими растворами. Проверить чистоту поверхности можно при помощи белой бумаги или салфетки.
Очищенная поверхность имеет серый окрас с матовыми и блестящими участками. На ней при осмотре невооруженным взглядом не должна быть видна ржавчина, окалина, пригар и прочие неметаллические слои.
Очищенную и подготовленную поверхность следует загрунтовать, после чего ее можно окрашивать.
Металл, который находится в цеху, необходимо загрунтовать (покрасить) не позднее чем через 24 часа после его подготовки. Металл на открытом воздухе грунтуют не позднее чем через 4 часа. Такое временное ограничение обусловлено тем, что, реагируя с влагой воздуха и кислородом, металлическая поверхность покрывается слоем гидроксида, который называют ржавчиной.
Химическая и механическая подготовка поверхности под покраску
Что включает процесс подготовки поверхности под покраску?
Подготовка поверхности под окраску — включает в себя ряд операций, как правило, это многостадийный процесс.
По сути, подготовка поверхности под покраску решает две задачи.
Первая и необходимая — это очистить поверхность, так чтобы на нее ровным слоем лег лакокрасочный материал. С поверхности нужно удалить консервационные масла, СОЖ, продукты коррозии, остатки старого лакокрасочного материала, грязь, металлическую пыль и т.п.
Эта задача решается с использованием таких стадий подготовки металлической поверхности под окраску, как обезжиривание и травление.
Очистку можно проводить с использованием механических методов подготовки поверхности под покраску.
Вторая задача состоит в существенном улучшении физико-механических и защитных свойств Пк.
Лакокрасочные покрытия в определенной степени влагопроницаемы, т.е. действуют практически как полупроницаемые мембраны. При эксплуатации, особенно в жестких климатических условиях (тропический, морской климат, перепады температуры), за счет осмотического давления влага попадает на поверхность изделия через поры лакокрасочного покрытия и инициирует коррозионные процессы на подложке, прежде всего металлической. Продукты коррозии разрушают адгезионную связь лакокрасочного покрытия и подложки, в результате чего покрытие начинает отслаиваться.
При использовании специальных химических средств подготовки поверхности под покраску на подложке формируются конверсионные покрытия, которые значительно улучшают физико-механические и защитные свойства последующего слоя лакокрасочного покрытия, увеличивая срок службы окрашенных металлических поверхностей.
Полный технологический процесс подготовки поверхности под покраску состоит из стадий очистки и формирования защитных конверсионных покрытий.
Что представляют собой конверсионные покрытия?
Это неорганические соединения, образующиеся на поверхности металлов под воздействием химических средств подготовки поверхности. В зависимости от химического состава, с помощью которого выполняется подготовка поверхности металла под покраску, формируются фосфатные, хроматные и оксидные соединения.
Конверсионные покрытия имеют разветвленную поверхность благодаря микро-кристаллической структуре и поэтому образуются прочные адгезионные связи с лакокрасочным покрытием.
Конверсионные покрытия находятся в стабильном состоянии и ингибируют подпленочную коррозию, а в случае повреждения лакокрасочного покрытия (царапина, скол) препятствуют распространению коррозии от места повреждения.
Как влияет тип окрашиваемой поверхности на ее подготовку под покраску?
Подготовка металлической поверхности под покраску зависит как от типа этой поверхности, так и от ее исходного состояния.
Первой и обязательной операцией подготовки поверхности является очистка.
Если на изделии присутствуют только загрязнения (смазка, пыль и т.д), то достаточно обезжиривания. Обезжиривание может проводиться с использованием растворителей и щелочных водных моющих средств.
Можно так же использовать различные методы механической обработки.
Но если на поверхности присутствуют продукты коррозии, окалина или остатки старой краски, то окрашивать такой металл нельзя. Эти загрязнения удаляют с помощью как химического метода (травление), так и различных механических методов подготовки металла под покраску.
При использовании операции травления, ее проводят после обезжиривания или совмещают с ней.
Тип металла также влияет на подготовку поверхности под покраску. Если говорить о полной подготовке поверхности с получением конверсионных покрытий, то тип конверсионного покрытия зависит от типа металла.
Черные металлы (сталь, чугун) фосфатируют. Алюминий, магний и их сплавы хроматируют. Эффективной обработкой для цинка и кадмия, а также оцинкованной стали и цинковых сплавов может быть как фосфатирование, так и хроматирование.
При совместной обработке цветных металлов со сталью предпочтение отдают фосфатированию. Пассивирование, как заключительная обработка, применяется для всех металлов.
Какие существуют методы механической подготовки поверхности под покраску?
Механическая обработка поверхности под покраску может проводиться ручным и механизированным инструментом и различными абразивными материалами с использованием механических установок.
Механическая обработка поверхности позволяет удалить окалину, ржавчину, окислы, старое лакокрасочное покрытие, грубые загрязнения, продукты обугливания, остатки песка и шлака, а также получить необходимую шероховатость поверхности, способствующую увеличению адгезии лакокрасочного покрытия.
Перед механической очисткой замасленные изделия предварительно обезжиривают уайт-спиритом, растворителем Р-4 или щелочным водным раствором. Толстые органические слои загрязнений при толщине металла не менее 6 мм перед механической обработкой иногда удаляют газопламенной очисткой кислородно-ацетиленовой горелкой.
Ручные инструменты (проволочные щетки, шпатели, скребки) применяют при небольшом объеме работ. Для больших объемов используют механизированный инструмент (щетки, шарошки, абразивные круги, бесконечную абразивную ленту, игольчатые пистолеты).
При галтовке или виброабразивной обработке применяют абразивные насыпные материалы.
Галтовка — обработка мелких деталей во вращающихся барабанах. Она может быть сухой только с применением абразива или мокрой с использованием специальных жидких средств и абразива. В результате галтовки происходит очистка изделий, с поверхности снимаются окалина, заусенцы, неровности, уменьшается шероховатость изделий.
Виброабразивная обработка представляет собой механический или химико-механический процесс удаления мельчайших частиц металла и его оксидов с обрабатываемой поверхности, а также сглаживания микронеровностей в результате нанесения абразивом большого количества микроударов.
Среди различных методов механической подготовки поверхности под покраску широкое распространение получила струйная очистка с применением абразивных материалов. К ним относятся сухая абразивная очистка, водная абразивная очистка, водная струйная очистка. Эти виды обработки проводят с применением специального оборудования. В качестве абразивов чаще всего используют металлические песок или дробь, стеклянные шарики, шлаки.
Струйную абразивную обработку изделий проводят при толщине металла не менее 3 мм, обработка тонкостенных изделий допускается лишь в том случае, если при этом не нарушается их геометрическая форма. После сухой абразивной обработки изделия следует обеспылить и при необходимости обезжирить.
Нужно отметить, что обработанный механическими методами металл очень активен и во избежание появления вторичной коррозии должен быть немедленно окрашен или загрунтован. По этой же причине рекомендуется проводить механическую обработку при относительной влажности ниже 85%, при этом температура металла должна быть выше точки росы не менее чем на 3 ºС.
К несомненным достоинствам механических методов подготовки поверхности под покраску следует отнести возможность обработки изделий любых размеров, особенно крупногабаритных, как из черных, так и из цветных металлов, непосредственно на рабочих местах.
Недостатки механической обработки — значительная стоимость, высокая трудоемкость, невозможность обработки тонкостенных изделий сложной конфигурации.
Механическая подготовка поверхности под покраску решает задачу улучшения адгезии лакокрасочного покрытия за счет создание оптимальной шероховатости поверхности, но не придает поверхности антикоррозионных свойств. Одновременно эти задачи можно решить только с помощью подготовки поверхности под покраску химическими способами.
Какие материалы и технологии применяют для химической подготовки поверхности?
Технологический процесс химической подготовки поверхности под покраску проводится с использованием водных растворов специальных составов и состоит из ряда стадий.
Число этих стадий зависят от таких факторов, как тип металла, состояние поверхности, условия эксплуатации окрашенных изделий.
- 1. Обезжиривание и очистка.
2. Удаление продуктов коррозии или окислов.
3. Активация.
4. Конверсионная обработка.
5. Финальная обработка (пассивация, промывка обессоленной водой).
6. Сушка.
Между всеми стадиями подготовки поверхности под покраску проводится промывка водой, лучше в два этапа.
Для жестких условий эксплуатации покрытий (открытая атмосфера), необходимо применять полный технологический процесс подготовки поверхности под покраску с нанесением защитных конверсионных покрытий. Если окрашенные металлические изделия эксплуатируются внутри помещения при нормальной влажности, то можно ограничиться только обезжириванием.
В нашем институте разработан широкий ассортимент слабо- и средне щелочных составов марки КМ для обезжиривания, состоящих из смеси солей (фосфаты, бораты, кальцинированная сода, силикаты) и ПАВ. Они могут применяться в ваннах окунания или в установках распыления.
Для обезжиривания стали рекомендуются составы: КМ-1, КМ-19, КМ-17, КМ-22; для цветных металлов — КМ-25, КМ-18М. Для обезжиривания и межоперационного хранения стальных и чугунных деталей — КМ-27, ХОС-3.
Если для подготовки поверхности черных металлов под покраску используется только обезжиривание, то для предотвращения вторичной коррозии при сушке необходимо проводить пассивацию. Хороший результат дает применение растворов на основе хрома (трех или шестивалентного).
Отметим, что недопустимо применять для пассивации перед окраской металла растворы нитрита натрия, три- и моноэтаноламина.
Перечень всех стадий процесса подготовки поверхности под покраску, включая конверсионную обработку, зависит от типа металла.
Какая конверсионная обработка применяется для черных металлов?
Стальные изделия перед окраской фосфатируют. В процессе фосфатирования на металлической поверхности образуется неорганическое покрытие из трудно-растворимых фосфорнокислых солей тяжелых металлов.
Фосфатные покрытия по своему составу делятся на кристаллические (цинкфосфатные) и аморфные (железофосфатные). Цинкфосфатные Пк превосходят железофосфатные покрытия по коррозионной стойкости, поэтому рекомендуются для подготовки поверхности изделий под покраску, эксплуатируемых в жестких климатических условиях.
Цинкфосфатирование применяется для подготовки поверхности кузовов автомобилей, сельхозтехники, строительных конструкций; железофосфатирование — для металлической мебели, бытовых приборов, светильников и т.п.
Полный технологический процесс фосфатирования состоит как минимум из 5 — 6 стадий и может осуществляться методами погружения и распыления.
Операцию железофосфатирования можно совмещать с обезжириванием, тогда количество стадий обработки сокращается до трех-четырех.
Промышленностью выпускаются разработанные нашим институтом современные фосфатирующие составы для подготовки поверхности перед всеми видами окраски.
Создание новых фосфатирующих составов идет по пути улучшения потребительских свойств формируемых фосфатных покрытий и экологических характеристик процесса фосфатирования. Это достигается за счет введения в рецептуры дополнительно катионов никеля и марганца и снижения концентрации цинка.
В автомобильной промышленности успешно применяются составы для кристаллического фосфатирования КФ-12, КФ-14, КФ-15, КФ-16, созданные взамен КФ-1, КФ-3.
Для одновременного обезжиривания и аморфного фосфатирования разработан новый состав КФА-10, формирующий утолщенные железофосфатные слои повышенной коррозионной стойкости взамен КФА-8.
Особенность подготовки поверхности под окраску металлов, относящихся к группе цветных
Из цветных металлов чаще всего окрашивают оцинкованную сталь и алюминий, а также их сплавы.
Если условия эксплуатации изделий позволяют ограничить подготовку поверхности под покраску процессом обезжиривания, то необходимо учитывать особую нестойкость этих металлов к воздействию щелочных моющих средств.
При обработке в сильно щелочных водных составах они травятся и темнеют, поэтому для их обезжиривания рекомендуется использовать специальные моющие композиции.
Если необходимо провести полный технологический процесс подготовки поверхности алюминия с нанесением конверсионного (хроматного или бесхроматного) покрытия, то с поверхности алюминия под покраску необходимо травлением в сильнощелочных или в кислых растворах удалить оксидную пленку.
При небольшой зажиренности изделий процесс травления можно совмещать с обезжириванием.
У отечественных производителей изделий из окрашенного алюминия и оцинкованной стали бытует ошибочное мнение, что эти металлы не требуют полной подготовки поверхности под покраску с нанесением конверсионных покрытий.
Практика эксплуатации изделий из этих металлов во влажных условиях показала, что в отсутствие конверсионной обработки (хроматирования, пассивации, фосфатирования) под слоем лакокрасочного покрытия образуется легкая белая коррозия, вызывающая потерю адгезии вплоть до отслаивания покрытия.
На сегодняшний день наиболее эффективным методом подготовки поверхности металла под окраску является хроматирование.
На практике используются процессы желтого хроматирования (Алькон-1, Экомет А-001) и зеленого хроматирования (Алькон-4). Однако применение хроматирования ограничено из-за высокой токсичности соединений хрома. В нашем институте разработан и внедрен процесс беспромывочной экологически безопасной хроматной обработки в составе Формихром для обработки рулонного металла.
Ведущие европейские фирмы начинают внедрять бесхроматную обработку цветных металлов. Для этих целей используются химические средства на основе комплексных фторидных соединений циркония, титана или обработка с получением покрытий из сложных окислов никеля, кобальта, оксисиланов.
Для обработки цинка и оцинкованной стали вместо хроматирования с успехом может применяться фосфатирование, особенно если одновременно обрабатывается сталь.
Какие технологии применяют при подготовке поверхности неметаллических поверхностей: полимеров, древесины, бетона, шифера, асбоцемента?
Наша лаборатория занимается разработкой технологии и составов для химической подготовки поверхности металлов под покраску.
На практике мы сталкивались с подготовкой поверхности изделий из пластмасс, и хорошие результаты были получены при использовании кислого обезжиривающего состава КИМОС-5.
Однако выбор состава и технологии подготовки поверхности под покраску должен проводиться конкретно для каждого типа полимеров.
Какими методами контролируют качество подготовки поверхности под покраску?
Поскольку процесс подготовки поверхности под покраску многостадийный, то контроль его качества должен проводиться после каждой стадии обработки. На практике используется, прежде всего, визуальный контроль поверхности.
Качество обезжиривания оценивается протиркой поверхности белой ветошью или по смачиваемости поверхности водой при последующей промывке. Степень очистки от ржавчины и продуктов коррозии определяется осмотром поверхности при пятикратном увеличении.
Если используется конверсионная обработка, то контроль качества фосфатных и хроматных покрытий проводится на образцах-свидетелях: определяются масса покрытия на единицу поверхности, размер кристаллов.
Самый главный показатель эффективной подготовки поверхности под покраску — хорошие характеристики лакокрасочного покрытия: коррозионная стойкость и физико-механические свойства.
Как влияет подготовка поверхности на свойства лакокрасочных покрытий?
Определенная сложность состоит в том, что влияние качества подготовки поверхности на свойства комплексного лакокрасочного покрытия проявляется не всегда сразу после окраски. И часто за нарушения, связанные с подготовкой поверхности под подготовку, расплачивается потребитель.
Например, на плохо обезжиренную поверхность плохо наносится ЛКМ, остатки масла могут быть причиной кратерообразования. При плохом качестве обезжиривания покрытие имеет плохую адгезию.
Некачественная окончательная промывка или использование жесткой воды вызывают осмотическое вспучивание, особенно порошковых полиэфирных покрытий при эксплуатации во влажных условиях.
Причиной осмотического вспучивания лакокрасочных покрытий, образования пузырей, нарушения адгезии является ручная подготовка поверхности под покраску с использованием водорастворимых обезжиривающих средств без промывки и горячей сушки.
Долговечность лакокрасочного покрытия, защита от нитевидной и подпленочной коррозии напрямую связаны с такими стадиями подготовки поверхности, как фосфатирование, хроматирование и пассивация.
Плохо проведенная подготовка поверхности под покраску или неправильный выбор ее стадий обязательно проявятся в разрушении лакокрасочного покрытия тем быстрее, чем жестче условия его эксплуатации.
Как правильно выбрать материалы и технологию подготовки конкретных окрашиваемых поверхностей?
Выбор технологии подготовки поверхности под покраску зависит от трех основных факторов: условий эксплуатации окрашенных изделий, типа металла и состояния исходной поверхности. Гост 9.402-2004 «ЕСЗКС». Покрытия лакокрасочные. Подготовка металлических поверхностей к окрашиванию предусматривает десятки различных схем подготовки поверхности для разных металлов и условий эксплуатации.
Именно условия эксплуатации определяют, будет ли процесс подготовки поверхности под покраску полным с включением конверсионной обработки или достаточно ограничиться только очисткой.
Тип металла определяет вид конверсионной обработки (фосфатирование, хроматирование, пассивация). Состояние исходной поверхности (наличие ржавчины, окалины, оксидных слоев) диктует необходимость использования операций травления или механической очистки.
Кроме того, необходимо учитывать тип применяемого ЛКМ, габариты изделия, производственные площади, имеющееся оборудование, финансовые возможности.
Способы нанесения и тип ЛКМ предъявляют требования к качеству конверсионных покрытий, особенно при использовании электроосаждения или нанесения порошковых ЛКМ.
Габариты изделия, программа производства обусловливают способ нанесения составов:
- погружение в ванны или распыление в камерах;
- циклический или непрерывный конвейер.
К сожалению, из-за отсутствия финансовых возможностей часто отказываются от оптимальной технологии в ущерб качеству окраски.
Материалы для подготовки поверхности выбирают, когда известны технологии и оборудование для подготовки поверхности под покраску.
Сейчас на рынке представлен широкий ассортимент отечественных и зарубежных составов, при выборе которых нужно обязательно быть уверенным, что эти материалы обеспечат необходимое качество подготовки поверхности под покраску, а их цена соответствует качеству.
В заключение хочется отметить, что выбор технологии подготовки поверхности и используемых материалов под покраску является ответственным этапом и должен производиться индивидуально для каждого конкретного случая с привлечением квалифицированных специалистов. Обращайтесь к нам — всегда поможем.
Степени очистки поверхности металла: ГОСТ 9.402, ИСО 8501

Степени очистки металлов посредством абразивоструйного метода перед окраской или другой обработкой описаны в нескольких стандартах. Наибольшее распространение В России получили следующие два стандарта: ГОСТ Р ИСО 8501-1-2014 и ГОСТ 9.402-2004.
ГОСТ Р ИСО 8501-1-2014
Статус на 2022 год: действующий.
Степени окисления металла обозначаются буквами A - D. Степени очистки поверхности обозначаются буквами "Sa".
Данный стандарт является визуальным, то есть основывается на фотографических образцах, с которыми производится сравнение очищенной поверхности. Таблица с описанием степеней очистки в данном случае является вспомогательным, дополнительным средством контроля.
Таблица 1 — Характеристика степеней абразивной струйной очистки, ИСО 8501-1-2014
| Обозначение степени очистки | Характеристика степени очистки | Описание очищенной поверхности |
|---|---|---|
| Sa 1 | Слабая абразивная струйная очистка | При осмотре без применения увеличительных приборов поверхность должна быть свободной от масла, консистентной смазки и грязи, а также от легко отделимой прокатной окалины, продуктов коррозии, лакокрасочных покрытий и посторонних частиц. |
| Sa 2 | Тщательная абразивная струйная очистка | При осмотре без применения увеличительных приборов поверхность должна быть свободной от масла, консистентной смазки и грязи, а также от большей части прокатной окалины, коррозии, лакокрасочных покрытий и посторонних частиц. Допускается наличие на поверхности трудно отделимой остаточной прокатной окалины. |
| Sa 2 1/2 | Сверхтщательная абразивная струйная очистка | При осмотре без применения увеличительных приборов поверхность должна быть свободной от масла, консистентной смазки и грязи, а также от прокатной окалины, коррозии, лакокрасочных покрытий и посторонних частиц. Любые оставшиеся следы очистки допускаются в виде бледных пятен, точек или полос. |
| Sa 3 | Абразивная струйная очистка до видимой чистой стали | При осмотре без применения увеличительных приборов поверхность должна быть свободной от масла, консистентной смазки и грязи, а также от прокатной окалины, коррозии, лакокрасочных покрытий и посторонних частиц. Она должна иметь равномерный металлический цвет. |
Данный стандарт чистоты поверхности ISO 8501-1:2007 издается в Швеции в виде книги с твердым переплётом и фотографиями-образцами, выполненными особым способом печати на пластиковых подложках. Фотографии демонстрируют четыре уровня окисления (коррозии) металлической поверхности без покрытия, а также образцы четырех степеней очистки этих корродированных поверхностей, очищенных при помощи абразивоструйного метода (всего 28 фотографий). Поверка этой книги не требуется и невозможна, так как сама книга - и есть эталон.

ГОСТ 9.402-2004
Статус на 2022 год: действующий.
. выбор степени очистки поверхности металлов 1-й и 2-й групп от окалины и ржавчины в зависимости от условий эксплуатации проводят по таблице 9.
Таблица 9 — Степень очистки поверхности металлических изделий от окалины и ржавчины в зависимости от условий эксплуатации
| Обозначение степени очистки | Характеристика очищенной поверхности | Обозначение условий эксплуатации лакокрасочных покрытий по ГОСТ 9.104 | Характеристика обрабатываемых изделий и материала |
|---|---|---|---|
| 1 | При осмотре с шестикратным увеличением окалина и ржавчина не обнаружены | У1, УХЛ1, ХЛ1, Т1, О1, ОМ1, ОМ2, В5 | Изделия из 1-й и 2-й групп металлов (см. таблицу Д.1), подлежащие окрашиванию по 1-му и 2-му классам по ГОСТ 9.032 |
| 2 | При осмотре невооруженным глазом не обнаружены окалина, ржавчина, пригар, остатки формовочной смеси и другие неметаллические слои | У1, У2, УХЛ1, УХЛ2, ХЛ1, ХЛ2, Т1, Т2, Т3, О1, ОМ1, ОМ2, ОМ3, В5 | Изделия из 1-й и 2-й групп металлов, подлежащие фосфатированию и окрашиванию |
| 3 | Не более чем на 5 % поверхности имеются пятна и полосы плотно сцепленной окалины и литейная корка, видимые невооруженным глазом. На любом из участков поверхности изделия окалина занимает не более 10 % площади пластины размером 25x25 мм | У1, У2, УХЛ1, У3, УХЛ2, УХЛ3, УХЛ4, ХЛ1, ХЛ2, ХЛ3, Т2, Т3 | Изделия из чугуна и стального литья, поковок и горячих штамповок, прокат и изделия сложной формы |
| 4 | С поверхности удалены ржавчина и отслаивающаяся окалина | УХЛ4 | Труднодоступные места крупногабаритных изделий сложной формы из металла толщиной не менее 4 мм |
Поверхности изделий со степенью очистки 4 окрашиванию не подлежат.
Таблица Д.1 — типы черных металлов
Стали углеродистые обыкновенного качества по ГОСТ 380, сталь тонколистовая малоуглеродистая по ГОСТ 9045, прокат стальной повышенной прочности по ГОСТ 19281, прокат для строительных конструкций по ГОСТ 27772, прокат тонколистовой из углеродистой стали, качественной и обыкновенного качества по ГОСТ 16523
Прокат из стали повышенной прочности (низколегированные стали) по ГОСТ 9281, чугун серый
Стали высоколегированные и сплавы коррозионностойкие, жаростойкие и жаропрочные по ГОСТ 5632 и ГОСТ 20072
Обратите внимание: эти два стандарта имеют обратную зависимость в порядке степеней очистки — по стандарту ИСО наилучшая степень очистки — Sa3 — расположена в таблице стандарта последней, а по ГОСТу 9.402 лучшая степень — первая в таблице. И наоборот, самая слабая очистка по ИСО — Sa 1 — первая в таблице, а по ГОСТу — она 4-я.
Когда речь идет о "второй степени очистки", вероятнее всего, речь идет о стандарте 9.402, потому что по ИСО в названии степени должны присутствовать буквы Sa. Но не лишним будет уточнить, какой из стандартов имеется ввиду в данном случае.
Таблица — Примерное соответствие степеней очистки по двум стандартам
| ГОСТ 9.402 | ИСО 8501 |
|---|---|
| 1 | Sa 3 |
| 2 | Sa 2 1/2 |
| 3 | Sa 2 |
| 4 | Sa 1 |
ГОСТ 9.402-2014, 5.11 Обезжиривание.
- горячей питьевой воды (от 70°C),
- пара (от 130°C)
- растворителей
- эмульсионными составами
- щелочными водными растворами.
После каждой технологической стадии химической подготовки поверхности проводят промывку поверхности питьевой водой.
Состояние поверхности изделий контролируют не позднее чем через 6 ч после подготовки поверхности, и, дополнительно, непосредственно перед окрашиванием при сроке хранения более 6 ч.
Качество обезжиривания должно соответствовать требованиям специальной таблицы.
Контроль степени обезжиривания производят методом смачиваемости, капельным методом либо методом протирки.
Вопросы и ответы
Перефразируя вопрос, можно сказать, что вторая степень ИСКЛЮЧАЕТ присутствие на рассматриваемой поверхности окалины, ржавчины, пригара, формовочной смеси и любых иных неметаллических слоёв (без применения увеличительных приборов).
В принципе, данной степени обычно можно достичь почти любым инструментом: начиная от механических - наждачной бумаги, шлифовальной машины; эжекторным пистолетом, заканчивая очисткой аппаратом напорного типа. Другой вопрос в том, насколько этот процесс будет трудоёмким? Какие работы ещё нужно будет выполнить после очистки? И сколько это всё займёт времени? Скорость и сложность проведения работ зависят от: типа очищаемой поверхности, видов и степени загрязнения, сложности конструкции и общей площади, которую необходимо очистить. Возникает также вопрос: какую скорость очистки считать приемлемой? Ведь для каждого эта мера - своя. Поэтому простого единого ответа здесь быть не может, проконсультируйтесь у специалиста, описав вашу задачу и ситуацию.
Чаще всего достаточно Sa 2 1/2. Точнее смотрите в паспорте на применяемую антикоррозийную покрасочную систему. Там же должны быть описаны требуемый профиль поверхности (шероховатость), степени обезжиривания и обеспыливания поверхности.
Визуально. Путём сравнения изучаемой поверхности с фототографиями стандарта ISO 8501-1:2007.
Зависит: от самого абразива, вида загрязнения, требуемой степени очистки, сопла и компрессора. Подробнее - см. таблицы и графики в этой статье.
- Механическое удаление грубых дефектов
- Обезжиривание
- Очистка от старого покрытия, окислов и других загрязнений - до требуемой степени, чаще всего SA 2 1/2.
- Придание требуемого профиля поверхности
- Удаление растворимых солей
- Обеспыливание
- Осушение
Компания ГСК-Сервис поставляет всё необходимое оборудование для выполнения очистки любой степени металлических и бетонных конструкций.
Если после прочтения данной статьи у вас остались вопросы — звоните по телефону или закажите консультацию — мы любим консультировать людей.
Читайте также: