Оборудование для обработки металла давлением
Обновлено: 21.09.2024
- виды обработки давлением, режимы обработки, применяемые инструмент и оборудование.
30.2 Текст лекции
30.2.1 Теоретические основы обработки металлов давлением – до 20 мин
Обработка металлов давлениемявляется широко применяемым прогрессивным и перспективным способом изготовления деталей. При этом используют пластические свойства металлов и сплавов, их способность в твердом состоянии под воздействием внешних сил изменять свою форму без нарушения целостности.
Технологическими свойствами материалов при обработке давлением являются: пластичность и сопротивление деформированию.
Пластичные материалы лучше поддаются обработке давлением. Пластичность повышается при нагреве детали (но при этом ухудшается качество поверхности) или при сжимающих напряжениях (но при этом снижается стойкость инструмента).
Различают деформацию упругую (обратимую) и пластическую (необратимую, остаточную). Пластическая деформация при обработке металлов давлением способствует образованию формы изделия, а упругая деформация затрудняет ее образование. Так, при снятии внешней нагрузки форма и размеры заготовки изменяются вследствие остаточной упругой деформации.
Изменение формы и размеров деформируемого тела связано с изменением формы каждого отдельно взятого зерна. Зерно сплющивается, вытягивается, дробится, измельчается, а кристаллические решетки искажаются. Изменяется ориентировка зерен, т. е. кристаллографические оси отдельных зерен по мере развития деформации стремятся занять положение, совпадающее с направлением наибольшей деформации. В конечном итоге неупорядоченная структура до деформации превращается в упорядоченную с ярко выраженной текстурой металла поликристаллического тела (рис. 30.1).

Рисунок 30.1 – Схема развития пластической деформации поликристалла: а – деформация зерен (1, 2, 3, 4), плоскости скольжения которых ориентированы под углом 450 к направлению усилия; б – поворот и скольжение новых зерен в благоприятное для деформирования положение; в – зерна, вытянутые в направлении интенсивного течения металла.
Таким образом, при пластической обработке металлы меняют свою структуру, а также и свойства. Возникает так называемый наклеп, т. е. происходит повышение прочности и понижение пластичности, а также изменение других физико-химических свойств.
Для каждого металла существует определенная температура рекристаллизации, при которой подвижность атомов становится такой, что металл из напряженного (неравновесного) состояния переходит в равновесное, т. е. в деформируемом теле исчезают искажения кристаллических решеток и остаточные напряжения.
Если обработка металлов давлением происходит при нагреве металлического тела выше температуры рекристаллизации, то она называется горячей. Если обработка металлов давлением выполняется при температуре ниже температуры рекристаллизации, то такая обработка называетсяхолодной.
Все эти явления протекают как при холодном, так и при горячем деформировании. Однако при холодном деформировании они носят остаточный характер, а при горячем — исчезают.
30.2.2 Виды обработки металлов давлением – до 70 мин
Все процессы обработки металлов давлением характеризуются применяемыми инструментами, оборудованием, заготовками и температурным режимом обработки и могут быть подразделены на две основные группы:
1) процессы прокатно-волочильного производства;
2) процессы ковочно-штамповочного производства.
Процессы прокатно-волочильного производства включают в себя прокатку и волочение, а процессы ковочно-штамповочного производства – ковку, объемную и листовую штамповки и прессование (рисунок 30.2).
Прокаткойназывается процесс обжатия металла заготовки между вращающимися валками. В результате сечение заготовки уменьшается, а ее длина увеличивается. Прокаткой изготавливают профили, рельсы, балки, полосы, листы и другие виды проката. Инструментом являются валки. Оборудование – прокатный стан. Процесс прокатки осуще ствляется с нагревом заготовки, и только завершающие операции при получении тонкого листа производятся без нагрева.

Рисунок 30.2 – Схемы основных способов обработки давлением: а – прокатка, б – волочение, в – прессование, г – ковка, д – объемная штамповка, е – листовая штамповка (1 – инструмент, 2 – заготовка).
Волочениемназывают процесс протягивания прутка или проволоки через отверстие в волоке, размеры поперечного сечения которых становятся меньше, а длина — больше размеров исходной заготовки. Для получения тончайшей проволоки, калибрования прутков и труб используются волочильные станы.
Прессованиемназывают процесс выдавливания металла через отверстие матрицы, форма и размеры которой определяют форму и сечение прессуемого изделия.
Ковказаключается в обжатии металла заготовки между верхним и нижним бойками.
Штамповкойназывают процесс деформирования металла в штампах. Штамповка может быть объемной и листовой.
Объемной штамповкой называется процесс деформирования предварительно нагретой заготовки в замкнутой полости штампа, форма и размеры которой определяют форму и размеры получаемой поковки. Объемная штамповка производится на молотах, прессах, горизонтально-ковочных и других машинах.
Холодная объемная штамповка применяется для получения небольших по размеру деталей, различают холодное (ударное) выдавливание и штамповку на холодновысадочных автоматах. Процесс холодной объемной штамповки протекает с большими пластическими деформациями, материал течет под большим давлением, следовательно, он должен обладать хорошей пластичностью, поэтому чаще всего используют алюминий, медь и их сплавы. Холодное (ударное) выдавливание применяют для деталей типа втулок, радиаторов охлаждения элементов, деталей разъемов, корпусов конденсаторов и т. д.
Листовой штамповкой называется процесс деформирования заготовки из листа в холодном состоянии. Заготовка деформируется в штампе, имеющем матрицу с прижимным кольцом и пуансон. Листовая штамповка производится на специальных штамповочных прессах. Холодная листовая штамповка — высокопроизводительный, малоотходный и довольно точный метод формообразования деталей ЭВМ. Этим методом изготавливают корпуса блоков, каркасы и многие другие детали. Исходными материалами для холодной штамповки являются листы, полосы, ленты из черных и цветных металлов, неметаллических материалов (картон, резина, фибра, текстолит).
Операции холодной штамповки можно разбить на две основные группы: разделительные и формообразующие. К основным разделительным операциям относятся: отрезка, вырубка, пробивка; к формообразующим – операции, в результате которых происходит изменение формы и размеров заготовки (гибка, вытяжка, отбортовка, формовка).
Отрезка — отделение одной части материала от другой по незамкнутому контуру. Отрезку металлов за исключением магния и титана толщиной более 1,5 мм проводят в холодном состоянии. Неметаллические материалы типа гетинакса, текстолита, оргстекла перед отрезкой следует нагревать в печах инфракрасного облучения; резину, фибру, картон — увлажнять.
Вырубка и пробивка предназначены для получения деталей по внешнему контуру и отверстий в детали.
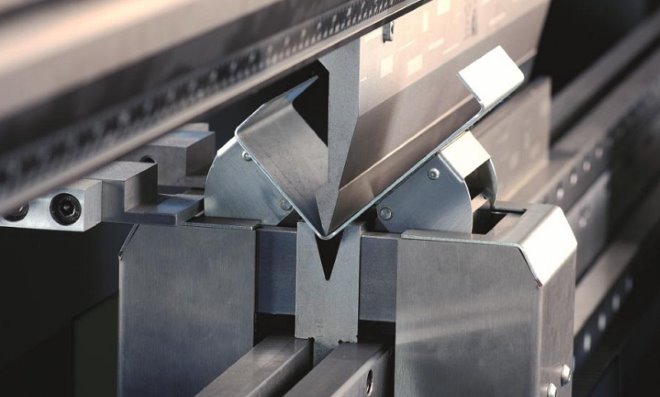
Гибка — операция по изменению положения одной части листа (полосы) относительно другой под определенным углом. Операция гибки широко применяется при изготовлении деталей несущих конструкций ЭВМ.
Вытяжка предназначена для получения полых деталей замкнутого профиля: цилиндрических, конических, ступенчатых, с фланцем и без него. Вытяжкой изготавливают детали типа крышек и корпусов различных элементов и узлов. Различают вытяжку без утонения, когда толщина исходного листа (заготовки) практически не изменяется после вытяжки, и с утонением. Для вытяжки используют пластичные листовые материалы — малоуглеродистые стали, цветные металлы и их сплавы.
Обработка металлов давлением – ОМД: разновидности и особенности технологии
ОМД, или обработка металлов давлением, возможна благодаря тому, что такие материалы отличаются высокой пластичностью. В результате пластической деформации из металлической заготовки можно получить готовое изделие, форма и размеры которого соответствуют требуемым параметрам. Обработка металла давлением, которая может выполняться по различным технологиям, активно используется для выпуска продукции, применяемой в машиностроительной, авиационной, автомобилестроительной и других отраслях промышленности.

Обработка листового металла давлением на прокатном станке
Физика процесса обработки металлов давлением
Сущность обработки металлов давлением состоит в том, что их атомы такого материала при воздействии на них внешней нагрузки, величина которой превышает значение его предела упругости, могут занимать новые устойчивые положения в кристаллической решетке. Такое явление, которым сопровождается прессование металла, получило название пластической деформации. В процессе пластической деформации металла изменяются не только его механические, но и физико-химические характеристики.
В зависимости от условий, при которых происходит ОМД, она может быть холодной или горячей. Различия их состоят в следующем:
- Горячая обработка металла выполняется при температуре, которая выше температуры его рекристаллизации.
- Холодная обработка металлов, соответственно, осуществляется при температуре, находящейся ниже температуры, при которой они рекристаллизуются.

Ковка раскаленной заготовки на молоте – вид горячей обработки металла давлением
Виды обработки
Обрабатываемый давлением металл в зависимости от используемой технологии подвергается:
- прокатке;
- ковке;
- прессованию;
- волочению; ; ;
- обработке, выполняемой комбинированными способами.

Основные виды обработки металла давлением
Прокатка
Прокатка – это обработка давлением заготовок из металла, в ходе которой на них воздействуют прокатные валки. Целью такой операции, для выполнения которой необходимо использование специализированного оборудования, является не только уменьшение геометрических параметров поперечного сечения металлической детали, но и придание ей требуемой конфигурации.

Виды прокатных валков
На сегодняшний день прокатку металла выполняют по трем технологиям, для практической реализации которых необходимо соответствующее оборудование.
Это прокатка, являющаяся одним из самых популярных методов обработки по данной технологии. Сущность такого способа обработки металла давлением заключается в том, что заготовка, проходящая между двумя валками, вращающимися в противоположные стороны, обжимается до толщины, соответствующей зазору между этими рабочими элементами.
По такой технологии обрабатывают давлением металлические тела вращения: шары, цилиндры и др. Выполнение обработки данного типа не предполагает, что заготовка совершает поступательное движение.
Это технология, которая представляет собой нечто промежуточное между продольной и поперечной прокаткой. С ее помощью преимущественно обрабатываются полые металлические заготовки.

Виды прокатки металла
Ковка
Такая технологическая операция, как ковка, относится к высокотемпературным методам обработки давлением. Перед началом ковки металлическую деталь подвергают нагреву, величина которого зависит от марки металла, из которого она изготовлена.
Обрабатывать металл ковкой можно по нескольким методикам, к которым относятся:
- ковка, выполняемая на пневматическом, гидравлическом и паровоздушном оборудовании;
- штамповка;
- ковка, выполняемая вручную.
При машинной и ручной ковке, которую часто называют свободной, деталь, находясь в зоне обработки, ничем не ограничена и может принимать любое пространственное положение.

Ручная ковка используется в кузнечных мастерских при изготовлении небольшого количества изделий
Машины и технология обработки металлов давлением по методу штамповки предполагают, что заготовка предварительно помещается в матрицу штампа, которая препятствует ее свободному перемещению. В результате деталь принимает именно ту форму, которую имеет полость матрицы штампа.
К ковке, относящейся к основным видам обработки металлов давлением, обращаются преимущественно в единичном и мелкосерийном производстве. Разогретую деталь при выполнении такой операции располагают между ударными частями молота, которые называются бойками. При этом роль подкладных инструментов могут играть:
- обычный топор:
- обжимки различных типов;
- раскатка.
Прессование
При выполнении такой технологической операции, как прессование, металл вытесняется из полости матрицы через специальное отверстие в ней. При этом усилие, которое необходимо для осуществления такого выдавливания, создается мощным прессом. Прессованию преимущественно подвергают детали, которые изготовлены из металлов, отличающихся высокой хрупкостью. Методом прессования получают изделия с полым или сплошным профилем из сплавов на основе титана, меди, алюминия и магния.
Прессование в зависимости от материала изготовления обрабатываемого изделия может выполняться в холодном или горячем состоянии. Предварительному нагреву перед прессованием не подвергают детали, которые изготовлены из пластичных металлов, таких как чистый алюминий, олово, медь и др. Соответственно, более хрупкие металлы, в химическом составе которых содержится никель, титан и др., подвергаются прессованию только после предварительного нагрева как самой заготовки, так и используемого инструмента.

Установка холодного прессования изделий из листового металла
Прессование, которое может выполняться на оборудовании со сменной матрицей, позволяет изготавливать металлические детали различной формы и размеров. Это могут быть изделия с наружными или внутренними ребрами жесткости, с постоянным или разным в различных частях детали профилем.
Волочение
Основным инструментом, при помощи которого выполняется такая технологическая операция, как волочение, является фильера, называемая также волокой. В процессе волочения круглая или фасонная металлическая заготовка протягивается через отверстие в фильере, в результате чего и формируется изделие с требуемым профилем поперечного сечения. Наиболее ярким примером использования такой технологии является процесс производства проволоки, который предполагает, что заготовка большого диаметра последовательно протягивается через целый ряд фильер, в итоге превращаясь в проволоку требуемого диаметра.

Технологические процессы получения проволоки методом волочения
Классифицируется волочение по целому ряду параметров. Так, оно может быть:
- сухим (если выполняется с применением мыльной стружки);
- мокрым (если для его выполнения используется мыльная эмульсия).
По степени чистоты формируемой поверхности волочение может быть:

Линия волочения медной проволоки
По кратности переходов волочение бывает:
- однократным, выполняемым за один проход;
- многократным, выполняемым за несколько проходов, в результате которых размеры поперечного сечения обрабатываемой заготовки уменьшается постепенно.
По температурному режиму этот вид обработки металла давлением может быть:
Объемная штамповка
Сущность такого способа обработки металла давлением, как объемная штамповка, состоит в том, что получение изделия требуемой конфигурации осуществляется при помощи штампа. Внутренняя полость, которая сформирована конструктивными элементами штампа, ограничивает течение металла в ненужном направлении.
В зависимости от конструктивного исполнения штампы могут быть открытыми и закрытыми. В открытых штампах, применение которых позволяет не придерживаться точного веса обрабатываемой заготовки, предусмотрен специальный зазор между их подвижными частями, в который может выдавливаться избыток металла. Между тем использование штампов открытого типа вынуждает специалистов заниматься удалением облоя, образующегося по контуру готового изделия в процессе его формирования.

Особенностью горячей штамповки металла является воздействие высокой температуры, вследствие чего заготовка деформируется, принимая форму штампа
Между конструктивными элементами штампов закрытого типа такой зазор отсутствует, и формирование готового изделия происходит в замкнутом пространстве. Для того чтобы обрабатывать металлическую заготовку при помощи такого штампа, ее вес и объем должны быть точно рассчитаны.
Листовая штамповка
При помощи листовой штамповки готовые изделия получают из листового металла. В зависимости от того, какого результата необходимо добиться в процессе выполнения такой технологической операции, различают штамповку:
- разделительную (отрезка, вырубка и пробивка);
- формообразующую (гибка, вытяжка, раздача, отбортовка, чеканка и др.).
Для выполнения листовой штамповки используют гидравлические или кривошипно-шатунные прессы, рабочими органами которых являются штампы, состоящие из матрицы и пунсона.

Примеры изделий, изготовленных методом листовой штамповки
Качество готового изделия, которое обеспечивает листовая штамповка, позволяет не подвергать его последующей механической обработке. Для того чтобы обеспечить это качество, матрица и пунсон должны быть хорошо разработаны и изготовлены с высокой степенью точности.
Листовая штамповка – это одна из наиболее распространенных методик ОМД, которая активно применяется почти во всех отраслях промышленности. По такой технологии, в частности, производят как мельчайшие детали радиоэлектронных устройств, так и массивные кузова автотранспортных средств.
Получить более полное представление о способах обработки металла давлением, позволяет видео, демонстрирующее их в мельчайших подробностях.
Штамповка металла – технология, разновидности, оборудование, ГОСТ
Штамповка как технологический процесс обработки заготовок, изготовленных из металла, позволяет получить готовые изделия плоского или объемного типа, отличающиеся как своей формой, так и размерами. В качестве рабочего инструмента при выполнении штамповки может выступать штамп, закрепленный на прессе или оборудовании другого типа. В зависимости от условий выполнения штамповка металла бывает горячая и холодная. Эти два вида данной технологии предполагают использование различного оборудования и соблюдение определенных технологических норм.
Штамповка – пластическая деформация металла, изменяющая форму или размеры материала
Особенности технологии
Ознакомиться с требованиями ГОСТ к обработке металла штампованием можно, скачав документ в формате pdf по ссылке ниже.
Кроме разделения на горячую и холодную, штамповка изделий из металла подразделяется и на ряд других категорий в зависимости от ее назначения и технологических условий. Так, операции штамповки, в результате которых происходит отделение части металлической заготовки, называются разделительными. Сюда, в частности, относятся резка, рубка и пробивка деталей из металла.
Другой категорией таких операций, в результате которых штампуемый лист металла изменяет свою форму, являются формоизменяющие штамповочные операции, часто называемые формовкой. В результате их выполнения детали из металла могут подвергаться вытяжке, холодному выдавливанию, гибке и другим процедурам по обработке.
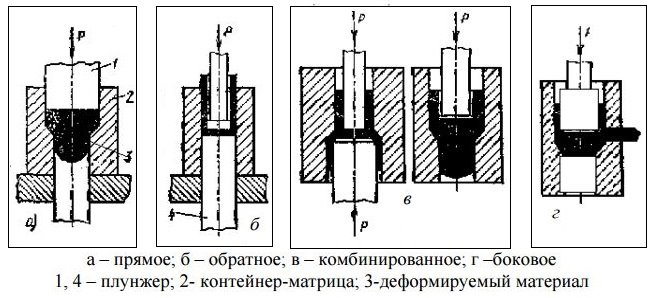
Схемы и разновидности выдавливания (прессования)
Как уже отмечалось выше, существуют такие виды штамповки, как холодная и горячая, которые, хотя и реализуются по одному принципу, предполагающему деформирование металла, имеют ряд значимых отличий. Штамповку деталей, предполагающую их предварительный нагрев до определенной температуры, применяют преимущественно на крупных производственных предприятиях.
Это связано прежде всего с достаточно высокой сложностью такой технологической операции, для качественного выполнения которой необходимо сделать предварительный расчет и точно соблюсти степень нагрева обрабатываемой заготовки. С помощью штамповки, выполняемой по горячей технологии, из листового металла различной толщины получают такие ответственные детали, как днища котлов и другие изделия в форме полусфер, корпусные и другие элементы, используемые в судостроении.

Характеристики и виды деталей, производимых на горячештамповочных прессах
Для нагрева деталей из металла перед их горячей штамповкой используется нагревательное оборудование, которое в состоянии обеспечить точный температурный режим. В этой функции, в частности, могут использоваться электрические, плазменные и другие нагревательные устройства. Перед началом выполнения горячей штамповки необходимо не только рассчитать нормы нагрева обрабатываемых деталей, но и разработать точный и подробный чертеж готового изделия, в котором будет учтена усадка остывающего металла.
При выполнении холодной штамповки металлических деталей процесс формирования готового изделия протекает только за счет давления, оказываемого рабочими элементами пресса на заготовку. За счет того, что заготовки при штамповке по холодной технологии предварительно не нагреваются, они не подвержены усадке. Это позволяет изготавливать изделия законченного вида, которые не требуют дальнейшей механической доработки. Именно поэтому данная технология считается не только более удобным, но и экономически выгодным вариантом обработки.

Методом холодной штамповки обрабатывают листовой металл толщиной до 10 мм
Если квалифицированно подойти к вопросам проектирования размеров и формы заготовок и к последующему раскрою материала, то можно значительно уменьшить его расход, что особенно актуально для предприятий, выпускающих свою продукцию крупными сериями. В качестве материала, заготовки из которого успешно подвергаются штамповке, может выступать не только углеродистые или легированные стали, но также алюминиевый и медный сплавы. Более того, оснащенный соответствующим образом штамповочный пресс успешно используется для обработки заготовок из таких материалов, как резина, кожа, картон, полимерные сплавы.
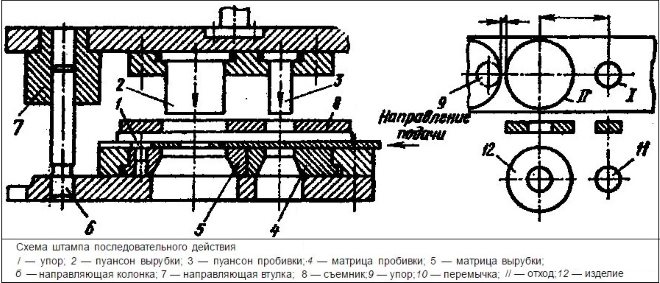
Разделительное штампование, целью которого является отделение от обрабатываемой заготовки части металла, – это очень распространенная технологическая операция, используемая практически на каждом производственном предприятии. К таким операциям, которые выполняются посредством специального инструмента, установленного на штамповочный пресс, относятся резка, вырубка и пробивка.

На этом прессе установлены специальные плунжеры для пробивки отверстий в заготовке
В процессе резки металлические детали разделяются на отдельные части, причем такое разделение может осуществляться по прямой или кривой линии реза. Для выполнения резки могут использоваться различные устройства: дисковые и вибрационные станки, гильотинные ножницы и др. Резку чаще всего используют для того, чтобы раскроить металлические заготовки для их дальнейшей обработки.
Вырубка – это технологическая операция, в процессе которой из металлического листа получают детали, имеющие замкнутый контур. При помощи пробивки в заготовках из листового металла делают отверстия различной конфигурации. Каждая из таких технологических операций должна быть тщательно спланирована и подготовлена, чтобы в результате ее выполнения получилось качественное готовое изделие. В частности, должны быть точно рассчитаны геометрические параметры используемого инструмента.
Перфорированный металлический лист получается в результате вырубки отверстий на координатно-пробивном прессе
Технологическими операциями штамповки, в процессе которых осуществляется изменение начальной конфигурации металлических деталей, являются формовка, гибка, вытяжка, отбортовка и обжим. Гибка – это наиболее распространенная формоизменяющая операция, в процессе которой на поверхности металлической заготовки формируются участки с изгибом.
Вытяжка – это объемная штамповка, целью выполнения которой является получение из плоской металлической детали объемного изделия. Именно при помощи вытяжки металлический лист превращается в изделия цилиндрической, конической, полусферической или коробчатой конфигурации.
По контуру изделий из листового металла, а также вокруг отверстий, которые в них выполнены, часто необходимо сформировать бортик. С этой задачей успешно справляется отбортовка. Такой обработке, выполняемой посредством специального инструмента, подвергают и концы труб, на которые необходимо установить фланцы.

Отбортовка может выполнятся различными способами
При помощи обжима, в отличие от отбортовки, концы труб или края полостей в заготовках из листового металла не расширяют, а сужают. При выполнении такой операции, осуществляемой при помощи специальной конической матрицы, происходит наружное обжатие листового металла. Формовка, которая также является одной из разновидностей штамповки, предполагает изменение формы отдельных элементов штампованной детали, при этом наружный контур детали остается неизменным.
Объемная штамповка, которая может выполняться по различным технологиям, требует не только тщательных предварительных расчетов и разработки сложных чертежей, но и использования специально изготовленного оборудования, поэтому реализовать такую технологию в домашних условиях проблематично.
Инструменты и оборудование
Даже обработка мягких металлов, в частности штамповка алюминия, требует применения специального оборудования, в качестве которого могут выступать гильотинные ножницы, кривошипный или гидравлический пресс. Кроме того, необходимо умение производить расчеты расхода материала и разрабатывать технические чертежи. При этом следует учитывать требования, которые содержит соответствующий ГОСТ.
Штамповку, для выполнения которой не требуется предварительный нагрев обрабатываемой заготовки, выполняют преимущественно на гидравлических прессах, производство которых регулирует ГОСТ. Разнообразие серийных моделей этого оборудования позволяет подбирать станок для производства изделий различных конфигураций и габаритных размеров.
В мелком производстве часто используют эластичный метод штамповки, когда шаблон является металлическим элементом, а матрица – резиновым или пластиковым
Выбирая пресс для выполнения штамповки, в первую очередь следует ориентироваться задачи, для решения которых он необходим. Например, для выполнения таких технологических операций, как вырубка или пробивка, используют штамповочное оборудование простого действия, ползун и шайбы которого в процессе обработки совершают небольшой ход. Для того чтобы выполнить вытяжку, требуется оборудование двойного действия, ползун и шайбы которого в процессе обработки совершают значительно больший ход.

Кривошипный пресс КД-238 относится к категории простого оборудования. Предназначен для холодной штамповки: гибки, пробивки, вырубки и неглубокой вытяжки
По своей конструкции, как указывает ГОСТ, оборудование для выполнения штамповки делится на несколько типов, а именно:
- однокривошипное;
- двухкривошипное;
- четырехкривошипное.
- клиноременная передача;
- пусковая муфта;
- шайбы;
- кривошипный вал;
- шатун, при помощи которого можно регулировать величину рабочего хода ползуна.
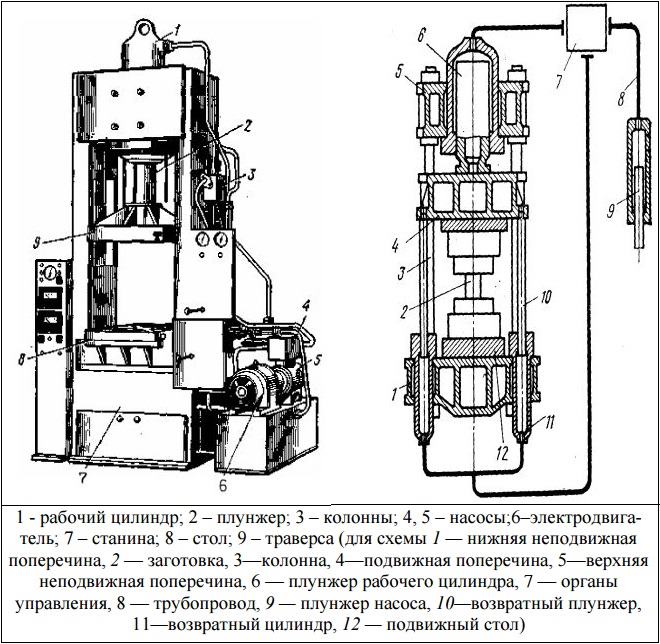
Схема гидравлического пресса
Для запуска ползуна, который совершает возвратно-поступательное движение по направлению к рабочему столу пресса, используется ножная пресс-педаль, напрямую связанная с пусковой муфтой.
Несколько другим принципом работы отличается четырехшатунный пресс, рабочие органы которого создают усилие с центром, приходящимся на середину четырехугольника, образуемого четырьмя шатунами. Благодаря тому, что усилие, создаваемое таким прессом, приходится не на центр ползуна, это устройство успешно используется для того, чтобы изготавливать изделия даже очень сложной конфигурации. Прессы данной категории, в частности, применяют для того, чтобы изготовить асимметричные изделия, отличающиеся значительными габаритами.

Промышленные четырехшатунные прессы могут развивать усилие в сотни тонн
Чтобы изготовить изделия более сложной конфигурации, используют прессовое оборудование пневматического типа, конструктивная особенность которого заключается в том, что оно может быть оснащено двумя или даже тремя ползунами. В прессе двойного действия применяются одновременно два ползуна, один из которых (внешний) обеспечивает фиксацию заготовки, а второй (внутренний) выполняет вытяжку поверхности обрабатываемого металлического листа. Первым в работе такого пресса, конструктивные параметры которого также регламентирует ГОСТ, участвует внешний ползун, фиксирующий заготовку при достижении самой нижней точки. После того как внутренний ползун выполнит свою работу по вытяжке листового металла, внешний рабочий орган поднимается и освобождает заготовку.
Для штамповки тонколистового металла используются преимущественно специальные фрикционные прессы, технические параметры которых также устанавливает ГОСТ. Чтобы обрабатывать более толстый листовой металл, лучше всего применять гидравлическое штамповочное оборудование, которое оснащено более надежными шайбами и другими конструктивными элементами.
Штамповка металла любой толщины должна производится с высокой точностью
Отдельную категорию составляет оборудование, при помощи которого выполняется штамповка взрывом. На таких устройствах, в которых энергия управляемого взрыва преобразуется в усилие, оказываемое на металл, обработке подвергают металлические заготовки значительной толщины. Работа такого оборудования, считающегося инновационным, даже на видео выглядит очень эффектно.
Чтобы получаемый сгиб и общая конфигурация готового изделия из металла отличались высоким качеством, в последнее время стали активно использовать прессы, оснащенные встроенными вибрационными ножницами. Использование такого оборудования с более короткими ножками позволяет изготавливать изделия практически любой конфигурации.
Таким образом, выполнение штамповки листового металла требует наличия не только специализированного оборудования, но и соответствующих навыков и знаний, поэтому реализовать такую технологию в домашних условиях достаточно сложно.
3. Обработка металлов давлением, её основные виды, оборудование для обработки металлов давлением
Обработка металлов давлением — технологический процесс получения заготовок или деталей в результате силового воздействия инструмента на обрабатываемый материал.
Виды обработки металлов давлением.
Процессы обработки металлов давлением по назначению подразделяют на два вида:
для получения заготовок постоянного поперечного сечения по длине (прутков, проволоки, лент, листов), применяемых в строительных конструкциях или в качестве заготовок для последующего изготовления из них деталей — только обработкой резанием или с использованием предварительного пластического формоизменения, основными разновидностями таких процессов являются прокатка, прессование и волочение;
для получения деталей или заготовок (полуфабрикатов), имеющих приближённо формы и размеры готовых деталей и требующих обработки резанием лишь для придания им окончательных размеров и получения поверхности заданного качества; основными разновидностями таких процессов являются ковка и штамповка.
Прокатка - процесс пластического деформирования тел, между вращающимися приводными валками.
Прессование
Прессование заключается в продавливании заготовки, находящейся в замкнутой форме, через отверстие матрицы, причём форма и размеры поперечного сечения выдавленной части заготовки соответствуют форме и размерам отверстия матрицы.
Волочение заключается в протягивании заготовки через сужающуюся полость матрицы; площадь поперечного сечения заготовки уменьшается и получает форму поперечного сечения отверстия матрицы.
Ковкой изменяют форму и размеры заготовки путём последовательного воздействия универсальным инструментом (бойками) на отдельные участки нагретой заготовки.
Штамповкой изменяют форму и размеры заготовки с помощью специализированного инструмента — штампа (для каждой детали изготовляют свой штамп), который состоит из матрицы, пуансона и дополнительных частей. Различают объёмную и листовую штамповку. При объёмной штамповке в качестве заготовки используют сортовой металл, разрезаемый на заготовки. На заготовку в процессе объемной штамповки воздействуют специализированным инструментом — пуансоном, при этом металл заполняет полость матрицы, приобретая её форму и размеры.
Листовая штамповка
Листовой штамповкой получают плоские и пространственные полые детали из заготовок, у которых толщина значительно меньше размеров в плане (лист, лента, полоса). Обычно заготовка деформируется с помощью пуансона и матрицы.
Существуют так же процессы, при которых используется комбинации из нескольких методов. Например, метод прокатка-волочение.
Сущность обработки металлов давлением
Обработка металлов давлением основана на их способности в определенных условиях пластически деформироваться в результате воздействия на деформируемое тело (заготовку) внешних сил.
Если при упругих деформациях деформируемое тело полностью восстанавливает исходные форму и размеры после снятия внешних сил, то при пластических деформациях изменение формы и размеров, вызванное действием внешних сил, сохраняется и после прекращения действия этих сил. Упругая деформация характеризуется смещением атомов относительно друг друга на величину, меньшую межатомных расстояний, и после снятия внешних сил атомы возвращаются в исходное положение. При пластических деформациях атомы смещаются относительно друг друга на величины, большие межатомных расстояний, и после снятия внешних сил не возвращаются в свое исходное положение, а занимают новые положения равновесия.
Холодная штамповка как технология известна достаточно давно. Ещё в конце первого тысячелетия древнерусские мастера стали применять метод холодной штамповки для производства металлической посуды. Саму холодную штамповку отличает достаточно высокое качество получаемых изделий, высокая скорость их изготовления, а также низкая цена на само изделие — разумеется, как уже было отмечено, при массовом их производстве. Холодная штамповка заключается в механическом воздействии штампа в процессе прессования листов металла, итогом которого получаются готовые изделия. Таким образом, сам штамп выступает в роли технологической насадки для прессовального механизма, его можно использовать только для одной операции. Кроме того, операции холодной штамповки легко поддаются автоматизации, в том числе могут проводиться с помощью промышленных роботов, что способно сделать производство методом холодной штамповки ещё более выгодным.
Холодная штамповка технологически подразделяется на два основных вида. Первый — это операции разъединительные, в ходе которых над листом металла проводятся операции рубки, резки, изготовления отверстий различной формы. Второй тип операций — формование, или пластическое воздействие, в ходе которых форма самой заготовки — вытяжка, выдавливание, гибка, формовка, чеканка. Иногда операции двух типов объединяют — например, производят одновременно вытяжку и рубку или гибку и обрезку. В таком случае применяются так называемые комбинированные штампы. Для операций холодной штамповки необходимо использовать металлы и сплавы, которые обладают гибкостью, пластичностью, а также дешевизной (так как в процессе рубки образуется значительное количество отходов).
3.3.2. Оборудование для обработки давлением
Машины для обработки давлением бывают как вертикального исполнения (молоты и прессы), так и горизонтального (горизонтально-ковочные машины).
Молоты – это машины ударного действия со скоростью деформирования до 9 м/с. Рабочие (падающие) части молота приводятся в движение сжатым паром или воздухом. Основной характеристикой молота является масса падающих частей.
Пневматические ковочные молоты используют для ковки мелких поковок. Масса падающих частей таких молотов составляет 50-1000 кг. В зависимости от массы падающих частей молоты совершают 100-220 ударов в минуту. Коэффициент полезного действия (КПД) этих молотов имеет значение 6-7 %.
Паровоздушные ковочные молоты используют для ковки мелких и средних поковок. Масса падающих частей составляет 1000-8000 кг, число ударов при наибольшем ходе бабы 31-63 в минуту. КПД этих машин очень низкий: 2-3 %.
Ударный характер приложения нагрузки при ковке на молоте вызывает повышенную утомляемость рабочих и создает сотрясение грунта, вследствие этого необходимо сооружение громоздких фундаментов.
Гидравлические прессы – машины статического действия со скоростью перемещения подвижных частей до 0,3 м/с. Усилие для деформирования заготовки создается рабочей жидкостью высокого давления (20-30 МПа). В результате развивается значительное усилие – до 200 МН. КПД этих машин составляет 6-8 %.
Механические прессы – машины статического действия со скоростью перемещения подвижных частей до 0,5 м/с. Деформирование заготовки происходит за счет энергии, накопленной массивным маховиком, который вращается от электродвигателя.
Винтовые прессы (фрикционные и гидровинтовые) по принципу воздействия на заготовку представляют собой машины промежуточного вида между прессом и молотом. Ползун винтового пресса в конце хода вниз производит удар со скоростью 1-3 м/с, что в 4-8 раз меньше скорости бойка молота.
Припуски и допуски на размеры поковок, изготовленных ковкой на молотах, назначаются согласно ГОСТ 7829-70, а изготовленных ковкой на прессах – по ГОСТ 7062–90.
Фасонные поковки массой свыше 100 кг и простые поковки массой свыше 750 кг предпочтительней изготавливать на гидравлических прессах.
3.3.3. Технологические особенности штамповки на молотах, прессах и горизонтально-ковочных машинах
Штамповка на молотах. Молоты различных конструкций применяют для горячей штамповки преимущественно в открытых штампах.
Штамповка на молоте экономически целесообразна в серийном производстве.
Крупногабаритные поковки массой свыше 60 кг из-за ограниченной мощности прессов могут быть отштампованы только на тяжелых штамповочных молотах. Наиболее распространены паровоздушные молоты двойного действия с массой падающих частей 0,5-35 тонн.
При штамповке на молотах возможно регулирование энергии удара, слабые удары могут быть нанесены с повышенной частотой. Деформирование в одном ручье осуществляется за несколько ударов. Большие скорости деформации при штамповке на молотах благоприятно сказываются на заполнении сложного рельефа штампа.
Молоты имеют малый КПД (не более 30 %). Они неэкономичны в эксплуатации при изготовлении мелких и средних поковок. Высокая стоимость молотовых установок связана с использованием котельных установок (для получения пара) или компрессорных станций и громоздких фундаментов.
Штамповку на молотах отличает невысокая производительность труда, низкая точность размера поковок (допуск достигает нескольких миллиметров), большой расход металла на напуски от штамповочных уклонов вследствие ограниченного применения выталкивателей. Сами уклоны составляют 7°-10°.
На молотах изготавливают заготовки весьма сложной формы, но без поднутрений и выступов, мешающих извлечению заготовки из штампов. Точность заготовок соответствует 15–17 квалитетам точности, а шероховатость поверхности находится в пределах .
Штамповка на кривошипных горячештамповочных прессах. Кривошипные горячештамповочные прессы (КГШП) вытеснили молоты и получили распространение в крупносерийном и массовом производстве поковок сложной формы массой до нескольких сот килограммов. КГШП отличаются более высокой стоимостью, чем молоты, но приспособлены для высокомеханизированного и автоматизированного производства поковок, допускают эксцентричное расположение ручьев в штампе, снабжены нижними и верхними выталкивателями.
Нерегулируемый конец рабочего хода КГШП не позволяет деформировать заготовку в одном ручье за несколько ходов. Скорость в момент начала деформации этих прессов не превышает 0,6-0,8 м/с, усилие составляет 6200-120000 кН.
При штамповке на КГШП получают поковки, близкие по форме к готовой детали, с более точными размерами (по 13–16 квалитетам), особенно по высоте, чем при штамповке на молотах. Более совершенная конструкция штампов обеспечивает меньший размер смещения половин штампа, уменьшение припусков на 20-30 % (до 0,5-3,0 мм на сторону), напусков, штамповочных уклонов в 2-3 раза (до 3°-7°) и допусков. Вследствие этого повышается не только точность, но и коэффициент использования металла. По этой причине себестоимость поковок снижается на 10-30 % за счет уменьшения расхода металла и эксплуатационных затрат.
Производительность штамповки повышается примерно в 1,4 раза за счет сокращения числа ударов в каждом ручье до одного. КПД прессов примерно в 2 раза выше, чем КПД молотов. Прессы совершают 35-90 ходов в минуту. Шероховатость поверхности в таком случае составляет .
К числу основных недостатков КГШП относятся их высокая стоимость (примерно в 3-4 раза выше, чем молотов), меньшая универсальность, худшее заполнение глубоких полостей вследствие малой скорости деформации, более сложная конструкция, регулировка и эксплуатация штампов.
Штамповка на винтовых прессах. Ползун винтового пресса в конце хода вниз производит удар со скоростью 1-3 м/с. В результате низкой скорости деформирования в металле создается благоприятная схема напряженного состояния. Фрикционные прессы успешно используются при обработке мало пластичных (например, магниевых) сплавов. Сравнительно небольшая скорость деформирования в начале рабочего хода пресса и возможность применять вместо цельноблочных сборные штампы и разъемные матрицы, позволяют получать поковки весьма сложной конфигурации.
Винтовые фрикционные прессы изготавливают с номинальным рабочим усилием 400-16000 кН. Фрикционные прессы малопригодны для многоручьевой штамповки, поскольку значительные эксцентричные нагрузки здесь недопустимы. По этой причине это оборудование применяют чаще всего для одноручьевой торцовой штамповки в открытых и закрытых штампах, а также гибки и правки заготовок. Наличие большого хода у этих прессов (200-710 мм) позволяет штамповать высокие поковки.
Тихоходность и, как результат этого, низкая производительность прессов резко ограничивают их применение в крупносерийном производстве, но зато фрикционные прессы весьма удобны для получения заготовок малыми партиями. При изготовлении мелких поковок они способны заменить штамповочные молоты, кривошипные прессы и даже горизонтально-ковочные машины.
Гидровинтовые прессы развивают усилие от 1000 до 100000 кН. Прессы снабжены нижним выталкивателем и приспособлены для штамповки в разъемной матрице. Они менее быстроходны, чем винтовые фрикционные прессы, компактные и более мощные (энергия удара в десятки раз больше энергии наиболее крупных винтовых прессов). На гидровинтовых прессах получают поковки из алюминиевых сплавов с высокими ребрами толщиной до 0,5 мм при штамповочном уклоне 0,5° и радиусе закругления 0,3 мм. Достигаемая при этом точность соответствует 13–16 квалитетам, а шероховатость .
Помимо цветных сплавов, на гидровинтовых прессах обрабатывают поковки из мало пластичных сталей.
Штамповка на гидравлических прессах. Гидравлический пресс имеет неударный характер работы. Рабочий ход его ползуна осуществляется при очень небольшой, но постоянной скорости, обычно до 0,15-0,2 м/с. Штамповочные гидравлические прессы изготавливают с обычным или увеличенным рабочим ходом подвижной поперечины и снабжают гидравлическими выталкивателями, а также выдвижным столом для удобства перемещения и смены штампов мостовым краном. Гидравлический штамповочный пресс значительно дороже, тихоходней и менее производителен, чем штамповочный молот с эквивалентной массой падающих частей.
На гидравлических прессах штампуют поковки из черных и цветных металлов в тех случаях, когда не может быть использован молот: при штамповке крупных поковок с площадью проекции до 2,5 м 2 или массой свыше 350 кг; при штамповке заготовок из мало пластичных материалов, не допускающих больших скоростей деформации (титановые сплавы, некоторые жаропрочные стали и сплавы); в тех случаях, когда необходим очень большой рабочий ход пуансона; при различных видах штамповки выдавливанием. Гидравлические прессы используют также для штамповки металлов и сплавов с небольшой температурой начала штамповки (алюминиевые и магниевые сплавы). На этих прессах применяют цельноблочные и сборные штампы с открытыми и закрытыми ручьями.
Гидравлические штамповочные прессы изготавливают с номинальным рабочим усилием свыше 50000 и до 750000 кН для штамповки крупных поковок. Небольшие прессы с рабочим усилием 4000-5000 кН и выше применяют обычно для штамповки мало пластичных сплавов. На гидравлических прессах достигают точности размеров по 13–17 квалитетам, шероховатости поверхности , штамповочных уклонов 0,5°–4°.
Штамповка на горизонтально-ковочных машинах. Горизонтально-ковочные машины представляют собой горизонтальные кривошипные горячештамповочные прессы, развивающие усилие 6,3-125 МН. На ГКМ штампуют заготовки в открытых и закрытых штампах, штампах для выдавливания. Типичным процессом является многоручьевая высадка в закрытых двухразъемных штампах. Основным признаком штампов ГКМ является наличие двух взаимно перпендикулярных разъемов.
Поковки, изготавливаемые на ГКМ, обычно имеют форму тел вращения с прямой осью, направленной по оси исходного прутка. По форме они могут быть отнесены к двум основным группам: поковкам типа стержня сплошного сечения с одним или несколькими утолщениями и стержня со сквозным отверстием. У поковок первого типа в стержневой части площадь поперечного сечения должна быть постоянной, а утолщения, если они располагаются на концах поковки, могут быть полыми.

Заготовки, форма которых существенно отличается от формы тела вращения, на ГКМ обычно не штампуют. Поковки, изготавливаемые на ГКМ, по припускам и допускам ближе к поковкам, изготовляемым на кривошипных горячештамповочных прессах. Производительность этих машин приблизительно одинакова. Точность размеров поковок соответствует 13–17 квалитетам, шероховатость поверхности , штамповочные уклоны в матрицах составляют 1°–7°, а в пуансоне 0,25°–2°. Штамповка на ГКМ применяется в крупносерийном и массовом производстве для стальных и цветных поковок массой от 0,5 до 100 кг.
Недостатками ГКМ являются: ограниченная номенклатура (тела вращения) и масса (до 100-150 кг) поковок; необходимость применения исходного проката повышенной точности, а иногда и калибруемого, так как машина работает враспор.
Читайте также: